Hefur þú einhvern tíma lent í ófullkomnum eða gölluðum plasthlutum frá þínum Mótunarferli innspýtingar? Þetta mál, þekkt sem 'skammskot, ' getur haft veruleg áhrif á gæði vöru og framleiðslugetu. Við innspýtingarmótun á sér stað stuttskot þegar bráðnu plastið tekst ekki að fylla allt mygluholið, sem leiðir til ófullkominna eða vantar eiginleika á lokahlutanum.
Að takast á við skammskotsmál skiptir sköpum fyrir að viðhalda hágæða framleiðslu og lágmarka úrgang í innspýtingarmótunaraðgerðum þínum. Í þessari færslu munum við kafa í orsökum stuttra mynda, hvernig á að bera kennsl á þau og kanna árangursríkar lausnir til að koma í veg fyrir og leysa þetta sameiginlega vandamál.
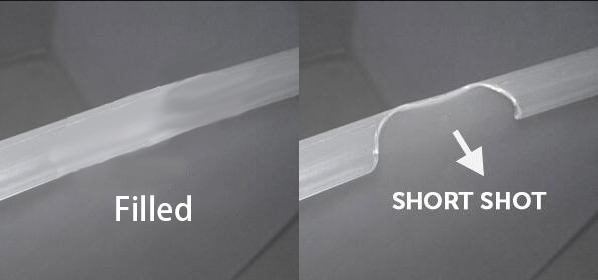
Hvað er skammskot í sprautu mótun?
Stuttskot er algengur galli í sprautumótun. Það gerist þegar bráðnu plastið fyllir ekki mygluholið alveg. Þetta skilur lokaafurðina eftir vantar eða ófullkomna eiginleika.
Stutt skot geta komið fram í ýmsum myndum á mótuðum hlutum:
Ófullkomin fylling þunnra hluta eða brúnir
Vantar eiginleika eða smáatriði
Sýnileg tóm eða eyður á yfirborðinu
Ósamræmi á veggþykkt eða hluta víddar
Áhrif stuttra mynda geta verið veruleg:
Minni vörugæði og virkni
Aukið ruslhraði og efnisúrgangur
Lægri framleiðsla skilvirkni og afköst
Hugsanlegar tafir á uppfyllingu
Hærri heildar framleiðslukostnaður
Orsakir stuttra mynda í sprautu mótun
Nokkrir þættir geta stuðlað að stuttum skotum í sprautu mótun. Við skulum kanna algengar orsakir sem tengjast efni, mygluhönnun og vélarstillingum.
Efnisbundnar orsakir
Mikið seigjuefni eða þau sem eru með lélega flæðiseiginleika mega ekki fylla moldholið alveg. Þetta getur leitt til stuttra mynda.
Ósamræmi í efniseiginleikum, svo sem breytileika í rakainnihaldi eða mengun, getur einnig valdið flæðisvandamálum og leitt til stuttra mynda.
Mótunartengdar orsakir
Ófullnægjandi loftræsting eða loftgildrur í mótinu geta komið í veg fyrir rétta fyllingu. Ef loft getur ekki sloppið, takmarkar það flæði bráðins plasts.
Óviðeigandi hliðarstærð, staðsetning eða hönnun getur hindrað flæði efnisins. Hlið sem eru of lítil eða illa sett geta valdið stuttum skotum.
Þunnir veggir eða flóknar rúmfræði í vöruhönnuninni geta gert það erfitt fyrir efnið að fylla öll svæði moldsins.
Vélastillingar og vinnslutengdar orsakir valda
Lítill sprautuþrýstingur eða hraði veitir kannski ekki nægan kraft til að fylla moldholið alveg. Þetta getur leitt til stuttra mynda.
Ófullnægjandi bráðnun eða mygluhitastig getur valdið því að efnið storknar of hratt og kemur í veg fyrir fullkomna fyllingu.
Óviðeigandi myndastærð eða púða stillingar geta leitt til þess að ófullnægjandi efni er sprautað í mótið.
Ósamræmir hringrásartímar eða truflanir í framleiðslu geta truflað flæði efnisins og valdið stuttum skotum.
| í flokknum |
dæmum |
| Efni |
- Mikil seigja
- Lélegir flæðiseiginleikar
- ósamkvæmir eiginleikar |
| Mold hönnun |
- Ófullnægjandi loftræsting
- Óviðeigandi hliðarhönnun
- þunnar veggir eða flóknar rúmfræði |
| Vélastillingar |
- Lítill sprautuþrýstingur/hraði
- Ófullnægjandi hitastig
- Óviðeigandi skotstærð/púði |
Með því að bera kennsl á sérstakar orsakir stuttra mynda í innspýtingarmótunarferlinu geturðu tekið markviss skref til að takast á við þau og bæta framleiðslugæðin þín.
Hvernig á að bera kennsl á stutt skot í sprautumótuðum hlutum

Að bera kennsl á stutt skot skiptir sköpum fyrir að viðhalda gæðaeftirliti við sprautu mótun. Hér eru nokkrar aðferðir sem þú getur notað til að greina stutt skot í mótuðu hlutunum þínum.
Sjónræn skoðunaraðferðir
Ófullkomin fyllingar eða vantar eiginleika eru merki um stutt skot. Skoðaðu hlutina þína sjónrænt fyrir öll svæði sem virðast óunnin eða skortir smáatriði.
Yfirborðsgallar eða óreglu, svo sem vaskamerki eða tóm, geta einnig bent til stuttra mynda. Horfðu vel á yfirborð hluta fyrir ósamræmi.
Víddargreiningartækni
Að mæla hluta víddar gegn forskriftum getur leitt í ljós stutt skot. Notaðu þjöppur eða önnur mælitæki til að athuga hvort hlutinn standist nauðsynlegar víddir.
Tilbrigði í veggþykkt eða rýrnun geta einnig táknað stutt skot. Berðu saman þykkt mismunandi hluta hlutans til að bera kennsl á misræmi.
Önnur greiningartæki og aðferðir
Ferli eftirlitshugbúnaður eða skynjarar geta hjálpað til við að greina stutt skot í rauntíma. Þessi verkfæri fylgjast með innspýtingarþrýstingi, hraða og öðrum breytum til að bera kennsl á hugsanleg vandamál.
Mótflæðisgreining eða eftirlíkingar geta spáð fyrir um líkurnar á stuttum skotum áður en framleiðsla hefst. Þessi sýndarpróf geta hjálpað til við að hámarka mygluhönnun og vinnslustillingar.
Til að draga saman geturðu greint stutt skot í gegnum:
Sjónræn skoðun
Víddagreining
Ferlieftirlit
Mótflæðisgreining
Kastaðu með því að nota blöndu af þessum aðferðum, þú getur fljótt greint og tekið á stuttum myndum í innspýtingarmótunarferlinu þínu.
Lausnir til að koma í veg fyrir og leysa stutt skot
Að koma í veg fyrir og leysa stutt skot þarf margþætt nálgun. Við skulum kanna lausnir sem tengjast efnisvali, mygluhönnun, vélarstillingum og fyrirbyggjandi viðhaldi.
Efnisval og hagræðing
Veldu efni með viðeigandi flæðiseiginleikum og seigju fyrir umsókn þína. Þetta getur hjálpað til við að tryggja rétta fyllingu moldholsins.
Aukefni eða fylliefni geta bætt efnisflæði og dregið úr hættu á stuttum myndum. Hugleiddu að fella þær í efnis mótun þína.
Rétt meðhöndlun efnis, þurrkun og geymsla skiptir sköpum. Raka eða mengun getur haft áhrif á flæðiseiginleika og leitt til stuttra mynda.
Endurbætur á hönnun mygla
Bættu við eða breyttu Ventlana og ejector pinna til að auðvelda betri brottflutning lofts. Þetta gerir bráðnu plastinu kleift að fylla holrýmið auðveldara.
Fínstilltu hlið, staðsetningu og gerð og gerð til að bæta flæði. Stærri hlið eða mörg hlið geta hjálpað til við að koma í veg fyrir stutt skot.
Stilltu veggþykkt og hluta rúmfræði til að stuðla að auðveldari fyllingu. Samræmd þykkt veggs og sléttar umbreytingar geta dregið úr rennslisþol.
Vélastillingar og leiðréttingar á ferli
Auka sprautuþrýsting, hraða eða tíma eftir þörfum til að tryggja fullkomna fyllingu. Gerðu tilraunir með mismunandi stillingar til að finna besta jafnvægið.
Fínstilltu bræðslu og mygluhitastig fyrir tiltekið efni. Þetta getur bætt flæði og komið í veg fyrir ótímabæra storknun.
Stilltu myndastærð, púða og aðrar breytur vélar til að veita nægilegt efni til að fylla moldina.
Framkvæmdu eftirlits- og eftirlitskerfi til að greina og leiðrétta stutt skot í rauntíma.
Fyrirbyggjandi viðhald og bilanaleit ráð
Hreinsaðu reglulega og skoðaðu mold og vélaríhluta. Þetta getur komið í veg fyrir uppbyggingu eða skemmdir sem geta valdið stuttum skotum.
Skjalaðu og greindu gögnum um ferli og galla. Þessar upplýsingar geta hjálpað til við að bera kennsl á mynstur og rótorsök stuttra mynda.
Framkvæmdu rótagreiningar og innleiða úrbætur. Takast á kerfisbundið undirliggjandi mál til að koma í veg fyrir stutt skot.
| fyrir lausn Flokkur |
Lykilaðgerðir |
| Efnisval |
- Veldu viðeigandi efni
- Notaðu aukefni eða fylliefni
- tryggðu rétta meðhöndlun og geymslu |
| Mold hönnun |
- Bættu loftræstingu og útkast
- Fínaðu hlið og flæðisstíga
- Stilltu veggþykkt og rúmfræði |
| Vélastillingar |
- Stilltu þrýsting, hraða og tíma
- Fínstilltu hitastig
- Framkvæmdu eftirlit og eftirlit með ferli |
| Fyrirbyggjandi viðhald |
- Regluleg hreinsun og skoðun
- Skjalaðu og greindu gögn
- Framkvæmd rótargreiningar |
Bestu vinnubrögð til að forðast stutt skot í sprautu mótun

Til að lágmarka hættuna á stuttum skotum er bráðnauðsynlegt að fylgja bestu starfsháttum í gegnum sprautu mótunarferlið. Hér eru nokkur lykilatriði til að einbeita sér að.
Hönnun fyrir meginreglur um framleiðslu (DFM)
Felldu leiðbeiningar um DFM snemma á vöruhönnunarstiginu. Þetta getur hjálpað til við að tryggja að hlutar þínir séu fínstilltir fyrir sprautu mótun.
Hugleiddu þætti eins og þykkt veggs, drög að sjónarhornum og hliðarstöðum til að stuðla að betra flæði og draga úr líkum á stuttum skotum.
Rétt efni val og prófun
Veldu efni sem henta vel fyrir umsókn þína og hafa viðeigandi flæðiseiginleika. Framkvæmdu ítarlegar prófanir til að staðfesta árangur efnisins.
Vinnið með efnislegum birgjum þínum til að tryggja stöðuga gæði og eiginleika yfir lotum. Þetta getur hjálpað til við að koma í veg fyrir afbrigði sem geta leitt til stuttra mynda.
Staðfesting og hagræðing mygla.
Notaðu hugbúnað fyrir mold flæði til að líkja eftir sprautumótunarferlinu. Þetta getur hjálpað til við að bera kennsl á hugsanleg skammskotsmál áður en moldaframleiðsla er gerð.
Fínstilltu mygluhönnunina út frá niðurstöðum uppgerðar og inntaki sérfræðinga. Gerðu nauðsynlegar aðlaganir á hlið, loftop og aðra eiginleika til að bæta flæði og draga úr stuttum myndum.
Stillingar vélar og ferli byggðar á meginreglum um vísindaleg mótun
Notaðu vísindalegar mótunarreglur til að ákvarða ákjósanlegar vélar og vinnslustillingar. Þetta felur í sér kerfisbundnar tilraunir og gagnagreiningar.
Skjalaðu og viðhalda öflugum glugga sem framleiðir stöðugt góða hluti. Fylgstu með og stilltu stillingar eftir þörfum til að koma í veg fyrir stutt skot.
Gæðaeftirlit og stöðug framför
Framkvæmdu yfirgripsmikið gæðaeftirlitskerfi til að greina og takast á við stutt skot strax. Þetta getur falið í sér sjónræn skoðun, víddareftirlit og aðrar prófunaraðferðir.
Hlúa að menningu stöðugrar endurbóta. Hvetjum liðsmenn til að bera kennsl á og leysa vandamál í samvinnu. Farið reglulega yfir ferli gagna og gallaþróun til að knýja fram áframhaldandi endurbætur.
Kastaðu við þessar bestu starfshættir, þú getur dregið verulega úr því að stutt skot í sprautuaðgerðum þínum. Mundu að forvarnir eru lykilatriði - fjárfestingartími og fyrirhöfn fyrirfram getur sparað þér frá kostnaðarsömum gæðamálum.
Niðurstaða
Stutt skot í sprautu mótun geta stafað af ýmsum þáttum, allt frá efnisatriðum til vélastillinga. Að bera kennsl á og taka á þeim þarf yfirgripsmikla nálgun. Með því að innleiða árangursríkar lausnir og bestu starfshætti geturðu bætt gæði vöru, aukið framleiðni og aukið hagkvæmni í innspýtingarmótunaraðgerðum þínum.
Ertu að glíma við stutt skot í innspýtingarmótunarferlinu þínu? Sérfræðingar Team MFG geta hjálpað. Hafðu samband við okkur í dag til að læra hvernig umfangsmiklar lausnir okkar geta bætt gæði vöru og framleiðni vöru þinnar. Láttu Team MFG vera félaga þinn í velgengni í sprautun.












