गर्म धावक प्लेट् क्रान्तिं करोति। इंजेक्शन मोल्डिंग । गुहाओं को कुशलतापूर्वक ढालने के लिए द्रवीदार प्लास्टिक वितरित करके परन्तु ते सम्यक् किम् ? अस्मिन् पोस्ट् मध्ये, भवन्तः ज्ञास्यन्ति यत् धावक-प्लेटाः कथं कार्यक्षमतां वर्धयन्ति अपशिष्टं च न्यूनीकरोति। वयं सफल-इञ्जेक्शन-मोल्डिंग्-कृते महत्त्वपूर्णानि डिजाइन-तत्त्वानि अपि आच्छादयिष्यामः |
उष्ण धावक प्रणाली को समझना .
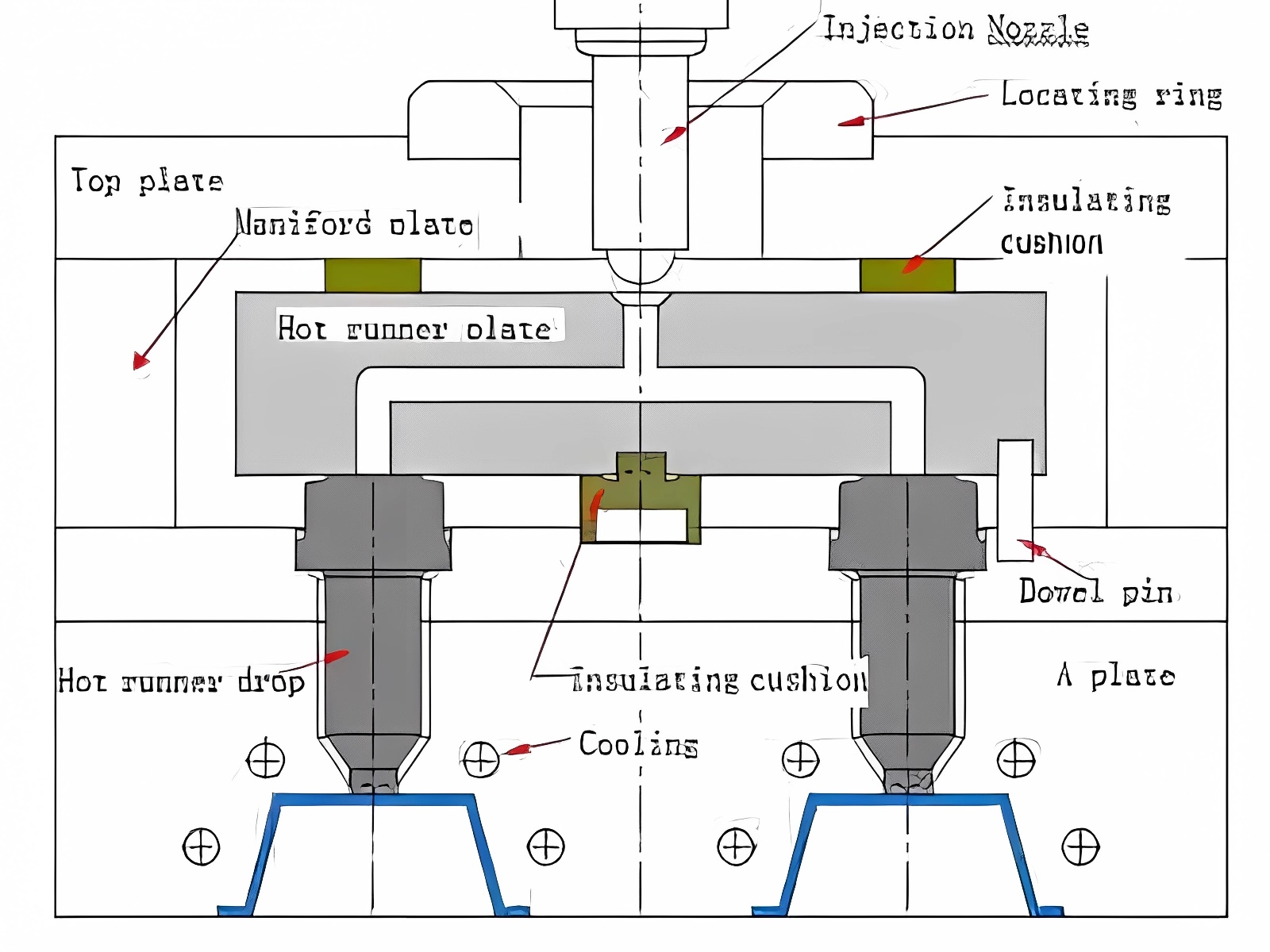
आधुनिक-इञ्जेक्शन्-मोल्डिंग्-मध्ये उष्ण-धावक-प्रणाली एकः महत्त्वपूर्णः घटकः अस्ति । अस्मिन् अनेके प्रमुखतत्त्वानि सन्ति ये एकत्र कार्यं कुर्वन्ति यत् सा ढालगुहासु पिघलितप्लास्टिकं कुशलतया वितरितुं कार्यं करोति ।
एकस्य उष्णस्य धावकप्रणाल्याः मुख्यघटकाः सन्ति : १.
मनिफोल्ड्: एतत् यन्त्रस्य नोजलतः व्यक्तिगत नोजलं प्रति द्रवितं प्लास्टिकं वितरति। बहुविधं चैनलानि सन्ति ये सुसंगतं तापमानं निर्वाहयन्ति ।
नोजलः - ते ढालगुहानां द्वारस्थानेषु स्थिताः भवन्ति। नोजलाः प्लास्टिकस्य प्रवाहं गुहासु नियन्त्रयन्ति ।
हीटरः - विद्युत् हीटर् अथवा उष्णतैलसञ्चारप्रणाल्याः उपयोगेन बहुविधं नोजलं च इष्टं तापमानं निर्वाहयितुं शक्यते ।
तापमान संवेदक: थर्मोकूपल या अन्य संवेदकों के निरीक्षण एवं नियंत्रित होते हैं और सम्पूर्ण गर्म धावक प्रणाली में तापमान के निगरानी एवं नियंत्रित करता है।
उष्णः धावक-प्रणाली कथं कार्यं करोति ? इञ्जेक्शन्-मोल्डिंग्-यन्त्रं प्लास्टिक-गुटिकाम् एकस्मिन् तापित-बैरल्-मध्ये पोषयति, यत्र ते द्रवन्ति । ततः द्रवितं प्लास्टिकं ततः उष्णधावक-मनिफोल्ड्-मध्ये प्रविष्टं भवति ।
मनिफोल्ड् प्लास्टिकं नोजलं प्रति समं वितरति। प्रत्येकं नोजलं प्लास्टिकस्य पिष्टावस्थां निर्वाहयितुम् तापितं भवति। यदा इन्जेक्शन-प्रक्रिया आरभ्यते तदा नोजल-द्वाराणि उद्घाट्यन्ते, येन प्लास्टिकं ढाल-गुहासु प्रवाहितुं शक्यते ।
गुहाः पूरितस्य अनन्तरं प्लास्टिकस्य शीतलं भवति, ठोसः च भवति । सांचः उद्घाट्यते, भागाः च निष्कासिताः भवन्ति। उष्ण-धावक-प्रणाली तापिता एव तिष्ठति, अग्रिम-इञ्जेक्शन-चक्रस्य कृते सज्जा अस्ति ।
गर्म धावक प्रणालियाँ पारंपरिक ठंड धावक प्रणालियों पर कई लाभ प्रदान करता है: ठंडा
| धावक प्रणाली के गर्म | धावक प्रणालियों के लाभों का लाभ |
| सामग्री अपशिष्ट 1 . | धावकानां कारणेन उच्चतरः सामग्री अपशिष्टः . |
| द्रुततर चक्र समय 1 . | मन्दतर चक्र समय 1 . |
| भाग गुणवत्ता सुदृढ 1 . | न्यूनभागस्य गुणवत्तायाः सम्भावना . |
| डिजाइन लचीलापन वृद्धि 1 . | सीमित डिजाइन विकल्प 1 . |
| उत्पादन लागत 1 . | उच्चतर उत्पादन लागत 1 . |
हॉट रनर् प्रणाल्याः अनुप्रयोगानाम् एकस्य विस्तृतपरिधिस्य कृते उपयुक्ताः सन्ति, यत्र सन्ति:
एक गर्म धावक प्लेट का डिजाइन करना।
उष्णधावकप्लेटस्य डिजाइनं प्रारभते सति, इष्टतमप्रदर्शनं भागगुणवत्तां च सुनिश्चितं कर्तुं अनेकाः महत्त्वपूर्णाः कारकाः अवश्यं विचारणीयाः उष्णधावकप्लेटस्य परिकल्पनस्य प्रमुखपक्षेषु गोतां कुर्मः।
प्रारम्भिक विचार 1 .
भवन्तः डिजाइनं आरभ्यतुं पूर्वं भागविनिर्देशानां, ढाल-आवश्यकतानां च स्पष्टा अवगतिः भवति इति अत्यावश्यकम् । निम्नलिखित कारकों का विश्लेषण करने के लिए समय ले जाते हैं:
भाग ज्यामिति: भाग के जटिलता, आकार, और आकार का आकलन करें।
सामग्री : प्लास्टिक के प्रकार का प्रयोग किया जाता है और उसके गुणों का विचार करें।
गेट स्थान: उचित भरने एवं सौन्दर्यशास्त्र के लिए इष्टतम गेट स्थिति निर्धारित करें।
गुहानां संख्या : ढालस्य कियन्तः गुहाः भविष्यन्ति इति मूल्याङ्कनं कुर्वन्तु ।
इंजेक्शन पैरामीटर्: इष्ट इंजेक्शन दबाव, गति, तापमान को परिभाषित करें।
एतेषां पक्षानां सम्यक् मूल्याङ्कनं कृत्वा, भवन्तः स्वस्य उष्णस्य धावकप्लेटस्य डिजाइनस्य कृते ठोसमूलं स्थापयिष्यन्ति।
दक्षिण गर्म धावक प्रणाली का चयन करें
सफल-इञ्जेक्शन-मोल्डिंग्-कृते समुचित-गर्म-रनर्-प्रणाल्याः चयनं महत्त्वपूर्णम् अस्ति । उष्णधावकप्रणालीनां मुख्यतया त्रयः प्रकाराः सन्ति-
वाल्वद्वारव्यवस्थाः : ते प्लास्टिकस्य प्रवाहस्य उपरि गुहासु सटीकं नियन्त्रणं प्रददति ।
तापद्वारव्यवस्थाः : एतानि प्रणाल्यानि प्लास्टिकप्रवाहस्य नियमनार्थं तापनियन्त्रणस्य उपरि अवलम्बन्ते ।
हॉट टिप् सिस्टम् : ते न्यूनघटकैः सह सरलीकृतं दृष्टिकोणं प्रदान्ति।
प्रत्येकस्य प्रणालीप्रकारस्य लाभाः, हानिः च विचारयन्तु:
| प्रणाली प्रकारः | प्रोस | विधानं |
| वाल्व गेट 1 . | - सटीक प्रवाह नियंत्रण
- कम तारकर एवं लारिंग
- बड़े भागों के लिए उपयुक्त | - अधिक लागत
- अधिक जटिल रखरखाव |
| तापद्वारम् २. | - लागत-प्रभावी
- सरलतर डिजाइन
- सुलभ रखरखाव | - कम सटीक प्रवाह नियंत्रण
- गेट फ्रीज-ऑफ के लिए विभव |
| गर्म टिप् . | - सरलता
- कम लागत
- संकुचित डिजाइन | - सीमित प्रवाह नियंत्रण
- बड़े भागों के लिए उपयुक्त नहीं |
भवतः भागस्य आवश्यकताभिः, बजटस्य, उत्पादनस्य च आवश्यकताभिः सह यत् उत्तमं संरेखयति तत् प्रणालीं चिनोतु।
बिन्दुसङ्ख्यायाः निर्धारणम् २.
नोजलस्य, अथवा बून्दस्य अपेक्षितसङ्ख्यायाः गणनां कृत्वा, उष्णधावकप्लेटविन्यासे एकं महत्त्वपूर्णं सोपानम् अस्ति । अत्र बून्दस्य इष्टतमसंख्या कथं निर्धारयितुं शक्यते:
साचे गुहानां संख्यां विचारयन्तु। सामान्यतया, प्रत्येकं गुहाया: स्वस्य स्वस्य बिन्दुस्य आवश्यकता भवति ।
भाग आकार एवं शॉट वजन का मूल्यांकन करें। बृहत्तरेषु भागेषु पूरणाय अपि बहुविधबिन्दुनां आवश्यकता भवेत् ।
प्रवाह पथ लंबाई का आकलन करें। दीर्घप्रवाहमार्गाः अतिरिक्त-प्रवाहस्य निर्वाहार्थं अतिरिक्त-बिन्दुभ्यः लाभं प्राप्नुवन्ति ।
सामग्री चिपचिपाहट को ध्यान दें। उच्चतरचिपचिपाहटसामग्रीणां समुचितपूरणार्थं अधिकानि बून्दानि आवश्यकानि भवितुम् अर्हन्ति ।
बिन्दुसङ्ख्यां स्थानं च प्रभावितं कुर्वन्तः अन्ये कारकाः अत्र सन्ति ।
एतेषां कारकानाम् सावधानीपूर्वकं विचार्य, भवान् स्वस्य उष्ण-उपचालक-प्लेट-डिजाइनस्य कृते बून्दस्य इष्टतम-सङ्ख्यां स्थितिं च निर्धारयितुं शक्नोति ।
अग्रिमे खण्डे वयं हॉट-रनर्-प्लेट-डिजाइनस्य कृते नोजल-आकारस्य विन्यासस्य च जटिलतायाः अन्वेषणं कुर्मः ।
विस्तृत डिजाइन प्रक्रिया 1 .
प्रारम्भिकविचारैः तथा उष्णधावकप्रणाल्याः चयनं कृत्वा, हॉट रनर प्लेट डिजाइनस्य निट्टी-ग्रीटी मध्ये गोतां कर्तुं समयः अस्ति । अस्मिन् खण्डे वयं तान् महत्त्वपूर्णान् पक्षान् अन्वेषयामः ये इष्टतमं कार्यप्रदर्शनं भागगुणवत्तां च सुनिश्चितं कुर्मः।
नोजल आकार एवं विन्यास .
सफल-इञ्जेक्शन-ढालनस्य कृते दक्षिण-नोजलस्य चयनं महत्त्वपूर्णम् अस्ति । नोजलस्य चयनं कुर्वन् निम्नलिखितकारकाणां विषये विचारं कुर्वन्तु:
भौतिक गुण : चिपचिपाहट, ताप चालकता, एवं प्रवाह विशेषताएँ
भाग डिजाइन: आकार, भित्ति मोटाई, एवं जटिलता
इंजेक्शन पैरामीटर: दबाव, गति, तथा तापमान
नोजल व्यास चिकनी प्रवाह के लिए गलन चैनल आकार के साथ मिलता है। नोजल-अग्रभागः लीकेजं, ज्वलनं च न भवेत् इति ढालस्य गुहाद्वारेण सह सम्यक् संरेखितव्यम् ।
मनिफोल्ड लेआउट डिजाइन 1 .
तापमानवितरणं तथा सन्तुलितं सामग्रीप्रवाहं सुनिश्चितं कर्तुं बहुविधविन्यासस्य महती भूमिका अस्ति । एतानि रणनीत्यानि मनसि धारयन्तु:
सुसंगत प्रवाह दर बनाए रखने के लिए प्रवाह पथ भिन्नताओं को न्यूनतम करें।
बहु-गामिनी-सांचानां कृते समान-धावक-दीर्घतायाः सह सन्तुलित-विन्यासस्य उपयोगं कुर्वन्तु
तीक्ष्ण मोड़ तथा चैनल क्रॉस-सेक्शन में आकस्मिक परिवर्तनों को बचें
प्रवाह अनुकरणं समावेशयन्तु बहुफोल्ड् डिजाइनं अनुकूलितुं
तापन तत्वों का समावेश 1 .
सम्पूर्णे उष्ण-धावक-प्रणाल्यां इष्ट-सामग्री-तापमानं निर्वाहयितुम् उचितं तापनं अत्यावश्यकम् अस्ति । तापनतत्त्वानां सामान्यप्रकाराः सन्ति- १.
विद्युत हीटर: कारतूस या सिरेमिक हीटर मनिफोल्ड और नोजल में एम्बेडेड किया गया
उष्णतैलसञ्चारः : तापमानं निर्वाहयितुम् तापिततैलस्य कृते चैनलानि
तापवितरणमपि सुनिश्चितं कर्तुं तापनतत्त्वानि रणनीतिकरूपेण स्थापयन्तु तथा च शीतस्थानानि न्यूनीकर्तुं शक्नुवन्ति।
शीतलन प्रणाली डिजाइन 1 .
भाग गुणवत्ता एवं चक्र समय अनुकूलन के लिए कुशल शीतलन महत्वपूर्ण है। शीतलन चैनलों का डिजाइन करते समय, विचार करें:
प्रभावी तापनिष्कासनार्थं ढालगुहायाः समीपे चैनलानि स्थापयित्वा
Warpage तथा Residual तनाव को रोकने के लिए एकरूप शीतलन सुनिश्चित करें
मनिफोल्ड, नोजल, इत्यादिघटकयोः हस्तक्षेपं परिहरन् ।
जटिल ज्यामितिओं के लिए अनुरूप शीतलन चैनल का उपयोग
सामग्री चयन 1 .
इञ्जेक्शन ढालनस्य आग्रही परिस्थितिः सहितुं शक्नुवन्ति सामग्रीं चिनुत। प्रमुख मापदण्डों शामिल हैं:
कुशलतापस्थापनार्थं उच्चतापवाहकता
कठोर प्लास्टिक एवं रसायन के साथ जंग प्रतिरोध
उच्च दबाव एवं पहनने के लिए यांत्रिक सामर्थ्य
उष्ण-उपचालक-प्लेटयोः सामान्य-सामग्रीषु टूल् इस्पातः (H13, P20) तथा ताम्र-मिश्रधातुः (बेरिलियम-ताम्र) च सन्ति ।
गेट डिजाइन एवं ज्यामिति 1 .
द्वारस्य डिजाइनः भागगुणवत्तां रूपं च महत्त्वपूर्णतया प्रभावितं करोति । द्वार को अनुकूलित करें:
भाग आवश्यकताओं के आधार पर उचित गेट प्रकार (Pin, Edge, Hot Tip) का चयन करना
पूरित गति एवं दबाव बूंद के संतुलन करने के गेट का आकार निर्धारण
गेट रेमेंट को न्यूनतम करने के लिए स्थिति देने वाले गेटों
गेट स्थानं तथा आकारं च प्रमाणीकर्तुं सिमुलेशनस्य उपयोगः
ताप प्रबन्धन 1 .
सम्पूर्णे उष्णधावकप्रणाल्यां सुसंगततापमानं निर्वाहयितुं प्रक्रियास्थिरतायै महत्त्वपूर्णम् अस्ति । एतानि तकनीकानि कार्यान्वितुं : १.
सटीक निगरानी एवं नियंत्रण के लिए तापीय couples या तापमान संवेदक का उपयोग करें
सटीक समायोजन के लिए एक बंद-पाश तापमान नियंत्रण प्रणाली को नियोजित करें
नियमित रूप से तापीय प्रबंधन प्रणाली का मापन एवं रखरखाव करें
गर्म धावक प्लेट डिजाइन में सहयोग एवं सत्यापन
उच्च-प्रदर्शन-गर्म-धावक-प्लेटस्य डिजाइनं एकल-प्रयत्नः न भवति । अस्य कृते विविधविशेषज्ञैः सह निकटसहकार्यस्य आवश्यकता वर्तते येन सर्वोत्तमः सम्भवः परिणामः सुनिश्चितः भवति । अस्मिन् खण्डे वयं डिजाइनप्रक्रियायां सामूहिककार्यस्य प्रमाणीकरणस्य च महत्त्वं अन्वेषयामः ।
ढाल डिजाइनर, गर्म धावक आपूर्तिकर्ताओं, और अनुभवी उपकरण निर्माताओं के साथ काम कर रहे हैं
सफलं उष्णं धावकप्लेटडिजाइनं निर्मातुं, भवता सह निकटतया कार्यं करणीयम्:
मोल्ड डिजाइनरः - ते समग्ररूपेण ढालविन्यासस्य आवश्यकतायाः च बहुमूल्यं अन्वेषणं प्रददति।
हॉट रनर आपूर्तिकर्ता: एते विशेषज्ञाः उष्णधावकप्रणालीषु घटकेषु च विशेषज्ञतां प्रददति।
अनुभवी साधन निर्माता: ते विनिर्माणस्य सभायाः च व्यावहारिकज्ञानं योगदानं ददति।
एतैः विशेषज्ञैः सह सहकार्यं कृत्वा भवन्तः शक्नुवन्ति यत् -
सम्भावित डिजाइन मुद्दों का पता चुनें प्रारम्भ के प्रारम्भ में
Manufacturability तथा assembly के लिए डिजाइन को अनुकूलित करें
सूचितनिर्णयान् कर्तुं तेषां अनुभवस्य लाभं लभते
उष्ण धावक प्लेट एवं अन्य ढाल घटकों के बीच संगतता सुनिश्चित करें।
सम्पूर्णे डिजाइन प्रक्रियायां मुक्तसञ्चारं निर्वाहयन्तु। विचारान् साझां कुर्वन्तु, आव्हानानां चर्चां कुर्वन्तु, प्रतिक्रियायाः ग्राहकाः च भवन्तु।
सिमुलेशन एवं ढाल प्रवाह विश्लेषण का उपयोग कर रहे।
सिमुलेशन एवं मोल्ड प्रवाह विश्लेषण अपने गर्म धावक प्लेट डिजाइन के मूल्यांकन एवं अनुकूलित करने के लिए शक्तिशाली उपकरण हैं। ते भवन्तं अनुमन्यन्ते यत्:
प्लास्टिकस्य द्रवणस्य पूरकव्यवहारस्य पूर्वानुमानं कुर्वन्तु ।
सम्भावित प्रवाह असंतुलन या वायु जाल का पता चुना दें
गेट स्थान एवं आकारों का अनुकूलित करें
उष्ण धावक प्रणाली के तापीय प्रदर्शन का आकलन करें
ढालित भागों में Warpage एवं अवशिष्ट तनाव को कम करें
एतानि साधनानि उपयुज्य, भवान् आँकडा-प्रेरित-निर्णयान् कर्तुं शक्नोति तथा च निर्माणात् पूर्वं स्वस्य डिजाइनं परिष्कृत्य कर्तुं शक्नोति । एतेन समयस्य रक्षणं भवति, व्ययस्य न्यूनीकरणं भवति, उष्णधावकप्लेटस्य समग्रगुणवत्तां च सुधरति ।
अनुभव एवं विशेषज्ञता का महत्व
यद्यपि सहकार्यं अनुकरणं च अत्यावश्यकं भवति, तथापि उष्णधावकप्लेटडिजाइनस्य अनुभवस्य मूल्यस्य विशेषज्ञतायाः च मूल्यं किमपि न प्रतिस्थापयति । मसालदार डिजाइनर एवं अभियंताएं लाता है:
इंजेक्शन ढालन सिद्धान्तों एवं उत्तम अभ्यासों का गहन ज्ञान
द्रव्यस्य विस्तृतपरिधिना सह तेषां व्यवहारस्य च परिचितता
उष्ण धावक प्रणालियों के जटिलताओं का समझ
वर्षाणां हस्तान्तर-अनुभवस्य माध्यमेन समस्या-निराकरण-कौशलम्
सम्भावित समस्यानां पूर्वानुमानं, निवारणं च कर्तुं क्षमता
गर्म धावकप्लेट डिजाइन पर काम करते समय अनुभवी व्यावसायिकों के मार्गदर्शन एवं मार्गदर्शन को खोजें। तेषां अन्वेषणं भवन्तं जटिलचुनौत्यं नेविगेट् कर्तुं, सूचितनिर्णयं च कर्तुं साहाय्यं कर्तुं शक्नोति।
उष्ण धावक प्लेट के लिए निर्माण विचार
उच्च-प्रदर्शन-गर्म-धावक-प्लेटस्य डिजाइनं केवलं आरम्भः एव । इष्टतमकार्यक्षमतां दीर्घायुतां च सुनिश्चित्य भवन्तः निर्माणपक्षेषु अपि विचारणीयाः । अस्मिन् खण्डे वयं उष्णधावकप्लेटानां कृते प्रमुखविनिर्माणविचारेषु गहनतां कुर्मः।
सटीक मशीनिंग एवं तंग सहिष्णुता
उष्णधावकप्लेटेषु यन्त्रीकरणे अपवादात्मकसटीकता आवश्यकी भवति । ते समुचितं युक्तं कार्यं च सुनिश्चित्य कठिनसहिष्णुतां आग्रहयन्ति। किमर्थम् एतत् किमर्थम् एतावत् समीक्षात्मकम् अस्ति ? अत्र किमर्थं : १.
स्निग्धसामग्रीप्रवाहस्य कृते द्रवचैनलस्य घटकस्य च सटीकसंरेखणं अत्यावश्यकम् अस्ति ।
तंग सहिष्णुता लीकेज को रोकते हैं और सुसंगत भाग गुणवत्ता सुनिश्चित करें
सटीकं मशीनिङ्गं उष्णं धावकतन्त्रस्य अखण्डतां निर्वाहयति ।
आवश्यकं सटीकता प्राप्तुं, उन्नत-यन्त्र-प्रविधिनाम् उपयुज्यताम् यथा:
गर्म धावक घटकों में विशेषज्ञ होते हुए अनुभवी मशीनिंग विक्रेताओं के साथ भागीदार। तेषां कठोर-आवश्यकतानां पूर्तये विशेषज्ञता, उपकरणानि च सन्ति ।
गलन चैनल एवं घटकों के संरेखण बनाए रखते हुए
उष्ण-धावक-प्लेट्-प्रदर्शनार्थं द्रव-चैनलानां घटकानां च समुचित-संरेखणम् महत्त्वपूर्णम् अस्ति । कोऽपि विसंगतिः भवितुं शक्नोति : १.
प्रवाह असंतुलन एवं असङ्गत भरने
लीकेज एवं सामग्री अवनति 1 .
घटकानां अकालपरिधानं विफलता च .
विनिर्माणस्य समये संरेखणं स्थापयितुं एतानि तकनीकानि विचार्यताम् :
सटीकता नीरस एवं रीमिंग गलन चैनलों
सटीक विधानसभायाः कृते मार्गदर्शक-पिन-डौल्-योः उपयोगः
सीएमएम (समन्वय मापन मशीन) का उपयोग करके अन्तर्गत निरीक्षण एवं मापन
विनिर्माणस्य विभिन्नेषु चरणेषु संरेखणस्य सत्यापनार्थं सुदृढगुणवत्तानियन्त्रणमापकानि कार्यान्वन्तु।
सतह उपचार एवं लेप 1 .
इंजेक्शन ढालने के दौरान गर्म धावक प्लेटों को कठोर परिस्थितियों के अधीन किया जाता है। तेषु उच्चतापमानं, दबावः, घृणितप्लास्टिकं च भवति । धारणप्रतिरोधं कार्यप्रदर्शनं च वर्धयितुं पृष्ठीय-उपचारं वा लेपनं वा प्रयोक्तुं विचारयन्तु ।
केचन सामान्यपृष्ठीयचिकित्साः लेपनानि च अत्र सन्ति:
नाइट्रिडिंग्: इदं कठिनं, धारण-प्रतिरोधी सतहस्तरं निर्माति
PVD (शारीरिक वाष्प अवक्षेपण) लेप: इन पतली फिल्म कठोरता एवं जंग प्रतिरोध में सुधर करता है
PTFE (Polytetrafluoroethylene) लेपनम् : ते गैर-स्टिक गुणाः प्रदास्यन्ति तथा च घर्षणं न्यूनीकरोति
| उपचारः/कोटिंग् | लाभः |
| नाइट्रिङ्ग 1 . | - सतह कठोरता वर्धित
- धारण प्रतिरोध
- वर्धिता श्रान्तता शक्ति |
| पीवीडी लेप 1 . | - उच्च कठोरता
- उत्कृष्ट जंग प्रतिरोध
- कम घर्षण गुणांक |
| PTFE लेप 1 . | - गैर-स्टिक गुण
- सामग्री आसंजन कम किया गया
- सुदायी रिलीज विशेषताएं |
स्वस्य अनुप्रयोगस्य विशिष्टापेक्षाणां आधारेण समुचितं पृष्ठीयचिकित्सां वा लेपनं वा चिनुत। प्लास्टिकस्य प्रकारः ढालितः, संचालनतापमानं, अपेक्षितं उत्पादनस्य आयतनं च इत्यादीनां कारकानाम् विचारं कुर्वन्तु ।
गर्म धावक प्रणालियों का रखरखाव एवं समस्या निवारण
उच्चगुणवत्तायुक्तस्य उष्णस्य धावकस्य प्लेट् इत्यस्य डिजाइनं निर्माणं च अत्यावश्यकम् अस्ति, परन्तु इदं केवलं आरम्भः एव अस्ति । सुसंगतं कार्यप्रदर्शनं दीर्घायुतां च सुनिश्चित्य नियमितरूपेण परिपालनं समस्यानिवारणं च महत्त्वपूर्णम् अस्ति । अस्मिन् खण्डे वयं उष्णधावकप्रणालीनां निर्वाहस्य, समस्यानिवारणस्य च प्रमुखपक्षस्य अन्वेषणं कुर्मः ।
नियमित रखरखाव अभ्यास 1 .
उचितं रखरखावं भवतः उष्णं धावकप्रणालीं शीर्षरूपेण स्थापयितुं कुञ्जी अस्ति। इदं अवकाशसमयं निवारयितुं, भागगुणवत्तायां सुधारं करोति, भवतः सांचस्य जीवनं विस्तारयति च । अत्र केचन आवश्यकाः अनुरक्षणप्रथाः सन्ति-
सामग्रीनिर्माणं निवारयितुं नोजल-युक्तीः, द्वारक्षेत्राणि च नियमितरूपेण स्वच्छं कुर्वन्तु ।
आवश्यकतानुसारं तापकतत्त्वानि तापकौपलानि च परीक्ष्य प्रतिस्थापयन्तु।
जीर्ण या क्षतिग्रस्त घटकों का निरीक्षण एवं प्रतिस्थापित करें, जैसे नोजल टिप्स एवं इन्सुलेटर
स्नेहक चलभाग, जैसे वाल्व पिन, चिकनी संचालन सुनिश्चित करने के लिए
कस्यापि लीकेज-समस्यायाः पहिचानाय, निश्चयार्थं च नियमित-लीक-परीक्षणं कुर्वन्तु
स्वस्य उत्पादनस्य मात्रायाः आधारेण भवतः उष्ण-धावक-प्रणाल्याः जटिलतायाः च आधारेण अनुरक्षण-कार्यक्रमं स्थापयन्तु । भविष्यस्य सन्दर्भार्थं अनुरक्षणक्रियाकलापस्य विस्तृतानि अभिलेखानि स्थापयन्तु।
सामान्य मुद्दों एवं समस्या निवारण तकनीक
नियमितरूपेण परिपालनस्य अभावेऽपि उष्णधावकव्यवस्थासु अद्यापि मुद्दा उत्पद्येत । अत्र केचन सामान्यसमस्याः, समस्यानिवारणप्रविधिः च सन्ति-
लीकेज : २.
जीर्ण या क्षतिग्रस्त नोजल युक्तियों को जांच करें तथा आवश्यक होने पर उनके प्रतिस्थापित करें
नोजल तथा बहुविधतापमानं सम्यक् सेट् कृताः इति सत्यापयन्तु
क्षति या विच्छेदन के लिए विभाजक रेखा एवं संभोग पृष्ठों का निरीक्षण करें
अवरोध : 1 .
सामग्री-निर्माणं दूरीकर्तुं सफाई-यौगिकेन सह उष्ण-धावक-प्रणालीं शुद्धयन्तु
मनिफोल्ड् अथवा नोजल इत्यत्र शीतलस्थानानि पश्यन्तु ये सामग्रीं ठोसरूपेण कर्तुं शक्नुवन्ति ।
द्वारस्य आकारः ढाल्यमानस्य सामग्रीयाः कृते उपयुक्तः इति सत्यापयन्तु ।
असङ्गत हीटिंग : 1 .
दोषपूर्णतापकतत्त्वानां वा थर्मोकूपलानां वा जाँचं कुर्वन्तु तथा च आवश्यकतानुसारं तान् प्रतिस्थापयन्तु
तापमाननियन्त्रणसेटिंग्स् सम्यक् सुसंगतं च इति सत्यापयन्तु
किसी भी क्षति या शिथिल संपर्कों के लिए तार की निरीक्षण एवं संयोजनों का निरीक्षण करें
यदा समस्यानिवारणं भवति तदा सर्वाधिकं सम्भाव्यकारणात् तथा च व्यवस्थितरूपेण कार्येण सह आरभत । समस्यां पृथक् कर्तुं उन्मूलनस्य प्रक्रियां उपयुज्यताम्। आवश्यकतानुसारं अनुभविनां तकनीकिनां वा उष्णधावक-आपूर्तिकर्ताभिः सह परामर्शं कुर्वन्तु।
| मुद्दा | संभावित कारण | समस्या निवारण चरण |
| लीकेज 1 . | - नोजल युक्तियाँ पहने या क्षतिग्रस्त टिप
- गलत तापमान सेटिंग्स
- विभाजन रेखा या सतह क्षति | - नोजल युक्तियाँ प्रतिस्थापित
- तापमान सेटिंग्स का सत्यापन करें
- निरीक्षण एवं मरम्मत सतह |
| अवरोधः २. | - सामग्री निर्माण
- सिस्टम में ठंडा बिन्दु
- गलत गेट आकार | - सफाई यौगिक के साथ शुद्धि
- ठंडा बिन्दुओं के लिए जांच करें
- गेट आकार सत्यापन करें |
| असङ्गत हीटिंग 1 . | - दोषपूर्ण हीटर तत्वों या थर्मोकूपल
- गलत तापमान नियंत्रण सेटिंग्स
- क्षतिग्रस्त तार या संयोजन | - दोषपूर्ण घटकों का प्रतिस्थापित
नियंत्र
- |
समुचित रखरखाव का महत्व 1 .
भवतः उष्ण-धावक-प्रणाल्याः सम्यक् परिपालने समयस्य संसाधनस्य च निवेशः दीर्घकालं यावत् भुङ्क्ते । लाभाः अत्र सन्ति- १.
डाउनटाइम् न्यूनीकृतं उत्पादकता च वर्धिता
सुसंगत भाग गुणवत्ता एवं कम अस्वीकृत
विस्तारित ढाल जीवन एवं कम प्रतिस्थापन लागत
दक्षता एवं ऊर्जा बचत में सुधार
नियमित रखरखाव के मूल्य को कम करना न करें। भवतः इन्जेक्शन-मोल्डिंग-प्रक्रियायाः सुचारु-सञ्चालनार्थं भवतः व्यवसायस्य सफलतायाः च कृते अत्यावश्यकम् अस्ति ।
निगमन
कुशल इंजेक्शन ढालने के लिए समुचित गर्म धावक प्लेट डिजाइन महत्त्वपूर्ण है। एतत् चक्रस्य गतिं वर्धयति तथा च अपशिष्टं न्यूनीकरोति, येन उच्चगुणवत्तायुक्तानि उत्पादनानि सुनिश्चितानि भवन्ति । सुविकसितप्रणाली उत्पादनदक्षतां उत्पादस्थिरतां च सुधरयति। सततसुधारार्थं उष्णधावकप्रौद्योगिक्यां नवीनतमप्रगतिभिः सह अद्यतनं स्थापनं अत्यावश्यकम् अस्ति। एतेन भवतः प्रक्रिया कुशलं प्रतिस्पर्धात्मकं च भवति। समुचित डिजाइन एवं प्रौद्योगिकी में निवेश करना आपकी इंजेक्शन ढालने सफलता को बढ़ाएगी।










