Sama hvaða vöru þú framleiðir, venjuleg vinnsluþol eru mikilvægar breytur sem þarf að hafa í huga. Í dag þurfa flestar neytendavörur samræmi á smásjárskala.
Þess vegna eru framleiðendur oft skoðað og bera saman mismunandi tegundir framleiðsluferla og vinnsluþol eru áfram mikilvægur þáttur. Til að skilja vinnsluþol fyrir mismunandi ferla er mikilvægt að skilja hvað vinnsluþol eru, hvernig á að mæla þau og hvaða mismunandi tegundir af vikmörkum eru.

Þessi grein mun fjalla um allar þessar upplýsingar og fleira. Að lokum eru nokkur ráð til að hjálpa þér að bæta vinnsluþol í iðnaði þínum.
Hvað eru CNC vinnsluþol?
Skilgreining og hugtak um vinnsluþol CNC
Vinnuþol CNC skilgreina leyfilegan breytileika í stærð hlutans og tryggja nauðsynlega nákvæmni í framleiðslu. Þessi vikmörk eru lífsnauðsynleg vegna þess að þau setja viðunandi svið þar sem raunverulegar víddir hlutans geta verið frábrugðnar nafn- eða fyrirhuguðum víddum. Til dæmis verður hluti sem tilnefndur er að hafa vídd 3,0 'með ± 0,001 ' umburðarlyndi verður að mæla á milli 2.999 'og 3.001 ' til að uppfylla gæðastaðla. Kjarni vinnsluþols liggur í getu þeirra til að koma jafnvægi á nákvæmni við framleiðslu hagkvæmni, móta grundvallarsambandið milli fræðilegra hönnunar og hagnýtra niðurstaðna í CNC vinnslu.
Útskýring á leyfilegum afbrigðum
Umburðarlyndi endurspegla leyfileg afbrigði hlutans og greina á milli þéttra og lausra vikmörk. Þétt vikmörk (minni afbrigði) tákna meiri eftirspurn eftir nákvæmni, sem hefur áhrif á flækjustig framleiðsluferlisins og kostnað vegna viðbótar uppsetningar, lengri hringrásartíma og þörf fyrir sérhæfð verkfæri. Hins vegar gera lausar vikmörk kleift að auka dreifni, sem gefur til kynna minna strangar nákvæmni kröfur, sem geta einfaldað framleiðslu og dregið úr kostnaði.
Samband við teikningagildi
Vinnuþol eru beint bundin við teikningargildi, sem þjónar sem áríðandi tengsl milli fræðilegrar hönnunar hlutans og raunverulegs heimsóknar. Þeir tryggja að íhlutir geti passað og virkað saman eins og til er ætlast, þrátt fyrir eðlislægan breytileika í framleiðsluferlum. Þetta samband undirstrikar hlutverk vikmörkin við að leiðbeina CNC vinnslu í átt að því að framleiða hluta sem fylgja náið hönnunarlýsingum þeirra.
Mikilvægi í framleiðslu nákvæmni hlutum
Í heimi vinnslu CNC eru vikmörk ekki aðeins tölur heldur eru nauðsynleg til að tryggja form, passa og virkni hluta. Þeir útiloka skekkjumörk, tryggja að íhlutir standist tilgang sinn á þingi og gegni mikilvægu hlutverki við að stjórna framleiðslukostnaði með því að setja mörk fyrir nákvæmar kröfur.
Táknfræði og framsetning vikmörk
Túlkun á umburðartáknum
'± ' táknið er oft notað til að tákna vinnsluþol, sem gefur til kynna sviðið þar sem hlutamælingar geta verið breytilegar frá tiltekinni vídd. Þessi táknræn er lykilatriði í því að skilja hversu náið hluti verður að passa við hönnuð víddir þess og það hefur bein áhrif á gæði lokaafurðarinnar.
Mikilvægi ± tákn
± merkingin hefur mikla þýðingu og umlykur hugtakið leyfilegt breytileiki á hnitmiðuðu formi. Það miðlar samstundis nákvæmni sem krafist er og hefur áhrif á bæði hönnun og framleiðslufasa með því að skýra umfang leyfilegs fráviks frá nafnstærðinni.
Mikilvægi vinnsluþols
Heimur vinnslu CNC er flókinn, þar sem hver míkron telur. Vinnuþol gegnir lykilhlutverki við að umbreyta málmi í meistaraverk sem passar fullkomlega inn á sinn stað. Þessi vikmörk eru ekki bara tölur heldur eru lykilsteinar sem tryggja virkni, hagkvæmni og fagurfræðilegan heiðarleika lokaafurðarinnar.
Auka hluti passa og virkni

Tryggja eindrægni á þingum
Ímyndaðu þér að setja saman flókna vél með hlutum sem passa ekki saman. Það er ekki aðeins svekkjandi heldur gerir átakið ónýt. Nákvæmar vinnsluþol tryggja að sérhver hluti passar saman, eins og stykki af þraut, og skapi óaðfinnanlega samsetningu. Þessi eindrægni skiptir sköpum fyrir flóknar vélar þar sem hver hluti verður að vera í fullkominni sátt við aðra.
Forðast gallaða hluta vegna fráviks um vikmörk
Lítið frávik í vinnsluþol getur leitt til gallaðra hluta, óhæf í tilgangi þeirra. Þessir gallar ekki aðeins úrgangsefni og tíma heldur geta einnig stofnað öllu verkefninu í hættu. Þess vegna tryggir strangt fylgi við vikmörk að hlutar uppfylli forskriftir sínar, dregur úr líkum á göllum og tryggir hámarksárangur.
Stjórna skekkjumörk

Að skilja afbrigði í framleiðslu
Engir tveir framleiðsluferlar eru eins og afbrigði eru óhjákvæmileg. Vinnuþol þekkja þessi eðlislægu afbrigði, veita púða sem gerir kleift að fá minniháttar frávik án þess að skerða virkni hlutans. Þessi skilningur hjálpar til við að stjórna væntingum og tryggja að hlutar uppfylli gæðastaðla.
Lágmarka hættu á bilun vöru
Hlutar sem víkja frá forskriftum þeirra geta leitt til bilunar á vöru, sem geta haft skelfilegar afleiðingar, sérstaklega í mikilvægum forritum eins og geimferð eða heilsugæslu. Með því að setja og fylgja sérstökum vikmörkum geta framleiðendur dregið verulega úr hættu á slíkum mistökum, tryggt áreiðanleika og öryggi.
Að stjórna vinnslukostnaði
Áhrif vikmarka á framleiðslukostnað
Því meira sem umburðarlyndi er, því hærra er kostnaðurinn. Að ná mikilli nákvæmni krefst flóknari búnaðar, lengri vinnslutíma og sérhæfða færni, sem öll bæta við framleiðslukostnaðinn. Með því að ákvarða vandlega nauðsynlega nákvæmni geta framleiðendur jafnvægi á milli þess að ná tilætluðum gæðum og halda kostnaði í skefjum.
Jafnvægi á nákvæmni og hagkvæmni
Að finna sætan stað milli nákvæmni og hagkvæmni er lykilatriði. Ekki þarf að vinna alla hluti með þéttum vikmörkum. Að skilja hvaða hlutar þurfa mikla nákvæmni og hverjir geta ekki hagrætt framleiðslukostnaði verulega án þess að skerða gæði.
Tryggja fagurfræðilegan og hagnýtan heiðarleika
Hlutverk vikmarka í lokaafurð útliti
Endanleg útlit vöru snýst ekki aðeins um fagurfræði heldur einnig um virkni. Hlutar sem passa saman fullkomlega ekki aðeins líta betur út heldur virka einnig skilvirkari. Rétt beitt vikmörk tryggja að lokaafurðin uppfylli ekki aðeins hönnunarforskriftirnar heldur lítur út og skilar sér einnig eins og til er ætlast.
Upphitunarforskriftir fyrir bestu frammistöðu
Endanlegt markmið að fylgja vinnsluþol er að uppfylla hönnunar forskriftirnar og tryggja að lokaafurðin starfar við sem bestan árangur. Þessi aðlögun milli hönnunar og framleiðslu er það sem breytir hugtaki í veruleika sem uppfyllir eða jafnvel umfram árangursvæntingar.
Tegundir vikmarka sem notaðar eru við CNC vinnslu

Hefðbundin vikmörk í CNC vinnslu
Að sigla um heim CNC vinnslu krefst þess að skilja teikningu nákvæmni: staðlað vikmörk. Þessi tölulegu gildi eru meira en aðeins leiðbeiningar - þau eru mörkin þar sem listin um nákvæmni tekur við. Þessi hluti þróar efnið af stöðluðum vikmörkum og alþjóðlegu staðlunum sem myndar þá.
Yfirlit yfir algengt umburðarlyndi
Hefðbundin vikmörk eru settar reglur leiksins í CNC vinnslu. Þeir segja okkur hversu nálægt raunverulegum mælingum hlutans getur verið við fyrirhugaðar víddir hans. Til dæmis gæti staðlað umburðarlyndi sagt að hluti gæti verið 0,005 tommur (eða um það bil 0,13 mm) minni eða stærri en hönnunin tilgreinir og það væri samt talið fullkomlega gert. Þetta svið tryggir að hlutar passa vel saman án þess að vera of lausir eða of þéttir.
Staðreynd: Flestar vélar starfa innan tiltekins sviðs vikmarka, þar sem CNC-mölunarvélar halda venjulega um +/- 0,1 mm nákvæmni fyrir staðlaðar verkefni. Þetta sýnir að þó að hver míkron telji pláss fyrir lítil, ásættanleg tilbrigði sem ekki skerða virkni hlutans.
Alþjóðlegir staðlar og leiðbeiningar
Á sviði vinnslu er samkvæmni lykillinn - ekki bara í einni verkstæði, heldur á heimsvísu. Þessu samræmi er viðhaldið með alþjóðlegum stöðlum og leiðbeiningum, sem þjóna sem alhliða tungumál fyrir gæði og nákvæmni í framleiðslu. Umboðsskrifstofur eins og American Society of Mechanical Engineers (ASME), Alþjóðasamtökin fyrir stöðlun (ISO) og American National Standards Institute (ANSI) eru vörsluaðilar umburðarlyndisstaðla. Þeir skilgreina hvað er ásættanlegt og hvað ekki, að tryggja að hluti sem gerður er í einum heimshluta passar fullkomlega við annan þúsundir kílómetra í burtu.
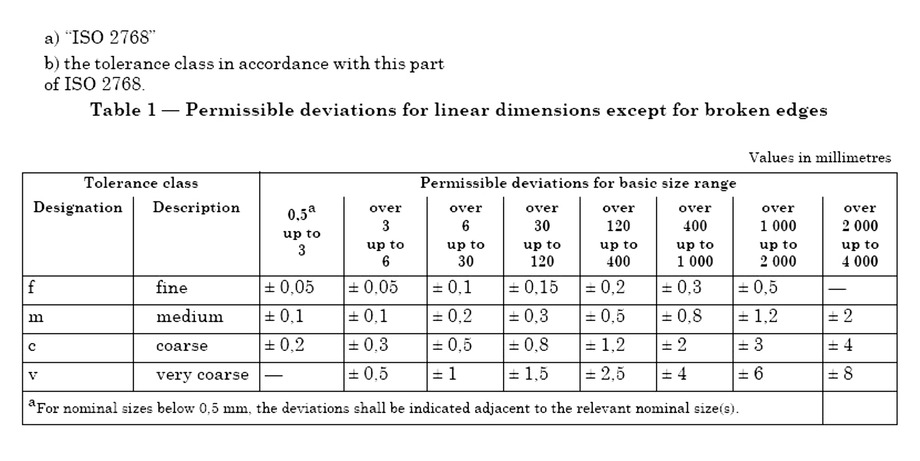
● ISO 2768 og ASME Y14.5 eru dæmi um slíka staðla sem veita ramma fyrir vikmörk og fyrirmæli hversu þétt eða losar framleiðsluferlið þarf að vera til að ná tilætluðum gæðastigum.
Takmarka vikmörk í CNC vinnslu
Að skilja vikmörk skiptir sköpum í vinnslu CNC og meðal hinna ýmsu gerða hafa takmörkun vikmörk sérstakan stað. Þessi hluti kafar í hvaða takmörk vikmörk eru og hvernig þau gegna lykilhlutverki í vinnslu CNC og tryggir að hvert stykki uppfylli ströngustu kröfur um nákvæmni og virkni.

Skilgreining og notkun í vinnslu CNC
Takmörkunarþol Skilgreindu ströng efri og neðri mörk þar sem mál hlutans verða að falla til að teljast ásættanleg. Það er beinlínis leið til að segja, „„ Stærð þessa hluta ætti að vera á milli þessa litla og þessa stóra, ekki meira, ekki síður. “Í flóknum heimi CNC -vinnslu, þar sem nákvæmni er konungur, skilningur og beitir takmörkum umburðarlyndi tryggja að hlutar passa fullkomlega, virka eins og ætlað er og uppfylla strangar kröfur atvinnugreina eins og lofts, sjálfvirkt og lækningatæki.
Til dæmis verður CNC vélaður með vídd sem tilgreindur er sem 15mm með þolmörk +/- 0,5 mm að mæla á milli 14,5mm og 15,5mm. Þessi skýrleiki einfaldar gæðaeftirlitsferli, sem gerir kleift að fá fljótt og nákvæmt mat á hlutum.
Stilla svið gildi fyrir viðunandi afbrigði
Að stilla svið gildi fyrir viðunandi afbrigði er meira en bara teiknilínur; Þetta snýst um að skilgreina rými þar sem fullkomnun býr. Þessi sviðsgildi eru ekki handahófskennd en eru nákvæmlega reiknuð til að koma jafnvægi á virkni hlutans og framleiðslugetu. Verkfræðingar og hönnuðir vinna hönd í hönd til að koma á þessum gildum, með hliðsjón af þáttum eins og efniseiginleikum, fyrirhuguðum notkun og hugsanlegum áhrifum umhverfisaðstæðna.
Staðreynd: Ferlið við að setja takmörkunarþol felur ekki aðeins í sér að skilja lokanotkun hlutans heldur einnig getu CNC vinnslubúnaðarins. Þessi tvískipta íhugun tryggir að sett vikmörk eru raunhæf, möguleg og hagkvæm og að tryggja að gæði dýpi aldrei meðan þeir halda útgjöldum í skefjum.
Málsrannsókn: Hugleiddu mikinn nákvæmni hluti sem notaður er í leiðsögukerfi gervihnatta. Takmörkunarþol fyrir þennan hluta eru stillt með ótrúlega þröngum sviðsgildum, sem tryggir að jafnvel hirða frávik gæti haft áhrif á virkni gervihnatta. Með ströngum prófunum og nákvæmri vinnslu uppfyllir lokahlutinn þessi strangu vikmörk og sýnir mikilvæga hlutverk takmarka vikmörk í mikilvægum forritum.
Einhliða og tvíhliða vikmörk í vinnslu CNC
Nákvæmni í CNC vinnslu er ekki eingöngu búsett í að slá nákvæmar mælingar heldur einnig til að skilja sveigjanleg mörk þar sem hlutar geta starfað. Meðal blæbrigða vinnsluþols eru einhliða og tvíhliða vikmörk háþróuð nálgun til að stjórna víddarafbrigðum. Þessi hugtök tryggja að hlutar fari við strangar kröfur um virkni og passa, mikilvægar í atvinnugreinum þar sem nákvæmni er ekki samningsatriði.

Að skilja stefnubreytileika í vikmörkum
Einhliða vikmörk tilgreina að afbrigði frá nafnstærðinni geti komið fram í eina átt - annað hvort jákvæð eða neikvæð, en ekki bæði. Þetta þýðir að hluti getur annað hvort verið minni eða stærri en fyrirhuguð stærð, en það eru ströng mörk á annarri hliðinni.
Andstætt, tvíhliða vikmörk gera ráð fyrir afbrigðum í báðar áttir og veita hluta svigrúmsins til að vera annað hvort aðeins minni eða stærri en nafnvíddin. Þessi tvískiptur sveigjanleiki býður upp á miðju þar sem framleiðsluafbrigði er hýst, sem tryggir að hluti passar enn við það sem hann ætti að gera.
Hagnýt dæmi og forrit
Til að myndskreyta þessi hugtök skulum við kafa í nokkur dæmi:
● Einhliða umburðarlyndi: Ímyndaðu þér að framleiða skaft sem ætlað er að passa í gat. Ef þvermál skaftsins er gefið einhliða þol +0,00 mm/-0,02mm gæti það verið allt að 0,02 mm minni en ekki stærra en tilgreind stærð. Þetta tryggir vel passa og útrýma hættunni á því að skaftið sé of stór til að passa í tilnefnt gat.
● Tvíhliða umburðarlyndi: Hugleiddu dæmið um skreytingarborð sem verður að passa inn í ramma. Miðað við tvíhliða þol +/- 0,05mm getur spjaldið verið 0,05 mm þynnri eða þykkara en nafnvíddin. Þessi fjölhæfni tryggir að spjaldið passar nægilega innan ramma en gerir ráð fyrir smávægilegum dreifni í efnisþenslu eða samdrætti.
Staðreynd: Valið á milli einhliða og tvíhliða vikmarka er háð endanlegri umsókn hlutans og hvernig það hefur samskipti við aðra íhluti. Í einhliða vikmörkum er markmiðið oft að koma í veg fyrir truflanir, meðan tvíhliða vikmörk veita púði til að auðvelda samsetningu eða sveigjanleika í rekstri.
Málsrannsókn: Í geimferðariðnaðinum, þar sem skekkjumörkin eru nánast engin, eru einhliða vikmörk oft notuð fyrir vélaríhluti. Þessir hlutar verða að passa fullkomlega innan þétt skilgreinds rýmis og styðja ákjósanlegan afköst vélarinnar við erfiðar aðstæður. Aerospace hluti, svo sem hverflablað, gæti verið einhliða vikmörk til að tryggja að það geti aðeins verið minni, aldrei stærra, en tilnefndur rauf, forðast hörmulegar rekstrarbrest.
Geometrísk vídd og þol (GD&T)
Í nákvæmni-eknum heimi CNC vinnslu gegnir rúmfræðileg vídd og þol (GD&T) lykilhlutverk. Þetta kerfi staðlar ekki aðeins verkfræðiteikningarnar heldur færir einnig blæbrigði skilning á því hvernig hlutar passa og virka í hinum raunverulega heimi. Við skulum fara í könnun á GD&T og mikilvægi þess við að þýða hönnunarsýn yfir á áþreifanlegan, hagnýta íhluti.
Yfirlit yfir GD&T
GD&T er táknrænt tungumál sem notað er á verkfræðiteikningum og tölvugerðri þrívíddarlíkönum fyrir CNC vinnsluhluta. Það veitir yfirgripsmiklar upplýsingar um lögun, stærð og vikmörk hluta og býður upp á skýrar, staðlaðar leiðir til að miðla flóknum rúmfræðilegum forskriftum milli verkfræðinga og framleiðenda. Með því að nota GD&T geta framleiðendur skilið ásetning hönnuðarins og tryggt að hlutar uppfylli hæstu stig nákvæmni og virkni.
Tegundir GD & T vikmörk
GD&T skilgreinir ýmsar tegundir af vikmörkum, sem hver fjallar um mismunandi þætti í rúmfræði hlutans:
● Form vikmörk: Þetta ákvarðar lögun nákvæmni eins eiginleika án tillits til stefnu hans eða staðsetningar að öðrum eiginleikum. Sem dæmi má nefna flatneskju, beinleika, hring og sívalning.
● Sniðþol: Þessi flokkur stjórnar útlínu eða yfirborði eiginleika og tryggir að hann festist við ákveðið lögun innan skilgreinds vikmörk. Sniðþol getur átt við á línu (snið af línu) eða yfirborði (snið yfirborðs).
● Stefnumótun vikmörk: Stefnuþol fyrirmæli um hvernig aðgerðir eru í samræmi við hvert annað. Tegundir fela í sér samsíða, hornrétt og hyrnd, tryggja að hlutar seti saman rétt og virka eins og til er ætlast.
● Staðsetningarþol: Þessi vikmörk tilgreina nákvæma stöðu eiginleika. Algengar gerðir fela í sér stöðu, einbeitni og samhverfu, gagnrýnin til að tryggja að íhlutir passi nákvæmlega saman.
● Útkeyrsla: Útkeyrsla sameinar þætti staðsetningar og stefnumótunar til að tryggja að eiginleiki gangi við satt að sagnsás eða punkti þegar hlutanum er snúið. Þetta umburðarlyndi er mikilvægt fyrir hluta sem verða að vera í jafnvægi og stöðugu meðan á notkun stendur.
Mikilvægi réttrar túlkunar GD & T
Rétt túlkun á GD & T táknum og stöðlum er lykilatriði. Mis túlkun getur leitt til framleiðsluvillna, sem leiðir til þess að hluta sem ekki passa eða virka eins og til er ætlast. Verkfræðingar og vélar verða að vera vandvirkir í GD&T til að þýða nákvæmlega hönnunarlýsingar yfir í framleiddar íhlutir. Þetta krefst djúps skilnings á táknum, hugtökum og hugtökum sem lýst er í GD & T stöðlum.
Staðreynd: Nákvæm GD & T forrit getur dregið verulega úr framleiðslukostnaði og villum með því að skýra hönnunaráætlun, útrýma forsendum og veita skýrar leiðbeiningar um skoðun og gæðaeftirlit.
Málsrannsókn: Hugleiddu flókinn gigtarþátt sem krefst mikillar nákvæmni og áreiðanleika. Með beitingu GD&T tilgreinir verkfræðingateymið nákvæmlega form, stefnumörkun og staðsetningarþol fyrir hvern mikilvæga eiginleika. Þessi nákvæmni tryggir að hluti passar óaðfinnanlega innan stærri samsetningarinnar og viðheldur burðarvirkni og rekstrarvirkni geimferða kerfisins.
Algengir staðlar CNC vinnslu
Nákvæmni í vinnslu CNC er ekki bara markmið; Það er grundvallarkrafa. Umburðarlyndisstaðlarnir sem notaðir eru í vinnsluferlum CNC gegna lykilhlutverki við að ná tilætluðu nákvæmni. Við skulum kafa í yfirlit yfir staðlað þolgildi, hvernig þau eru mismunandi eftir mismunandi CNC ferlum og samanburði þeirra við aðra tækni.
Yfirlit yfir staðlað þolgildi
Afbrigði byggð á vinnsluferlum
Mismunandi vinnsluferli CNC, svo sem mölun, snúning og borun, eru með sitt eigið sett af venjulegu umburðarlyndi. Þessir staðlar þjóna sem leiðbeiningar um það sem hægt er að ná undir venjulegum kringumstæðum án viðbótarkostnaðar fyrir sérstaka uppsetningar eða búnað. Til dæmis gætu staðlaðar malunarferlar boðið upp á vikmörk eins og ± 0,005 tommur (um 0,13 mm), en fágaðri ferlar eins og mala geta náð vikmörkum niður í ± 0,0002 tommur (um 0,005mm).
Samanburður við aðra tækni
Þegar borið er saman við aðra framleiðslutækni stendur CNC vinnsla fyrir getu sína til að ná fram strangara vikmörkum. Ferlar eins og 3D prentun eða steypu steypu mega ekki stöðugt ná sömu nákvæmni án eftirvinnslu. Þetta gerir CNC vinnslu að ákjósanlegu vali fyrir forrit sem krefjast mikillar nákvæmni og passa nákvæmni.
Umburðarlyndi við mismunandi CNC ferla

Sérstök þolgildi fyrir ýmsar vinnslutækni
Hér er fljótleg yfirlit yfir sérstök þolgildi fyrir ýmsar CNC vinnslutækni:
● Milling (3-ás): ± 0,005 tommur (0,13 mm)
● Milling (5-ás): ± 0,002 tommur (0,05 mm)
● Beygja: ± 0,003 tommur (0,08mm)
● Mala: ± 0,0002 tommur (0,005mm)
Þessi gildi sýna möguleika á nákvæmni milli mismunandi tækni og varpa ljósi á fjölhæfni CNC vinnslu við að mæta fjölbreyttum framleiðsluþörfum.
Áhrif flækjustigs ferla á þolmörk
Flækjustig CNC ferlisins hefur veruleg áhrif á þol. Almennt geta flóknari ferlar eins og 5-ás mölun náð auknu vikmörkum vegna aukinnar getu þeirra til að vinna nákvæmlega að verkum. Hins vegar er þessi aukna nákvæmni oft á kostnað, bæði hvað varðar tíma og fjármagn, þar sem lögð er áhersla á þörfina fyrir jafnvægi nálgun við val á réttu vinnsluferlinu út frá kröfum hlutans.
Að skilja mælingar hugtök í CNC vikmörkum
Að kafa í ríki CNC vinnslu krefst fastra tök á sérstökum mælingum. Þessir skilmálar miðla ekki aðeins væntanlegri nákvæmni heldur brúa bilið milli hönnunar og framleiðslu. Við skulum afhjúpa merkingu að baki grunnstærð, raunverulegri stærð, takmörkum, frávikum og lykilhlutverki flokksins í því að tryggja að hluta uppfylli fyrirhugaðar forskriftir þeirra.
Grunnstærð á móti raunverulegri stærð
Aðgreina fræðilegar og hagnýtar víddir
● Grunnstærð vísar til fræðilegrar víddar sem finnast í hönnunarteikningum. Það táknar markvíddina sem framleiðendur miða að því að ná við vinnslu.
● Raunveruleg stærð er víddin sem hlutar mælist eftir að það hefur verið unnið. Það er raunveruleg framsetning á stærð hlutans.
Mikilvægi þess að samræma grunn- og raunverulegar stærðir
Að samræma grunn- og raunverulegar stærðir skiptir sköpum til að tryggja að hluti passi saman eins og til er ætlast. Verulegt misræmi milli þessara stærða getur leitt til samsetningarvandamála sem hefur áhrif á heildarvirkni vörunnar og afköst. Þessi röðun undirstrikar mikilvægi þess að ná nákvæmni í framleiðsluferlum.
Takmörk og frávik
Skilgreina leyfilegar víddar öfgar
● Takmörk setja leyfilegar víddar öfgar fyrir hluta og tilgreina lágmarks og hámarks viðunandi stærðir. Þessi mörk tryggja að hlutar haldist virkir jafnvel með lítilsháttar afbrigði frá grunnstærðinni.
● Frávik tákna muninn á raunverulegri stærð hluta og grunnstærð hans, sem veitir mælikvarða til að meta nákvæmni sem náðst hefur í framleiðsluferlinu.
Útreikningur frávika fyrir nákvæmni greiningar
Útreikningur frávik er nauðsynlegur fyrir nákvæmni greiningar og hjálpar framleiðendum að skilja hversu náið þeir eru að uppfylla hönnunarlýsingar. Með því að mæla frávik er mögulegt að gera nauðsynlegar leiðréttingar á framleiðsluferlinu og tryggja hertari stjórn á hluta víddar.
Gatum og hlutverk þess í mælingu
Notkun viðmiðunarstiga fyrir nákvæmni mat
● Datum vísar til viðmiðunarpunkts, línu eða plans sem notaður er sem grunnur fyrir víddarmælingar í CNC vinnslu. Það virkar sem akkeri fyrir mælingar, sem gerir kleift að ná nákvæmu mati á hlutavíddum í tengslum við hönnunarforskriftir.
Innlimandi patum í rúmfræðilega vídd
Að fella punkta í rúmfræðilegri vídd er lykilatriði. Þessir viðmiðunarpunktar eru nauðsynlegir til að tryggja að allar mælingar séu í samræmi og tengdar fyrirhugaðri hönnun hlutans. Með því að nota NATUM geta framleiðendur gengið úr skugga um nákvæmni og aðlögun aðgerða og aukið enn frekar nákvæmni CNC vékaða hluta.
Þættir sem hafa áhrif á vinnsluþol
Heimur CNC vinnslu er flókinn og felur í sér mýgrútur af þáttum sem geta haft áhrif á endanlega nákvæmni vélknúinna hluta. Að skilja þessa þætti skiptir sköpum fyrir að ná tilætluðum vikmörkum og tryggja hæsta gæði í framleiðsluferlum. Við skulum kanna lykilatriðin sem gegna hlutverki í vinnsluþol
Áhrif efniseigna
Áhrif efniseinkenna á vinnslu nákvæmni
Mismunandi efni bregðast einstaklega við vinnsluferlum. Erfiðara efni, svo sem ryðfríu stáli, geta staðist skurðarkraft, sem hefur áhrif á lokavíddina, á meðan mýkri efni eins og áli gæti afmyndað auðveldlega. Að vita hvernig efnislegir eiginleikar hafa áhrif á vinnslu er mikilvægt til að ná tilætluðum vikmörkum.
Aðferðir til að takast á við efnislegar áskoranir
Að velja rétta vinnslustefnu og tæki fyrir sérstakar efnisgerðir hjálpar til við að vinna bug á þessum áskorunum. Til dæmis, með því að nota sérhæfð skurðarverkfæri og aðlaga vinnslubreytur eins og hraða og fóðurhraða getur dregið úr efnislegum vandamálum.
Hlutverk vinnsluferla
Að skilja takmarkanir á ferli og getu
Sérhver vinnsluferli, frá mölun til beygju, hefur eðlislægar takmarkanir og getu. Að skilja þessa þætti gerir ráð fyrir betri skipulagningu og framkvæmd vinnsluaðgerða og tryggir að valið ferli passi við umburðarkröfur hlutans.
Hagræðing vinnslutækni fyrir æskilegt vikmörk
Hagræðing felur í sér að velja rétta ferli og fínstilla það til að uppfylla sérstök umburðarmarkmið. Fyrir flókna hluta sem þurfa þétt vikmörk getur sambland af ferlum verið nauðsynleg til að ná tilætluðum árangri.
Áhrif yfirborðsáferðar
Sjónarmið við meðferðir eftir aðgerð
Yfirborðsáferð getur haft áhrif á heildarvíddir og vikmörk hluta. Ferli eins og sandblásun eða anodizing gætu kynnt minniháttar breytingar á stærð eða ójöfnur á yfirborði, sem hefur áhrif á hvernig hlutar passa eða virka.
Viðhalda víddar heiðarleika með frágangi
Að velja viðeigandi frágangstækni og stjórna umsókn sinni vandlega tryggir að frágangsferlið skerði ekki víddar heiðarleika hlutans.
Mikilvægi CNC skurðartækja
Valviðmið fyrir ákjósanlegan verkfæri afköst
Rétt skurðarverkfæri er lykilatriði til að ná tilætluðum vikmörkum. Velja þarf verkfæri út frá efni, vinnsluferli og sérstökum vikmörkum sem krafist er, tryggja að þau geti framkvæmt við þær aðstæður sem ráðist er af vinnslubreytum.
Mótun verkfæratengdra afbrigða í vikmörkum
Reglulegt viðhald og eftirlit með slit á verkfærum getur hjálpað til við að draga úr breytileika í vikmörkum vegna niðurbrots verkfæra. Framkvæmd strangt verkfærastjórnunarkerfi tryggir stöðuga afköst í öllu vinnsluferlinu.
Fjárhagsleg sjónarmið
Jafnvægi á nákvæmni kröfum við fjárlagakvilla
Að ná hærri nákvæmni kemur oft á hærri kostnað. Það er bráðnauðsynlegt að halda jafnvægi á þörfinni fyrir þétt vikmörk við fjárlagafrumur, með áherslu á hagkvæmar aðferðir sem ekki skerða gæði.
Hagkvæmar aðferðir til að ná tilætluðum vikmörkum
Ein stefna er að úthluta strangara vikmörkum aðeins gagnvart mikilvægum eiginleikum, sem gerir kleift að fá meiri sveigjanleika á minna mikilvægum víddum. Þessi aðferð hjálpar til við að hámarka framleiðslukostnað meðan hún uppfyllir virkni kröfur hlutans.
Áhrif færni vélstjóra
Hlutverk sérfræðiþekkingar rekstraraðila í þolistjórnun
Færni og reynsla CNC rekstraraðila hefur veruleg áhrif á getu til að ná og viðhalda þéttri vikmörkum. Reyndir vélar geta gert lúmskar leiðréttingar til að bæta upp breytileika í efni, verkfærum og ferlum.
Bestu vinnubrögð til að tryggja stöðug vinnslugæði
Stöðug þjálfun og fylgi við bestu starfshætti, þar með talið reglulega kvörðun og viðhald vélar, skiptir sköpum til að tryggja stöðug vinnslugæði í öllum aðgerðum.
Íhugun og ráð til að velja CNC vinnsluþol
Að sigla um margbreytileika CNC vinnsluþol getur verið krefjandi, en með réttum sjónarmiðum og aðferðum verður mögulegt að ná sem bestri nákvæmni. Þessi handbók er gerð grein fyrir mikilvægum þáttum sem þarf að hafa í huga og ráð til að velja vinnsluþol, tryggja að verkefni þín uppfylli hæstu kröfur um gæði og virkni.
Efnisval og umburðarlyndi
Að samræma efniseiginleika við þola kröfur
Efnisval gegnir lykilhlutverki við að ákvarða mögulega vikmörk. Mismunandi efni hegða sér einstaklega undir vinnsluferlum og hafa áhrif á nákvæmni lokahlutans. Sem dæmi má nefna að málmar eins og ál gera ráð fyrir auknum vikmörkum vegna sveigjanleika þeirra samanborið við harðari efni eins og títan.
Aðlögun vikmörk byggð á efniseinkennum
Að skilja einkenni efnis getur upplýst ákvarðanir um að laga vikmörk. Mýkri efni geta krafist hertara eftirlits til að koma í veg fyrir aflögun, meðan erfiðara efni gætu þurft aðlögun til að koma til móts við viðnám þeirra gegn vinnsluöflum.
Mat á vöruforritum
Að sníða þolmagn til að henta hagnýtum kröfum
Notkun vöru þinnar ætti að leiðbeina umburðarlyndi. Íhlutir sem eru ætlaðir til hásöluiðnaðar, svo sem geimferða eða lækningatækja, þurfa oft mjög þétt vikmörk en almennar neytendavörur gætu það ekki.
Að bera kennsl á atburðarás þar sem þétt vikmörk eru nauðsynleg
Þétt vikmörk eru lykilatriði þegar hlutar þurfa að passa óaðfinnanlega í samsetningu eða þegar þeir gegna mikilvægu hlutverki í virkni kerfisins. Að bera kennsl á þessar sviðsmyndir snemma í hönnunarstiginu hjálpar til við að setja rétt þolmagn frá upphafi.
Mikilvægi þess að klippa verkfæri gæði
Fjárfesting í afkastamiklum verkfærum fyrir nákvæmni vinnslu
Hágæða skurðartæki eru nauðsynleg til að ná tilætluðum vikmörkum. Fjárfesting í afkastamiklum verkfærum eykur ekki aðeins vinnslunákvæmni heldur lengir einnig verkfæralíf og dregur úr langtímakostnaði.
Lágmarka afbrigði með réttu viðhaldi verkfæra
Reglulegt viðhald á skurðarverkfærum skiptir sköpum við að lágmarka breytileika í vikmörkum. Að tryggja að verkfæri séu skörp, rétt stillt og skipt út þegar slitið er hjálpar til við að viðhalda stöðugum vinnslu gæðum.
Val á viðeigandi CNC vinnsluþjónustu
Samstarf við sérfræðiþekkingu til að tryggja umburðarlyndi
Að velja CNC vinnsluþjónustu með sannaðri sérfræðiþekkingu í atvinnugreininni tryggir að þola kröfur þínar séu uppfylltar. Leitaðu að þjónustu með sterka afrekaskrá til að skila miklum nákvæmni hlutum og getu til að takast á við margbreytileika verkefnisins.
Miðla umburðarlyndi á áhrifaríkan hátt
Árangursrík samskipti um umburðarlyndi þitt er lykillinn að farsælum samstarfi við vinnsluþjónustu. Að veita skýrar, ítarlegar teikningar og tilgreina hvaða víddir hafa strangara vikmörk geta hjálpað þjónustunni að sníða vinnslustefnu sína til að mæta þínum þörfum.
Atvinnugreinar sem krefjast nákvæmni CNC umburðarlyndis
Í heimi framleiðslu er nákvæmni ekki bara mælikvarði á gæði heldur grundvallarkrafa fyrir virkni og öryggi. Ákveðnar atvinnugreinar krefjast nákvæmrar nákvæmni og CNC vinnsluþols strangari en augnhár Gnat. Við skulum kafa í yfirlit yfir þessar atvinnugreinar og kanna dæmi þar sem hátt þolmagn er ekki samningsatriði.
Yfirlit yfir atvinnugreinar með strangar þolkröfur
Að draga fram atvinnugreinar þar sem nákvæmni vinnsla er nauðsynleg
1.. Aerospace: Sérhver hluti í flugvél eða geimfar verður að fylgja ströngum vikmörkum til að tryggja öryggi, afköst og áreiðanleika. Jafnvel minnsta frávik geta leitt til hörmulegra mistaka.
2. Lækningatæki: Nákvæmni er í fyrirrúmi í læknaiðnaðinum. Skurðaðgerðartæki, ígræðslur og greiningarbúnaður þurfa gallalaust vélar til að virka rétt og örugglega innan mannslíkamans.
3. Bifreiðar: Afkastamikill og öryggisgagnrýndur íhluti eins og vélarhlutar og hemlakerfi eru háð nákvæmum vikmörkum til að starfa á skilvirkan og áreiðanlegan hátt.
4.. Rafeindatækni: Í sívinsæla heimi rafeindatækja skiptir þörfin fyrir nákvæmni véla íhluta. Þétt vikmörk eru nauðsynleg til að tryggja virkni og samþættingu pínulítilra hluta í snjallsímum, tölvum og öðrum græjum.
Dæmi um forrit sem krefjast mikils umburðarlyndis
● Hlutir þotuvélar: Blaðin og aðrir mikilvægir hlutar þotuvélarinnar verða að vera vélrænir í vikmörk mæld í þúsundasta tommu til að tryggja hámarks loftstreymi og afköst vélarinnar.
● Bæklunarígræðslur: Tæki eins og mjöðm og skipti á hné verða að vera framleidd til að ná nákvæmum vikmörkum til að passa fullkomlega innan mannslíkamans og til að veita endingu og virkni sem þarf.
● Bifreiðasendingagír: gírar innan flutningskerfi bifreiðar þurfa mikla nákvæmni til að taka á sig snurðulaust, senda orku á skilvirkan hátt og tryggja langlífi ökutækisins.
● Hálfleiðari framleiðslubúnað: Vélarnar sem notaðar eru til að framleiða hálfleiðara starfa með íhlutum sem þarf að framleiða með smásjáþol til að takast á við nákvæma meðferð á kísilskafrum og flísum.
Niðurstaða
Svo skulum við vefja hlutunum um CNC vinnsluþol. Þeir eru ofboðslega mikilvægir í því að tryggja að allt í vinnsluferlinu gangi vel. Þessi vikmörk hjálpa til við að gera hluti í samræmi og virka eins og þeir ættu að gera, spara tíma og peninga. En mundu að velja rétt efni, hanna hlutana þína vel og skilja framleiðsluskrefin eru lykillinn að því að ná þessum umburðarmarkmiðum.
Í stuttu máli, vinnsluþol eru eitthvað sem þú getur ekki hunsað, sama hvaða verkefnið er. Þeir skipta sköpum fyrir að spara kostnað og bæta gæði þess sem þú gerir. Ef allt þetta umburðarlyndi virðist of flókið, ekki hafa áhyggjur, þá geturðu samið lið MFG fyrir hjálp!
Algengar spurningar
Sp .: Af hverju eru vikmörk mikilvæg í vinnslu CNC?
A: Umburðarlyndi tryggja að hlutar passa og virka eins og til er ætlast. Þeir viðhalda gæðum og koma í veg fyrir bilun vöru. Nákvæmni skiptir sköpum fyrir flóknar samsetningar.
Sp .: Hver er munurinn á stöðluðum og nákvæmni vinnsluþoli?
A: Hefðbundin vikmörk eru almenn, minna strangar leiðbeiningar. Nákvæmni vikmörk eru þéttari, tilgreindar fyrir mikilvægar forrit. Það hefur áhrif á framleiðslu og kostnað framleiðslu.
Sp .: Hvernig tengjast ójöfnur á yfirborði og vikmörk hvert við annað?
A: Ójöfnur á yfirborði hefur áhrif á virkni hluta og fagurfræði. Vitni fyrirmæli um víddar nákvæmni; Báðir tryggja hluta gæði. Þeir bæta hvort annað í forskriftum.
Sp .: Hvernig get ég ákvarðað viðeigandi vikmörk fyrir CNC vélahluta mína?
A: Hugleiddu aðgerð, kröfur um samsetningar og efni. Greindu lokanotkun hlutans og mikilvæga eiginleika. Hafðu samband við vinnslusérfræðinga og staðla.
Sp .: Hvernig stuðla alþjóðlegir staðlar eins og ISO 2768 til umburðarstjórnar?
A: Þeir veita alþjóðlegan ramma fyrir umburðarlyndi. Auka samræmi og eindrægni milli atvinnugreina. Hjálpaðu til við að einfalda hönnunar- og framleiðsluferla.
Sp .: Getur þéttara vikmörk leitt til hærri vinnslukostnaðar?
A: Já, þéttara vikmörk þurfa nákvæmari aðgerðir. Eykur vinnslutíma og slit á verkfærum. Getur þurft háþróaðan búnað, hækkað kostnað.

















