Pernahkah Anda menemukan bagian plastik yang tidak lengkap atau rusak dari Anda Proses cetakan injeksi ? Masalah ini, yang dikenal sebagai 'tembakan pendek, ' dapat secara signifikan memengaruhi kualitas produk dan efisiensi produksi. Dalam cetakan injeksi, tembakan pendek terjadi ketika plastik cair gagal mengisi seluruh rongga cetakan, menghasilkan fitur yang tidak lengkap atau hilang pada bagian akhir.
Mengatasi masalah tembakan pendek sangat penting untuk mempertahankan output berkualitas tinggi dan meminimalkan limbah dalam operasi cetakan injeksi Anda. Dalam posting ini, kami akan menyelami penyebab tembakan pendek, bagaimana mengidentifikasi mereka, dan mengeksplorasi solusi yang efektif untuk mencegah dan memecahkan masalah masalah umum ini.
Apa suntikan pendek dalam cetakan injeksi?
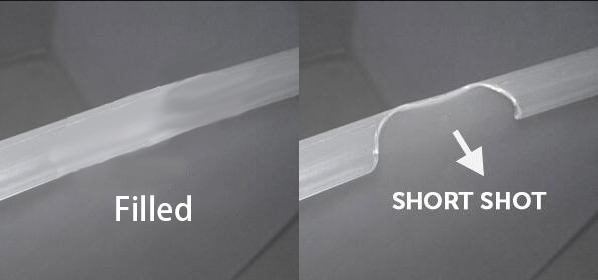
Tembakan pendek adalah cacat umum dalam cetakan injeksi. Itu terjadi ketika plastik cair tidak sepenuhnya mengisi rongga cetakan. Ini meninggalkan produk akhir dengan fitur yang hilang atau tidak lengkap.
Bidikan pendek dapat muncul dalam berbagai bentuk pada bagian yang dicetak:
Pengisian bagian atau tepi tipis yang tidak lengkap
Fitur atau detail yang hilang
Rongga atau celah yang terlihat di permukaan
Ketebalan dinding yang tidak konsisten atau dimensi bagian
Dampak bidikan pendek bisa menjadi signifikan:
Mengurangi kualitas dan fungsionalitas produk
Peningkatan laju memo dan limbah material
Efisiensi dan throughput produksi yang lebih rendah
Potensi penundaan dalam pemenuhan urutan
Biaya produksi keseluruhan yang lebih tinggi
Penyebab tembakan pendek dalam cetakan injeksi
Beberapa faktor dapat berkontribusi pada tembakan pendek dalam cetakan injeksi. Mari kita jelajahi penyebab umum yang terkait dengan bahan, desain cetakan, dan pengaturan mesin.
Penyebab terkait material
Bahan viskositas tinggi atau yang memiliki sifat aliran yang buruk mungkin tidak mengisi rongga cetakan sepenuhnya. Ini dapat menyebabkan bidikan pendek.
Ketidakkonsistenan dalam sifat material, seperti variasi dalam kadar air atau kontaminasi, juga dapat menyebabkan masalah aliran dan menghasilkan bidikan pendek.
Penyebab terkait desain cetakan
Ventilasi yang tidak memadai atau perangkap udara dalam cetakan dapat mencegah pengisian yang tepat. Jika udara tidak bisa lepas, itu membatasi aliran plastik cair.
Ukuran gerbang yang tidak tepat, lokasi, atau desain dapat menghambat aliran material. Gerbang yang terlalu kecil atau ditempatkan dengan buruk dapat menyebabkan tembakan pendek.
Dinding tipis atau geometri kompleks dalam desain produk dapat menyulitkan bahan untuk mengisi semua area cetakan.
Pengaturan Mesin dan Penyebab Terkait Proses Penyebab
Tekanan atau kecepatan injeksi rendah mungkin tidak memberikan kekuatan yang cukup untuk mengisi rongga cetakan sepenuhnya. Ini dapat menghasilkan tembakan pendek.
Suhu leleh atau cetakan yang tidak mencukupi dapat menyebabkan bahan terlalu cepat, mencegah pengisian lengkap.
Ukuran bidikan yang tidak tepat atau pengaturan bantal dapat menyebabkan bahan yang tidak cukup disuntikkan ke dalam cetakan.
Waktu siklus yang tidak konsisten atau gangguan dalam produksi dapat mengganggu aliran material dan menyebabkan tembakan pendek.
| Kategori | Contoh |
| Bahan | - Viskositas tinggi
- sifat aliran yang buruk
- sifat yang tidak konsisten |
| Desain cetakan | - Ventilasi yang tidak memadai
- Desain gerbang yang tidak tepat
- dinding tipis atau geometri kompleks |
| Pengaturan Mesin | - Tekanan/kecepatan injeksi rendah
- Suhu yang tidak mencukupi
- Ukuran/bantalan tembakan yang tidak tepat |
Dengan mengidentifikasi penyebab spesifik tembakan pendek dalam proses cetakan injeksi Anda, Anda dapat mengambil langkah -langkah yang ditargetkan untuk mengatasinya dan meningkatkan kualitas produksi Anda.
Cara mengidentifikasi bidikan pendek di bagian cetakan injeksi

Mengidentifikasi tembakan pendek sangat penting untuk mempertahankan kontrol kualitas dalam cetakan injeksi. Berikut adalah beberapa metode yang dapat Anda gunakan untuk mendeteksi bidikan pendek di bagian cetakan Anda.
Metode inspeksi visual
Fitur pengisian atau yang hilang yang tidak lengkap adalah tanda -tanda tembakan pendek. Periksa bagian Anda secara visual untuk area apa pun yang tampaknya belum selesai atau kurang detail.
Cacat atau penyimpangan permukaan, seperti tanda atau rongga wastafel, juga dapat menunjukkan bidikan pendek. Perhatikan lebih dekat pada permukaan bagian untuk ketidakkonsistenan.
Teknik analisis dimensi
Mengukur dimensi bagian terhadap spesifikasi dapat mengungkapkan bidikan pendek. Gunakan kaliper atau alat pengukur lainnya untuk memeriksa apakah bagian tersebut memenuhi dimensi yang diperlukan.
Variasi dalam ketebalan atau penyusutan dinding juga dapat menandakan tembakan pendek. Bandingkan ketebalan bagian bagian yang berbeda untuk mengidentifikasi perbedaan apa pun.
Alat dan metode diagnostik lainnya
Perangkat lunak atau sensor pemantauan proses dapat membantu mendeteksi bidikan pendek secara real-time. Alat -alat ini memantau tekanan injeksi, kecepatan, dan parameter lainnya untuk mengidentifikasi masalah potensial.
Analisis atau simulasi aliran jamur dapat memprediksi kemungkinan bidikan pendek sebelum produksi dimulai. Tes virtual ini dapat membantu mengoptimalkan desain cetakan dan pengaturan proses.
Singkatnya, Anda dapat mengidentifikasi tembakan pendek melalui:
Inspeksi Visual
Analisis dimensi
Pemantauan proses
Analisis aliran jamur
Lempar menggunakan kombinasi metode ini, Anda dapat dengan cepat mendeteksi dan mengatasi masalah tembakan pendek dalam proses cetakan injeksi Anda.
Solusi untuk mencegah dan memecahkan pemecahan pemecahan tembakan pendek
Mencegah dan memecahkan pemecahan pemecahan tembakan pendek membutuhkan pendekatan multi-faceted. Mari kita jelajahi solusi yang terkait dengan pemilihan material, desain cetakan, pengaturan mesin, dan pemeliharaan preventif.
Seleksi dan optimasi material
Pilih bahan dengan sifat aliran dan viskositas yang sesuai untuk aplikasi Anda. Ini dapat membantu memastikan pengisian rongga cetakan yang tepat.
Aditif atau pengisi dapat meningkatkan aliran material dan mengurangi risiko tembakan pendek. Pertimbangkan untuk memasukkannya ke dalam formulasi materi Anda.
Penanganan, pengeringan, dan penyimpanan bahan yang tepat sangat penting. Kelembaban atau kontaminasi dapat mempengaruhi sifat aliran dan menyebabkan bidikan pendek.
Peningkatan Desain Cetakan
Tambahkan atau modifikasi ventilasi dan pin ejector untuk memfasilitasi evakuasi udara yang lebih baik. Ini memungkinkan plastik cair untuk mengisi rongga dengan lebih mudah.
Mengoptimalkan ukuran gerbang, lokasi, dan jenis untuk aliran yang ditingkatkan. Gerbang yang lebih besar atau beberapa gerbang dapat membantu mencegah bidikan pendek.
Sesuaikan ketebalan dinding dan sebagian geometri untuk mempromosikan pengisian yang lebih mudah. Ketebalan dinding yang seragam dan transisi halus dapat mengurangi ketahanan aliran.
Pengaturan mesin dan penyesuaian proses
Tingkatkan tekanan injeksi, kecepatan, atau waktu sesuai kebutuhan untuk memastikan pengisian lengkap. Bereksperimenlah dengan pengaturan yang berbeda untuk menemukan keseimbangan optimal.
Mengoptimalkan suhu leleh dan cetakan untuk bahan tertentu. Ini dapat meningkatkan aliran dan mencegah solidifikasi prematur.
Sesuaikan ukuran bidikan, bantal, dan parameter mesin lainnya untuk menyediakan bahan yang cukup untuk mengisi cetakan.
Menerapkan pemantauan proses dan sistem kontrol untuk mendeteksi dan memperbaiki bidikan pendek secara real-time.
Pemeliharaan preventif dan pemecahan masalah Tips
Bersihkan secara teratur dan periksa komponen cetakan dan mesin. Ini dapat mencegah penumpukan atau kerusakan yang dapat menyebabkan tembakan pendek.
Mendokumentasikan dan menganalisis data proses dan tren cacat. Informasi ini dapat membantu mengidentifikasi pola dan akar penyebab bidikan pendek.
Melakukan analisis akar penyebab dan menerapkan tindakan korektif. Secara sistematis mengatasi masalah yang mendasari untuk mencegah bidikan pendek di masa depan.
| Solusi Kategori | Tindakan Utama |
| Pemilihan materi | - Pilih bahan yang sesuai
- Gunakan aditif atau pengisi
- pastikan penanganan dan penyimpanan yang tepat |
| Desain cetakan | - Tingkatkan ventilasi dan ejeksi
- optimalkan gerbang dan jalur aliran
- sesuaikan ketebalan dan geometri dinding |
| Pengaturan Mesin | - Sesuaikan tekanan, kecepatan, dan waktu
- optimalkan suhu
- implementasikan pemantauan dan kontrol proses |
| Pemeliharaan preventif | - Pembersihan dan Inspeksi Reguler
- Dokumentasikan dan analisis data
- lakukan analisis akar penyebab akar |
Praktik terbaik untuk menghindari tembakan pendek dalam cetakan injeksi

Untuk meminimalkan risiko tembakan pendek, penting untuk mengikuti praktik terbaik selama proses pencetakan injeksi. Berikut adalah beberapa bidang utama yang harus difokuskan.
Prinsip Desain untuk Produksi Manufakturabilitas (DFM)
Menggabungkan pedoman DFM di awal tahap desain produk. Ini dapat membantu memastikan bahwa bagian Anda dioptimalkan untuk cetakan injeksi.
Pertimbangkan faktor -faktor seperti ketebalan dinding, sudut draft, dan lokasi gerbang untuk mempromosikan aliran yang lebih baik dan mengurangi kemungkinan tembakan pendek.
Seleksi dan pengujian material yang tepat
Pilih bahan yang cocok untuk aplikasi Anda dan memiliki sifat aliran yang sesuai. Lakukan pengujian menyeluruh untuk memvalidasi kinerja material.
Bekerja dengan pemasok material Anda untuk memastikan kualitas dan properti yang konsisten di seluruh batch. Ini dapat membantu mencegah variasi yang dapat menyebabkan bidikan pendek.
Validasi dan optimasi desain cetakan
Gunakan perangkat lunak analisis aliran cetakan untuk mensimulasikan proses pencetakan injeksi. Ini dapat membantu mengidentifikasi potensi masalah tembakan pendek sebelum pembuatan cetakan.
Optimalkan desain cetakan berdasarkan hasil simulasi dan input ahli. Lakukan penyesuaian yang diperlukan untuk gerbang, ventilasi, dan fitur lainnya untuk meningkatkan aliran dan mengurangi bidikan pendek.
Pengaturan parameter mesin dan proses berdasarkan prinsip cetakan ilmiah
Terapkan prinsip cetakan ilmiah untuk menentukan pengaturan mesin dan proses yang optimal. Ini melibatkan eksperimen sistematis dan analisis data.
Dokumentasikan dan pertahankan jendela proses yang kuat yang secara konsisten menghasilkan bagian yang baik. Pantau dan sesuaikan pengaturan sesuai kebutuhan untuk mencegah bidikan pendek.
Kontrol Kualitas dan Inisiatif Peningkatan Berkelanjutan
Menerapkan sistem kontrol kualitas yang komprehensif untuk mendeteksi dan mengatasi bidikan pendek segera. Ini mungkin termasuk inspeksi visual, pemeriksaan dimensi, dan metode pengujian lainnya.
Menumbuhkan budaya perbaikan berkelanjutan. Dorong anggota tim untuk mengidentifikasi dan menyelesaikan masalah secara kolaboratif. Tinjau data proses secara teratur dan tren cacat untuk mendorong peningkatan yang berkelanjutan.
Melempar ke praktik terbaik ini, Anda dapat secara signifikan mengurangi terjadinya tembakan pendek dalam operasi cetakan injeksi Anda. Ingat, pencegahan adalah kunci - investasi waktu dan upaya di muka dapat menghemat Anda dari masalah kualitas yang mahal di telepon.
Kesimpulan
Tembakan pendek dalam cetakan injeksi dapat disebabkan oleh berbagai faktor, dari masalah material hingga pengaturan mesin. Mengidentifikasi dan mengatasinya membutuhkan pendekatan yang komprehensif. Dengan menerapkan solusi dan praktik terbaik yang efektif, Anda dapat meningkatkan kualitas produk, meningkatkan produktivitas, dan meningkatkan efisiensi biaya dalam operasi cetakan injeksi Anda.
Apakah Anda berjuang dengan tembakan pendek dalam proses cetakan injeksi Anda? Insinyur ahli Team MFG dapat membantu. Hubungi kami hari ini untuk mempelajari bagaimana solusi komprehensif kami dapat meningkatkan kualitas dan produktivitas produk Anda. Biarkan Tim MFG menjadi pasangan Anda dalam kesuksesan cetakan injeksi.












