চিএনচি কাঠৰ ৰাউটাৰ মেচিন হৈছে কাঠৰ কামত অত্যাধুনিক প্ৰযুক্তি, যিয়ে কাঠৰ উপাদান তৈয়াৰ কৰাৰ দিশত দৃষ্টিভংগী সলনি কৰে। এইবোৰ হৈছে কম্পিউটাৰ নিয়ন্ত্ৰিত ৰুটিং ব্যৱস্থা – সৰু চিএনচি ৰাউটাৰ টেবুলৰ পৰা আৰম্ভ কৰি ডাঙৰ কাঠৰ ৰুটিং মেচিনলৈকে য’ত নিখুঁত অস্ত্ৰোপচাৰ কাটিং নিৰ্মাণ কেন্দ্ৰৰ সৈতে সংযুক্ত কৰা হয়।
চিএনচি ৰাউটাৰ বিট নিয়োগ কৰা আচবাব বা স্থাপত্য ট্ৰিম কাম হাতত লোৱাই হওক, এই কাঠৰ চিএনচি ৰাউটিং সমাধানসমূহ উৎপাদনত দক্ষতা বৃদ্ধিৰ বাবে আৰু আনকি কাঠৰ কাম কৰা আৰু কাঠ নিৰ্মাণ কোম্পানীসমূহৰ বাবে ডিজাইনৰ ক্ষেত্ৰতো এক প্ৰয়োজনীয়তা হৈ পৰিছে।
এই ব্লগত আমি আপোনাক সংজ্ঞা, এপ্লিকেচন, বৈশিষ্ট্য আৰু চিএনচি কাঠৰ ৰাউটাৰসমূহৰ ওপৰত টিপছৰ বিষয়ে অৱগত কৰিম, আপোনাক উৎপাদনৰ বাবে শ্ৰেষ্ঠ চিএনচি উড ৰাউটাৰ মেচিন বাছনি কৰাৰ পেছাদাৰী পৰামৰ্শ প্ৰদান কৰিম।

CNC উড ৰাউটাৰ কি?
CNC কাঠৰ ৰাউটাৰ বুজা
চিএনচি (কম্পিউটাৰ নুমেৰিকল কণ্ট্ৰল) কাঠৰ ৰুটিং প্ৰযুক্তিয়ে কম্পিউটাৰাইজড ডিজিটেল প্ৰক্ৰিয়াসমূহ ব্যৱহাৰ কৰি সৰল ডিজাইনৰ পৰা বিভিন্ন কাটি লোৱা কাঠৰ অংশ বিকশিত কৰে। ৰাউটাৰ মেচিনক CAD/CAM ফাইল বা প্ৰগ্ৰেমিং ক'ড পঢ়িবলৈ ব্যৱহাৰ কৰা হয়, যিয়ে কাটিব পৰা সঁজুলিসমূহক সঠিক ডিজাইনত নিৰ্বাচিত সামগ্ৰীৰ পৃষ্ঠত নিৰ্দেশিত কৰে।
সমসাময়িক কাঠৰ ৰাউটাৰ ব্যৱস্থাসমূহ তিনি-অক্ষ নিয়ন্ত্ৰণৰ নীতিৰ ওপৰত ভিত্তি কৰি কৰা হয় আৰু গতিসমূহ x, y আৰু z স্থানাংকত তৈয়াৰ কৰা হয় যাতে এটা 3D প্ৰভাৱ কাটিব পৰা আৰ্হি সৃষ্টি কৰা হয়। এই শব্দটোৱে কেৱল কাঠৰ কাম কৰাই নহয়, কম্পিউটাৰ নিয়ন্ত্ৰণ আৰু যন্ত্ৰৰ একত্ৰীকৰণৰ কথাও বুজায় যে অবিশ্বাস্যভাৱে সঠিক কাঠৰ কৰ্ম প্ৰক্ৰিয়া লাভ কৰাত আনকি হাজাৰ হাজাৰ ইঞ্চিৰ পুনৰাবৃত্তিযোগ্যতালৈকে।
CNC কাঠৰ ৰাউটাৰৰ উপাদানসমূহ
GANTRY SYSTEM : এটা ওভাৰহেড ৰশ্মিৰ সৈতে এটা শক্তিশালী কাঠামো, স্পিণ্ডিলৰ গতিবিধি সমৰ্থন কৰাৰ লগতে আক্ৰমণাত্মক ৰুটিং গতিৰ সময়তো ইয়াক স্থিতিশীল কৰি তোলে।
স্পিণ্ডল ইউনিট : প্ৰতি মিনিটত ১৩০০০ৰ পৰা ২৪,০০০ বিপ্লৱৰ সৈতে স্পিণ্ডল মটৰৰ দ্বাৰা পৰিচালিত এটা সমাবেশ, যিটো সামগ্ৰীসমূহ ফলপ্ৰসূভাৱে আঁতৰোৱাৰ বাবে কাটিব পৰা সঁজুলিসমূহ চলাবলৈ ব্যৱহাৰ কৰা হয়।
ৰাউটাৰ টেবুল : এটা বৃহৎ আকাৰৰ ৱৰ্কটেবল যাৰ পৃষ্ঠত ভেকুৱাম চেনেল আছে আৰু প্ৰায় 5' বাই 10' আৰু তাতোকৈ ডাঙৰ কামৰ টুকুৰা সমৰ্থন কৰিব পাৰে।
সঁজুলি ধাৰী : ISO-30 বা HSK – 63 আন্তঃপৃষ্ঠৰ বাবে দ্ৰুত পৰিবৰ্তনযোগ্য, অপাৰেটিভ বিট শ্বেংক ফাষ্টনিং।
ধূলি সংগ্ৰহ : কাটিং প্ৰক্ৰিয়াৰ সময়ত কাঠৰ চিপচ আৰু অন্যান্য আৱৰ্জনাসমূহ দূৰ কৰিবলৈ ৬-১০ ইঞ্চিৰ ভিতৰত আকাৰৰ সৈতে স্থাপন কৰা ধূলি নিষ্কাশন ব্যৱস্থা।
নিয়ন্ত্ৰণ ব্যৱস্থা : আন্তঃপৃষ্ঠ যিয়ে ব্যৱহাৰকাৰীক এটা NC মেচিনৰ সৈতে সংযুক্ত কম্পিউটাৰ চলাবলৈ অনুমতি দিয়ে যাতে CAD ৰ ওপৰত এটা ডিজাইন অনুসৰি স্কেল কৰিবলৈ কাটিব পাৰি।
CNC কাঠৰ ৰাউটাৰৰ ব্যৱস্থা
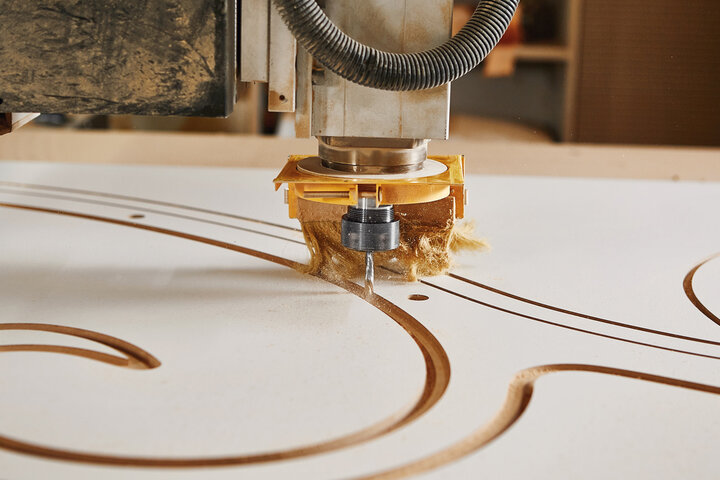
যিকোনো কাটিং টাস্ক এক্সিকিউট কৰাৰ সময়ত, কাঠৰ ৰাউটাৰ মেচিনে স্পিণ্ডলৰ ঘূৰ্ণন আৰু কৰ্মপদাৰ্থৰ পৃষ্ঠত সঁজুলিৰ গতি একেলগে একত্ৰিত কৰে। ৰাউটিং প্ৰক্ৰিয়াত ৰাউটাৰ বিট ব্যৱহাৰ কৰা হয় যিয়ে নিৰ্দিষ্ট খাদ্যৰ হাৰত সামগ্ৰীত কাটি দিয়ে, আৰু বিভিন্ন ধৰণৰ কাঠৰ বাবে উপযুক্ত কাটিব পৰা গতি বজাই ৰাখে।
কম্পিউটাৰৰ এই ব্যৱস্থাসমূহ নিয়ন্ত্ৰণ কৰাৰ ক্ষমতা আছে, আৰু কাটিব পৰা প্ৰক্ৰিয়াৰ সময়ৰ ওপৰত নিৰ্ভৰ কৰি, ব্যৱস্থাটোৱে সঁজুলি বা আন সামগ্ৰীৰ পৰিধান অনুসৰি কাটিব পৰা প্ৰক্ৰিয়াৰ পৰিমাপ সলনি কৰে। প্ৰতিটো কাটিব পৰা চক্ৰৰ সময়ত এনে নিয়ন্ত্ৰণ সক্ষম কৰিবলৈ স্পিণ্ডিল আৰু ৱৰ্ক পিচৰ মাজত এটা অত্যাধুনিক গভীৰতা/সমাপ্ত নিয়ন্ত্ৰণ ব্যৱস্থা ৰূপায়ণ কৰা হৈছে।

CNC কাঠৰ ৰুটিং কেনেকৈ কাম কৰে?
প্ৰগ্ৰেমিং CNC কাঠৰ আৰ্হি
অৰ্থাৎ চিএনচি ৰাউটাৰ মেচিনে এটা ডিজাইনৰ ডিজিটেল বিন্যাসক ইয়াৰ সংশ্লিষ্ট কাঠ কাটিব পৰা নিৰ্দেশনালৈ ৰূপান্তৰিত কৰে। শক্তিশালী কাঠৰ ৰাউটাৰ চফট্ ৱেৰে ভৰ্তি এটা CAD-CAM ব্যৱস্থাই CAD অংকন আমদানি কৰে আৰু অনুকূল সঁজুলিৰ পথ বিকশিত কৰে, আনহাতে CNC কাঠৰ ৰুটিং প্ৰগ্ৰেমে জটিল কাঠৰ ৰাউটাৰৰ কামত সামগ্ৰীসমূহ কেনেকৈ সৰ্বোত্তমভাৱে ব্যৱহাৰ কৰিব লাগে সেই বিষয়েও অনুসন্ধান কৰে।
অপাৰেটিং ৰাউটাৰ মেচিনেৰী
CNC কাঠৰ ৰাউটাৰ বিট : ৰেঞ্জ ষ্ট্ৰেইট শ্বেংক কাটাৰ, ভি-কাট বিট, প্ৰফাইল বিট আৰু ৰাউটিং উদ্দেশ্যৰ বাবে অন্যান্যৰে গঠিত।
কাঠৰ ৰাউটাৰৰ গতি : প্ৰতি মিনিটত তেৰ হাজাৰৰ পৰা চৌবিশ হাজাৰ বিপ্লৱৰ পৰা নিয়ন্ত্ৰণযোগ্য নিখুঁততা বিভিন্ন ধৰণৰ কাঠৰ ৰাউটাৰৰ কামৰ বাবে কৰা কাটি লোৱা হয়।
এটা CNC ৰাউটাৰৰ ফিড হাৰ : ৰাউটাৰৰ ফিড হাৰৰ স্বয়ং সমন্বয়ে বিভিন্ন কাঠৰ ৰাউটাৰ কম্পোজিটৰ সৈতে পৰিষ্কাৰ কাট নিশ্চিত কৰে।
ৰাউটাৰৰ কাটিং ডেপথ : মাল্টি-পাছ প্ৰগ্ৰেমিংৰ দ্বাৰা 3D কাঠৰ ৰাউটাৰৰ সৈতে তৈয়াৰী জটিল ডিজাইনৰ অনুমতি দিয়া হয়।
কাঠৰ ৰাউটাৰ ৱৰ্ক টেবুল : ভেকুৱাম ভিত্তিক ৱৰ্কহল্ডিঙে চিএনচি মেচিনৰ দ্বাৰা ৰাউটিং কৰাৰ সময়ত ৱৰ্কপিচসমূহৰ সমাধানৰ অনুমতি দিয়ে।
নিয়ন্ত্ৰণকাৰী সামগ্ৰীৰ গতিবিধি
ৱৰ্কপিছৰ গতিবিধিৰ ওপৰত এটা সংখ্যাগত নিয়ন্ত্ৰণ ফ্ৰেম আৰু এটা গতি নিয়ন্ত্ৰণ চফ্টৱেৰ ব্যৱহাৰ কৰি সঠিকভাৱে নিয়ন্ত্ৰণ কৰা হয় যিয়ে কাঠৰ ৰাউটাৰ টেবুলৰ পৃষ্ঠত ৰখা অক্ষ ব্যৱস্থা ব্যৱহাৰ কৰে। সকলো কুঠাৰ ঔদ্যোগিক চাৰ্ভো মটৰৰ দ্বাৰা পৰিচালিত হয় যিবোৰ কাঠৰ ৰুটিং মেচিনৰ জটিল খোদিত প্ৰক্ৰিয়াৰ সময়তো নিৰ্দিষ্ট পদবী গ্ৰহণ কৰিবলৈ সক্ষম।
এই উন্নত কাঠৰ চিএনচি ৰাউটাৰ মেচিনসমূহৰ সৈতে, ব্যৱহাৰ কৰা সামগ্ৰীৰ ধৰণৰ ওপৰত নিৰ্ভৰ কৰি ৰাউটাৰৰ প্ৰাচলসমূহৰ বাস্তৱ সময়ত পৰিৱেশন জোখা আৰু সামঞ্জস্য স্থাপন কৰিবলৈ সক্ষম কৰা ব্যৱস্থা আছে। নিয়ন্ত্ৰণ ইউনিটে বিভিন্ন ৰেঞ্জৰ কাঠৰ ৰাউটাৰত কাটিব পৰাৰ মানদণ্ডৰ নিয়ন্ত্ৰণৰ নিশ্চয়তাও প্ৰদান কৰে, য’ত আচবাবৰ অংশ আৰু স্থাপত্যৰ বিৱৰণ সৃষ্টিৰ বাবে ব্যৱহাৰ কৰা হয়।
চিএনচি উড ৰাউটাৰৰ সুবিধা আৰু অসুবিধা কি কি?
ৰাউটাৰ উড চিএনচিৰ সুবিধাসমূহ
সঠিকতা আৰু একাকাৰীতা
চিএনচি কাঠৰ ৰাউটাৰসমূহে অসাধাৰণ স্তৰৰ সঠিকতা লাভ কৰে আৰু ০.০০১ ইঞ্চি বা আনকি কম সময়ৰ বাবে সহনশীলতাৰ ভিতৰত কাম কৰে। এই যান্ত্ৰিক সঠিকতা উপকাৰী কাৰণ ই এটা পৰিসৰৰ টুকুৰাৰ ওপৰত ফলাফলত একাকাৰীতা নিশ্চিত কৰে যাৰ ফলত উৎপাদন চলাচল কৰিবলগীয়া হ'লে মানুহৰ প্ৰভাৱ নাইকিয়া হয়। জটিল শিল্পকৰ্মৰ টুকুৰা হওক বা আচবাবৰ উপাদান হওক, কোৱা বাহুল্য যে প্ৰতিটো খোদিতক একে স্তৰৰ নিখুঁততাৰে সম্পন্ন কৰা হয়।
স্বয়ংক্ৰিয় সময়োপযোগিতা
এই মেচিনবোৰ বিৰতি নোহোৱাকৈ চলাব পৰা গ’ল, হাতেৰে খোৱা সময়তকৈ যথেষ্ট কম সময়ত চূড়ান্ত সামগ্ৰীত সম্পূৰ্ণ পৰিসৰৰ দৃষ্টি সম্পূৰ্ণ কৰিব পাৰি। এটা মেচিন একে সময়তে কেইবাটাও চাকৰিৰ ওপৰত কাম কৰিবলৈ সক্ষম, যদিহে গুণগত মান একেই থাকে। এই ধৰণৰ কৰ্মপ্ৰবাহে পেছাদাৰী কৰ্মশালাৰ ভিতৰত একেটা কাম হাতত হাতেৰে সম্পন্ন কৰাত হোৱা অত্যধিক সময় আৰু খৰচৰ পৰা আঁতৰি যায়।
ডিজাইন অভিযোজনযোগ্যতা
শেহতীয়া চিএনচি প্ৰযুক্তিসমূহে এটা ছবিক ডিজিটেলভাৱে আৰামদায়কভাৱে ব্যাখ্যা কৰে আৰু একেখিনি উৎপাদন কৰে; ষ্ট্ৰেইট ফৰৱাৰ্ড কাটৰ পৰা আৰম্ভ কৰি বিশদ 3D ভাস্কৰ্য্যলৈকে। আধুনিক অভিযান্ত্ৰিক সঁজুলিৰ সহায়ত এজন ডিজাইনাৰ কেৱল উত্তম ডিজাইন সৃষ্টিৰ মাজতে সীমাবদ্ধ নহয় কাৰণ কোনো বস্তুগত খৰচ বহন নকৰাকৈ পৰিৱৰ্তন শেষ মুহূৰ্তলৈকে কৰিব পৰা যায়। অৰ্থাৎ হাতেৰে ৰেণ্ডাৰৰ সীমাবদ্ধতা নোহোৱাকৈ অত্যধিক জটিল আকৃতি, ডিজাইন আৰু কাষ্টমাইজেচন কৰিব পাৰি।
কম খৰচী উৎপাদন
যথেষ্ট খৰচ আগধন কম শ্ৰমিক শক্তি আৰু কম বস্তুগত আৱৰ্জনাৰ বাবে কিছু সময়ৰ পিছত ইতিবাচক ৰিটাৰ্ণ প্ৰদান কৰি চিএনচি ৰাউটাৰ দ্বাৰা ন্যায্যতা প্ৰদান কৰিব পাৰি. উৎপাদনৰ যান্ত্ৰিক প্ৰক্ৰিয়াৰ সুবিধা আছে কাৰণ ই ব্যয়বহুল ভুল আৰু পৰিহাৰযোগ্য উৎপাদনৰ কামক তললৈ নমাই আনে। কাৰ্য্যকৰী হাৰে পাছলৈ কৰ্মশালাৰ ক্ষমতা সৰ্বাধিক কৰাত সহায় কৰে।
ৰাউটাৰ উড চিএনচিৰ অসুবিধা
উচ্চ প্ৰাৰম্ভিক বিনিয়োগ
এটা CNC ৰাউটিং ব্যৱস্থাৰ ছেটআপে যথেষ্ট পৰিমাণৰ ধনৰ বাবে আহ্বান জনায়, য'ত মেচিন ক্ৰয় কৰা, আৰু চফ্টৱেৰ অনুজ্ঞাপত্ৰ আৰু প্লাছ ইনষ্টলেচন খৰচ ক্ৰয় কৰা অন্তৰ্ভুক্ত কৰা হয়। আন আন খৰচসমূহৰ ভিতৰত আছে অপাৰেটৰৰ প্ৰশিক্ষণ আৰু প্ৰয়োজনীয় সঁজুলি যেনে ধূলি সংগ্ৰহ ব্যৱস্থাৰ ক্ৰয়। এনে আৰ্থিক প্ৰতিশ্ৰুতি সৰু সংগঠনৰ বাবে অতি কঠিন হ’ব পাৰে কাৰণ তেওঁলোকে নিজৰ স্বয়ংক্ৰিয়কৰণ যাত্ৰাত নামি পৰে।
বিশেষজ্ঞ দক্ষতাৰ প্ৰয়োজন
চিএনচি মেচিনসমূহ চলাবলৈ কাঠৰ কাম আৰু কম্পিউটাৰ প্ৰযুক্তি দুয়োটাতে দক্ষ হ’ব লাগিব। অপাৰেটৰসকল CAD/CAM ব্যৱস্থাৰ সৈতে পৰিচিত হ’ব লাগিব আৰু সেইবোৰ কেনেকৈ প্ৰগ্ৰেম কৰিব লাগে, আৰু বিভিন্ন ধৰণৰ সঁজুলিৰ সৈতে কাম কৰিব লাগিব। কাৰিকৰী জ্ঞানৰ এনে প্ৰয়োজনীয়তাৰ অৰ্থ হ’ল এনে এটা উচ্চ পৰ্যায়ৰ দক্ষতা আছে যিটো ব্যৱহাৰ কৰিবলৈ শিকাৰ সময়ত স্বয়ংক্ৰিয় ব্যৱস্থাই সহজে সন্মুখীন হ’ব নোৱাৰা কাঠৰ কাম কৰা লোকসকলে।

চিএনচি উড ৰাউটাৰৰ ঔদ্যোগিক প্ৰয়োগসমূহ কি কি?
কাষ্টম ফাৰ্নিচাৰ নিৰ্মাণ
কাঠৰ চিএনচি ৰাউটাৰ মেচিনৰ ব্যৱহাৰে আচবাব উৎপাদন প্ৰক্ৰিয়াসমূহ উন্নত আৰু অধিক পদ্ধতিগত পদ্ধতিৰ বাবে সলনি কৰিব পাৰে। আধুনিক ৰাউটাৰ কাঠৰ ব্যৱস্থাই নিশ্চিত কৰে যে জটিল সংযোগ আৰু আৰ্হিবোৰ সঠিকভাৱে কাটিব পৰা যায়। কাঠৰ বাবে চিএনচি ৰাউটাৰে সকলো আচবাব ৰাউটাৰৰ চাকৰিৰ মাজেৰে নিখুঁত স্তৰৰ নিখুঁততা ৰাখিছিল, আনহাতে সকলো প্ৰকল্পতে ৰূপায়ণ কৰা মানক কাঠৰ ৰাউটাৰ বিটবোৰে সজ্জাগত বৈশিষ্ট্য আনিছিল।
কেবিনেট মেকিং আৰু কিচেন ইনষ্টলেচন
আধুনিক কাঠ কাটিং চিএনচি ৰাউটাৰে ড্ৰিলিঙৰ দৰে প্ৰক্ৰিয়াত অটোমেচন প্ৰৱৰ্তন কৰিছে, কেবিন পেনেলৰ প্ৰক্ৰিয়াকৰণ সহজ কৰি তুলিছে। কাঠৰ ৰাউটিং মেচিনে ৩২ মিমিৰ চিষ্টেমৰ ফুটাবোৰ সঠিকভাৱে স্থাপন কৰাৰ লগতে অন্যান্য সঁজুলিৰ ৩২ মিমি ৰাউটিং ব্যৱস্থাক সংগঠিত কৰে। ঔদ্যোগিক গ্ৰেডৰ চিএনচি ৰাউটাৰসমূহে কেবিনেটৰ মুখ আৰু ভিতৰৰ অংশসমূহ অধিক সংগঠিতভাৱে নিৰ্মাণ কৰাত সহায় কৰে।
স্থাপত্য Millwork
উচ্চ শক্তিৰ চিএনচি কাঠৰ ৰাউটাৰ ব্যৱস্থাৰ স্থাপত্যৰ বিৱৰণ উৎপাদন কৰাৰ ক্ষমতা আছে। কাঠৰ মল্ডিঙৰ বাবে ৰাউটাৰ মেচিনে উচ্চ জটিলতাৰ মল্ডিং আৰু পেনেল উৎপন্ন কৰে। চিএনচি উড ৰাউটাৰৰ অতি উন্নত ডিজাইনত ট্ৰিম ৱৰ্কৰ দৰে আচবাব আৰু কাষ্টম-মেইড ৰাউটাৰ বিট ব্যৱহাৰ কৰি কাঠৰ ওপৰত কৰা সজ্জাৰ সৈতে জড়িত।
বাদ্যযন্ত্র উৎপাদন
কাঠৰ বাবে নিখুঁত চিএনচি ৰাউটাৰ যন্ত্ৰৰ বিভিন্ন কাঠৰ অংশ তৈয়াৰ কৰাৰ বাবে তৈয়াৰ কৰা হয়। কাঠৰ ৰাউটাৰ মেচিনে শব্দৰ উদ্দেশ্যে মাত্ৰা নিয়ন্ত্ৰণত উচ্চমানৰ পৰিৱেশন প্ৰদান কৰে। ইয়াৰ উপৰিও জটিল ৰাউটাৰ কাঠৰ সঁজুলি প্ৰযুক্তিয়ে জটিল বক্ৰৰ সৈতে পৃষ্ঠ সৃষ্টি কৰিবলৈ বিশেষ কাঠৰ চিএনচি ৰাউটিং কৌশল ব্যৱহাৰ কৰে।
প্ৰদৰ্শনী আৰু প্ৰদৰ্শন উৎপাদন
খুচুৰা উদ্দেশ্যৰ বাবে কাষ্টম প্ৰদৰ্শনসমূহ বাণিজ্যিক কাঠৰ ৰাউটাৰ মেচিন ব্যৱহাৰ কৰি নিৰ্মাণ কৰা হয়। চিএনচি ৰাউটিং প্ৰযুক্তিৰ ব্যৱহাৰে ডিছপ্লে অংশসমূহৰ দ্ৰুত মডেলিঙৰ অনুমতি দিয়ে। কাঠৰ কামত পেছাদাৰী ৰাউটাৰ প্ৰকল্পৰ উদাহৰণসমূহৰ ভিতৰত আছে ইন্টাৰলক কৰা ফ্ৰেমিং চিষ্টেম আৰু উলম্ব চিএনচি কাঠৰ ৰাউটাৰ টেবুলত নিৰ্মিত ডিছপ্লে বৰ্ড।
দুৱাৰ আৰু খিৰিকী নিৰ্মাণ
কাঠৰ বাবে বাহ সজা চিএনচি ব্যৱস্থাই সম্পূৰ্ণৰূপে স্বয়ংক্ৰিয় দুৱাৰ আৰু খিৰিকীৰ ফ্ৰেম ফেব্ৰিকেশন লাইনৰ অনুমতি দিয়ে। মল্ডাৰ মেচিনে মৰ্টিছ আৰু টেনন টিম্বাৰ জইণ্ট সঠিকভাৱে কাটি পেলায়। অত্যাধুনিক চিএনচি কাঠৰ ৰাউটিং ব্যৱস্থাইও কাঠৰ ৰাউটাৰৰ অংশৰ বহু-দিশীয় প্ৰক্ৰিয়াকৰণৰ অনুমতি দিয়ে।
আৰ্হি নিৰ্মাণ আৰু প্ৰ'ট'টাইপিং
উন্নত টম’ৰ’ৰ প্ৰযুক্তিৰ সৈতে, চিএনচি কাঠৰ ৰাউটাৰে ঔদ্যোগিক ব্যৱহাৰৰ বাবে আৰ্হি নিৰ্মাণ কৰিবলৈ সক্ষম কৰে। কাঠৰ ৰুটিং প্ৰযুক্তিয়ে কম সময়ৰ ভিতৰতে ডিজাইনৰ সৰল পৰিৱৰ্তনৰ সুবিধা দিয়ে। বিশেষ ৰাউটাৰ বিটৰ সৈতে সজ্জিত উৎপাদন কাঠৰ ৰাউটাৰ মেচিন, চোকা সঠিকতাৰে কম্পেক্ট আৰু জটিল আৰ্হি সৃষ্টি কৰিব পাৰে।

CNC কাঠৰ ৰাউটাৰ ব্যৱস্থা কেনেকৈ ৰক্ষণাবেক্ষণ কৰিব?
নিয়মীয়া ৰক্ষণাবেক্ষণ সম্পন্ন কৰা
ৰাউটাৰ বিটৰ ওপৰত এটা সামঞ্জস্যপূৰ্ণ পৰীক্ষাৰ সময়সূচী পৰ্যবেক্ষণ কৰে যে ইহঁতৰ অত্যাধুনিক প্ৰান্তবোৰ চোকা হৈ থাকে, আনহাতে কাঠৰ ৰাউটাৰ টেবুলৰ পৃষ্ঠৰ সময়ে সময়ে পৰিষ্কাৰ কৰিলে নিশ্চিত হয় যে কোনো ধ্বংসাৱশেষ জমা নহয়। কাঠৰ ৰুটিং ব্যৱস্থাৰ স্পিণ্ডিল বেয়াৰিং প্ৰস্তুতকাৰীৰ পৰামৰ্শ অনুসৰি ব্যৱধানত তেল দিব লাগে।
সংগ্ৰহ ব্যৱস্থাৰ যত্ন লোৱাৰ উদ্দেশ্যে নিশ্চিত কৰে যে কাঠৰ বাবে চিএনচি ৰাউটাৰটো নিখুঁত অপাৰেটিং অৱস্থাত আছে। ৰাউটাৰ কাঠৰ টেবুলত থকা ভেকুৱাম ছিলবোৰ অপাৰেটৰসকলে নিয়মীয়াকৈ পৰীক্ষা কৰিব লাগে, সকলো দূষণ নিয়ন্ত্ৰণ উপাদান পৰিষ্কাৰ কৰিব লাগে, আৰু কাঠৰ চিএনচি ৰাউটিং প্ৰক্ৰিয়াৰ সময়ত কৰ্ম-টুকুৰাটো বিচ্যুত নকৰাটো নিশ্চিত কৰিবলৈ চুষণৰ মাত্ৰা পৰীক্ষা কৰিব লাগে।
সাধাৰণ বিষয়সমূহৰ বাবে সমাধান
উচ্চমানৰ কাঠৰ ৰাউটাৰ মেচিনবোৰো এলাইনমেণ্ট শেষ হ’ব পাৰে আৰু এটা নিৰ্দিষ্ট সময়ৰ পিছত মানাংকন কৰিব লাগিব। চিএনচি ৰাউটাৰ অপাৰেটৰে অক্ষ গতিৰ পৰিধানৰ কোনো ইংগিত আৰু ৰাউটাৰ কাঠৰ ব্যৱস্থাত বেল্টৰ টান, লগতে সঁজুলিৰ অফছেট সঠিকতা পৰীক্ষা কৰিব লাগে। কাঠৰ ৰুটিং মেচিনৰ তাঁৰৰ সময়ে সময়ে মূল্যায়ন আৰু সংযোগেও বৈদ্যুতিক ব্যৱস্থাৰ বিজুতি ৰোধ কৰাত সহায় কৰে।
চিএনচি উডৱৰ্কছত কাটিব পৰাৰ মানদণ্ড ৰাউটাৰ বিটৰ অৱস্থাৰ দ্বাৰা প্ৰভাৱিত হয়। সেয়েহে কাঠৰ ৰাউটাৰ বিটৰ বাবে ষ্টেগাৰ কৰা সঁজুলি সলনি কৰা আঁচনিয়ে কাটিংটুলৰ ব্যৱহাৰ পৰিচালনা কৰাত সহায় কৰে। অনুকূল কাটিব পৰা মান নিশ্চিত কৰিবলৈ, সময়ে সময়ে স্পিণ্ডলৰ ৰান আউট আৰু কাঠৰ ৰাউটাৰ মেচিনৰ কলেট অৱস্থা পৰীক্ষা কৰাটো মৌলিক।
ব্যৱস্থাপ্ৰণালী মানাংকনৰ বাবে প্ৰামাণিক
কাঠৰ চিএনচি ৰাউটাৰৰ বাবে মানাংকন পদ্ধতিসমূহে একেধৰণৰ মেচিনিং নিখুঁততাৰ নিশ্চয়তা প্ৰদান কৰে। কাঠৰ ৰাউটিংৰ বাবে ব্যৱস্থাটোৱে অক্ষৰ লম্বতাৰ সময়ে সময়ে পৰীক্ষা আৰু গতি নিয়ন্ত্ৰণ ছেটিংছৰ সালসলনিৰ প্ৰয়োজনীয়তা প্ৰদান কৰে। ঔদ্যোগিক ব্যৱহাৰৰ বাবে উপযোগী CNC ৰাউটাৰ ডিভাইচসমূহে লেজাৰ জোখাৰ সঁজুলিৰ সহায়ত মাজে মাজে অৱস্থানৰ সঠিকতাৰ বাবে পৰীক্ষা কৰিব লাগিব।
অত্যাধুনিক কাঠৰ কাম কৰা সঁজুলিসমূহে স্থাপন কৰা বৈশিষ্ট্যসমূহ আৰু ইয়াৰ বৈধকৰণৰ ওপৰত সময়ে সময়ে আপডেটৰ সন্মুখীন হয়। চিএনচি কাঠ কাটিব পৰা মেচিনৰ নিয়ন্ত্ৰণ চফ্টৱেৰে ব্যৱহৃত সঁজুলিকে ধৰি মেচিনৰ প্ৰাচলসমূহৰ বেকআপ ল’বলৈ পাহৰিব নালাগে। এনজে ৰাউটাৰ মেচিনৰ অপাৰেটৰসকলে গুণগত নিয়ন্ত্ৰণ মানদণ্ডৰ আনুগত্যৰ বাবে কৰা সকলো মানাংকনৰ সঠিক আৰু আপডেইট কৰা ৰেকৰ্ড ৰাখিব লাগিব।

CNC কাঠৰ ৰাউটাৰ আৰু ধাতুৰ CNC মিলৰ মাজত মূল পাৰ্থক্য
গতি আৰু শক্তিৰ বৈশিষ্ট্য
কাঠৰ কামৰ বাবে চিএনচি ৰাউটাৰে অধিক স্পিণ্ডিলৰ গতিৰ ব্যৱহাৰৰ অনুমতি দিয়ে, গড়ে ১৩,০০০ৰ পৰা ২৪,০০০ আৰপিএমৰ ভিতৰত। তীব্ৰ বেগত সম্পন্ন কৰা এই ৰুটিং অপাৰেচনে কাঠৰ সামগ্ৰীত কাটি দিয়াৰ মানদণ্ড বৃদ্ধি কৰাত সহায় কৰে। আনহাতে, ধাতুৰ মিলিং মেচিনসমূহে কম গতিৰে কাম কৰে যিবোৰ গড়ে ২০০০ৰ পৰা ১০,০০০ আৰ পি এমলৈ যাতে প্ৰয়োজনীয় ধাতু কাটিব পৰা টৰ্ক প্ৰদান কৰিব পৰা যায়।
বাণিজ্যিক গ্ৰেডৰ ৰাউটাৰে ৫ আৰু ১৫ এইচপিৰ ভিতৰত স্পিণ্ডল শক্তি ব্যৱহাৰ কৰে য’ত কাটিব পৰা বলতকৈ পৃষ্ঠৰ গতি অনুকূল হয়। আনহাতে, ধাতুৰ চিএনচি মিলিং মেচিনত বহুত বেছি শক্তিশালী স্পিণ্ডল মটৰ থাকে, সাধাৰণতে ২০ হৰ্চপাৱাৰতকৈ অধিক, যাতে স্পিণ্ডলটোৱে কঠিন ধাতুৰ মাজেৰে কাটি যায়।
সঁজুলি আৰু ধৰি ৰখা ব্যৱস্থাসমূহ
ধাতুৰ ক্ৰেংকিং আউট মেচিনত অধিক কঠিন সঁজুলিহোল্ডিং ব্যৱস্থা, যেনে BT40 বা CAT40 টেপাৰ সঁজুলি ব্যৱহাৰ কৰা হয়, যিয়ে যথেষ্ট কাটিব পৰা বল সহ্য কৰিব পাৰে। কাঠৰ ৰুটিং মেচিনত সাধাৰণতে কম গধুৰ কৰ্তব্যৰ ধাৰণকাৰী যেনে ISO-30 বা HSK-63 ব্যৱহাৰ কৰা হয় যিবোৰ দ্ৰুত কাঠ প্ৰক্ৰিয়াকৰণ কাৰ্য্যৰ বাবে উপযোগী।
কাঠৰ বাবে চিএনচি ৰাউটাৰ বিট আৰু ধাতু কাটি লোৱা কাটাৰৰ সৈতে একে নহয় কাৰণ ইয়াত বেলেগ জ্যামিতি থাকে, চিপ আঁতৰোৱাৰ বাবে নিজাকৈ ৰেক আৰু বাঁহী থাকে। ধাতুৰ মিলত, কাষ্টম মেড কাৰ্বাইড সঁজুলিসমূহ আৱৰণ কৌশলৰ সৈতে ব্যৱহাৰ কৰা হয় যিয়ে তীখা কাটিবলৈ তাপ সহ্য কৰে আৰু জীৱন দীঘলীয়া কৰে।
কৰ্মক্ষেত্ৰ আৰু নিৰ্মাণ
কাঠ প্ৰক্ৰিয়াকৰণৰ বাবে নিৰ্মাণ কৰা চিএনচি ৰাউটাৰসমূহ সাধাৰণতে অধিক কাম কৰা খামৰ সৈতে আহে যিবোৰ বেছিভাগেই ৪' বাই ৮' বা ৫' বাই ১০'। এইটো শ্বীট সামগ্ৰীৰ ওপৰত কাম কৰিবলৈ সক্ষম কৰিবলৈ। ধাতুৰ মিলিং মেচিনৰ মাজতো একে কাৰণ ইয়াত কাম কৰা খামও আছে যিবোৰ প্ৰকৃত মেচিনৰ মাত্ৰাত সৰু। কিন্তু এনে মেচিনবোৰ বহুত গধুৰ কৰি তোলা হয় যাতে কাটিং প্ৰক্ৰিয়াত প্ৰভাৱ পেলাব পৰা কোনো কম্পন এৰাই চলিব পাৰি।
কাঠৰ কাম কৰা ৰাউটাৰসমূহে কিছুমান কৰ্ম-ধৰা ব্যৱস্থা অন্তৰ্ভুক্ত কৰে যিয়ে শূন্য নীতিৰ ওপৰত কাম কৰে, আনহাতে ধাতুৰ কাটিং ৰাউটাৰত বেছিভাগেই টি –স্লট আৰু ভিজত যান্ত্ৰিক ক্লেম্পিং ব্যৱহাৰ কৰা হয়। কাঠৰ ৰাউটাৰ মেচিনৰ ফ্ৰেম গঠনটো অত্যধিক বৃহৎ ফৰ্মেট ৱৰ্কপিচ গ্ৰহণ কৰিবলৈ ডিজাইন কৰা হৈছে। কিন্তু মেটাল মিলৰ ডিজাইনত বহু নিখুঁতভাৱে কাটিব পৰা প্ৰক্ৰিয়াৰ বাবে নিৰ্মিত বাধাসমূহ অন্তৰ্ভুক্ত কৰা হৈছে।
সামগ্ৰী আঁতৰোৱা প্ৰক্ৰিয়া
CNC কাঠৰ ৰুটিঙে তুলনামূলকভাৱে অধিক গতিৰে আৰু কম কাটিব পৰা বলৰ সৈতে সামগ্ৰী আঁতৰোৱাৰ অনুমতি দিয়ে, কাঠৰ আঁহৰ বৈশিষ্ট্যৰ বাবে অধিক উপযুক্ত। কিন্তু ধাতুৰ মিলিং কাৰ্য্যত এনে নহয় য’ত উচ্চ কাটিব পৰা বল ব্যৱহাৰ কৰি ধাতুত সৃষ্টি হোৱা তাপ আৰু চিপবোৰ নিয়ন্ত্ৰণ কৰিবলৈ কম গতিৰে ধাতু কাটিবলৈ ব্যৱহাৰ কৰা হয়।
কাঠৰ ৰাউটাৰ মেচিন পৃষ্ঠৰ ছিয়াৰ আৰু কাট-আউট পেটাৰ্ণ তৈয়াৰ কৰাত অতি দক্ষ আৰু লগতে জটিল ত্ৰিমাত্ৰিক ৰূপতো। আনহাতে, ধাতুৰ মিলবোৰত উপাদান আঁতৰাবলৈ ডিজাইন কৰা উচ্চ গতিৰ ঘূৰ্ণনশীল কাটিং সঁজুলিৰ সৈতে সংযুক্ত কৰা হয়, কেইবাটাও শৃংখলাৰ কাৰ্য্যকলাপত থকা সামগ্ৰীটোক অতি সঠিকভাৱে কনট্যুৰ কৰা হয়। এই কাটিব পৰা ইউনিটসমূহৰ বাবে চিপ কুলাণ্ট ব্যৱস্থা প্ৰায়ে উপলব্ধ হয় কাৰণ মাজে মাজে কাটিব পৰাবোৰ অতি গভীৰ আৰু অতি গৰম হ’ব পাৰে যাতে এটা পাছত কাম কৰিব নোৱাৰে।
টেবিল: CNC কাঠৰ ৰাউটাৰ বনাম মেটাল CNC মিল
| বৈশিষ্ট্য শ্ৰেণী | CNC কাঠ ৰাউটাৰ | মেটাল CNC মিল |
| স্পিণ্ডল স্পীড | ১৩,০০০-২৪,০০০ আৰ পি এম | ২,০০০-১০,০০০ আৰ পি এম |
| শক্তি ৰেটিং | ৫-১৫ হৰ্চপাৱাৰ | 20+ হৰ্চপাৱাৰ |
| সঁজুলি ধাৰী | আই এছ অ’-৩০, এইচ এছ কে-৬৩ | BT40, CAT40 |
| টেবুলৰ আকাৰ | 4'x8'ৰ পৰা 5'x10' সাধাৰণ | 2'x4' সাধাৰণ |
| ৱৰ্কহল্ডিং | ভেকুৱাম ব্যৱস্থা | মেকানিকেল ক্লেম্প, টি-স্লট |
| ফ্ৰেম নিৰ্মাণ | এলুমিনিয়াম/ষ্টীল হাইব্ৰিড | কঠিন ঢালাই লোহা লোহা |
| সাধাৰণ এপ্লিকেচনসমূহ | গুডস, প্যানেল, আসবাবপত্র | অংশ, ছাঁচ, মৃত্যু |
| কাটিং কৌশল | হাই স্পীড, লাইট কাট | কম গতি, গধুৰ কাট |
| উপাদান আঁতৰোৱা | পৃষ্ঠ প্ৰফাইলিং | নিখুঁত গভীৰতা নিয়ন্ত্ৰণ |
| শীতলকাৰী ব্যৱস্থা | ধূলি সংগ্রহ | লিকুইড কুলান্ট |
| গতিৰ গতি | 1000+ ইঞ্চি/মিনিট | ১০০-৪০০ ইঞ্চি/মিনিট |
| সঠিকতা পৰিসীমা | ±0.005' সাধাৰণ | ±0.0005' সাধাৰণ |
| সাধাৰণ সামগ্ৰী | কাঠ, প্লাস্টিক, কম্পোজিট | ষ্টীল, এলুমিনিয়াম, মিশ্ৰণ |
| টুল লাইফ ফ'কাচ | পৃষ্ঠৰ শেষ মান | হিট/ৱেৰ ৰেজিষ্টেন্স |
| মেচিনৰ খৰচৰ পৰিসৰ | ২০,০০০-১ লাখ ডলাৰ | $৫০,০০০-৫০০,০০০+ |
আপোনাৰ কাঠৰ কামৰ ক্ষমতাক উন্নীত কৰিবলৈ সাজু?
টিম এমএফজিয়ে আপোনাক উদ্যোগৰ বিশেষজ্ঞতাৰ দ্বাৰা সমৰ্থিত পেছাদাৰী-গ্ৰেড চিএনচি কাঠৰ ৰুটিং সমাধানসমূহ লৈ আহে। আমাৰ চিএনচি বিশেষজ্ঞৰ নিষ্ঠাবান দলে চাৰিওফালে সমৰ্থন প্ৰদান কৰে, আপোনাৰ প্ৰডাকচন কেতিয়াও বন্ধ নহয় বুলি নিশ্চিত কৰে। আমাৰ অত্যাধুনিক কাঠৰ চিএনচি মেচিনে আপোনাৰ উৎপাদন প্ৰক্ৰিয়াক কেনেকৈ ৰূপান্তৰিত কৰিব পাৰে সেই বিষয়ে আৱিষ্কাৰ কৰিবলৈ আজিয়েই আমাৰ সৈতে যোগাযোগ কৰক।
24/7 কাৰিকৰী সমৰ্থন
বিশেষজ্ঞৰ পৰামৰ্শ
️ পেছাদাৰী সংস্থাপন
✅ নির্ভরযোগ্য পরে-বিক্রি সেবা Servic
সঘনাই সোধা প্ৰশ্নসমূহ (FAQS)
প্ৰশ্ন : বিভিন্ন কাঠৰ বাবে উপযুক্ত ৰাউটাৰ বিট কেনেকৈ বাছি ল’ম?
ৰাউটাৰ বিট বাছি লওঁতে কাঠৰ কঠিনতাৰ লগতে দানাটোৰ দিশটোৰ প্ৰতি লক্ষ্য ৰাখিব লাগে। উদাহৰণস্বৰূপে, কাৰ্বাইড টিপযুক্ত চিএনচি কাঠৰ ৰাউটাৰ বিট অধিক টেকসই আৰু কঠিন কাঠৰ সৈতে কাম কৰা পেছাদাৰীসকলক ভালদৰে সেৱা আগবঢ়াব পাৰে। তদুপৰি, বিটৰ ওপৰত থকা বাঁহীৰ ব্যাস আৰু সংখ্যাৰ লগত ফিড হাৰ আৰু আৰ পি এমৰ তাৰতম্য হ’ব লাগে। প্লাইউডৰ এপ্লিকেচনসমূহত কম্প্ৰেছন বিটসমূহ উন্নত ফিনিচিঙৰ বাবে ব্যৱহাৰ কৰাটো ভাল।
প্ৰশ্ন : চি এন চি উড ৰাউটাৰত মোৰ হাতত থকা অপাৰেচনেল আৰু ছেফটি বৈশিষ্ট্যসমূহ কি কি হ’ব লাগে?
মৌলিক সুৰক্ষা বৈশিষ্ট্যৰ কথা আহিলে সদায় ই-ষ্টপ বুটাম থাকে, কাটিং চেম্বাৰটো সদায় আবদ্ধ হৈ থাকে, আৰু ধূলি কণ্টেইনমেণ্ট চিষ্টেম থাকে। আধুনিক কাঠৰ ৰাউটাৰ মেচিনত, এক্সেছ পেনেল সুৰক্ষা ইন্টাৰলক আৰু স্পিণ্ডিলৰ বাবে স্বয়ংক্ৰিয় ব্ৰেক ব্যৱস্থা ব্যৱহাৰকাৰীৰ সুৰক্ষাৰ বাবে এটা প্ৰয়োজনীয়তা হৈ পৰিছে।
প্ৰশ্ন : মোৰ চিএনচি ৰাউটাৰে কঠিন কাঠৰ ওপৰত জ্বলা-পোৰা কিয় এৰি দিয়ে?
কাঠৰ কাম কৰাৰ সময়ত হোৱা জ্বলা-পোৰাবোৰ সাধাৰণতে ভুল খাদ্যৰ হাৰ ব্যৱহাৰ কৰাৰ পৰা বা ক্ষীণ বিটৰ সৈতে ৰাউটাৰ ব্যৱহাৰ কৰাৰ পৰা আহে। কাঠৰ ৰুটিং প্ৰক্ৰিয়াৰ সময়ত তাপ উৎপন্ন হয় আৰু উপযুক্ত কাটিব পৰা অৱস্থাৰ দ্বাৰা নিয়ন্ত্ৰণ কৰিব লাগে। সঁজুলি নিয়মিতভাৱে চোকা কৰা আৰু কাটিব পৰা গতিৰ সঠিক সামঞ্জস্য স্থাপনৰ জৰিয়তে এনে পৃষ্ঠ জ্বলোৱাৰ পৰা হাত সাৰিব পৰা যায়।
প্ৰশ্ন : চি এন চি উডৰাউটাৰ ব্যৱস্থা স্থাপনৰ বাবে মোক কিমান ‘কাৰ্যকৰী’ স্থানৰ প্ৰয়োজন?
বাণিজ্যিক-গ্ৰেড CNC ৰাউটাৰ সংস্থাপনসমূহে মেচিনৰ ফুটপ্ৰিণ্টৰ অতিক্ৰম কৰা স্থানৰ বাবে কল কৰে। এটা মানক 4'x8' কাঠৰ ৰাউটাৰ টেবুলৰ বাবে, গড়ে 15'x12', ধূলি সংগ্ৰহ আৰু সামগ্ৰী সংৰক্ষণ এলেকা অন্তৰ্ভুক্ত মুঠ ক্ষেত্ৰফল।
প্ৰশ্ন : মেচিনৰ সৰ্বোচ্চ কাৰ্যক্ষমতা নিশ্চিত কৰিবলৈ মই কি মেচিনৰ ৰক্ষণাবেক্ষণৰ সময়সূচী পৰ্যবেক্ষণ কৰিব লাগিব?
ৰাউটাৰ বিট আৰু ধূলি সংগ্ৰহৰ পৰীক্ষাসমূহ পৰিষ্কাৰ কৰাটো দৈনন্দিন ৰক্ষণাবেক্ষণৰ কিছুমান পদ্ধতি। গাইড ৰেলৰ লিম্বাৰিং আৰু বেল্টৰ টেনচন পৰীক্ষা কৰাটো প্ৰতি সপ্তাহত এবাৰ কৰা কাৰ্য্যকলাপৰ ভিতৰত পৰে। এটা সঁজুলি পৰীক্ষাৰ সৈতে একেলগে ব্যৱস্থাটোৰ সম্পূৰ্ণতা পৰিদৰ্শন আৰু পুনৰ মানাংকন হৈছে প্ৰতি মাহৰ পিছত কি কি কাঠৰ চিএনচি ৰাউটাৰ ৰক্ষণাবেক্ষণ জড়িত হৈ আছে।
প্ৰশ্ন : আৰু অধিক জটিল কাঠৰ প্ৰকল্পৰ বাবে মোৰ চিএনচি ৰাউটাৰত আৰু ফাংচন যোগ কৰাটো মোৰ বাবে সম্ভৱনে?
বেছিভাগ কাঠৰ কাম কৰা ৰাউটাৰ ব্যৱস্থাই এড-অন যেনে সঁজুলি সলনি কৰা, ডাঙৰ স্পিণ্ডিল আৰু ভেকুৱাম টেবুল জ'ন সম্প্ৰসাৰণ সামৰ্থবান কৰে। উন্নত কাঠৰ ৰাউটাৰ ডিজাইন প্ৰকল্পৰ বাবে অত্যাধুনিক চফ্টৱেৰ কাৰ্য্যকৰীতাৰ সৈতে চিএনচি ৰাউটিং ডিভাইচৰ নিয়ন্ত্ৰণ ব্যৱস্থাও বৃদ্ধি কৰিব পাৰি।





















