Vai jūs kādreiz esat saskāries ar nepilnīgām vai nepilnīgām plastmasas detaļām Injekcijas veidošanas process? Šis jautājums, kas pazīstams kā “īss šāviens,” var ievērojami ietekmēt produktu kvalitāti un ražošanas efektivitāti. Injekcijas veidošanā notiek īss šāviens, kad izkausētā plastmasa neizdodas piepildīt visu pelējuma dobumu, kā rezultātā galīgajā daļā ir nepilnīgas vai trūkstošas pazīmes.
Īso šāvienu problēmu risināšana ir būtiska, lai saglabātu augstas kvalitātes jaudu un samazinātu atkritumu samazināšanu iesmidzināšanas formēšanas darbībās. Šajā amatā mēs iedziļināsimies īsu kadru cēloņos, kā tos identificēt un izpētīt efektīvus risinājumus, lai novērstu un novērstu šo kopējo problēmu.
Kas ir īss šāviens iesmidzināšanas formā?
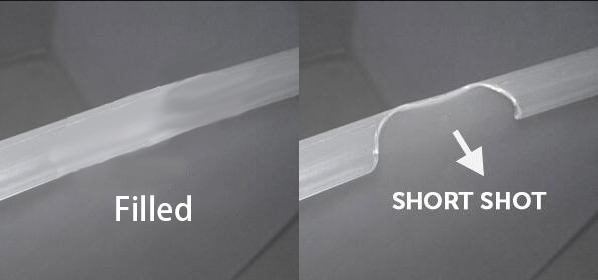
Īss šāviens ir izplatīts iesmidzināšanas formēšanas defekts. Tas notiek, kad izkausētā plastmasa pilnībā neaizpilda pelējuma dobumu. Tas atstāj galaproduktu ar trūkstošām vai nepilnīgām funkcijām.
Dažādās formās uz veidotajām detaļām var parādīties īsi šāvieni:
Nepilnīga plānu sekciju vai malu piepildīšana
Trūkst funkciju vai detaļu
Redzami tukšumi vai spraugas uz virsmas
Nekonsekvents sienas biezums vai daļas izmēri
Īso kadru ietekme var būt nozīmīga:
Samazināta produkta kvalitāte un funkcionalitāte
Paaugstināta lūžņu likme un materiālu atkritumi
Zemāka ražošanas efektivitāte un caurlaidspēja
Potenciālā kavēšanās kārtības izpildē
Augstākas kopējās ražošanas izmaksas
Īsu šāvienu cēloņi iesmidzināšanas formā
Vairāki faktori var veicināt īsus kadrus iesmidzināšanas formā. Izpētīsim kopējos cēloņus, kas saistīti ar materiāliem, pelējuma dizainu un mašīnu iestatījumiem.
Ar materiāliem saistīti cēloņi
Materiāli ar augstu viskozitāti vai tie, kuriem ir sliktas plūsmas īpašības, var pilnībā neaizpildīt pelējuma dobumu. Tas var izraisīt īsus kadrus.
Materiālu īpašību neatbilstības, piemēram, mitruma satura variācijas vai piesārņojums, var izraisīt arī plūsmas problēmas un izraisīt īsus kadrus.
Ar pelējuma dizainu saistīti cēloņi
Nepietiekama ventilācija vai gaisa slazdi veidnē var novērst pienācīgu pildījumu. Ja gaiss nevar aizbēgt, tas ierobežo izkausētās plastmasas plūsmu.
Nepareizs vārtu izmērs, atrašanās vieta vai dizains var kavēt materiāla plūsmu. Vārti, kas ir pārāk mazi vai slikti novietoti, var izraisīt īsus šāvienus.
Plānas sienas vai sarežģītas ģeometrijas produkta dizainā var apgrūtināt materiāla aizpildīšanu visos veidnes apgabalos.
Mašīnas iestatījumi un ar procesu saistīti cēloņi
Zems iesmidzināšanas spiediens vai ātrums var nenodrošināt pietiekamu spēku, lai pilnībā piepildītu pelējuma dobumu. Tas var izraisīt īsus kadrus.
Nepietiekama kausējuma vai pelējuma temperatūra var izraisīt materiālu pārāk ātri, novēršot pilnīgu pildījumu.
Nepareiza šāviena lieluma vai spilvena iestatījumi var izraisīt nepietiekamu materiālu, kas tiek ievadīts veidnē.
Nekonsekventi cikla laiki vai pārtraukumi ražošanā var izjaukt materiāla plūsmu un izraisīt īsus šāvienus.
| cēloņi kategoriju | piemēri |
| Materiāls | - Augsta viskozitāte
- sliktas plūsmas īpašības
- nekonsekventas īpašības |
| Pelējuma dizains | - Nepietiekama ventilācija
- nepareiza vārtu dizains
- plānas sienas vai sarežģītas ģeometrijas |
| Mašīnas iestatījumi | - Zems iesmidzināšanas spiediens/ātrums
- nepietiekama temperatūra
- nepareizs šāviena lielums/spilvens |
Identificējot īpašos īsu kadru cēloņus iesmidzināšanas formēšanas procesā, varat veikt mērķtiecīgus pasākumus, lai tos risinātu un uzlabotu ražošanas kvalitāti.
Kā identificēt īsus šāvienus iesmidzināšanas daļās

Īsu kadru identificēšana ir būtiska, lai saglabātu kvalitātes kontroli iesmidzināšanas formā. Šeit ir dažas metodes, kuras varat izmantot, lai noteiktu īsus kadrus veidotajās daļās.
Vizuālās pārbaudes metodes
Nepilnīga pildīšana vai trūkstošās funkcijas ir īsu šāvienu pazīmes. Vizuāli pārbaudiet savas detaļas, vai nav nevienas jomas, kas šķiet nepabeigtas vai kurām trūkst detaļu.
Virsmas defekti vai pārkāpumi, piemēram, izlietnes zīmes vai tukšumi, var arī norādīt uz īsiem kadriem. Rūpīgi apskatiet daļas virsmas, lai redzētu nekonsekvences.
Izmēru analīzes paņēmieni
Daļas izmēru mērīšana pret specifikācijām var atklāt īsus kadrus. Izmantojiet suportus vai citus mērīšanas rīkus, lai pārbaudītu, vai daļa atbilst nepieciešamajiem izmēriem.
Sienas biezuma vai saraušanās variācijas var arī nozīmēt īsus šāvienus. Salīdziniet dažādu daļas sekciju biezumu, lai identificētu visas neatbilstības.
Citi diagnostikas rīki un metodes
Procesa uzraudzības programmatūra vai sensori var palīdzēt reāllaikā noteikt īsus kadrus. Šie rīki uzrauga iesmidzināšanas spiedienu, ātrumu un citus parametrus, lai identificētu iespējamās problēmas.
Pelējuma plūsmas analīze vai simulācijas var paredzēt īsu šāvienu iespējamību pirms ražošanas sākuma. Šie virtuālie testi var palīdzēt optimizēt pelējuma projektēšanu un procesu iestatījumus.
Rezumējot, jūs varat identificēt īsus kadrus caur:
Vizuālā pārbaude
Izmēru analīze
Procesa uzraudzība
Pelējuma plūsmas analīze
Izmantojot šo metožu kombināciju, jūs varat ātri noteikt un risināt īsus šāviena problēmas iesmidzināšanas formēšanas procesā.
Risinājumi īsu kadru novēršanai un problēmu novēršanai
Lai novērstu un novērstu īsus kadrus, nepieciešama daudzšķautņaina pieeja. Izpētīsim risinājumus, kas saistīti ar materiālu izvēli, pelējuma dizainu, mašīnu iestatījumiem un profilaktisko apkopi.
Materiālu izvēle un optimizācija
Izvēlieties materiālus ar atbilstošām plūsmas īpašībām un viskozitāti savai lietojumprogrammai. Tas var palīdzēt nodrošināt pareizu pelējuma dobuma piepildīšanu.
Piedevas vai pildvielas var uzlabot materiālu plūsmu un samazināt īsu šāvienu risku. Apsveriet iespēju tos iekļaut materiālā formulējumā.
Pareiza materiāla apstrāde, žāvēšana un uzglabāšana ir ļoti svarīga. Mitrums vai piesārņojums var ietekmēt plūsmas īpašības un novest pie īsiem kadriem.
Pelējuma dizaina uzlabojumi
Pievienojiet vai modificējiet ventilācijas atveres un ežektora tapas, lai atvieglotu labāku gaisa evakuāciju. Tas ļauj izkausētajai plastmasai vieglāk aizpildīt dobumu.
Optimizējiet vārtu lielumu, atrašanās vietu un tipu, lai uzlabotu plūsmu. Lielāki vārti vai vairāki vārti var palīdzēt novērst īsus šāvienus.
Pielāgojiet sienas biezumu un daļas ģeometriju, lai veicinātu vieglāku pildījumu. Vienāds sienas biezums un gludas pārejas var samazināt plūsmas pretestību.
Mašīnas iestatījumi un procesa pielāgošana
Palieliniet iesmidzināšanas spiedienu, ātrumu vai laiku pēc nepieciešamības, lai nodrošinātu pilnīgu pildījumu. Eksperimentējiet ar dažādiem iestatījumiem, lai atrastu optimālo līdzsvaru.
Optimizējiet kausēšanas un pelējuma temperatūru konkrētam materiālam. Tas var uzlabot plūsmu un novērst priekšlaicīgu sacietēšanu.
Pielāgojiet šāviena lielumu, spilvenu un citus mašīnas parametrus, lai nodrošinātu pietiekamu materiālu veidnes piepildīšanai.
Ievietojiet procesa uzraudzības un vadības sistēmas, lai reāllaikā noteiktu un labotu īsus kadrus.
Profilaktiskas apkopes un problēmu novēršanas padomu
Regulāri notīriet un pārbaudiet pelējuma un mašīnas komponentus. Tas var novērst uzkrāšanos vai bojājumus, kas var izraisīt īsus šāvienus.
Dokumentējiet un analizēt procesa datus un defektu tendences. Šī informācija var palīdzēt noteikt īsu kadru modeļus un galvenos cēloņus.
Veiciet galveno cēloņu analīzi un ievieš koriģējošas darbības. Sistemātiski pievēršas pamatproblēmām, lai novērstu turpmākos īsos kadrus.
| risinājumu kategorija | Galvenās darbības |
| Materiālu izvēle | - Izvēlieties atbilstošus materiālus
- izmantojiet piedevas vai pildvielas
- pārliecinieties, ka pareiza apstrāde un uzglabāšana |
| Pelējuma dizains | - Uzlabojiet ventilācijas un izgrūšanas
- optimizēšanu vārtus un plūsmas ceļus
- pielāgojiet sienas biezumu un ģeometriju |
| Mašīnas iestatījumi | - Pielāgojiet spiedienu, ātrumu un laiku
- optimizēt temperatūru
- ieviest procesa uzraudzību un kontroli |
| Profilaktiskā apkope | - Regulāra tīrīšana un pārbaude
- Dokumentējiet un analizējiet datus
- veiciet galveno cēloņu analīzi |
Labākā prakse, lai izvairītos no īsiem kadriem iesmidzināšanas formā

Lai samazinātu īsu šāvienu risku, ir svarīgi ievērot labāko praksi visā iesmidzināšanas formēšanas procesā. Šeit ir dažas galvenās jomas, uz kurām jākoncentrējas.
Ražošanas projektēšana (DFM) principi
Iekļaujiet DFM vadlīnijas produktu projektēšanas posmā. Tas var palīdzēt nodrošināt, ka jūsu detaļas ir optimizētas iesmidzināšanas veidošanai.
Apsveriet tādus faktorus kā sienas biezums, melnrakstu leņķi un vārtu vietas, lai veicinātu labāku plūsmu un samazinātu īsu šāvienu iespējamību.
Pareiza materiāla izvēle un pārbaude
Atlasiet materiālus, kas ir labi piemēroti jūsu lietojumprogrammai un kuriem ir atbilstošas plūsmas īpašības. Veiciet rūpīgu pārbaudi, lai apstiprinātu materiālu veiktspēju.
Darbs ar savu materiālu piegādātāju, lai nodrošinātu nemainīgu kvalitāti un īpašības pa partijām. Tas var palīdzēt novērst variācijas, kas var izraisīt īsus kadrus.
Pelējuma dizaina validācija un optimizācija
Izmantojiet pelējuma plūsmas analīzes programmatūru, lai modelētu iesmidzināšanas liešanas procesu. Tas var palīdzēt noteikt iespējamās īsās šāviena problēmas pirms pelējuma izgatavošanas.
Optimizējiet pelējuma dizainu, pamatojoties uz simulācijas rezultātiem un ekspertu ieguldījumu. Veiciet nepieciešamos pielāgojumus vārtiem, ventilācijas atverēm un citām funkcijām, lai uzlabotu plūsmu un samazinātu īsus kadrus.
Mašīnas un procesa parametru iestatījumi, kuru pamatā ir zinātniski veidošanas principi
Pielietojiet zinātniskus formēšanas principus, lai noteiktu optimālu mašīnu un procesu iestatījumus. Tas ietver sistemātisku eksperimentu un datu analīzi.
Dokumentējiet un uzturiet stabilu procesa logu, kas konsekventi ražo labas detaļas. Pārraugiet un pielāgojiet iestatījumus pēc nepieciešamības, lai novērstu īsus šāvienus.
Kvalitātes kontrole un nepārtrauktas uzlabošanas iniciatīvas
Ieviesiet visaptverošu kvalitātes kontroles sistēmu, lai nekavējoties atklātu un risinātu īsus kadrus. Tas var ietvert vizuālo pārbaudi, dimensiju pārbaudes un citas pārbaudes metodes.
Veicināt nepārtrauktu uzlabojumu kultūru. Mudiniet komandas locekļus sadarboties un risināt problēmas. Regulāri pārskatīt procesa datus un defektu tendences, lai virzītu pastāvīgus uzlabojumus.
Ievērojot šo labāko praksi, jūs varat ievērojami samazināt īsu šāvienu parādīšanos iesmidzināšanas formēšanas operācijās. Atcerieties, ka profilakse ir galvenā - ieguldīt laiku un pūles iepriekš var ietaupīt no dārgām kvalitātes problēmām.
Secinājums
Īsus šāvienus iesmidzināšanas formā var izraisīt dažādi faktori, sākot no materiālu problēmām līdz mašīnas iestatījumiem. Viņu identificēšanai un risināšanai nepieciešama visaptveroša pieeja. Īstenojot efektīvus risinājumus un labāko praksi, jūs varat uzlabot produktu kvalitāti, uzlabot produktivitāti un uzlabot rentabilitāti iesmidzināšanas veidošanas darbībās.
Vai jūs cīnāties ar īsiem kadriem iesmidzināšanas formēšanas procesā? Komandas MFG ekspertu inženieri var palīdzēt. Sazinieties ar mums šodien , lai uzzinātu, kā mūsu visaptverošie risinājumi var uzlabot jūsu produktu kvalitāti un produktivitāti. Ļaujiet Team MFG būt jūsu partnerim injekcijas veidošanā.












