Už ste sa niekedy stretli s neúplnými alebo chybnými plastovými časťami z vašich Proces vstrekovania ? Tento problém, známy ako „krátky výstrel, “, môže výrazne ovplyvniť kvalitu produktu a efektívnosť výroby. Pri vstrekovaní dochádza k krátkym výstrelom, keď roztavený plast nedokáže naplniť celú dutinu formy, čo vedie k neúplným alebo chýbajúcim vlastnostiam v poslednej časti.
Riešenie problémov s krátkym výstrelom je rozhodujúce pre udržiavanie vysokokvalitného výstupu a minimalizáciu odpadu vo vašej injekčnej formovacej operáciách. V tomto príspevku sa ponoríme do príčin krátkych záberov, ako ich identifikovať, a preskúmame efektívne riešenia, aby sme zabránili a riešili tento spoločný problém.
Čo je to krátka strela pri vstrekovaní?
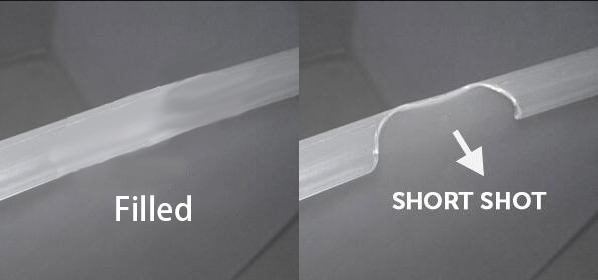
Krátka strela je bežnou poruchou vstrekovania. Stáva sa to, keď roztavený plast úplne nevyplní dutinu formy. To ponecháva konečný produkt s chýbajúcimi alebo neúplnými vlastnosťami.
Krátke zábery sa môžu objaviť v rôznych formách na tvarovaných častiach:
Neúplné vyplnenie tenkých sekcií alebo hrán
Chýbajúce funkcie alebo detaily
Viditeľné medzery alebo medzery na povrchu
Nekonzistentná hrúbka steny alebo rozmery časti
Vplyv krátkych záberov môže byť významný:
Znížená kvalita a funkčnosť produktu
Zvýšené sadzby šrotu a odpadový odpad
Nižšia výroba efektívnosť a priepustnosť
Potenciálne oneskorenia pri splnení objednávok
Vyššie celkové výrobné náklady
Príčiny krátkych záberov pri vstrekovaní
K krátkym záberom pri vstrekovaní môže prispieť niekoľko faktorov. Preskúmajme bežné príčiny súvisiace s materiálmi, dizajnom foriem a nastavení stroja.
Príčiny súvisiace s materiálom
Materiály s vysokou viskozitou alebo tie, ktoré so zlými vlastnosťami prietoku nemôžu pleseň úplne naplniť. To môže viesť k krátkym záberom.
Zrovnalosti v materiálových vlastnostiach, ako sú variácie obsahu vlhkosti alebo kontaminácie, môžu tiež spôsobiť problémy s tokom a viesť k krátkym záberom.
Príčiny súvisiace s dizajnom formy
Nedostatočné vetracie alebo vzduchové pasce vo forme môžu zabrániť správnej plnení. Ak vzduch nemôže uniknúť, obmedzuje tok roztaveného plastu.
Nesprávna veľkosť, umiestnenie alebo dizajn brány môžu brániť toku materiálu. Brány, ktoré sú príliš malé alebo zle umiestnené, môžu spôsobiť krátke zábery.
Tenké steny alebo zložité geometrie v návrhu produktu môžu materiálu sťažiť vyplnenie všetkých oblastí formy.
Nastavenia stroja a príčiny súvisiace s procesom spôsobujú
Nízky vstrekovací tlak alebo rýchlosť nemusia poskytnúť dostatočnú silu na úplné naplnenie dutiny formy. To môže mať za následok krátke zábery.
Nedostatočné teploty taveniny alebo formy môže spôsobiť príliš rýchle tuhnutie materiálu, čím sa zabráni úplnému plneniu.
Nesprávna veľkosť záberu alebo nastavenia vankúša môžu viesť k tomu, že do formy vstrekne nedostatočný materiál.
Nekonzistentné časy cyklu alebo prerušenia výroby môžu narušiť tok materiálu a spôsobiť krátke zábery.
| kategórie |
príklady |
| Materiál |
- Vysoká viskozita
- zlé vlastnosti toku
- nekonzistentné vlastnosti |
| Dizajn formy |
- neprimerané vetranie
- Nesprávny dizajn brány
- tenké steny alebo zložité geometrie |
| Nastavenia stroja |
- Nízky vstrekovací tlak/rýchlosť
- nedostatočné teploty
- Nesprávna veľkosť strely/vankúš |
Identifikáciou konkrétnych príčin krátkych záberov v procese vstrekovania môžete podniknúť cielené kroky na ich riešenie a zlepšenie kvality výroby.
Ako identifikovať krátke zábery v vstrekovaných dieloch

Identifikácia krátkych záberov je rozhodujúca pre udržiavanie kontroly kvality pri vstrekovaní. Tu je niekoľko metód, ktoré môžete použiť na detekciu krátkych záberov vo formovaných častiach.
Metódy vizuálnej kontroly
Neúplné plnenie alebo chýbajúce funkcie sú rozprávkové známky krátkych záberov. Skontrolujte svoje diely vizuálne na akékoľvek oblasti, ktoré sa zdajú nedokončené alebo nedostanú detaily.
Povrchové defekty alebo nezrovnalosti, ako sú značky umývadla alebo dutiny, môžu tiež naznačovať krátke zábery. Pozrite sa pozorne na povrch, kde nájdete akékoľvek nezrovnalosti.
Techniky rozmerovej analýzy
Meranie rozmerov časti proti špecifikáciám môže odhaliť krátke zábery. Na kontrolu, či časť spĺňa požadované rozmery, použite strmene alebo iné meracie nástroje.
Variácie hrúbky steny alebo zmršťovania môžu tiež znamenať krátke zábery. Porovnajte hrúbku rôznych častí časti, aby ste identifikovali akékoľvek nezrovnalosti.
Ďalšie diagnostické nástroje a metódy
Softvér na monitorovanie procesov alebo senzory môžu pomôcť zistiť krátke zábery v reálnom čase. Tieto nástroje monitorujú vstrekovací tlak, rýchlosť a ďalšie parametre na identifikáciu potenciálnych problémov.
Analýza toku plesní alebo simulácie môžu predpovedať pravdepodobnosť krátkych záberov pred začiatkom výroby. Tieto virtuálne testy môžu pomôcť optimalizovať návrh a nastavenia procesov foriem.
Aby ste to zhrnuli, môžete identifikovať krátke zábery cez:
Vizuálna kontrola
Rozmerová analýza
Monitorovanie procesu
Analýza toku plesní
Vyhoďte kombináciou týchto metód, v procese vstrekovania môžete rýchlo zistiť a riešiť problémy s krátkymi strelami.
Riešenia na prevenciu a riešenie problémov s krátkymi zábermi
Predchádzanie a riešenie problémov s krátkymi zábermi si vyžaduje viacstranný prístup. Preskúmajme riešenia týkajúce sa výberu materiálu, návrhov foriem, nastavení stroja a preventívnej údržby.
Výber a optimalizácia materiálu
Vyberte materiály s príslušnými vlastnosťami prietoku a viskozitou pre vašu aplikáciu. To môže pomôcť zabezpečiť správne vyplnenie dutiny formy.
Dodatky alebo výplne môžu zlepšiť tok materiálu a znížiť riziko krátkych záberov. Zvážte ich začlenenie do vašej materiálnej formulácie.
Správne manipulácia s materiálom, sušenie a skladovanie sú rozhodujúce. Vlhkosť alebo kontaminácia môžu ovplyvniť vlastnosti prietoku a viesť k krátkym záberom.
Vylepšenia dizajnu plesní
Pridajte alebo upravte prieduchy a kolíky vyhadzovačov, aby ste uľahčili lepšiu evakuáciu vzduchu. To umožňuje ľahšie vyplniť dutinu roztaveného plastu.
Optimalizujte veľkosť, umiestnenie a typ brány pre vylepšený tok. Väčšie brány alebo viac brán môžu pomôcť zabrániť krátkym záberom.
Upravte hrúbku steny a geometriu dielu tak, aby sa podporila ľahšia výplň. Rovnomerná hrúbka steny a hladké prechody môžu znížiť odolnosť proti prietoku.
Nastavenia stroja a úpravy procesov
Zvýšte injekčný tlak, rýchlosť alebo čas podľa potreby, aby ste zaistili úplné naplnenie. Experimentujte s rôznymi nastaveniami, aby ste našli optimálnu rovnováhu.
Optimalizujte teplotu taveniny a plesní pre konkrétny materiál. To môže zlepšiť tok a zabrániť predčasnej tuhosti.
Upravte veľkosť záberu, vankúš a ďalšie parametre stroja tak, aby poskytli dostatok materiálu na vyplnenie formy.
Implementovať systémy monitorovania a riadenia procesov na zisťovanie a opravu krátkych záberov v reálnom čase.
Preventívne údržba a riešenie problémov TIPS
Pravidelne čistite a skontrolujte komponenty formy a stroja. To môže zabrániť hromadeniu alebo poškodeniu, ktoré môžu spôsobiť krátke strely.
Dokumentujte a analyzujte trendy procesných údajov a defektov. Tieto informácie môžu pomôcť identifikovať vzory a základné príčiny krátkych záberov.
Vykonajte analýzu hlavných príčin a implementujte nápravné opatrenia. Systematicky sa zaoberajú základnými problémami, aby sa zabránilo budúcim krátkym záberom.
| TIPS Kategória |
Kľúčové akcie |
| Výber materiálu |
- Vyberte príslušné materiály
- Použite prísady alebo výplne
- Zabezpečte správnu manipuláciu a ukladanie |
| Dizajn formy |
- Zlepšiť vetranie a vyhadzovanie
- optimalizovať brány a prietokové cesty
- upravte hrúbku steny a geometriu |
| Nastavenia stroja |
- Upravte tlak, rýchlosť a čas
- Optimalizácia teploty
- Implementujte monitorovanie a riadenie procesu |
| Preventívna údržba |
- Pravidelné čistenie a kontrola
- Dokumentujte a analyzujte údaje
- Analýza koreňových príčin. |
Osvedčené postupy na zabránenie krátkym záberom pri vstrekovaní

Aby sa minimalizovalo riziko krátkych záberov, je nevyhnutné dodržiavať osvedčené postupy počas procesu vstrekovania. Tu je niekoľko kľúčových oblastí, na ktoré sa treba zamerať.
Dizajn pre výrobu (DFM) princípy
Začlente pokyny DFM na začiatku fázy návrhu produktu. To môže pomôcť zabezpečiť, aby boli vaše časti optimalizované na vstrekovanie.
Zvážte faktory, ako je hrúbka steny, uhly konceptu a miesta brány, aby ste podporili lepší tok a znížili pravdepodobnosť krátkych záberov.
Správny výber a testovanie materiálu
Vyberte materiály, ktoré sú vhodné pre vašu aplikáciu a majú vhodné vlastnosti toku. Vykonajte dôkladné testovanie na overenie výkonu materiálu.
Spolupracujte s dodávateľom materiálu, aby ste zaistili konzistentnú kvalitu a vlastnosti naprieč dávkami. To môže pomôcť zabrániť variáciám, ktoré môžu viesť k krátkym záberom.
Overenie a optimalizácia dizajnu foriem
Na simuláciu procesu vstrekovania použite softvér na analýzu toku plesní. To môže pomôcť identifikovať potenciálne problémy s krátkym výstrelom pred výrobou plesní.
Optimalizujte dizajn foriem na základe výsledkov simulácie a expertných vstupov. Urobte potrebné úpravy brán, prieduchov a ďalších funkcií, aby ste zlepšili tok a znížili krátke zábery.
Nastavenie parametrov stroja a procesu založené na zásadách vedeckého formovania
Na určenie optimálneho nastavenia strojov a procesov aplikujte vedecké formovacie princípy. Zahŕňa to systematické experimenty a analýzu údajov.
Dokumentujte a udržiavajte robustné okno procesu, ktoré neustále vytvára dobré časti. Monitorujte a upravte nastavenia podľa potreby, aby ste zabránili krátkym záberom.
Kontrola kvality a iniciatívy neustáleho zlepšovania
Implementujte komplexný systém riadenia kvality na rýchle zisťovanie a adresu krátkych záberov. To môže zahŕňať vizuálnu kontrolu, rozmerové kontroly a ďalšie metódy testovania.
Podporujte kultúru neustáleho zlepšovania. Povzbudzujte členov tímu, aby spoločne identifikovali a riešili problémy. Pravidelne skúmajte údaje o procesných a defektoch, aby ste poháňali prebiehajúce vylepšenia.
Hodiť pri dodržiavaní týchto osvedčených postupov môžete výrazne znížiť výskyt krátkych záberov vo vašich injekčných formovacích operáciách. Pamätajte, že prevencia je kľúčová - investovanie času a úsilia vopred vám môže ušetriť pred nákladnými problémami s kvalitou po línii.
Záver
Krátke zábery v vstrekovaní môžu byť spôsobené rôznymi faktormi, od materiálových problémov po nastavenia stroja. Identifikácia a riešenie ich vyžaduje komplexný prístup. Implementáciou efektívnych riešení a osvedčených postupov môžete zlepšiť kvalitu produktu, zvýšiť produktivitu a zvýšiť nákladovú efektívnosť vo vašich injekčných formovacích operáciách.
Bojujete s krátkymi zábermi v procese vstrekovania? Odborní inžinieri tímu MFG vám môžu pomôcť. Kontaktujte nás ešte dnes a zistite, ako naše komplexné riešenia môžu zlepšiť kvalitu a produktivitu vášho produktu. Nechajte Team MFG byť vaším partnerom v úspechu vstrekovania.












