Introduktion till CNC -bearbetning för titan
Översikt över titan: egenskaper och fördelar
Titanium är en anmärkningsvärd metall med enastående egenskaper som gör det mycket önskvärt för olika branscher. Här är några viktiga egenskaper och fördelar med titan:
● Hög styrka: Titan har ett utmärkt förhållande till styrka och väg, vilket gör det otroligt starkt samtidigt som det är lätt.
● Korrosionsbeständighet: Titan är mycket resistent mot korrosion, även i hårda miljöer som havsvatten, syror och klor.
● Värmemotstånd: Titan kan behålla sin styrka och hållbarhet även när den utsätts för extremt höga temperaturer.
● Biokompatibilitet: Titan är giftigt och kompatibelt med mänsklig biologi, vilket gör det idealiskt för medicinska implantat och enheter.
● Lätt: Titan väger ungefär hälften så mycket som koppar och drygt hälften av rostfritt stål, vilket gör det till ett utmärkt val för applikationer där vikt är ett problem.
Vissa vanliga tillämpningar av titan inkluderar:
● Aerospace Engineering (flygmotorer, flygramar, rotorer)
● Medicinsk industri (kirurgiska implantat, instrument, rullstolar)
● Bilindustrin (motorkomponenter, upphängningsfjädrar)
● Sportutrustning (golfklubbar, cykelramar, basebollträ))
Betydelsen av CNC -bearbetning i modern tillverkning
CNC (dator numerisk kontroll) bearbetning spelar en avgörande roll i moderna tillverkningsprocesser, särskilt när man arbetar med material som titan. Här är några viktiga skäl till varför CNC -bearbetning är viktigt:

● Precision: CNC -maskiner kan producera delar med extremt höga nivåer av noggrannhet och precision, vilket säkerställer konsekvent kvalitet.
● Effektivitet: CNC -maskiner kan fungera kontinuerligt, minska arbetskraftskostnaderna och öka produktionsproduktionen.
● Mångsidighet: CNC -maskiner kan programmeras för att producera ett brett utbud av komplexa former och mönster, vilket gör det möjligt för tillverkare att uppfylla olika produktkrav.
● Upprepningsbarhet: CNC -program kan lagras och återanvändas, vilket möjliggör en konsekvent och repeterbar produktion av delar.
När det gäller titan är CNC -bearbetning ofta den föredragna tillverkningstekniken på grund av följande skäl:
● Titan är svårt att kasta eller forma effektivt på grund av dess höga smältpunkt och reaktivitet med syre.
● CNC-bearbetning ger den noggrannhet och precision som krävs för att producera högkvalitativa titandelar.
● Det möjliggör skapandet av intrikata former och mönster som skulle vara utmanande att uppnå genom andra tillverkningsmetoder.
Förstå titanlegeringar
Klassificering av titanlegeringar
Titanlegeringar kan i stort sett klassificeras i tre kategorier:
● Rent titan: Detta hänvisar till titan utan tillsatt legeringselement. Rent titan är relativt mjukt och lätt att maskin.
● Alpha -legeringar: Dessa legeringar innehåller legeringselement som aluminium, syre och kväve. De är starkare än rent titan men mindre duktil.
● Beta -legeringar: Dessa legeringar innehåller legeringselement som molybden, järn, vanadium, krom och mangan. De är mer duktila och kan värmebehandlas för att öka styrkan.
Egenskaper hos rent titan
Rent titan, även känd som kommersiellt ren (CP) titan, har följande egenskaper:
● Utmärkt korrosionsbeständighet: Rent titan är mycket resistent mot korrosion, även i hårda miljöer.
● Bra formbarhet: Rent titan är relativt mjukt och duktil, vilket gör det enkelt att bilda och maskin.
● Måttlig styrka: Även om det inte är lika starkt som titanlegeringar, har ren titan fortfarande god styrka jämfört med andra metaller.
Vanliga kvaliteter av rent titan inkluderar grad 1 (lågt syreinnehåll), grad 2 (standard syreinnehåll), grad 3 (medium syreinnehåll) och grad 4 (högt syreinnehåll).
Egenskaper för alfa- och beta -titanlegeringar
Alpha Titanium -legeringar:
● Inför aluminium och tenn som primära legeringselement
● Ha god styrka och krypmotstånd vid höga temperaturer
● Mindre duktil än beta -legeringar
● Exempel: TI-5AL-2.5SN (grad 6)
Beta -titanlegeringar:
● Innehåller element som vanadium, molybden och järn
● Mer duktil och formbar än Alpha -legeringar
● Kan värmebehandlas för att öka styrkan
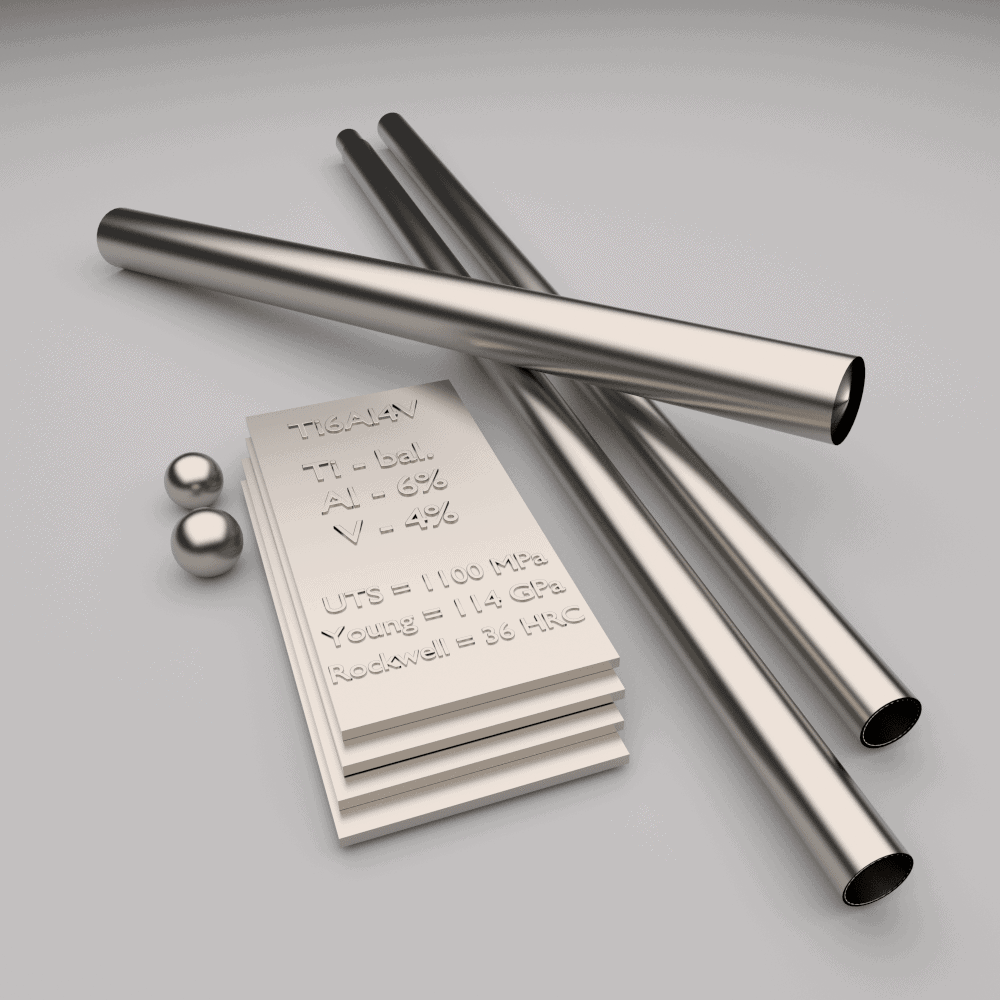
● Exempel: TI-6AL-4V (grad 5)
De olika betyg av titan
Kvalitet | Legering/cp | Styrka | Formbarhet | Bearbetbarhet | Typiska applikationer |
1 | Cp | Lägst | Excellent | Hög | Kemisk bearbetning, medicinsk |
2 | Cp | Låg | Hög | Måttlig | Aerospace, Marine |
3 | Cp | Medium | Måttlig | Låg | Flygramar, kryogenik |
4 | Cp | Hög | Låg | Mycket låg | Aerospace, Industrial |
5 | Ti6al4v | Mycket hög | Måttlig | Låg | Aerospace, Medical Implants |
6 | Ti5al2.5sn | Hög | Måttlig | Måttlig | Aerospace, motordelar |
7 | Ti-0.15pd | Låg | Hög | Hög | Kemisk bearbetning |
11 | Ti-0.15pd | Låg | Hög | Hög | Avsaltning, kemisk bearbetning |
12 | TI-0,3MO-0.8NI | Hög | Måttlig | Måttlig | Marina, kemiska system |
23 | Ti6al4v eli | Hög | Hög | Låg | Ortopediska och tandimplantat |
Välja rätt titanlegering för bearbetning
När du väljer en titanlegering för bearbetning, överväg följande faktorer:
● Styrka krav: Om hög styrka behövs, välj en beta-legering som TI-6AL-4V (grad 5).
● Formbarhet: För applikationer som kräver hög formbarhet är rent titan (klass 1-4) eller alfa-beta-legeringar som TI-6AL-4V (grad 5) bra val.
● Maskinbarhet: Rent titan (klass 1-2) och vissa alfa-legeringar är lättare att maskiner än beta-legeringar.
● Korrosionsbeständighet: För mycket frätande miljöer rekommenderas rent titan (klass 1-4) eller beta-legeringar som TI-0.3MO-0.8NI (grad 12).
● Kostnad: Rena titan- och alfa -legeringar är i allmänhet billigare än beta -legeringar.
Fördelar och nackdelar med att använda titan

Varför välja titan: Fördelar
Titan har flera fördelar som gör det till ett attraktivt val för olika applikationer:
● Hög styrka-till-vikt-förhållande: Titan är oerhört starkt samtidigt som det är lätt och väger ungefär hälften så mycket som koppar.
● Utmärkt korrosionsbeständighet: Titan är mycket resistent mot korrosion, även från ämnen som havsvatten, klor och syror.
● Värmemotstånd: Titan kan bibehålla sin styrka och hållbarhet vid extremt höga temperaturer.
● Biokompatibilitet: Titan är giftigt och kompatibelt med mänsklig biologi, vilket gör det idealiskt för medicinska implantat och enheter.
● Maskinbarhet: Trots sina utmaningar kan titan bearbetas med rätt tekniker och verktyg.
● Återvinningsbart: Titan är återvinningsbart, vilket gör det till ett miljövänligt val.
Utmaningar i bearbetning av titan: nackdelar
Medan Titanium erbjuder många fördelar, presenterar det också flera utmaningar under bearbetning:
● Värmeuppbyggnad: Titan har låg värmeledningsförmåga, vilket får värme att samlas vid skärverktyget, vilket leder till snabbt verktygsslitage.
● Galling: Titan kan följa skärverktyget, ett fenomen som kallas galling, vilket kan skada verktyget och arbetsstycket.
● Chatter och vibration: Titaniums låga elasticitetsmodul kan orsaka allvarlig prat och vibrationer under bearbetning, vilket påverkar ytkvaliteten.
● Arbetet härdning: Titan kan arbetas under bearbetning, bli svårare och mer slipande, ytterligare ökande verktygsslitage.
● Kostnad: Titan är ett dyrt material jämfört med andra metaller som aluminium eller stål.
Jämför titan med andra metaller
Titanium vs. Steel:

● Titan är lättare och mer korrosionsbeständigt än stål.
● Stål är i allmänhet billigare och enklare att bearbeta än titan.
● Titan har ett högre styrka-till-viktförhållande än stål.
Titan vs. aluminium :
● Titan är starkare och mer värmebeständigt än aluminium.
● Aluminium är billigare och lättare att maskiner än titan.
● Titan har ett högre styrka-till-viktförhållande än aluminium.
Medan Titanium erbjuder överlägsna egenskaper, gör dess utmaningar och kostnader ofta ett val för applikationer där dess fördelar uppväger nackdelarna, till exempel inom flyg-, medicinska och högpresterande industrier.
Utmaningarna med bearbetning av titan
Förstå Titaniums kemiska reaktivitet och galande problem
Titan är en mycket reaktiv metall. Det kan reagera med gaser under bearbetning, vilket leder till problem som ytoxidation och förbrännande. Detta kan försvaga komponenterna och minska deras korrosionsmotstånd.
Titan har också en låg elasticitetsmodul jämfört med dess höga styrka. Detta gör det till ett 'gummy ' material till maskin. Titan kan följa skärverktyget och orsaka verktygsfel och skador. Detta kallas Galling.
Galling påverkar också ytfinishkvaliteten på de bearbetade titandelarna.
Hantera värmeuppbyggnad och skärkrafter under bearbetning
Att hålla temperaturen sval under bearbetning är en stor utmaning med titan. Titan har låg värmeledningsförmåga, vilket orsakar värmeuppbyggnad på skärverktygsplatsen. Detta leder till snabbt verktygsslitage och kan påverka kvaliteten på de skurna ytorna negativt.
Hårdare titanlegeringar kräver ännu mer omsorg. Större chipbelastningar och lägre varvtal på CNC -maskinen rekommenderas. Att använda en högtryckskylvätska kan också hjälpa skärverktygen att fungera bättre och producera titandelar av högre kvalitet.
Titanlegeringar kräver också höga skärkrafter, vilket gör dem svåra att klippa. Dessa krafter kan orsaka:
● Snabbt verktygsslitage
● Felaktiga delar
● Hög vibration, påverkande produktkvalitet och ytfinish
Adressera restspänningar och materialhärdning
Titanlegeringar har en kristallstruktur som gör dem mindre flexibla. Detta kan öka skärkrafterna under bearbetning, vilket minskar bearbetbarhet.
Kristallstrukturen kan också leda till återstående spänningar i arbetsstycket. Dessa spänningar kan orsaka:
● Vridning eller vridning av delen
● Sprickbildning
● Minskad delvis livslängd
Titaniums låga flexibilitet bidrar också till ansträngningshärdning under bearbetning. När materialet skärs blir det svårare och mer slipande för skärverktygen.
Bearbetningsprocess för titan
Översikt över utmaningar för titanbearbetning
Titan är ett tufft material att arbeta med. Den har en kombination av egenskaper som gör konventionella bearbetningsmetoder ineffektiva. Att förstå dessa utmaningar är viktigt för att hitta lösningar för att producera högkvalitativa bearbetade titandelar.

● Värmeansamling: Titaniums låga värmeledningsförmåga orsakar snabb värmeuppbyggnad på verktygsplatsen. Detta ökar verktygsslitage och härdar titan ytterligare och förvärrar problemet.
● 'Gummy ' Material: Titaniums låga elasticitetsmodul jämfört med dess höga styrka gör det till ett 'gummy ' material. Det kan följa skärverktyget och orsaka verktygsfel och dålig ytfinish.
● Chatter och Springback: Titaniums elasticitet kan orsaka vibration av arbetsstycket (chatter) och Springback på det snittade platsen, skapa dåliga bearbetningsförhållanden och kompromissa med toleranser.
Välja rätt skärverktyg för titan
Att välja rätt skärverktyg är avgörande för bearbetning av titan. Belagda höghastighetsstålverktyg, tillverkade av volfram, kol och vanadin, kan bibehålla hårdhet upp till 600 ° C. De tillåter djupare snitt och minskar flisade kanter.
När Titaniums popularitet växer utvecklar verktygstillverkare specialiserade lösningar:
● Beläggningar: Värmebeständiga beläggningar som titanaluminiumnitrid (TIALN) eller titankolnitrid (TICN) kan förlänga verktygets livslängd.
● Ojämna skärkanter: Ojämnt avstånd mellan skärkanter hjälper till att störa skrav.
Använd titanspecifika verktyg av hög kvalitet och ersätt tråkiga verktyg ofta. Tänk på verktyg med mindre diameter med fler skärkanter för att upprätthålla metallborttagningshastigheterna samtidigt som värmeuppbyggnaden minskar.
Rollen som verktygsbeläggning för att förbättra prestanda
Verktygsbeläggningar kan förbättra ett verktygs förmåga att motstå värmen som genereras vid bearbetning av titan. Tialn (titanaluminiumnitrid) är en lämplig beläggning som:
● Ger smörjning för att bekämpa uppbyggda kanter, galling och chipsvetsning.
● Är väl lämpad för de höga temperaturerna som upplevs vid bearbetning av titan.
Betydelsen av stabil yta och minimerar prat
Titan är benägna att orsaka verktygsprat (vibrationer), så att minska vibrationer är avgörande. Säkra arbetsstycket fast för att förhindra avböjning. Använd CNC-maskiner av hög kvalitet med extremt styva verktygsinställningar. Överväg att använda kortare skärverktyg för att minska verktyget för verktyg.
Klättra fräsning kontra konventionell fräsning för titan
Konventionell fräsning: I denna traditionella metod börjar spånbredd tunt och ökar, sätter mer värme i arbetsstycket och ökar belastningshärdningen.
Klättra malning: Chipbredden börjar högt och minskar, främjar värmeöverföring till chipet istället för arbetsstycket. Det skapar också en renare skjuvning och drar chips bakom skäraren och förhindrar störningar.
Klättringfräsning är en användbar strategi för att hålla chips i kontroll vid bearbetning av titan.
Titanbearbetningstips

Hantera värme: Strategier för att hålla temperaturen nere
Att hålla temperaturen nere är avgörande vid bearbetning av titan. Eftersom titan inte utför värme väl går det mesta av energin in i skärverktyget. Denna värme kan orsaka:
● För tidigt verktygsfel
● Davning av verktyg och mer gnidning, generera ännu mer värme
● Brandrisk med vissa material
Använd generösa mängder kylvätska för att få ner temperaturer. Ett högtryckskylningssystem som spränger arbetsområdet och verktyget med 10% koncentrerad kylvätska fungerar bra. Att öka kylvätskekoncentrationen kan också hjälpa.
Säkerställa stabilitet för bättre bearbetningsresultat
Att utsätta dina verktyg för chock och skurrande krafter ger extra belastning, vilket leder till snabbare slitage. Undvik att infoga verktyget direkt i titan. I stället:
● Båge verktyget inåt för att underlätta det i snittet
● Följ tjock-till-tunn malning i samma riktning (medurs eller moturs) som verktyget
I slutet av snittet använder du en avfasning (sluttande spår). Detta låter verktyget gradvis förlora djupet och underlätta övergången med mindre kraft.
Verktygsunderhåll: Håll dina verktyg skarpa och effektiva
Skarpa verktyg är nödvändiga för effektiv titanskärning. Titanium kan dock snabbt döda dina verktyg. Inspektera dem regelbundet och byt ut alla visar tecken på slitage.
Ett tråkigt verktyg kommer att generera mer värme och slitna ännu snabbare och förvärra problemet.
Tekniker för att minimera galling och flisning
GALLING: Titaniumlegeringar med andra material, vilket orsakar galling och omväggning av kanter under skärning. Att hålla värmen nere, använda skarpa verktyg och smörjmedel kan minska detta.
Chipping: När metallbitar som är klippta av komprimering och fäster i framkant, kallas det flisning. Mer uppbyggnad påverkar prestandan och kan skada verktyget allvarligt.
Skarpa verktyg och smörjmedel hjälper också till att minimera flisning under titanbearbetning.
Bearbetar utmaningar och lösningar
Värmehantering under bearbetning
En av de största utmaningarna när man bearbetar titan är att hålla allt svalt. Titaniums låga värmeledningsförmåga orsakar snabb värmeuppbyggnad på verktygsplatsen.
Kylvätska
En uppenbar lösning på överdriven värme är att använda mer kylvätska. Att spränga arbetszonen och verktyget med 10% koncentrerad kylvätska kommer att hålla kontaktområdet svalt. Det kommer också att tvätta bort alla värmebärande chips.
Högtryckskylvätsketekniker
För att vända applikationer är kylvätskans position och tryck avgörande. Med rätt applikation kan mycket högre ythastigheter och metallborttagningshastigheter uppnås.
Högtryckskylvätska kan emellertid ibland orsaka materiell omposition på delens yta. Detta kan övervinnas genom att planera skärningsstrategin och minska kylvätsketrycket för de slutliga finishnedskärningarna.
Förhindra arbetshärdning
Titan är benägna att arbeta härdning. När materialet skärs blir det svårare och mer slipande för verktyget.
Betydelsen av konstant foder
Att upprätthålla en konstant matningshastighet säkerställer att skärning av arbetshärdat material hålls till ett minimum. Detta förhindrar ytterligare arbetshärdning och överdrivet verktygsslitage.
Justera matningshastigheten
Om möjligt kan det vara fördelaktigt att öka matningshastigheten. Det betyder att verktyget tillbringar mindre tid i ett specifikt område, vilket gör att mindre värmeuppbyggnad och arbetar härdning i framkant.
Verktygsöverväganden för titan
Välja rätt verktyg
Karbid-tippade verktyg med en PVD-beläggning passar bäst för att klippa titan. Nyare beläggningar som Tialn (titanaluminiumnitrid) finns också tillgängliga.
Titan är ett relativt fjädrande material, så ett skarpt verktyg är absolut kritiskt. Blunt Tools kommer att gnugga ytan och orsaka skrav.
Verktygsbeläggning och underhåll
Beläggningar som Tialn förbättrar ett verktygs förmåga att motstå den höga värmen vid bearbetning av titan. De tillhandahåller smörjning och är väl lämpade för höga temperaturer.
Regelbunden verktygskontroll och utbyte av tråkiga verktyg är nödvändig, eftersom tråkiga verktyg genererar mer värme och slitas snabbare.
Effektiva Chip Control -strategier
Titan kan producera långa chips som enkelt kan skada verktyg och markera arbetsstyckets yta. Långa, tunna chips hjälper inte heller att överföra värme bort från arbetszonen.
Att använda verktygs- och verktygsvägar som skapar mindre, tjockare chips är idealiskt när man bearbetar titan. Korrekt chipkontroll är viktigt.
Arbetsinnehavslösningar för precision och säkerhet
Säker arbetsinnehav är kritiskt vid bearbetning av titan. Det tar bort vibrationer från processen, vilket möjliggör bättre skärningsdata.
Många titandelar har tunna sektioner, så att använda anpassade arbetskraftslösningar för slutliga operationer ger bättre resultat. Det ger ofta större åtkomst och stöd för komponenten.
Verktygsvägoptimering för effektiv bearbetning
Att välja rätt verktygsväg är lika viktigt som att välja rätt verktyg vid bearbetning av titan.
Verktygsvägar som säkerställer konstant skärare i arbetsstycket är nödvändiga. Till exempel minskar ett trokoidalt mönster när du skär en plats den tid som någon flöjt är engagerad, vilket begränsar värmeuppbyggnaden.
Att bana verktyget in och ut ur arbetsstycket minskar chock och plötsliga rörelser som kan allvarligt skada verktyg.
Ytbehandlingstekniker för titandelar

En guide till polering, anodisering och krom
Efter CNC -bearbetning kan titandelar förbättras med olika ytbehandlingar. Dessa behandlingar kan tjäna funktionella eller estetiska ändamål.
Polering är en vanlig ytbehandlingsteknik. Det hjälper till att jämna ut och förbättra utseendet på titandelar.
Anodisering är en elektrokemisk process som skapar en hållbar, dekorativ oxidbeläggning på titanytan. Det förbättrar korrosion och slitmotstånd.
Chroming innebär att de avsätter ett tunt skikt av krom på titandelen. Det förbättrar ytegenskaperna som utseende, hårdhet och korrosionsmotstånd.
Förstå pulverbeläggning, PVD -beläggning och borstning
Pulverbeläggning är en torr efterbehandlingsprocess där ett laddat pulver appliceras och sedan botas under värme. Det erbjuder utmärkt hållbarhet och korrosionsskydd för titandelar.
PVD (fysisk ångavsättning) beläggning är en vakuumavlagringsprocess som skapar mycket tunna, hårda beläggningar på titandelar. PVD -beläggningar förbättrar egenskaperna som slitage och korrosionsbeständighet.
Borstning är en enkel mekanisk process för att skapa mönster eller strukturer på titanytan med hjälp av slipfilament. Det kan producera attraktiva ytor som hårfäste eller cirkulära borstmönster.
Dessa ytbehandlingar gör det möjligt att skräddarsys titanegenskaperna för specifika funktionella krav eller önskade estetiska effekter i olika tillämpningar.
De olika tillämpningarna av CNC -bearbetade titandelar
Titanium in Aerospace: Beyond the Basics
Titan används ofta inom flygindustrin på grund av dess exceptionella egenskaper. Det har ett högt styrka-till-vikt-förhållande, enastående korrosionsmotstånd och tål extremt heta miljöer.
Inom flyg- och rymd, CNC -bearbetade titandelar inkluderar:
● Flygplanmotorkomponenter som turbinblad och kompressordelar
● Flygramstrukturer och komponenter
● Rotorer och axlar
Titanium driver flygproduktion - Cirka två tredjedelar av den globala titanförsörjningen går in i flygmotorer och flygramar.
Marin- och marinapplikationer: Hållbarhet under havet
Jämfört med de flesta metaller har titan överlägsen korrosionsbeständighet. Detta gör det perfekt för att motstå den hårda havsvattenmiljön i marina tillämpningar.
Titan Marine Parts Inkluderar:
● Propelleraxlar
● Undervattensrobotikkomponenter
● Riggutrustning
● Kulventiler
● Marina värmeväxlare
● Brandsystemets rörledningar
● Pumpar
● Avgaserfoder
● Kylsystem ombord
Titanens roll i fordonsinnovation
Medan aluminium dominerar fordonssektorn gör titans exceptionella egenskaper det lämpligt för vissa bildelar:
● Motorventiler och ventilfjädrar
● hållare
● Suspension Springs
● Bromsok och kolvar
● Anslutningsstavar
● Kolvstift
● Motorrockare
Titan förbättrar prestandan och minskar vikten i dessa komponenter.
Titanium påverkar medicinska och tandläkare
Titaniums biokompatibilitet, korrosionsbeständighet och låg elektrisk konduktivitet gör det viktigt för medicinska tillämpningar. Dess fysiologiska pH-värden främjar osseointegration (benimplantationsbindning).
Vanliga medicinska titandelar inkluderar:
● Ortopediska implantat (höft, knä)
● Benplattor och skruvar
● Spinalfixeringsstänger, plattor, kontakter
● Tandimplantat, broar, kronor
● Kirurgiska instrument
Titaniums egenskaper tillåter den att användas i människokroppen och påverkar liv dagligen.
Samarbete med TeamMFG för titanbearbetning
TeamMFG: s avancerade titanbearbetningsfunktioner
TeamMFG sticker ut i precisionsbearbetningsindustrin med sin modernaste teknik och djup expertis, särskilt inom området CNC-bearbetningstitan. Företagets avancerade bearbetningsfunktioner är utformade för att hantera de unika utmaningarna som presenteras av Titaniums egenskaper, vilket säkerställer precision, effektivitet och kvalitet i varje producerad komponent.
Grunden för TeamMFG: s framgång i titanbearbetning ligger i dess antagande av banbrytande utrustning och tekniker. Utrustat med 5-axliga CNC-maskiner kan TeamMFG utföra komplexa nedskärningar och intrikata detaljer om titandelar med oöverträffad noggrannhet. Denna kapacitet är avgörande för branscher som kräver höga precisionskomponenter, såsom flyg- och medicinsk utrustning.
Dessutom sträcker sig TeamMFG: s engagemang för innovation till sina verktygs- och programmeringsstrategier, speciellt skräddarsydda för titanbearbetning. Genom att välja högkvalitativa verktyg och optimera bearbetningsparametrar minimerar TeamMFG vanliga problem som verktygsslitage och materialdeformation, vilket säkerställer en sömlös tillverkningsprocess från början till slut. Kontakta oss idag!

Framgångshistorier: Förvandla idéer till verklighet
TeamMFG: s portfölj av framgångshistorier återspeglar mångfalden och komplexiteten i projekt som företaget har genomfört. Ett anmärkningsvärt exempel inkluderar produktion av titankomponenter för rymdkvalitet, där TeamMFG: s expertis avsevärt minskade produktionstiden och kostnaderna samtidigt som strikta flyg- och rymdstandarder.
En annan framgångshistoria belyser TeamMFG: s roll i den medicinska industrin, där företagets precisionsbearbetningstjänster underlättade skapandet av avancerade titanmedicinska implantat. Dessa implantat, kända för sin biokompatibilitet och hållbarhet, har förbättrat patientens resultat och ytterligare etablerat TeamMFG som en betrodd partner inom medicinsk tillverkning.
Dessa framgångshistorier visar inte bara TeamMFG: s tekniska förmågor utan också dess engagemang för kundnöjdhet och projektframgång. Genom att samarbeta nära med kunder, förstå deras unika behov och utnyttja dess avancerade bearbetningsfunktioner har TeamMFG hjälpt många företag att förvandla sina innovativa idéer till konkreta, högkvalitativa titandelar.
Att samarbeta med TeamMFG för titanbearbetning innebär mer än bara åtkomst till överlägsna bearbetningstjänster; Det handlar om att gå samman med en dedikerad allierad åtagit sig att driva gränserna för tillverkning av excellens. Oavsett om du är inom flyg-, fordons-, medicinsk eller marinindustri, TeamMFG: s skräddarsydda lösningar och oöverträffande stöd kommer att säkerställa att dina titanbearbetningsprojekt är framgångsrika, i tid och inom budgeten.
Slutsats
Sammanfattande av de viktigaste punkterna på CNC -bearbetningstitan
Titan är ett exceptionellt material med en anmärkningsvärd kombination av egenskaper som hög styrka, lätt, korrosionsbeständighet och förmåga att motstå extrema temperaturer. Samma egenskaper som gör det så önskvärt skapar emellertid också betydande utmaningar när man bearbetar titandelar.
Att övervinna frågor som snabb värmeuppbyggnad, galling, chatter och arbeta härdning kräver noggrant kontroll av faktorer som:
● Använd optimerade skärverktyg och beläggningar designade för titan
● Att upprätthålla styva och stabila inställningar för att minimera vibrationer
● Justera skärparametrar som matningshastigheter och applicera högtryckskylvätska
● Implementering av strategier som klättring av fräsning för bättre chipkontroll
Att behärska dessa tekniker gör det möjligt för tillverkare att låsa upp Titaniums fulla potential inom olika industrier.
Framtiden för titan i CNC -bearbetning och branschapplikationer
När tillverkningsteknologier fortsätter att utvecklas kan vi förvänta oss att se titan som används mer i flera sektorer. Förbättringar i CNC -bearbetningsfunktioner, tillverkningsprocesser för tillsatser för titan och nya titanlegeringsutvecklingar kommer att driva denna expansion.
Aerospace kommer att förbli en viktig drivkraft för efterfrågan på titan. Men vi kommer också att bevittna växande titanapplikationer inom fordon, energi, konsumentvaror och särskilt det medicinska området på grund av dess biokompatibilitet.
Med rätt expertis och banbrytande utrustning kan tillverkare övervinna utmaningar för titanbearbetning. Detta kommer att låsa upp nya möjligheter att utnyttja denna exceptionella metalls egenskaper i innovativa produkter som tidigare var omöjliga eller oekonomiska att producera.
Vanliga frågor för CNC -bearbetning av titan
F: Hur påverkar valet av kylvätska titanbearbetning?
S: Kylvätska är avgörande. Högtryck, 10% koncentrerad kylvätska kyler verktyget. Korrekt kylvätska förhindrar överhettning, förlängning av verktygslivet.
F: Vilka är de vanligaste problemen som uppstår vid bearbetning av titan?
S: Vanliga problem inkluderar värmeuppbyggnad, galling, chatter och arbete härdning. Dessa utmaningar kräver att specialiserade tekniker övervinner.
F: Kan jag använda standardverktyg för bearbetning av titan?
S: Nej, standardverktyg är ineffektiva. Använd belagda karbidverktyg designade specifikt för titan för att förhindra för tidigt slitage.
F: Vad gör att titan skiljer sig från andra metaller i bearbetning?
S: Titaniums låga värmeledningsförmåga leder till koncentrerad värmeuppbyggnad. Dess låga modul gör det 'gummy ' och benägen att prata.
F: Hur påverkar titanmotståndet för titan sin bearbetningsprocess?
S: Titaniums värmebeständighet leder till högre skärkrafter som krävs. Korrekt kylning och optimerade parametrar är nödvändiga.
F: Vilka är fördelarna med att använda klättringsfräsning över konventionell fräsning för titan?
S: Klättringfräsning främjar värmeöverföring till chips istället för arbetsstycket. Det minskar också gnidning för bättre ytfinish.
F: Hur kan jag förhindra verktygsslitage och fel när man bearbetar titan?
S: Använd lämpliga beläggningar som TIALN och byt ut tråkiga verktyg regelbundet. Stabila inställningar och optimerade parametrar minskar också slitage.
F: Vilka är de vanligaste tillämpningarna för bearbetade titandelar?
S: Aerospace, Medical, Automotive och Marine Industries använder bearbetat titan för dess styrka, biokompatibilitet och korrosionsbeständighet.


















