CNC Wood Router vélar eru nýjasta tækni í trévinnu, sem breytir nálguninni til að búa til tréþætti. Þetta eru tölvustýrð leiðakerfi - allt frá litlum CNC leiðatöflum til stórra viðarleiðavélar þar sem nákvæmar skurðaðgerðir eru ásamt framleiðslustöðvum.
Hvort sem það eru húsgögn sem nota CNC leiðarbita eða taka að sér byggingarlistarverkefni, hafa þessar viðar CNC leiðarlausnir orðið nauðsynleg til að bæta skilvirkni í framleiðslu og jafnvel í hönnun fyrir tréverkamenn og viðarframleiðslufyrirtæki.
Í þessu bloggi munum við upplýsa þig um skilgreiningu, forrit, eiginleika og viðhalda ráðum um CNC Wood leið og veita þér faglegar ábendingar um að velja bestu CNC Wood Router vélar til framleiðslu.

Hvað er CNC Wood leið?
Að skilja CNC Wood Router
CNC (Tölvustýringin) viðarleiðtækni notar tölvutæku stafræna ferla til að þróa ýmsa skorna tréhluta frá einföldum til flóknum hönnun. Router vélin er notuð til að lesa CAD/CAM skrár eða forritunarkóða, sem beinir skurðarverkfæri á yfirborð valins efna í nákvæmum hönnun.
Nútíma viðarleiðakerfi eru byggð á meginreglum þriggja ás stjórnunar og hreyfingarnar eru gerðar í X, Y og Z hnitum til að búa til 3D áhrif skurðarmynstur. Hugtakið vísar ekki aðeins til tré sem vinnur heldur einnig til samþættingar tölvustýringar og vélar til að ná ótrúlega nákvæmum viðarvinnuferlum jafnvel við endurtekningarhæfni þúsunda tommu.
Íhlutir CNC Wood leiðar
Gantry System : öflugur rammi með loftgeislanum, sem styður hreyfingu snældunnar og jafnast á við það jafnvel á árásargjarnri leiðarhraða.
Snældaeining : Samsetning sem ekið er af snældu mótor með 13000 til 24.000 snúningum á mínútu, sem er notuð til að keyra skurðarverkfærin til að fjarlægja efni.
ROUTER TABLE : Stór stærð sem er með yfirborð sem hefur innbyggð tómarúmrásir og getur stutt vinnuhluta um það bil 5 'með 10' og jafnvel stærri.
Verkfærahafar : Fljótlegur breytilegur, aðgerðarbitinn festing fyrir ISO-30 eða HSK-63 tengi.
Ryksöfnun : rykútdráttarkerfi sett upp með stærðum á bilinu 6-10 tommur til að útrýma viðflísum og öðru úrgangi meðan á skurðarferlinu stendur.
Stjórnkerfi : Viðmótið sem gerir notandanum kleift að stjórna tölvu sem er fest við NC vél til að skera niður í stærðargráðu samkvæmt hönnun á CAD.
Verkunarháttur CNC Wood leiðar
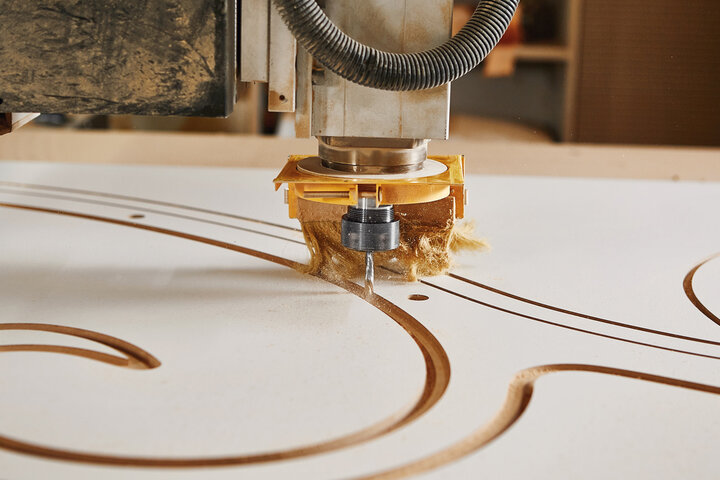
Meðan á hvaða skurðarverkefni sem er, sameinar tré leiðarvél saman snúning snældunnar og hreyfingu tólsins á yfirborði vinnustykkisins. Leiðbeiningarferlið notar leiðarbita sem skera í efnið á föstum fóðurhraða og viðheldur viðeigandi skurðarhraða fyrir mismunandi gerðir af viði.
Tölvan hefur getu til að stjórna þessum kerfum og fer eftir tíma skurðarferlisins breytir kerfið breytum skurðarferlisins í samræmi við slit verkfæranna eða annarra efna. Háþróað dýpt/frágangsstýringarkerfi hefur verið útfært milli snældunnar og vinnuverksins til að gera slíka stjórn á meðan á hverri niðurskurðarferli stendur.

Hvernig virkar CNC viðarleiðbeiningar?
Forritun CNC viðarmynstur
Með öðrum orðum, CNC leiðarvélar breyta stafrænu skipulagi hönnunar í samsvarandi leiðbeiningar við tréskurð. CAD-CAM-kerfi hlaðið með öflugum viðarleiðar hugbúnaði flytur inn CAD teikningar og þróar hámarks verkfæraslóða, en CNC Wood Routing forritið rannsakar einnig hvernig best er að nota efni í flóknum viðarleið virkar.
Rekstrarleiðarvélar
CNC Wood Router Bits : Svið samanstendur af beinum skaftum, V-skornum bitum, prófílbita og öðrum í leiðarskyni.
Hraði viðarleiðar : Stillanleg nákvæmni frá þrettán þúsund til tuttugu og fjögur þúsund snúningum á mínútu auðveldar niðurskurður gerður fyrir mismunandi viðarleið.
Fóðurhraði CNC leiðar : Sjálfsaðlögun fóðurhraða leiðarinnar tryggir hreinan niðurskurð með mismunandi viðarleið samsettum.
Skurður dýpt leiðarinnar : Margpassaforritun gerir kleift að fá flókna hönnun sem er gerð með 3D viðarleið.
Vinnuborð Wood Router : Tómarúm byggð vinnufyrirtæki gerir kleift að laga vinnustykki meðan á leið eftir CNC vél.
Stjórna efnishreyfingu
Hreyfingu vinnuhlutanna er nákvæmlega stjórnað með því að nota tölulegan stjórnunarramma og hreyfistýringarhugbúnað sem notar ásakerfi sem er sett á yfirborð tréleiðarborðsins. Öllum ásunum er ekið af iðnaðar servó mótorum sem eru færir um að halda ákveðnum stöðum jafnvel meðan á flóknum útskurðarferlum viðarleiðarvélarinnar stendur.
Með þessum háþróaða viðar CNC leiðarvélum eru kerfi sem gera kleift að mæla árangur í rauntíma og aðlögun leiðarbreytanna eftir því hvaða tegund efnis er notuð. Stjórnareiningin tryggir einnig stjórn á gæðum skurðar í ýmsum sviðum viðarleiða, þar á meðal þeim sem notaðir eru til að búa til húsgagnahluta og byggingarlistarupplýsingar.
Hverjir eru kostir og gallar CNC Wood Router?
Kostir Router Wood CNC
Nákvæmni og einsleitni
CNC viðarleiðir ná óvenjulegum nákvæmni og starfa innan vikmörkin allt að 0,001 tommur eða jafnvel minni. Þessi vélrænni nákvæmni er gagnleg að því leyti að hún tryggir einsleitni í niðurstöðum yfir ýmsum verkum og útrýma þannig áhrifum manna þegar framleiðsla þarf að gera. Hvort sem það er flókið stykki af lista- eða húsgagnaþáttum, þá segir það sig sjálft að hver og hver útskurður er framkvæmdur með sömu nákvæmni.
Sjálfvirk tímasetning
Hægt væri að keyra þessar vélar án hlés og ljúka sjón í fullri stærð í lokaafurðina á verulega lægri tíma en tíminn sem neytt er af höndum. Ein vél er fær um að vinna að nokkrum störfum á sama tíma, að því tilskildu að gæði séu þau sömu. Þessi tegund af vinnuflæði eyðir óhóflegum tíma og kostnaði sem hefði orðið fyrir við framkvæmd sömu verkefna handvirkt innan faglegra vinnustofna.
Hönnun aðlögunarhæfni
Nýjasta CNC tæknin túlka mynd á þægilegan hátt stafrænt og framleiða það sama; allt frá beinni framklippu yfir í ítarlega 3D skúlptúr. Með nútíma verkfræðiverkfærum er hönnuður ekki bundinn við að búa til aðeins bestu hönnunina þar sem hægt er að gera breytingar á síðustu stundu án þess að verða fyrir neinum efnislegum kostnaði. Þetta þýðir að of flókin form, hönnun og aðlögun er hægt að gera án takmarkana á handmeðferð.
Framleiðsla með litlum tilkostnaði
Hægt er að réttlæta umtalsverðan kostnað með CNC leiðum með því að skila jákvæðri ávöxtun eftir nokkurn tíma vegna minni vinnuafls og minni efnisins. Vélrænt framleiðsluferli hefur sína kosti þar sem það dregur úr kostnaðarsömum mistökum og forðast framleiðsluvinnu. Rekstrarhlutfallið aftur á móti hjálpar til við að hámarka getu verkstæðisins.
Ókostir Router Wood CNC
Mikil upphafsfjárfesting
Uppsetning CNC leiðarkerfis kallar á talsverða peninga, sem felur í sér kaup á vélum, og afla hugbúnaðarleyfanna og auk uppsetningarkostnaðar. Annar kostnaður felur í sér þjálfun rekstraraðila og kaupa nauðsynlegan búnað eins og ryksöfnunarkerfi. Slík fjárhagsleg skuldbinding getur verið mjög erfið fyrir lítil samtök þegar þau fara í sjálfvirkni ferð sína.
Sérhæfð færni krafist
Maður þarf að vera fær í bæði trésmíði og tölvutækni til að stjórna CNC vélunum. Rekstraraðilarnir verða að þekkja CAD/CAM kerfin og hvernig eigi að forrita þau og vinna með mismunandi tegundir búnaðar. Slík krafa um tæknilega þekkingu felur í sér að það er mikil færni sem tréverkamenn sem geta ekki unnið sjálfvirk kerfi auðveldlega horfst í augu við þegar þeir læra að nota þau.

Hver eru iðnaðarforrit CNC Wood leiðar?
Sérsniðin húsgagnaframleiðsla
Notkun tré CNC leiðarvélar geta breytt framleiðslu á húsgögnum fyrir betri og kerfisbundnari leiðir. Nútímalegt viðarkerfi fyrir leið tryggir að hægt sé að skera flókna lið og mynstur nákvæmlega. CNC leiðin fyrir Wood hélt nokkuð nákvæmni í öllum húsgagnaleiðum, en venjulegir viðarleiðir útfærðir í öllum verkefnum sem urðu til skreyttra eiginleika.
Skápagerð og eldhúsuppsetningar
Nútíma viðarskera CNC leið hafa kynnt sjálfvirkni í ferlum eins og borun og létta vinnslu skála spjalda. Viðarleiðarvélin staðsetur kerfisgötin 32mm nákvæmlega meðan hún virkjar 32mm leiðarkerfi annarra tækja. CNC leið til iðnaðarstigs auðveldar framleiðslu á andliti skáps og innri hlutunum á skipulagðari hátt.
Arkitektaverksmiðja
CNC Wood Router Systems með mikinn kraft hafa getu til að framleiða byggingarlistarupplýsingar. Router vélin til viðar mótun framleiðir mótun og spjöld af miklum flækjum. Mjög háþróuð hönnun CNC Wood leið felur í sér húsbúnað eins og snyrtingu og skreytingar sem gerðar eru á skóginum með því að nota sérsmíðaða leiðarbita.
Hljóðfæriframleiðsla
Nákvæmni CNC leið fyrir tré eru gerð til að föndra mismunandi viðarhluta hljóðfæranna. Wood Router vélin veitir betri afköst í stjórnun á stærð í hljóðeinangrun. Að auki notar flókin leiðarverkfæratækni við sérstök viðar CNC leiðaráætlanir til að búa til fleti með flóknum ferlum.
Sýning og sýningarframleiðsla
Sérsniðnar sýningar í smásöluskyni eru framleiddar með því að nota viðarvélar í atvinnuskyni. Notkun CNC leiðartækni gerir kleift að gera hratt líkan af skjáhlutum. Dæmi um fagleg leiðarverkefni í tréverkefni fela í sér samtengingar rammakerfi og skjáborð sem gerðar eru á lóðréttum CNC Wood Router borðum.
Hurð og gluggaframleiðsla
Varp CNC kerfi fyrir tré gera ráð fyrir að fullu sjálfvirkum hurðar- og gluggaramma til framleiðslulínum. Moulder vélin sker nákvæmlega Mortise og Tenon Timber samskeyti. Háþróuð CNC timburleiðakerfi gerir einnig kleift að gera fjölstefnuvinnslu timburleiða.
Mynstur gerð og frumgerð
Með háþróaðri tækni Tommorow gera CNC Wood leiðar kleift að framleiða mynstur til iðnaðar. Viðarleiðatæknin gerir ráð fyrir einföldum hönnun á hönnuðum á stuttum tíma. Framleiðsla tré leiðarvélar búnar sérstökum leiðarbitum, geta búið til samningur og flókið mynstur með skörpum nákvæmni.

Hvernig á að viðhalda CNC Wood Router Systems?
Framkvæma reglulegt viðhald
Samræmd skoðunaráætlun á leiðarbitunum tekur fram að skurðarbrúnir þeirra eru áfram skarpar, en reglubundin hreinsun á viðarleiðarborðinu tryggir að ekkert rusl byggist upp. Snúa skal snælda legur á viðarleiðakerfinu með millibili samkvæmt tilmælum framleiðanda.
Að sjá um söfnunarkerfið eins og til er ætlast tryggir að CNC leið fyrir tré er í fullkomnu rekstrarástandi. Hreinsa ætti tómarúmsigli á viðarborðum reglulega af rekstraraðilum, ætti að hreinsa alla mengunarstýringarþætti og stig sogsins athugað til að tryggja að vinnuhlutinn komi ekki í veg fyrir viðar CNC leiðarferli.
Lausnir fyrir algeng mál
Hágæða tré leiðarvélar geta einnig klárast í röðun og þyrfti að kvarða eftir ákveðið tímabil. Rekstraraðili CNC leiðarinnar ætti að athuga hvort allar vísbendingar um slit á ás og spennu belta á leiðarkerfum leiðarinnar, svo og verkfærið á móti nákvæmni. Reglubundið mat á raflögn og tengingum viðarleiðarvélarinnar hjálpar einnig til við að afstýra bilun rafkerfisins.
Í CNC Woodworks eru gæði skurðar undir áhrifum frá ríki leiðarbitans. Þess vegna hjálpa yfirþyrmdum verkfærakerfi fyrir viðarleiða við að stjórna notkun CutingTools. Til að tryggja ákjósanlegan skurðargæði er það grundvallaratriði að athuga reglulega snælduna sem rennur út og kolletástand viðarleiða vél.
Staðlar fyrir kvörðun kerfisins
Kvörðunaraðferðir fyrir Wood CNC leið tryggja samræmda vinnslu nákvæmni. Kerfið til að beina viði þarfnast reglubundinnar eftirlits á hornréttleika ásanna og aðlögun hreyfingarstýringarstillinga. Hentar til iðnaðarnotkunar CNC leiðarbúnaðar verða að gangast undir próf fyrir staðsetningarnákvæmni annað slagið með aðstoð leysir mælitæki.
Háþróaður trésmíði búnaður gengur í gegnum reglubundnar uppfærslur á þeim eiginleikum sem settir eru upp og staðfestingu þeirra. Stjórnarhugbúnaður CNC viðarskeravélar ætti ekki að gleyma að taka afrit af vélinni, þ.mt tækin sem notuð eru. Rekstraraðilum NJ Router Machine er skylt að halda viðeigandi og uppfærðar skrár yfir allar kvörðun sem gerðar eru til að fylgja gæðastjórnunarstöðlum.

Lykilmunur á CNC Wood Router og Metal CNC Mill
Hraði og krafteinkenni
CNC leið til viðarvinnu leyfa notkun hærri snældahraða, á bilinu 13.000 upp í 24.000 snúninga á mínútu að meðaltali. Þessar leiðaraðgerðir sem framkvæmdar voru á miklum hraða hjálpa til við að auka gæði skurða í tréefni. Aftur á móti starfa málmfrumunarvélar á lægri hraða sem að meðaltali frá 2000 til 10.000 snúninga á mínútu til að veita málmskera togið sem þarf.
Beinar í atvinnuskyni nota snælduafl á bilinu 5 og 15 hestöfl þar sem yfirborðshraði er studdur en skurðarafl. Aftur á móti eru Metal CNC malunarvélar búnar mun öflugri snælda mótorum, venjulega meira en 20 hestöfl, til að snældan geti skorið í gegnum harða málma.
Verkfæri og geymslukerfi
Málmar sem sveifla vélar nota stífari verkfærakerfi, svo sem BT40 eða CAT40 taper búnað, sem getur þolað talsverða skurðaröfl. Viðarleiðarvélin notar venjulega minna þunga handhafa eins og ISO-30 eða HSK-63 sem henta fyrir hratt viðarvinnslu.
CNC leiðarbitar fyrir tré eru ekki þeir sömu og málmskera skurðar þar sem þeir búa yfir annarri rúmfræði, hafa sínar eigin hrífur og flautur til að fjarlægja flís. Í málmmolum eru sérsniðin karbítverkfæri notuð með húðunartækni sem standast hita og lengja líf í að skera stál.
Vinnusvæði og smíði
CNC leið sem er smíðuð til viðarvinnslu eru venjulega með hærra vinnusamningum sem eru að mestu leyti 4 'við 8' eða 5 'með 10'. Þetta er til að gera kleift að vinna á lakvörum. Málmmölunarvélar eru svipaðar að því leyti að þær hafa einnig vinnuslög sem eru minni í stærð raunverulegu vélarinnar. Samt sem áður eru slíkar vélar gerðar miklu þyngri til að forðast titring sem hefði áhrif á skurðarferlið.
Trévinnuleiðir fela í sér nokkur vinnusamningarkerfi sem vinna að lofttæmisreglum en málmskurðarleiðir nota aðallega vélrænni klemmu í T –aslotum og heimsóknum. Rammaskipan viðarleiðarvélarinnar er hönnuð til að taka of stórt snið vinnustykki. En Metal Mill hönnun felur í sér smíðaðar hindranir fyrir skurðarferli með mikilli nákvæmni.
Ferli efnis
CNC viðarleiðsla gerir kleift að fjarlægja efni á tiltölulega hærri hraða og með minni skurðaröflum, viðeigandi fyrir einkenni trefja trefja. Hins vegar er þetta ekki tilfellið í málmmölunaraðgerðum þar sem háir skurðarkraftar eru notaðir til að skera málma á lágum hraða til að stjórna hitanum sem myndast og flísar myndast í málmum.
Viðarleiðarvélin er mjög vandvirk í yfirborðskúffu og útskurðarmynstri í flatverkum sem og í flóknum þrívíddarformum. Aftur á móti eru málmverksmiðjurnar búnar háhraða snúningsskeraverkfærum sem eru hönnuð til að fjarlægja efni, útlínur mjög nákvæmlega efnið í nokkrum röð aðgerða. Flís kælivökvakerfi eru oft fáanleg fyrir þessar skurðareiningar eins og stundum gæti verið of djúpt og of heitt til að framkvæma í einni sendingu.
Tafla: CNC Wood Router vs Metal CNC Mill
| lögun Flokkur | CNC Wood Router | Metal CNC Mill |
| Snældahraði | 13.000-24.000 snúninga á mínútu | 2.000-10.000 snúninga á mínútu |
| Valdamat | 5-15 hestöfl | 20+ hestöfl |
| Verkfærahafar | ISO-30, HSK-63 | BT40, CAT40 |
| Borðstærð | 4'x8 'til 5'x10' dæmigert | 2'x4 'dæmigert |
| Vinnubúð | Tómarúmskerfi | Vélrænar klemmur, T-rennibrautir |
| Rammasmíði | Ál/stálblendingur | Solid steypujárn |
| Dæmigert forrit | Platavörur, spjöld, húsgögn | Hlutar, mót, deyr |
| Skurður stefnu | Háhraði, ljósskurður | Lágur hraði, þungur niðurskurður |
| Efni fjarlægð | Yfirborðssnið | Nákvæm dýptarstjórnun |
| Kælivökvakerfi | Rykasafn | Fljótandi kælivökvi |
| Hreyfingarhraði | 1000+ tommur/mínúta | 100-400 tommur/mínúta |
| Nákvæmni svið | ± 0,005 'dæmigert | ± 0,0005 'dæmigert |
| Algeng efni | Viður, plast, samsetningar | Stál, ál, málmblöndur |
| Lífsáhersla verkfæra | Yfirborðsáferð gæði | Hiti/slitþol |
| Kostnaðarsvið vélarinnar | 20.000-100.000 $ | $ 50.000-500.000+ |
Tilbúinn til að lyfta trésmíði þínum?
Team MFG færir þér fagmennsku CNC Wood Routing Solutions studd af sérfræðiþekkingu iðnaðarins. Sérstakur teymi okkar CNC sérfræðinga veitir allan sólarhringinn stuðning og tryggir að framleiðsla þín hætti aldrei. Hafðu samband við okkur í dag til að uppgötva hvernig nýjustu viðar CNC vélar okkar geta umbreytt framleiðsluferlinu þínu.
Tæknilegur stuðningur allan sólarhringinn
Sérfræðiráðgjöf
Isti fagleg uppsetning
✅ Áreiðanlegt eftirsöluþjónusta
Algengar spurningar (algengar)
Sp .: Hvernig vel ég viðeigandi leiðarbita fyrir ýmsa skóg?
Þegar þú velur leiðarbita ætti maður að taka tillit til hörku viðarins sem og stefnu kornsins. Sem dæmi má nefna að CNC Wood Router bitar eru endingargóðari og geta þjónað fagfólki sem vinnur með harðari skógi. Ennfremur ætti fóðurhraðinn og snúninga á mínútu að vera breytileg eftir þvermál og fjölda flauta á bitanum. Það er ráðlegt að nota þjöppunarbita í krossviður forritum til að fá betri frágang.
Sp .: Hverjir eru rekstrar- og öryggiseiginleikarnir ætti ég að hafa í CNC viðarleiðum?
Þegar kemur að grunnöryggiseiginleikunum eru alltaf E-stöðvunarhnappar, skurðarhólfið er alltaf lokað og það eru ryk innilokunarkerfi til staðar. Í nútíma viðarleiða vélum hafa öryggislæsingar aðgangsborðs og sjálfvirk bremsukerfi fyrir snælduna orðið krafa um öryggi notandans.
Sp .: Af hverju lætur CNC leiðin mín brenna merki á harðviði?
Bruna sem kemur fram við trésmíði kemur venjulega frá því að nota röng fóðurhraða eða nota leið með slitnum bit. Meðan á viðarleiðsluferlinu stendur myndast hiti og ætti að stjórna honum með viðeigandi skurðarskilyrðum. Slík yfirborðsbrennsla er forðast með reglulegri skerpu á verkfærum og réttri aðlögun skurðarhraða.
Sp .: Hversu mikið 'áhrifaríkt' rými þarf ég til að staðsetja CNC Woodrouter kerfi?
CNC leiðar innsetningar í atvinnuskyni kalla á pláss sem er meiri en fótspor vélarinnar. Hefðbundið 4'x8 'viðarleiða krefst að meðaltali 15'x12', heildar svæði að meðtöldum ryksöfnun og geymslu svæðum.
Sp .: Hvaða áætlun um viðhald á vél þyrfti ég að fylgjast með til að tryggja hámarks skilvirkni vélarinnar?
Hreinsun leiðarbita og ryksöfnunareftirlits eru nokkrar af hversdagslegum viðhaldsaðferðum. Limber the Guide Rails og Checking Belt spennu eru meðal þeirra athafna sem framkvæmdar voru einu sinni í hverri viku. Skoðun og endurköst kerfisins í heild sinni ásamt verkfæraskoðun er það sem felur í sér viðhald Wood CNC leið eftir í hverjum mánuði.
Sp .: Er það mögulegt fyrir mig að bæta frekari aðgerðum við CNC leiðina mína fyrir enn flóknari viðarverkefni?
Flest trésmíði leiðarkerfi gera kleift að bæta við eins og verkfæraskiptum, stærri snældum og tómarúmsborðssvæðum. Einnig er hægt að auka stjórnkerfi CNC leiðarbúnaðarins með háþróaðri hugbúnaðarvirkni fyrir háþróaða tré leiðarverkefni.





















