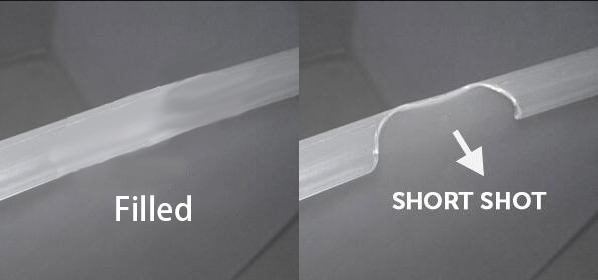
किं भवता कदापि भवतः अपूर्णं वा दोषपूर्णं वा प्लास्टिकभागं भवतः इंजेक्शन मोल्डिंग प्रक्रिया? अयं विषयः, 'लघुशॉट् इति नाम्ना प्रसिद्धः,' उत्पादस्य गुणवत्तां उत्पादनदक्षतां च महत्त्वपूर्णतया प्रभावितुं शक्नोति । इन्जेक्शन ढालने, एकः लघुः शॉट् तदा भवति यदा पिघलितः प्लास्टिकः सम्पूर्णं ढालगुहां पूरयितुं असफलः भवति, यस्य परिणामेण अन्तिमभागे अपूर्णाः अथवा लुप्ताः विशेषताः भवन्ति
लघु शॉट समस्यानां सम्बोधनं उच्च-गुणवत्तायाः आउटपुटस्य निर्वाहार्थं तथा च भवतः इन्जेक्शन-मोल्डिंग-सञ्चालनेषु अपशिष्टस्य न्यूनीकरणाय महत्त्वपूर्णम् अस्ति। अस्मिन् पोस्ट् मध्ये वयं लघु-शॉट्-कारणानां, कथं तान् चिन्तयितुं, एतां सामान्य-समस्यां निवारयितुं समस्यानिवारणं च कर्तुं प्रभावी-समाधानं अन्वेषयामः |.
इञ्जेक्शन-मोल्डिंग्-मध्ये लघु-शॉट् किम् ?
लघुः शॉट् इन्जेक्शन-ढालने सामान्यः दोषः अस्ति । यदा द्रवितं प्लास्टिकं ढालगुहं पूर्णतया न पूरयति तदा भवति। एतेन अन्तिमम् उत्पादं लुप्तं वा अपूर्णं वा विशेषतायुक्तं भवति ।
लघु शॉट् ढालित भागों पर विभिन्न रूपों में दिखाई दे सकते हैं:
कृश खण्डों या किनारे अपूर्ण भरने
विशेषताः वा विवरणानि वा गम्यन्ते
पृष्ठे दृश्यमानाः शून्याः वा अन्तरालाः वा दृश्यन्ते ।
असङ्गत भित्ति मोटाई या भाग आयाम
लघु शॉट् इत्यस्य प्रभावः महत्त्वपूर्णः भवितुम् अर्हति-
उत्पाद गुणवत्ता एवं कार्यक्षमता को कम किया गया
स्क्रैप-दराः सामग्री-अपशिष्टाः च वर्धिताः ।
उत्पादन दक्षता एवं थ्रूपुट 2019।
सम्भावित विलम्बता पर पूर्णता में
उच्च समग्र विनिर्माण लागत 1 .
इंजेक्शन ढालने लघु शॉट के कारण
इंजेक्शन ढालने लघु शॉट् मध्ये अनेकाः कारकाः योगदानं दातुं शक्नुवन्ति। सामग्री, ढाल डिजाइन, तथा यन्त्र सेटिंग्स से सम्बद्ध सामान्य कारणों का अन्वेषण करें।
भौतिक-सम्बद्ध कारण 1 .
उच्चचिपचिपाहटसामग्री वा दुर्बलप्रवाहगुणयुक्ता वा ढालगुहं पूर्णतया न पूरयितुं शक्नोति । एतेन लघुशॉट् भवितुं शक्नोति ।
सामग्री गुणों में असंगति, जैसे आर्द्र सामग्री या प्रदूषण में भिन्नता, प्रवाह मुद्दों को भी उत्पन्न कर सकती हैं और परिणामस्वरूप लघु शॉट हो सकता है।
ढाल डिजाइन-सम्बद्ध कारण 1 .
सांचायां अपर्याप्तं वेण्टिंग् अथवा वायुजालं सम्यक् पूरणं निवारयितुं शक्नोति । यदि वायुः पलायनं कर्तुं न शक्नोति तर्हि तत् द्रवितस्य प्लास्टिकस्य प्रवाहं प्रतिबन्धयति ।
अनुचितद्वारस्य आकारः, स्थानं, अथवा डिजाइनं सामग्रीप्रवाहं बाधितुं शक्नोति । अतिलघु वा दुर्बलतया वा स्थापिताः द्वाराणि लघुशॉट् भवन्ति ।
उत्पादस्य परिकल्पने कृशभित्तिः अथवा जटिलज्यामिताः सामग्रीयाः कृते सांचस्य सर्वान् क्षेत्रान् पूरयितुं कठिनं कर्तुं शक्नुवन्ति ।
यन्त्रसेटिंग्स् तथा प्रक्रिया-सम्बद्धानि कारणानि
न्यून-इञ्जेक्शन-दाबः वा वेगः वा पर्याप्तं बलं न प्रदास्यति यत् सांच-गुहाया: पूर्णतया पूरणं कर्तुं शक्नोति । एतस्य परिणामः लघुशॉट् भवितुम् अर्हति ।
अपर्याप्तं द्रवणं वा ढालतापमानं वा सामग्रीं अतिशीघ्रं ठोसरूपेण स्थापयितुं शक्नोति, पूर्णपूरणं निवारयति ।
अनुचितशॉट् आकारः अथवा कुशन सेटिंग्स् अपर्याप्तं सामग्रीं सांचायां प्रविष्टं कर्तुं शक्नोति ।
उत्पादनस्य असङ्गतचक्रसमयः अथवा व्यत्ययः सामग्रीयाः प्रवाहं बाधितुं शक्नोति तथा च लघुशॉट् उत्पद्यते ।
| श्रेणी | उदाहरणानि भवन्ति |
| पदार्थ | - उच्च चिपचिपाहट
- दुर्बल प्रवाह गुण
- असङ्गत गुण |
| मोल्ड डिजाइन 1 . | - अपर्याप्त वेंटिंग
- अनुचित गेट डिजाइन
- पतली दीवार या जटिल ज्यामिति |
| यन्त्र सेटिंग्स् 1 . | - इंजेक्शन दबाव/गति
- अपर्याप्त तापमान -
अनुचित तापमान - शॉट आकार/क्यूजिन |
स्वस्य इन्जेक्शन-मोल्डिंग-प्रक्रियायां लघु-शॉट्-विशिष्ट-कारणानां पहिचानेन भवान् लक्षित-पदं गृहीत्वा तान् सम्बोधयितुं स्वस्य उत्पादन-गुणवत्तां च सुधरयितुं शक्नोति
इंजेक्शन ढालित भागों में छोटे शॉट का पता लगाया जाना चाहिए।

इञ्जेक्शन ढालने गुणवत्तानियन्त्रणं स्थापयितुं लघुशॉट्-परिचयः महत्त्वपूर्णः अस्ति । अत्र केचन पद्धतयः सन्ति येषां उपयोगेन भवन्तः स्वस्य ढालितभागेषु लघुशॉट् ज्ञातुं शक्नुवन्ति ।
दृश्य निरीक्षण विधि 1 .
अपूर्णपूरणं वा लुप्तविशेषताः वा लघुशॉट्-लक्षणचिह्नानि सन्ति । असमाप्तं वा विस्तरं अभावं वा दृश्यते इति केभ्यः क्षेत्रेभ्यः दृग्गतरूपेण स्वस्य भागानां निरीक्षणं कुर्वन्तु।
सतहपक्षीयाः वा अनियमिताः वा, यथा सिंकचिह्नानि वा शून्यानि वा, लघुशॉट् अपि सूचयितुं शक्नुवन्ति । भागपृष्ठं निकटतया पश्यन्तु कस्यापि असङ्गतिः।
आयामी विश्लेषण तकनीक 1 .
विनिर्देशों के विरुद्ध भाग आयामों को मापने छोटे शॉट प्रकट कर सकते हैं। भागः आवश्यकपरिमाणं पूरयति वा इति परीक्षितुं कैलिपर् अथवा अन्यमापनसाधनानाम् उपयोगं कुर्वन्तु ।
भित्ति-मोटाई अथवा संकोचने भिन्नताः लघु-शॉट्-सङ्केतान् अपि सूचयितुं शक्नुवन्ति । भागस्य विभिन्नानां खण्डानां स्थूलतायाः तुलनां कुर्वन्तु येन कस्यापि विसंगतिः पहिचानीया भवति ।
अन्य निदान साधन एवं विधि
प्रक्रियानिरीक्षणसॉफ्टवेयरं वा संवेदकं वा वास्तविकसमये लघुशॉट्-परिचये सहायकं भवितुम् अर्हति । एते साधनानि सम्भाव्यसमस्यानां पहिचानाय इन्जेक्शन्-दबावस्य, गतिस्य, अन्यस्य च मापदण्डानां निरीक्षणं कुर्वन्ति ।
ढालप्रवाहविश्लेषणं वा अनुकरणं वा उत्पादनस्य आरम्भात् पूर्वं लघुशॉट्-सम्भावनायाः पूर्वानुमानं कर्तुं शक्नोति । एते वर्चुअल् परीक्षणाः ढालस्य डिजाइनं प्रक्रियासेटिंग्स् च अनुकूलितुं साहाय्यं कर्तुं शक्नुवन्ति ।
सारांशतः, भवान् लघुशॉट्-परिचयं कर्तुं शक्नोति:
दृश्य निरीक्षण 1 .
आयामी विश्लेषण 1 .
प्रक्रिया निरीक्षण 1 .
ढाल प्रवाह विश्लेषण 1 .
एतेषां पद्धतीनां संयोजनस्य उपयोगेन क्षिपन्तु, भवान् स्वस्य इन्जेक्शन-मोल्डिंग-प्रक्रियायां लघु-शॉट्-समस्यानां शीघ्रं अन्वेषणं कर्तुं च शक्नोति ।
लघुशॉट् निवारणार्थं समस्यानिवारणाय च समाधानम्
लघुशॉट् निवारणं, समस्यानिवारणं च बहुपक्षीयं दृष्टिकोणं आवश्यकम् अस्ति । भौतिकचयनं, मोल्ड डिजाइन, यन्त्रसेटिंग्स्, निवारक-अनुरक्षणं च सम्बद्धानि समाधानाः अन्वेषयामः ।
सामग्री चयन एवं अनुकूलन .
भवतः अनुप्रयोगाय समुचितप्रवाहगुणैः चिपचिपाहटं च सह सामग्रीं चिनुत। एतेन ढालस्य गुहाया: सम्यक् पूरणं सुनिश्चितं कर्तुं साहाय्यं कर्तुं शक्यते ।
योजकाः अथवा पूरकाः भौतिकप्रवाहस्य उन्नतिं कर्तुं शक्नुवन्ति तथा च लघुशॉट् इत्यस्य जोखिमं न्यूनीकर्तुं शक्नुवन्ति । तान् भवतः भौतिकसूत्रे तान् समावेशयितुं विचारयन्तु।
समुचित सामग्री संचालन, शोषण, भण्डारण एवं भण्डारण महत्वपूर्ण हैं। आर्द्रता या प्रदूषण प्रवाह गुणों को प्रभावित कर सकते हैं तथा लघु शॉट तक ले जा सकता है।
मोल्ड डिजाइन सुधार 1 .
उत्तमवायुनिष्कासनस्य सुविधायै वेण्ट्-एजेक्टर-पिन-इत्यादीनां योजनं वा परिवर्तनं वा कुर्वन्तु । एतेन पिघलितप्लास्टिकं गुहां सुलभतया पूरयितुं शक्नोति ।
द्वारस्य आकारं, स्थानं, उन्नतप्रवाहार्थं टङ्कयन्तु च इति अनुकूलयन्तु । बृहत्तरद्वाराणि वा बहुद्वाराणि वा लघुशॉट् निवारयितुं साहाय्यं कर्तुं शक्नुवन्ति ।
सुलभपूरणं प्रवर्धयितुं भित्तिमोटाईं तथा भागजैविकतां च समायोजयन्तु। एकरूप भित्ति मोटाई एवं चिकनी संक्रमण प्रवाह प्रतिरोध को कम कर सकते हैं।
यन्त्र सेटिंग्स एवं प्रक्रिया समायोजन 1 .
पूर्णपूरणं सुनिश्चितं कर्तुं आवश्यकतानुसारं इन्जेक्शन-दाबं, गतिं, अथवा समयं वा वर्धयन्तु । इष्टतमं संतुलनं ज्ञातुं भिन्न-भिन्न-सेटिंग्स्-सहितं प्रयोगं कुर्वन्तु ।
विशिष्टसामग्रीणां कृते द्रवणं, ढालतापमानं च अनुकूलयन्तु । एतेन प्रवाहः सुधारः भवति तथा च अकाल ठोसीकरणं निवारयितुं शक्यते ।
ढालपूरणार्थं पर्याप्तं सामग्रीं प्रदातुं शॉट् आकारं, कुशनं, अन्ययन्त्रमापदण्डान् च समायोजयन्तु ।
वास्तविक-समये लघु-शॉट्-परिचयार्थं, सम्यक् कर्तुं च प्रक्रिया-निरीक्षणं नियन्त्रण-प्रणालीं च कार्यान्वन्तु ।
निवारक रखरखाव एवं समस्या निवारण टिप्स
नियमितरूपेण ढाल-यन्त्र-घटकानाम् स्वच्छतां कुर्वन्तु, निरीक्षणं च कुर्वन्तु । एतेन समापनं वा क्षतिः वा निवारयितुं शक्यते यत् लघुशॉट्-कारणं भवितुम् अर्हति ।
प्रक्रिया आँकड़ों एवं दोष प्रवृत्तियों का दस्तावेजीकरण एवं विश्लेषण करें। एषा सूचना लघुशॉट्-पैटर्न्-मूल-कारणानि च चिन्तयितुं साहाय्यं कर्तुं शक्नोति ।
मूल कारण विश्लेषण कर रहे हैं और सुधारात्मक क्रियाओं को लागू करें। भविष्यस्य लघुशॉट् निवारयितुं अन्तर्निहितविषयान् व्यवस्थितरूपेण सम्बोधयन्तु।
| समाधान श्रेणी | प्रमुख कार्य |
| सामग्री चयन 1 . | - समुचित सामग्री चुनें
- योजक या पूरक का उपयोग करें
- समुचित नियंत्रण एवं भण्डारण सुनिश्चित करें |
| मोल्ड डिजाइन 1 . | - वेंटिंग एवं इजेक्शन में सुधार करें
- द्वारों एवं प्रवाह मार्गों का अनुकूलित करें
- दीवार मोटाई एवं ज्यामिति समायोजित करें |
| यन्त्र सेटिंग्स् 1 . | - दबाव, गति, समय एवं समय को समायोजित करें
- तापमान का अनुकूलित करें
- प्रक्रिया निगरानी एवं नियंत्रण को लागू करें |
| निवारक रखरखाव 1 . | - नियमित सफाई एवं निरीक्षण
- दस्तावेज एवं विश्लेषण आँकड़ों का विश्लेषण
- मूल कारण विश्लेषण संचालित करें |
इंजेक्शन ढालने लघु शॉट् परिहार के लिए सर्वश्रेष्ठ प्रथाएं

लघु-शॉट्-जोखिमं न्यूनीकर्तुं, सम्पूर्णे इन्जेक्शन-मोल्डिंग्-प्रक्रियायां उत्तम-प्रथानां अनुसरणं कर्तुं अत्यावश्यकम् अस्ति । अत्र केचन प्रमुखाः क्षेत्राः सन्ति येन ध्यानं दत्तव्यम्।
Design for Manufacturability (DFM) सिद्धान्त
उत्पाद डिजाइन चरण के प्रारम्भ में DFM मार्गदर्शिकों को शामिल करें। एतेन भवतः भागाः इन्जेक्शन-ढालनार्थं अनुकूलिताः भवेयुः इति सुनिश्चित्य साहाय्यं कर्तुं शक्यते ।
भित्ति-मोटाई, प्रारूप-कोणाः, तथा च गेट्-स्थानानि इत्यादीनि कारकानि विचारयन्तु येन उत्तम-प्रवाहः प्रवर्धितः भवति तथा च लघु-शॉट्-सम्बद्धानां सम्भावना न्यूनीकर्तुं शक्यते ।
उचित सामग्री चयन एवं परीक्षण
भवतः अनुप्रयोगाय सुयोग्याः सामग्रीः चयनं कुर्वन्तु तथा च समुचितप्रवाहगुणाः सन्ति। सामग्री कार्यप्रदर्शनस्य प्रमाणीकरणार्थं सम्यक् परीक्षणं कुर्वन्तु।
बैच-मध्ये सुसंगत-गुणवत्तां गुणं च सुनिश्चित्य स्वस्य सामग्री-आपूर्तिकर्ता सह कार्यं कुर्वन्तु। एतेन विविधताः निवारयितुं साहाय्यं कर्तुं शक्यते येन लघुशॉट् भवति ।
ढाल डिजाइन सत्यापन एवं अनुकूलन .
इञ्जेक्शन ढालन प्रक्रिया का अनुकरण करने के लिए मोल्ड प्रवाह विश्लेषण सॉफ्टवेयर का उपयोग करें। इदं ढालस्य निर्माणात् पूर्वं सम्भाव्यं लघुशॉट्-समस्यानां पहिचाने सहायकं भवितुम् अर्हति ।
सिमुलेशन परिणामों एवं विशेषज्ञ इनपुट के आधार पर ढाचा डिजाइन को अनुकूलित करें। प्रवाहसुधारार्थं लघुशॉट् न्यूनीकर्तुं च द्वारेषु, वेण्ट्, अन्यविशेषतासु च आवश्यकं समायोजनं कुर्वन्तु ।
यन्त्र एवं प्रक्रिया पैरामीटर सेटिंग्स वैज्ञानिक मोल्डिंग सिद्धान्तों के आधार पर
इष्टतम यन्त्र एवं प्रक्रिया सेटिंग्स निर्धारण करने के लिए वैज्ञानिक ढालन सिद्धान्तों को लागू करें। अस्मिन् व्यवस्थितप्रयोगः, आँकडाविश्लेषणं च भवति ।
एकं दृढं प्रक्रियाविण्डो दस्तावेजीकरणं परिपालनं च कुर्वन्तु यत् निरन्तरं उत्तमभागानाम् उत्पादनं करोति। लघु शॉट् निवारणार्थं आवश्यकतानुसारं सेटिंग्स् निरीक्षणं समायोजनं च कुर्वन्तु।
गुणवत्ता नियंत्रण एवं निरन्तर सुधार उपक्रम
लघु शॉट् शीघ्रं ज्ञातुं तथा सम्बोधयितुं व्यापकं गुणवत्तानियन्त्रणप्रणालीं कार्यान्वन्तु। अस्मिन् दृश्यनिरीक्षणं, आयामीपरीक्षाः, अन्यपरीक्षणविधिः च सन्ति ।
निरन्तरं सुधारस्य संस्कृतिं पोषयन्तु। दलस्य सदस्यान् समस्यानां सहकारिरूपेण पहिचानं समाधानं च कर्तुं प्रोत्साहयन्तु। नियमितरूपेण प्रचलितवर्धनं चालयितुं प्रक्रियादत्तांशस्य दोषप्रवृत्तीनां च नियमितरूपेण समीक्षां कुर्वन्तु।
एतेषु उत्तमप्रथानां पालनम् क्षिपन्तु, भवान् स्वस्य इन्जेक्शन-मोल्डिंग-कार्यक्रमेषु लघु-शॉट्-घटनानां महतीं न्यूनीकरणं कर्तुं शक्नोति । स्मर्यतां, निवारणं कुञ्जी अस्ति – निवेशसमयः प्रयासः च अग्रिमः भवन्तं रेखायाः अधः महता मूल्येन गुणवत्तापूर्णविषयेभ्यः रक्षितुं शक्नोति।
निगमन
इञ्जेक्शन-मोल्डिंग्-मध्ये लघु-शॉट्-करणं विविध-कारकैः, भौतिक-विषयाभ्यः यन्त्र-सेटिंग्स्-पर्यन्तं, यन्त्र-सेटिंग्स्-पर्यन्तं भवितुं शक्यते । तेषां पहिचानं सम्बोधनं च व्यापकं दृष्टिकोणं आवश्यकम् अस्ति। प्रभावी समाधानं तथा उत्तम-प्रथान् कार्यान्वयित्वा, भवान् उत्पाद-गुणवत्तां सुधारयितुम्, उत्पादकताम् वर्धयितुं, स्वस्य इन्जेक्शन-मोल्डिंग-सञ्चालनेषु च व्यय-दक्षतां वर्धयितुं शक्नोति।
किं भवन्तः स्वस्य इन्जेक्शन-मोल्डिंग-प्रक्रियायां लघु-शॉट्-सहितं संघर्षं कुर्वन्ति ? टीम एमएफजी इत्यस्य विशेषज्ञ अभियंताः सहायतां कर्तुं शक्नुवन्ति। अद्यैव अस्मान् सम्पर्कयन्तु। अस्माकं व्यापकसमाधानं भवतः उत्पादस्य गुणवत्तायां उत्पादकतायां च कथं सुधारं कर्तुं शक्नोति इति ज्ञातुं Team MFG भवतः भागीदारः भवतु इन्जेक्शन ढालक सफलतायां।












