Avete mai scontru i pezzi di plastica incomplete o difettosi da u vostru iniezione prucessu di moldi? Sta prublema, cunnisciutu cum'è un shot cortunicu '' pò impattu significativamente impattu di qualità è efficienza di a pruduzzione. In a mulla di iniezione, un cortu colpu quandu u plasticu fettinu falla a cavità di mulla, risultatu in caratteristiche incomplete o mancanti nantu à a parte finale.
L'indirizzamentu di prublemi di Shot Short hè Cruciale per mantene a pruduzzione di alta qualità è di minimizà i rifiuti in e vostre operazioni di moda iniezione. In questu postu, imvaeremu in e cause di rotte brevi, cumu identificà, è esplorazioni, è esplorazioni, è esplorate, è esplorazioni efficaci à prevene u prublema u cumunu.
Chì hè un cortu colpu in a molding iniezione?
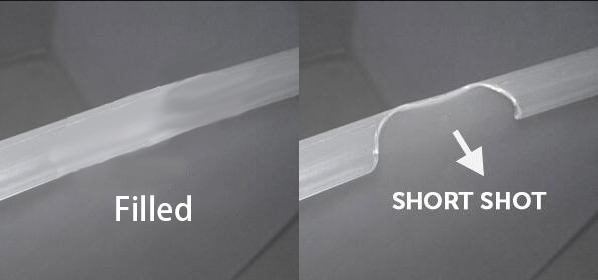
Un shot shot hè un difettu cumuni in a molda iniezione. Succe quandu u plastica fugliu ùn riempia micca cumplettamente a cavità molda. Questu lascia u pruduttu finale cù caratteristiche mancanti o incomplete.
I Shot Shot ponu appare in diverse forme nantu à e parti molte:
Cumpletu incompleta di sezioni magre o bordi
Funzioni o dettagli mancanti
VISIBILI VISIBILI O GAPS in a superficia
Spessore di muru inconsistente o dimensioni di parte
L'impattu di i scatti brevi ponu esse significative:
Qualità è funziunalità di u produttu ridutta
Aumentatu i tassi di scrap è di scarti materiali
Efficienza di a pruduzzione più bassa è attraversu
Potenziali ritardi in Cumplimentu d'Ordine
Costi di fabricazione generale più altu
Cause di colpi brevi in a molda di iniezione
Parechji fattori ponu cuntribuisce à i scatti brevi in a molda di iniezione. Esploremu e cause cumuni in relazione cù i materiali, u disignu di modra, è i paràmetri di a macchina.
Cause di materiale
I materiali di viscosità alta o quelli cù e pruprietà di u flussu poveru ùn ponu micca chjappà a cavità molda completamente. Questu pò purtà à i scatti brevi.
Inconsistenzi in e pruprietà di u materiale, cum'è e variazioni in u cuntenutu di l'umidità o a contaminazione, pò ancu causà prublemi di flussu è risultatu in i scatti brevi.
Cause di disignu Mold
Inadegwate venting o trappule d'aria in u muffu pò impedisce u riempimentu propiu. Se l'aria ùn si pò scappà, ristretta u flussu di plastica moltu.
Dimensione di Gate Improper, Situazione, o disignu pò impedisce u flussu di u materiale. I porti chì sò troppu picculi o pocu pusati ponu causà shots brevi.
I mura sottili o geometri cumplessi in u disignu di u produttu ponu fà difficiule per u materiale per chjappà tutte e zone di u muffa.
Paràmetri di a machina è e cause di u prucessu rilativi
A pressione di iniezione bassa o a velocità ùn pò micca furnisce abbastanza forza per chjappà a cavità molda completamente. Questu pò risultà in shot brevi.
I temperature insufficenti o in temperature inuticenti ponu causà u materiale per solidificà troppu prestu, prevene u riempimentu cumpletu.
I paràmetri di tombu impropiu o i paràmetri di cuscinetti ponu purtà à u materiale insufficiente in u moldu.
I tempi di ciclu inconsistenti o interruzzioni in a pruduzzione ponu interrompe u flussu di materiale è causà colpi brevi.
| causanu | esempi di categuria |
| Materiale | - alta viscosità
- pruprietà poveri flussi
- proprietà inconsistenti |
| Disegnu moldulatu | - Venting inadegwatu
- Design di Gate IMPROPER
- Mura sottile o Geometri Complex |
| Configurazioni di Machine | - Pressione / velocità iniezione bassa
- temperaturi insuficienti
- dimensione / cuscinetti di colpi di spartuti |
Identificendu e cause specifiche di colpi brevi in u vostru prucessu di muderna iniezione, pudete piglià passi destinati per indirizzà elli è migliurà a vostra qualità di pruduzzione.
Cumu identificà e shot brevi in e parti molte iniezione

Identificà i scatti brevi sò cruciali per u mantenimentu di u cuntrollu di qualità in a molda iniezione. Eccu alcuni metudi chì pudete aduprà per detectà colpi brevi in i vostri parti moldi.
Metodi visuali di ispezione
E caratteristiche incomplete o mancanti funzioni sò signali di telltale di colpi brevi. Inspeccionà e vostre parti visuale per qualsiasi zone chì parevenu micca finiti o mancanti.
Difetti di superficie o irregolarità, cum'è i marchi di lavabo o di i vuci, ponu ancu indicanu colpi brevi. Fighjate da vicinu à a superficia di a parte per qualsiasi inconsistenze.
Tecniche analisi Dimensioni
A misura di dimensioni di a parte contr'à e specificazioni ponu revelà Shot Shot. Aduprate i calipers o l'altri strumenti di misura per verificà se a parte scontra e dimensioni necessarie.
Variazioni in u spessore di u muru o u shrinkage pò ancu significà i colpi brevi. Paragunate u grossu di e diverse sezzioni di a parte per identificà qualsiasi discrepanzia.
Altri strumenti è metudi diagnostichi
U software di u prucessu o sensori di u prucessu pò aiutà à detectà i shot brevi in tempu reale. Questi strumenti di iniezione di a pressione iniezione, a velocità, è altri paràmetri di identificà i prublemi putenziali.
L'analisi di u flussu moldu o e simulazioni ponu predichendu a probabilità di colpi brevi prima di principià a pruduzzione. Queste teste virtuale ponu aiutà à ottimiscia u disignu di u disignu è i processi.
Per sumerà, pudete identificà e shot brevi attraversu:
Lanciate utilizendu una cumminazione di sti metudi, pudete detectà rapidamente e indirizzà i prublemi di colpi di corta in u vostru prucessu di moldi iniezione.
Suluzioni per prevenzione è risolve i scuprimenti shots brevi
L'impedimentu è risolve i scatti brevi scatti richiede un approcciu multi-facci. Scinnighjemu suluzioni ligate à a selezzione materiale, imposti motori, i fovimentu di a macchina, è di mantenimentu eventiva.
Selezzione materiale è ottimisimu
Sceglite materiali cù e proprietà di u flussu adattatu è a viscosità per a vostra applicazione. Questu pò aiutà à assicurà a riempimentu propiu di a cavità molda.
Additivi o filatori ponu migliurà u flussu di materiale è riduce u risicu di colti brevi. Fighjemu chì li incorporanu in a vostra formulazione materiale.
Manipulazione di materiale propiu, secca, è u almacenamentu sò cruciali. Umidità o a contaminazione pò affettà e proprietà di flussu è guidà à colpi brevi.
Mulpire di disignu
Aghjunghjite o mudificate i venti è ejector pins per facilità l'evacuazione di l'aria megliu. Questu permette à a plastica fugale per chjappà a cavità più facilmente.
Ottimizza a dimensione di a porta, u locu è u tippu per u flussu mejoratu. I porte più grande o di parechje porte ponu aiutà à prevene i scatti brevi.
Aghjustate u spessore di u muru è a geometria di a parte per prumove u riempimentu più faciule. Spessore di muru uniforme è transizioni liscia ponu riduce a resistenza di u flussu.
Paràmetri di machine è aghjustamenti di prucessu
Aumentà a pressione di l'iniezione, a velocità, o u tempu cum'è necessariu per assicurà u cumpletu cumpletu. Esperimentu cù sfarenti paràmetri per truvà l'equilibriu ottimali.
Ottimiscia u fondu è i temperature mudestre per u materiale specificu. Questu pò migliurà u flussu è impedisce a solificazione prematura.
Aghjustate a dimensione di u colpu, a cuscenza, è altri paràmetri di machine à furnisce materiale suficiente per a riempia u muffa.
Cunsiglii di u prucessu di u prucessu di u prucessu è di cuntrollu per detectà è currettu Shot Shot in tempu reale.
Mantenimentu di Mantenimentu Preventivu è Troubleshooting Cunsiglii
Limpianu regularmente e inspeccionate i cumpunenti di a molda è a massa. Questu pò prevene l'alloghju o u dannu chì pò causà colpi brevi.
Documentu è analizà i dati di u prucessu è difettà i tendenzi. Questa informazione pò aiutà identificà i mudeli è e cause di radice di i scatti brevi.
Cunduce a radica causà l'analisi è implementà azzione currettive. Indirizzà sistematicamente i prublemi sottostanti per prevene i futuri colpi brevi.
| di a Cunsiglia di a Categorie | Chjave di a Categoria |
| Selezzione materiale | - Sceglite materiali adatti
- Utilizate Additivi o Fillers
- Assicuratevi a manu è u almacenamentu propiu |
| Disegnu moldulatu | - migliurà a ventosa è ejection
- optimizà e porte è i camini di flussu
- aghjustà u spessore di u muru è a geometria |
| Configurazioni di Machine | - Aghjustate a pressione, a velocità, è u tempu
- uttimizà e temperature
- implementà u monitorizazione è u cuntrollu di u prucessu |
| Mantenimentu preventivu | - Pulizia regulare è l'ispezione
- Documentu è Analizà i dati
- Conduce a radica radica causà l'analisi |
I migliori pratiche per evitendu shot shot in a molda di iniezione

Per minimisà u risicu di colti brevi, hè essenziale di seguità i migliori pratiche in tutta u prucessu di moltura iniezione. Eccu alcuni zoni chjave per fucalizza.
Disegnu per i principii di fabricabilità (DFM)
Incorporate i guida DFM prima in a tappa di u disignu di u produttu. Questu pò aiutà à assicurà chì e vostre parti sò ottimizate per a molda di iniezione.
Cunsiderà fattori cum'è l'anglesi di muru, i lochi di portà e lochi per prumove megliu flussu è riduce a probabilità di scossa brevi.
Selezzione è teste di materiale propiu
Selezziunate Materiali chì sò ben adattati per a vostra applicazione è anu proprietà di flussu adatti. Conduce a prova completa per validà u rendimentu materiale.
U travagliu cù u vostru fornitore materiale per assicurà a qualità è e proprietà di e batte. Questu pò aiutà à prevene variazioni chì ponu purtà à i scatti brevi.
Validazione di design è ottimisazione
Utilizate u software di l'analisi di u flussu di mold per simulare u prucessu di a molda iniezione. Questu pò aiutà à identificà i prublemi di u shot potenziale prima di a fabbrica.
Uttimiscia u disignu Mold basatu nantu à i risultati di simulazione è input di l'espertu. Fà aghjustamenti necessarii à porta, venti, è altre caratteristiche per migliurà u flussu è riduce i scatti brevi.
I paràmetri di paràmetri di a macchina è di i paràmetri di u procisu nantu à i principii di moldi di scientifica
Applica i principii di mulla scientifica per determinà a macchina è i paràmetri di produttu ottimali. Questu implica l'analisi sistematica è analisi di dati.
Documentu è mantene una finestra di prucessu robust chì pruduce constantemente boni parti. Monitor è aghjustà i paràmetri cum'è necessariu per prevene i scatti brevi.
Control di qualità è iniziative di migliurà continuu
Implementà un sistema di cuntrollu di qualità cumpleta per detectà è indirizzà i shots brevi. Questu pò include inspezione visuale, cuntrolli dimensionali, è altri metudi di prova.
Foster una cultura di migliurà cuntinua. Incuraghjite i membri di a squadra identificà è risolve i prublemi collaborativamente. Revisate regularmente i dati di u prucessu è difettà i tendenzi per guidà e prestazioni in corso.
Scacciate aderisce à queste migliori pratiche, pudete riduce significativamente l'occurrenza di e tappe brevi in i vostri operazioni di furmulazione iniezione. Ricurdativi, a prevenzione hè chjave - l'investimentu di u tempu è u sforzu di l'arburetu pò salvà da i prublemi di qualità costosa in a linea.
Cunclusione
I colpi brevi in a molda di l'iniezione ponu esse causati da diversi fattori, da i prublemi di a machina à a machina. Identificazione è indirizzendu chì ci vole un approcciu cumpletu. Implemessi e seguenti soluzioni è migliori pratiche, pudete migliurà a qualità di u produzzione, l'impulazione di e prodotti, è rinascite l'efficienza in e vostre operazioni a mozza iniezione.
Sò luttendu cù colpi brevi in u vostru prucessu di moldi di iniezione? L'ingegneri di l'esperti di a squadra MFG pò aiutà. Cuntattateci oghje per amparà cumu i nostri soluzioni cumpletiche ponu migliurà a vostra qualità è a produtividade. Chì a squadra MFG sia u vostru cumpagnu in u successu iniezione di a molda.












