CNC koka maršrutētāja mašīnas ir vismodernākā tehnoloģija koksnes darbībā, kas maina pieeju koka elementu izgatavošanai. Tās ir datoru kontrolētas maršrutēšanas sistēmas - sākot no mazām CNC maršrutētāja tabulām līdz lielām koka maršrutēšanas mašīnām, kur precīzas ķirurģiskas griešanas ir saistītas ar ražošanas centriem.
Neatkarīgi no tā, vai tas ir mēbeles, kas nodarbina CNC maršrutētāja bitus vai veic arhitektūras apdares darbu, šie koka CNC maršrutēšanas risinājumi ir kļuvuši par nepieciešamību uzlabot ražošanas efektivitāti un pat projektējot gan koka, gan koka ražošanas uzņēmumus.
Šajā emuārā mēs jūs informēsim par definīciju, lietojumprogrammām, funkcijām un CNC koka maršrutētāju padomu uzturēšanu, sniedzot profesionālus ieteikumus par labāko CNC koka maršrutētāju izvēli ražošanai.

Kas ir CNC koka maršrutētājs?
Izpratne par CNC koka maršrutētāju
CNC (datora skaitliskā vadības) koka maršrutēšanas tehnoloģija izmanto datorizētus digitālos procesus, lai izstrādātu dažādas grieztas koka detaļas no vienkāršiem līdz sarežģītiem dizainparaugiem. Maršrutētāja mašīna tiek izmantota, lai nolasītu CAD/CAM failus vai programmēšanas kodus, kas precīzos dizainos virza griezējinstrumentus uz izvēlēto materiālu virsmām.
Mūsdienu koka maršrutētāja sistēmu pamatā ir trīs asu kontroles principi, un kustības tiek veiktas X, Y un Z koordinātēs, lai izveidotu 3D efekta griešanas modeli. Šis termins attiecas ne tikai uz koksnes darbību, bet arī uz datoru vadības un mašīnu integrāciju, lai sasniegtu neticami precīzus koksnes darba procesus pat tūkstošiem collas atkārtojamību.
CNC koka maršrutētāja komponenti
Personu sistēma : stabils ietvars ar gaisvadu staru, kas atbalsta vārpstas kustību, vienlaikus stabilizējot to pat agresīva maršruta ātruma laikā.
Vārpstas vienība : montāža, kuru vada vārpstas motors ar 13000 līdz 24 000 apgriezieniem minūtē, ko izmanto, lai vadītu griešanas instrumentus, lai efektīvi noņemtu materiālus.
Maršrutētāja galds : liela izmēra darba galdiņš, kura virsmai ir iebūvēti vakuuma kanāli un var atbalstīt apmēram 5 'līdz 10' un vēl lielāku darbu.
Instrumentu turētāji : ātra mainīga, operatīva bitu kāta stiprināšana ISO-30 vai HSK-63 saskarnēm.
Putekļu savākšana : Putekļu ekstrakcijas sistēma, kas uzstādīta ar izmēriem no 6 līdz 10 collām, lai griešanas procesā novērstu koka skaidas un citus atkritumus.
Vadības sistēma : saskarne, kas ļauj lietotājam darbināt datoru, kas pievienots NC mašīnai, lai samazinātu mērogu atbilstoši CAD dizainam.
CNC koka maršrutētāja mehānisms
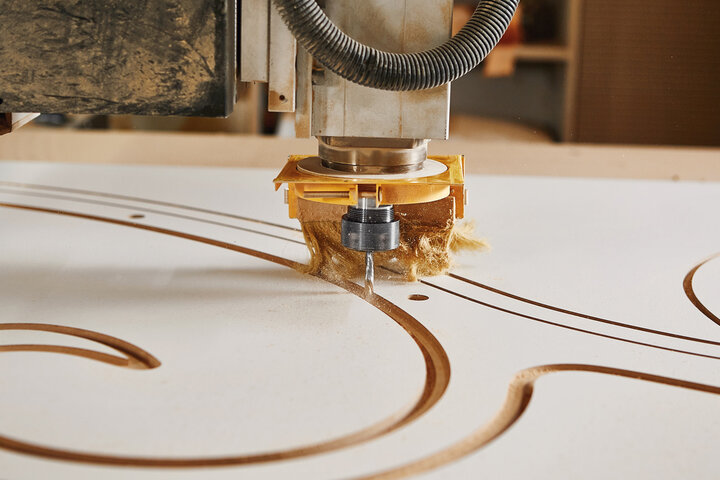
Veicot jebkuru griešanas uzdevumu, koka maršrutētāja mašīna apvieno vārpstas rotāciju un instrumenta kustību uz sagataves virsmas. Maršrutēšanas procesā tiek izmantoti maršrutētāja biti, kas materiālā sagriež ar fiksētu padeves ātrumu, un uztur atbilstošu griešanas ātrumu dažādiem koka veidiem.
Datoram ir iespēja kontrolēt šīs sistēmas, un atkarībā no griešanas procesa laika sistēma maina griešanas procesa parametrus atbilstoši instrumentu vai citu materiālu nodilumam. Starp vārpstu un darba gabalu ir ieviesta sarežģīta dziļuma/apdares vadības sistēma, lai katrā griezuma ciklā varētu šāda kontrole.

Kā darbojas CNC koka maršrutēšana?
CNC koka rakstu programmēšana
Citiem vārdiem sakot, CNC maršrutētāja mašīnas pārvērš dizaina digitālo izkārtojumu atbilstošajās koka griešanas instrukcijās. CAD-CAM sistēma, kas piekrauta ar jaudīgu koka maršrutētāja programmatūru, importē CAD rasējumus un izstrādā optimizētus instrumentu ceļus, savukārt CNC koka maršrutēšanas programma arī pēta, kā vislabāk izmantot materiālus sarežģītos koka maršrutētāja darbos.
Maršrutētāja mašīna
CNC koka maršrutētāja biti : diapazons sastāv no taisniem kātu griezējiem, v-cut bitiem, profila bitu un citiem maršrutēšanas vajadzībām.
Koka maršrutētāja ātrums : regulējama precizitāte no trīspadsmit tūkstošiem līdz divdesmit četru tūkstošu revolūciju minūtē samazinās samazinājumi, kas veikti dažādiem koka maršrutētāja darbiem.
CNC maršrutētāja padeves ātrums : maršrutētāja padeves ātruma pašpārliecināšana nodrošina tīrus griezumus ar dažādiem koka maršrutētāja kompozītiem.
Maršrutētāja griešanas dziļums : vairāku caurlaides programmēšana ļauj sarežģītus dizainus, kas izgatavoti ar 3D koka maršrutētāju.
Koka maršrutētāja darba tabula : uz vakuumu balstīta darba turēšana ļauj noteikt darba darbus, maršrutējot ar CNC mašīnu.
Materiāla kustības kontrole
Darba kustība tiek precīzi kontrolēta, izmantojot skaitlisku vadības rāmi un kustības vadības programmatūru, kas izmanto ass sistēmu, kas novietota uz koka maršrutētāja galda virsmas. Visas asis vada rūpniecības servo motori, kas spēj turēt īpašas pozīcijas pat koka maršrutēšanas mašīnas sarežģītu griešanas procesu laikā.
Izmantojot šīs uzlabotās koka CNC maršrutētāja mašīnas, ir sistēmas, kas ļauj veikt veiktspējas mērīšanu reāllaikā un maršrutētāja parametru pielāgošanu atkarībā no izmantotā materiāla veida. Vadības bloks arī garantē, ka dažādos koka maršrutētāju diapazonos tiek kontrolēta griešanas kvalitāte, ieskaitot tos, kurus izmanto mēbeļu detaļu un arhitektūras detaļu izveidošanai.
Kādas ir CNC Wood maršrutētāja priekšrocības un trūkumi?
Maršrutētāja koka CNC priekšrocības
Precizitāte un vienveidība
CNC koka maršrutētāji sasniedz ārkārtas precizitātes līmeni un darbojas pielaides laikā līdz 0,001 collām vai vēl mazāk. Šī mehāniskā precizitāte ir izdevīga ar to, ka tā nodrošina rezultātu vienveidību virknē gabalu, tādējādi novēršot cilvēku ietekmi, kad ir jāveic iestudējumi. Neatkarīgi no tā, vai tie ir sarežģīti mākslas vai mēbeļu elementi, pats par sevi saprotams, ka katrs grebums tiek izpildīts ar vienādu precizitātes līmeni.
Automatizēta savlaicīgums
Šīs mašīnas var darbināt bez pārtraukuma, pilnīga mēroga redzējumu pabeidzot galaproduktā ievērojami zemākā laikā nekā laiku, ko patērē rokas. Viena mašīna ir spējīga vienlaikus strādāt ar vairākām darbavietām, ja kvalitāte paliek tāda pati. Šāda veida darbplūsma novērš pārmērīgu laiku un izmaksas, kas būtu radušās, lai manuāli veiktu vienādus uzdevumus profesionālās darbnīcās.
Dizaina pielāgošanās spējas
Jaunākās CNC tehnoloģijas ērti interpretē attēlu digitāli un rada to pašu; sākot no taisna griezuma līdz detalizētai 3D skulptūrai. Izmantojot mūsdienu inženiertehniskos rīkus, dizainers neaprobežojas tikai ar labāko dizainu, jo izmaiņas var veikt līdz pēdējai minūtei, neveicot nekādas materiālu izmaksas. Tas nozīmē, ka pārāk sarežģītas formas, dizainus un pielāgojumus var veikt bez rokas atveidošanas ierobežojumiem.
Lētu ražošana
CNC maršrutētāji var attaisnot ievērojamos izdevumus, nodrošinot pozitīvu atdevi pēc kāda laika mazāk darbaspēka un mazāk materiālo atkritumu dēļ. Mehānizētajam ražošanas procesam ir savas priekšrocības, jo tas samazina dārgās kļūdas un izvairās no ražošanas darbiem. Darbības ātrums savukārt palīdz maksimizēt semināra spēju.
Maršrutētāja koka CNC trūkumi
Augsts sākotnējais ieguldījums
CNC maršrutēšanas sistēmas iestatīšana prasa ievērojamu naudas summu, kas ietver mašīnu iegādi, kā arī programmatūras licenču iegādi un plus uzstādīšanas izmaksas. Citas izmaksas ietver operatoru apmācību un nepieciešamo aprīkojuma, piemēram, putekļu savākšanas sistēmas, pirkšana. Šādas finansiālas saistības mazām organizācijām var būt ļoti sarežģītas, jo tās sāk savu automatizācijas braucienu.
Nepieciešamās speciālistu prasmes
Lai darbinātu CNC mašīnas, ir jābūt prasmīgai gan kokapstrādes, gan datortehnoloģijās. Operatoriem ir jābūt pazīstamam ar CAD/CAM sistēmām un to programmēšanu, kā arī jāstrādā ar dažāda veida aprīkojumu. Šāda tehnisko zināšanu prasība nozīmē, ka pastāv augsta līmeņa prasme, ar kuru kokapstrādes darbinieki, kuri nevar strādāt ar automatizētām sistēmām, viegli saskaras, mācoties tās izmantot.

Kādi ir CNC koka maršrutētāja rūpnieciskie pielietojumi?
Pielāgota mēbeļu ražošana
Koka CNC maršrutētāja mašīnu izmantošana var mainīt mēbeļu ražošanas procesus labākam un sistemātiskākam veidam. Mūsdienu maršrutētāja koka sistēmas nodrošina, ka sarežģītus savienojumus un modeļus var precīzi sagriezt. CNC maršrutētājs kokam bija diezgan precīzs precizitātes līmenis visos mēbeļu maršrutētāja darbos, savukārt visos projektos ieviestie standarta koka maršrutētāji radīja dekoratīvas iezīmes.
Skapja izgatavošana un virtuves instalācijas
Mūsdienu koksnes griešanas CNC maršrutētāji ir ieviesuši automatizāciju tādos procesos kā urbšana, salona paneļu apstrādes atvieglošana. Koka maršrutēšanas mašīna precīzi novieto sistēmas caurumus 32 mm, mobilizējot citu instrumentu 32 mm maršrutēšanas sistēmu. Rūpnieciskās kvalitātes CNC maršrutētāji atvieglo skapju seju un iekšējo daļu ražošanu organizētākā veidā.
Arhitektūras fragments
CNC koka maršrutētāja sistēmas ar lielu jaudu spēj iegūt arhitektūras detaļas. Maršrutētāja mašīna koksnes veidošanai rada līstes un paneļus ar augstu sarežģītību. CNC koka maršrutētāja augsti uzlaboti dizaini ir saistīti ar mēbelēm, piemēram, apdares darbu un izrotājumiem, kas izgatavoti uz koksnes, izmantojot individuāli izgatavotus maršrutētāja bitus.
Mūzikas instrumentu producēšana
Precīzi CNC maršrutētāji koksne ir izgatavoti, lai izstrādātu dažādas instrumentu koka daļas. Koka maršrutētāja mašīna nodrošina izcilu veiktspēju, kontrolējot izmērus akustiskiem nolūkiem. Turklāt sarežģītas maršrutētāja koka instrumentu tehnoloģijas izmanto īpašas koka CNC maršrutēšanas stratēģijas, lai ģenerētu virsmas ar sarežģītām līknēm.
Izstādes un izstādes ražošana
Pielāgoti displeji mazumtirdzniecības vajadzībām tiek izgatavoti, izmantojot komerciālas koka maršrutētāja mašīnas. CNC maršrutēšanas tehnoloģijas izmantošana ļauj ātri modelēt displeja detaļas. Profesionālu maršrutētāja projektu piemēri kokapstrādes izstrādājumos ir montāžu veidošanas sistēmas un displeja dēļi, kas izgatavoti uz vertikāliem CNC koka maršrutētāja galdiem.
Durvju un logu ražošana
Nesting CNC sistēmas koksnei ļauj pilnībā automatizēt durvju un logu rāmja izgatavošanas līnijas. Moulder mašīna precīzi sagriež Mortise un Tenon kokmateriālu savienojumus. Izsmalcinātas CNC kokmateriālu maršrutēšanas sistēmas arī ļauj daudzvirzienu apstrādāt kokmateriālu maršrutētāja detaļas.
Modeļa veidošana un prototipēšana
Izmantojot uzlaboto Tommorow tehnoloģiju, CNC koka maršrutētāji ļauj ražot modeļus rūpnieciskai lietošanai. Koka maršrutēšanas tehnoloģija ļauj īsā laikā vienkārši mainīt dizainu. Ražošanas koka maršrutētāja mašīnas, kas aprīkotas ar īpašiem maršrutētāja bitiem, ar asu precizitāti var radīt kompaktus un sarežģītus modeļus.

Kā uzturēt CNC koka maršrutētāju sistēmas?
Regulāra apkope
Konsekvents maršrutētāja bitu pārbaudes grafiks novēro, ka to griešanas malas paliek asas, savukārt koka maršrutētāja galda virsmas periodiska tīrīšana nodrošina, ka neviens gruži neveidojas. Koka maršrutēšanas sistēmas vārpstas gultņi jāieiet ar intervālu atbilstoši ražotāja ieteikumam.
Rūpes par kolekcijas sistēmu, kā paredzēts, nodrošina, ka CNC maršrutētājs koks ir ideālā darbības stāvoklī. Operatoriem regulāri jāpārbauda vakuuma blīvējumi uz maršrutētāja koka galdiem, jānotīra visi piesārņojuma kontroles elementi, un jāpārbauda sūkšanas līmeņi, lai nodrošinātu, ka darba gabals netraucē koka CNC maršrutēšanas procesu laikā.
Risinājumi kopīgiem jautājumiem
Augstas klases koka maršrutētāja mašīnas var arī izlīdzināties, un pēc noteikta laika tās būtu jākalibrē. CNC maršrutētāja operatoram jāpārbauda, vai nav norādes par ass kustības nodilumu un jostas spriedzi maršrutētāja koka sistēmās, kā arī instrumenta nobīdes precizitāti. Periodisks koka maršrutēšanas mašīnas vadu un savienojumu novērtējums arī palīdz novērst elektriskās sistēmas darbības traucējumus.
CNC Woodworks griešanas kvalitāti ietekmē maršrutētāja bitu stāvoklis. Tāpēc sakārtotas instrumentu nomaiņas shēmas koksnes maršrutētāja bitiem palīdz pārvaldīt griedes lietošanu. Lai nodrošinātu optimālu griešanas kvalitāti, ir būtiski periodiski pārbaudīt vārpstu, kas izskrien un koka maršrutētāja mašīnas kolleta stāvoklis.
Sistēmas kalibrēšanas standarti
Koka CNC maršrutētāju kalibrēšanas metodes garantē vienotu apstrādes precizitāti. Koka maršrutēšanas sistēma prasa periodisku asu perpendikulitātes pārbaudi un kustības vadības iestatījumu pielāgošanu. Piemērotiem rūpnieciskai lietošanai CNC maršrutētāja ierīcēm ik pa laikam jāveic testi, lai pozicionētu precizitāti, ar lāzera mērīšanas instrumentu palīdzību.
Izsmalcināts kokapstrādes aprīkojums periodiski tiek atjaunināts par uzstādītajām funkcijām un to validāciju. CNC koka griešanas mašīnas vadības programmatūrai nevajadzētu aizmirst dublēt mašīnas parametrus, ieskaitot izmantotos rīkus. NJ maršrutētāja mašīnas operatoriem ir jāveic pienācīgi un atjaunināti visu kalibrēšanas ieraksti, kas veikti, lai ievērotu kvalitātes kontroles standartus.

Galvenās atšķirības starp CNC koka maršrutētāju un metāla CNC dzirnavām
Ātruma un jaudas īpašības
CNC maršrutētāji koka darbiem ļauj izmantot lielāku vārpstas ātrumu, vidēji svārstoties no 13 000 līdz 24 000 apgr./min. Šīs maršrutēšanas operācijas, kas veiktas lielā ātrumā, palīdz uzlabot koka materiālu griezumu kvalitāti. No otras puses, metāla frēzēšanas mašīnas darbojas ar zemāku ātrumu, kas vidēji no 2000 līdz 10 000 apgr./min, lai nodrošinātu nepieciešamo metāla griešanas griezes momentu.
Komerciālās pakāpes maršrutētāji izmanto vārpstas jaudu diapazonā no 5 līdz 15 ZS, kur tiek atbalstīts virsmas ātrums, nevis griešanas spēks. No otras puses, metāla CNC frēzēšanas mašīnas ir aprīkotas ar daudz jaudīgākiem vārpstas motoriem, parasti vairāk nekā 20 zirgspēku jaudu, lai vārpstu izgrieztu caur cietajiem metāliem.
Instrumentu un turēšanas sistēmas
Metāli, kas izskauž mašīnas, izmanto stingrākas instrumentu turēšanas sistēmas, piemēram, BT40 vai CAT40 konusveida aprīkojumu, kas var izturēt ievērojamus griešanas spēkus. Koka maršrutēšanas mašīna parasti izmanto mazāk smagu turētājus, piemēram, ISO-30 vai HSK-63, kas ir piemēroti ātrām koksnes apstrādes darbībām.
CNC maršrutētāja biti koksnei nav tādi paši kā metāla griešanas griezēji, jo tiem ir atšķirīga ģeometrija, kuriem ir savi grābekļi un flautas mikroshēmas noņemšanai. Metāla dzirnavās tiek izmantoti pēc pasūtījuma izgatavoti karbīda instrumenti ar pārklājuma paņēmieniem, kas iztur siltumu un pagarina dzīvību tērauda griešanā.
Darba zona un celtniecība
CNC maršrutētāji, kas būvēti koksnes apstrādei, parasti ir ar augstākām darba aploksnēm, kuras lielākoties ir 4 'par 8' vai 5 'līdz 10'. Tas ir paredzēts, lai strādātu pie lapu precēm. Metāla frēzēšanas mašīnas ir līdzīgas ar to, ka tām ir arī darba aploksnes, kuru faktiskās mašīnas izmēri ir mazāki. Tomēr šādas mašīnas ir daudz smagākas, lai izvairītos no jebkādām vibrācijām, kas ietekmētu griešanas procesu.
Kokapstrādes maršrutētāji ietver dažas darba turēšanas sistēmas, kas darbojas pie vakuuma principiem, savukārt metāla griešanas maršrutētāji galvenokārt izmanto mehānisku iespīlēšanu T-vietnēs un vizītēs. Koka maršrutētāja mašīnas rāmja struktūra ir paredzēta pārāk lielas formāta darbu uzņemšanai. Bet metāla dzirnavu dizains ietver konstruētus šķēršļus griešanas procesiem ar lielu precizitāti.
Materiālu noņemšanas process
CNC koksnes maršrutēšana ļauj noņemt materiālu ar salīdzinoši lielāku ātrumu un ar mazākām griešanas spēkiem, kas ir piemērotāka koka šķiedru īpašībām. Tomēr tas neattiecas uz metālu frēzēšanas darbībām, kurās metālus samazināšanai ar nelielu ātrumu izmanto augstus griešanas spēkus, lai kontrolētu radīto siltumu un metālos veidotās mikroshēmas.
Koka maršrutētāja mašīna ir ļoti prasmīga virsmas bīdes un izgriezuma veidošanā plakanos darbos, kā arī sarežģītās trīsdimensiju formās. No otras puses, metāla dzirnavas ir aprīkotas ar ātrgaitas rotējošiem griešanas rīkiem, kas izstrādāti materiāla noņemšanai, ļoti precīzi konturējot materiālu vairākās operāciju sērijās. Chip dzesēšanas šķidruma sistēmas bieži ir pieejamas šīm griešanas vienībām, jo gadījumos griezumi varētu būt pārāk dziļi un pārāk karsti, lai veiktu vienā piespēlē.
Tabula: CNC koka maršrutētājs pret metāla
| Featur | CNC | Mill |
| Vārpstas ātrums | 13 000–24 000 apgriezienu minūtē | 2000-10 000 apgr./min |
| Enerģijas vērtējums | 5-15 zirgspēku jauda | 20+ zirgspēku jauda |
| Instrumentu turētāji | ISO-30, HSK-63 | BT40, CAT40 |
| Galda izmērs | 4'x8 'līdz 5'x10' tipiski | 2'x4 'tipiski |
| Darba turētājs | Vakuuma sistēma | Mehāniskās skavas, t-sloti |
| Rāmja konstrukcija | Alumīnija/tērauda hibrīds | Ciets čuguna |
| Tipiskas lietojumprogrammas | Lokšņu preces, paneļi, mēbeles | Detaļas, veidnes, nomirst |
| Griešanas stratēģija | Liels ātrums, gaismas griezumi | Mazs ātrums, smagi griezumi |
| Materiāla noņemšana | Virsmas profilēšana | Precīza dziļuma kontrole |
| Dzesēšanas šķidruma sistēma | Putekļu savākšana | Šķidrs dzesēšanas šķidrums |
| Kustības ātrums | 1000+ collas minūtē | 100-400 collas minūtē |
| Precizitātes diapazons | ± 0,005 'tipisks | ± 0,0005 'tipisks |
| Kopējie materiāli | Koks, plastmasa, kompozītmateriāli | Tērauds, alumīnijs, sakausējumi |
| Instrumentu dzīves uzmanība | Virsmas apdares kvalitāte | Siltuma/nodiluma izturība |
| Mašīnu izmaksu diapazons | USD 20 000–100 000 | 50 000–500 000 USD+ |
Vai esat gatavs paaugstināt kokapstrādes iespējas?
Komanda MFG piedāvā jums profesionālās kvalitātes CNC koka maršrutēšanas risinājumus, kurus atbalsta nozares kompetence. Mūsu īpašā CNC speciālistu komanda sniedz visu diennakti, nodrošinot, ka jūsu produkcija nekad neapstājas. Sazinieties ar mums šodien, lai uzzinātu, kā mūsu progresīvākās koka CNC mašīnas var pārveidot jūsu ražošanas procesu.
24/7 tehniskais atbalsts
Ekspertu konsultācija
️ Profesionāla instalācija
✅ Uzticams pēcpārdošanas servics
Bieži uzdotie jautājumi (FAQ)
J: Kā izvēlēties piemērotus maršrutētāja bitus dažādiem mežiem?
Izvēloties maršrutētāja bitus, jāņem vērā koka cietība, kā arī graudu virziens. Piemēram, karbīda CNC koka maršrutētāja biti ir izturīgāki un var labāk apkalpot profesionāļus, kuri strādā ar cietāku mežu. Turklāt padeves ātrumam un apgriezieniem jomā vajadzētu mainīties atkarībā no bitu diametra un flautu skaita. Lai labāk apdarītu, ieteicams izmantot kompresijas bitus saplākšņa lietojumprogrammās.
J: Kādas ir operatīvās un drošības funkcijas, kas man būtu jābūt CNC koka maršrutētājiem?
Runājot par drošības funkcijām, vienmēr ir E-pieturas pogas, griešanas kamera vienmēr ir norobežota, un vietā ir putekļu ierobežošanas sistēmas. Mūsdienu koka maršrutētāju mašīnās piekļuves paneļu drošības bloķēšanas un automātiskās vārpstas bremžu sistēmas ir kļuvušas par lietotāja drošības prasību.
J: Kāpēc mans CNC maršrutētājs atstāj apdegumu zīmes uz cietkoksnes?
Apdegumi, kas rodas kokapstrādes laikā, parasti rodas, lietojot nepareizu padeves ātrumu vai maršrutētāja izmantošanu ar nolietotu bitu. Koka maršrutēšanas procesa laikā tiek ģenerēts siltums, un tas jākontrolē ar atbilstošiem griešanas apstākļiem. Šādu virsmas sadedzināšanu izvairās, regulāri asinot instrumentus un pareizi pielāgojot griešanas ātrumu.
J: Cik daudz “efektīva” telpa man nepieciešama CNC Woodrouter sistēmas izvietošanai?
Komerciālā līmeņa CNC maršrutētāja instalācijas prasa vietu, kas pārsniedz mašīnas pēdas nospiedumu. Standarta 4'x8 'koka maršrutētāja galdam vidēji 15'x12' ir nepieciešams kopējais laukums, ieskaitot putekļu savākšanu un materiālu uzglabāšanas vietas.
J: Kāds mašīnas uzturēšanas grafiks man būtu jāievēro, lai nodrošinātu maksimālu mašīnas efektivitāti?
Maršrutētāja bitu un putekļu savākšanas pārbaužu tīrīšana ir dažas no ikdienas uzturēšanas praksēm. Vadu slieņu un pārbaudes jostas sprieguma ierobežošana ir vienas no aktivitātēm, kas veiktas reizi nedēļā. Sistēmas pārbaude un atkārtota kalibrēšana kopumā kopā ar instrumentu pārbaudi ir tas, kas ir saistīts ar koka CNC maršrutētāja uzturēšanu pēc katra mēneša.
J: Vai man ir iespējams pievienot papildu funkcijas savam CNC maršrutētājam vēl sarežģītākiem koka projektiem?
Lielākā daļa kokapstrādes maršrutētāju sistēmu nodrošina pievienojumus, piemēram, instrumentu mainītājus, lielākus vārpstas un vakuuma galda zonu paplašinājumus. CNC maršrutēšanas ierīces vadības sistēmu var uzlabot arī ar sarežģītām programmatūras funkcijām uzlabotiem koka maršrutētāja projektiem.





















