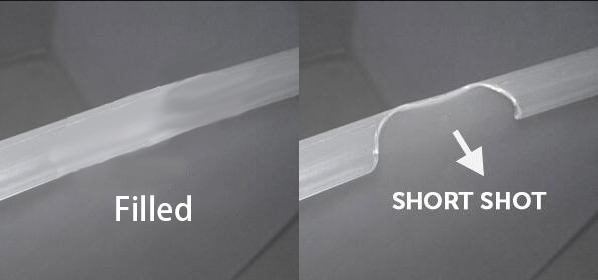
Už jste se někdy setkali s neúplnými nebo vadnými plastovými díly z vašeho Proces injekčního formování ? Tento problém, známý jako „krátký výstřel,“ může významně ovlivnit kvalitu produktu a efektivitu výroby. Při vstřikování dochází k krátkému výstřelu, když roztavený plast nedokáže vyplnit celou dutinu formy, což má za následek neúplné nebo chybějící rysy v poslední části.
Řešení problémů s krátkým výstřelem je zásadní pro udržení vysoce kvalitního výkonu a minimalizaci odpadu ve vašich vstřikovacích operacích. V tomto příspěvku se ponoříme do příčin krátkých výstřelů, jak je identifikovat a prozkoumat efektivní řešení, která zabrání a vyřeší tento společný problém.
Co je krátký výstřel v injekčním formování?
Krátký výstřel je běžná vada při vstřikování. Stává se to, když roztavený plast úplně nenaplní dutinu formy. To ponechává konečný produkt s chybějícími nebo neúplnými funkcemi.
Krátké výstřely se mohou objevit v různých formách na formovaných částech:
Neúplné plnění tenkých sekcí nebo hran
Chybějící funkce nebo podrobnosti
Viditelné mezery nebo mezery na povrchu
Nekonzistentní tloušťka stěny nebo rozměry součásti
Dopad krátkých výstřelů může být významný:
Snížená kvalita a funkčnost produktu
Zvýšená míra šrotu a materiální odpad
Nižší účinnost a propustnost výroby
Potenciální zpoždění v pořadí
Vyšší celkové výrobní náklady
Příčiny krátkých výstřelů v lisování injekce
K krátkým výstřelům v lisování může přispět několik faktorů. Pojďme prozkoumat společné příčiny související s materiály, návrhem plísní a nastavením stroje.
Příčiny související s materiálem
Materiály s vysokou viskozitou nebo materiály se špatnými průtokovými vlastnostmi nemusí úplně vyplnit dutinu formy. To může vést k krátkým výstřelům.
Nekonzistence v materiálových vlastnostech, jako jsou změny obsahu vlhkosti nebo kontaminace, mohou také způsobit problémy s tokem a mít za následek krátké záběry.
Příčiny související s návrhem plísní
Nedostatečné odvzdušňovací nebo vzduchové pasti ve formě mohou zabránit správnému náplní. Pokud vzduch nemůže uniknout, omezí to tok roztaveného plastu.
Nesprávná velikost brány, umístění nebo design může bránit toku materiálu. Brány, které jsou příliš malé nebo špatně umístěny, mohou způsobit krátké výstřely.
Tenké stěny nebo složité geometrie v designu produktu mohou pro materiál ztížit vyplnění všech oblastí formy.
Nastavení stroje a příčiny související s procesem způsobují
Nízký vstřikovací tlak nebo rychlost nemusí poskytnout dostatečnou sílu, aby úplně naplnila dutinu formy. To může mít za následek krátké záběry.
Nedostatečné teploty taveniny nebo plísní mohou způsobit, že materiál ztuhne příliš rychle, což zabrání úplnému náplně.
Nesprávná velikost výstřelu nebo nastavení polštáře může vést k tomu, že do formy vstřikuje nedostatečný materiál.
Nekonzistentní doby cyklu nebo přerušení výroby mohou narušit tok materiálu a způsobit krátké výstřely.
| kategorie | příklady |
| Materiál | - Vysoká viskozita
- Špatné vlastnosti toku
- nekonzistentní vlastnosti |
| Design plísní | - Nedostatečné odvzdušňování
- nesprávný design brány
- tenké stěny nebo složité geometrie |
| Nastavení stroje | - Nízký vstřikovací tlak/rychlost
- nedostatečné teploty
- nesprávná velikost/polštář výstřelu |
Identifikací specifických příčin krátkých výstřelů v procesu lisování injekce můžete podniknout cílené kroky k jejich řešení a zlepšení kvality produkce.
Jak identifikovat krátké záběry v injekčních formovaných částech

Identifikace krátkých výstřelů je zásadní pro udržení kontroly kvality ve formování vstřikování. Zde je několik metod, které můžete použít k detekci krátkých snímků ve tvarovaných dílech.
Metody vizuální inspekce
Neúplné náplní nebo chybějící funkce jsou příznaky krátkých výstřelů. Vizuálně zkontrolujte své díly pro všechny oblasti, které se zdají nedokončené nebo postrádají detaily.
Povrchové vady nebo nepravidelnosti, jako jsou umyvadlo nebo dutiny, mohou také naznačovat krátké výstřely. Podívejte se pozorně na povrch dílu pro jakékoli nesrovnalosti.
Techniky rozměrové analýzy
Měření rozměrů dílu proti specifikacím může odhalit krátké záběry. Chcete -li zkontrolovat, zda část splňuje požadované rozměry, použijte třmeny nebo jiné měřicí nástroje.
Změny tloušťky nebo smrštění stěny mohou také znamenat krátké výstřely. Porovnejte tloušťku různých částí části a identifikujte jakékoli nesrovnalosti.
Další diagnostické nástroje a metody
Software nebo senzory monitorování procesů mohou pomoci detekovat krátké snímky v reálném čase. Tyto nástroje monitorují vstřikovací tlak, rychlost a další parametry k identifikaci potenciálních problémů.
Analýza toku plísní nebo simulace může předvídat pravděpodobnost krátkých výstřelů před zahájením produkce. Tyto virtuální testy mohou pomoci optimalizovat návrh plísní a nastavení procesů.
Abych to shrnul, můžete identifikovat krátké záběry prostřednictvím:
Vizuální kontrola
Rozměrová analýza
Monitorování procesů
Analýza toku plísní
Hodte pomocí kombinace těchto metod, můžete rychle detekovat a řešit problémy s krátkým výstřelem v procesu injekčního lišty.
Řešení pro prevenci a odstraňování problémů s krátkými výstřely
Prevence a odstraňování problémů s krátkými výstřely vyžaduje mnohostranný přístup. Prozkoumejme řešení související s výběrem materiálu, návrhem plísní, nastavením stroje a preventivní údržbou.
Výběr a optimalizace materiálu
Pro vaši aplikaci vyberte materiály s vhodnými vlastnostmi toku a viskozitou. To může pomoci zajistit správné plnění dutiny formy.
Přísady nebo plniva mohou zlepšit tok materiálu a snížit riziko krátkých výstřelů. Zvažte jejich začlenění do své materiální formulace.
Správné manipulace s materiálem, sušení a skladování jsou zásadní. Vlhkost nebo kontaminace může ovlivnit vlastnosti průtoku a vést k krátkým výstřelům.
Vylepšení designu plísní
Přidejte nebo upravte větrací otvory a vyhazovací kolíky pro usnadnění lepší evakuace vzduchu. To umožňuje snadnější naplnění roztaveného plastu.
Optimalizujte velikost brány, umístění a typ pro vylepšený tok. Větší brány nebo více bran mohou pomoci zabránit krátkým výstřelům.
Upravte tloušťku stěny a geometrii části, abyste podpořili snadnější náplň. Jednotná tloušťka stěny a hladké přechody mohou snížit odolnost proti průtoku.
Nastavení stroje a úpravy procesů
Zvyšte tlak vstřikování, rychlost nebo čas podle potřeby k zajištění úplného výplně. Experimentujte s různými nastaveními, abyste našli optimální rovnováhu.
Optimalizujte teploty taveniny a plísní pro konkrétní materiál. To může zlepšit tok a zabránit předčasnému tuhnutí.
Upravte velikost výstřelu, polštář a další parametry stroje tak, aby poskytovaly dostatečný materiál pro vyplnění formy.
Implementujte systémy monitorování a řízení procesů pro detekci a opravu krátkých snímků v reálném čase.
pro preventivní údržbu a odstraňování problémů
Pravidelně čistěte a zkontrolujte komponenty formy a stroje. To může zabránit hromadění nebo poškození, které může způsobit krátké výstřely.
Dokumentujte a analyzujte procesní údaje a trendy vad. Tyto informace mohou pomoci identifikovat vzorce a kořenové příčiny krátkých výstřelů.
Proveďte analýzu příčin a implementujte nápravná opatření. Systematicky řeší základní problémy, aby se zabránilo budoucím krátkým výstřelům.
| Klíčové | akce |
| Výběr materiálu | - Vyberte vhodné materiály
- Použijte přísady nebo výplně
- Zajistěte správné zpracování a skladování |
| Design plísní | - Zlepšit odvzdušnění a vyhazování
- Optimalizujte brány a průtokové cesty
- upravte tloušťku a geometrii stěny |
| Nastavení stroje | - Upravte tlak, rychlost a čas
- optimalizujte teploty
- implementovat monitorování a kontrolu procesů |
| Preventivní údržba | - Pravidelné čištění a inspekce
- Dokumentujte a analyzujte data
- proveďte analýzu kořenových příčin |
Osvědčené postupy, jak se vyhnout krátkým výstřelům v injekčním formování

Pro minimalizaci rizika krátkých výstřelů je nezbytné dodržovat osvědčené postupy během procesu vstřikování. Zde je několik klíčových oblastí, na které se můžete zaměřit.
Návrh principů výroby (DFM)
Začleňte pokyny DFM na začátku fáze návrhu produktu. To může pomoci zajistit, aby vaše díly byly optimalizovány pro vstřikování.
Zvažte faktory, jako je tloušťka stěny, úhly ponoru a umístění brány, které podporují lepší tok a sníží pravděpodobnost krátkých výstřelů.
Správný výběr a testování materiálu
Vyberte materiály, které jsou vhodné pro vaši aplikaci a mají vhodné vlastnosti toku. Proveďte důkladné testování s cílem ověřit výkon materiálu.
Spolupracujte s vaším dodavatelem materiálu na zajištění konzistentní kvality a vlastností napříč dávkami. To může pomoci předcházet variacím, které mohou vést k krátkým výstřelům.
Ověření a optimalizace návrhu plísní
Pro simulaci procesu vstřikování použijte software pro analýzu toku plísní. To může pomoci identifikovat potenciální problémy s krátkým výstřelem před výrobou plísní.
Optimalizujte návrh plísní na základě výsledků simulace a vstupu odborníků. Proveďte nezbytné úpravy bran, otvorů a dalších funkcí pro zlepšení toku a snižování krátkých výstřelů.
Nastavení parametrů stroje a procesu založené na principech vědeckého formování
Aplikujte principy vědeckého formování pro stanovení optimálního nastavení stroje a procesů. To zahrnuje systematické experimentování a analýzu dat.
Dokumentujte a udržujte robustní okno procesu, které důsledně vytváří dobré části. Monitorujte a upravte nastavení podle potřeby, abyste zabránili krátkým výstřelům.
Iniciativy kontroly kvality a neustálé zlepšování
Implementujte komplexní systém kontroly kvality pro okamžitě detekci a řešení krátkých snímků. To může zahrnovat vizuální kontrolu, rozměrové kontroly a další testovací metody.
Podporovat kulturu neustálého zlepšování. Povzbuzujte členy týmu, aby spolupracovali a řešili problémy. Pravidelně kontrolujte data procesu a trendy vad, abyste řídili probíhající vylepšení.
Hodíte dodržování těchto osvědčených postupů, můžete výrazně snížit výskyt krátkých výstřelů ve vašich vstřikovacích operacích. Pamatujte, že prevence je klíčová - Investiční čas a úsilí předem vás mohou ušetřit před nákladnými kvalitními problémy.
Závěr
Krátké záběry ve formování vstřikování mohou být způsobeny různými faktory, od materiálových problémů až po nastavení stroje. Identifikace a řešení je vyžaduje komplexní přístup. Implementací efektivních řešení a osvědčených postupů můžete zlepšit kvalitu produktu, zvýšit produktivitu a zvýšit nákladovou efektivitu ve vašich injekčních lisovacích operacích.
Bojujete s krátkými výstřely ve vašem procesu lisování vstřikování? Odborné inženýři týmu MFG mohou pomoci. Kontaktujte nás ještě dnes a zjistěte, jak naše komplexní řešení mohou zlepšit kvalitu a produktivitu vašeho produktu. Nechte tým MFG být vaším partnerem při úspěchu v injekci.












