Техникаи CNC , ки дар аслии асарҳои стандартии истеҳсолӣ, ба монанди табдил, пармакунӣ, пармакунӣ ва ғайра, дар бар мегирад. Ин амалиётҳо одатан қабатҳои ашёи барзиёдро аз корпарварони сахт тоза мекунанд, тадриҷан тарошидани онҳо ба қисмҳои андозаҳои дақиқ ва хусусиятҳо. Бо вуҷуди ин, ба даст овардани ин хусусиятҳои атроф рақобати ду қадамҳои асосӣ - дашном додан ва ба итмом расидани он аст. Ҳар як қадам дорои техникаи фарқкунанда ва параметрҳо барои табдил додани порчаи хоми маводи ба қисми биносташуда. Дар ин мақола, мо ба нозукиҳои коркарди ноҳамвор ва маросим, таъкид хоҳем кард, таъкид кунед, ки он чизеро, ки онҳоро аз байн мебарад ва чаро онҳо дар ҷаҳони CNC истеҳсол мешаванд, таъкид хоҳем кард. Биёед ба ин саёҳати ҳатмӣ ворид шавем ва тавозуни нозукро байни озод ва барқарор кардани маҳсулот ба комилият кашф кунед.

Фаҳмидани дағал дар коркарди
Дитинг дар соҳаи коркард, бахусус CNC ноҳамвор, нақши калидӣ дар ташаккули пеш аз ба итмом расонидани он нақши калидӣ дорад. Бо фаҳмиш ва оптимизатсияи ҷанбаҳои мухталифи ноҳамвор, аз параметрҳои раванд ба параметрҳои интихобот ба интихоби дастгоҳ истеҳсолкунандагон метавонанд амалиёти муассир ва самаранокро таъмин кунанд.
Муайян кардани CNC ноҳамвор: Марҳилаи ибтидоии техника
Дитингӣ, аксар вақт бо таҷҳизоти ноҳамвор ё ноҳамвор, шинохта, ҳамчун марҳилаи муқаррарӣ дар CNC техникаи CNC хидмат мекунад. Ин ҳама дар бораи аз байн бурдани маводи изофӣ аз сайти кории сахт. Ин марҳила бо мақсади истеҳсоли муносиби муҳим муҳим аст, ки равандҳо ба монанди табдил ва хушбӯй дохил мешаванд.
Вазифа ва принсипҳои ноҳамвор
Ҳадафи асосии дағалона дар CNC CNC барои иҷрои миқдори зиёди ашё ба қадри имкон бартараф кардани миқдори зиёди ашё мебошад. Ин барои амалиёти минбаъдаи минбаъда саҳна аст. Дағалона Суръати дақиқро афзалтар медонад, тамаркуз ба шакли моддӣ, на ба андозаи дақиқ ё сифати замин.
Параметрҳои раванд дар ноҳамвор: Меъёри хӯрокворӣ, чуқурии бурида ва буридани суръат
Параметрҳои асосӣ дар соҳаи техникаи ноҳамворӣ инҳоянд: - Қурби таъом: Муайян карда мешавад, ки асбоби буридани дар саросари мавод ҳаракат мекунад. - чуқурии буридашуда: ғафсӣ қабати моддӣ дар як гузариш хориҷ карда мешавад. - буридани суръат: суръате, ки дар он воситаи буридан кор мекунад.
Танзими ин параметрҳо метавонад ба суръати бартарафсозии моддаҳо таъсир расонад (MRR) ва Ҳафтаи абзор.
Суръати бартарафсозии моддаҳо (MRR) дар ноҳамвор
Дар ноҳамвор ҷаноби Милоияти муҳим аст. Он миқдори зиёди маводи ба як вақти воҳид хориҷ мекунад. Садами баланд дар ноҳамвор ҳаётро тақозо мекунад ва таҳқиқи раванди техникӣ, вақти оптимизатсияро тақозо мекунад.
Таҷҳизот ва воситаҳо дар техникаи ноҳамворӣ истифода мешаванд
Воситаҳои буридани ноҳамвор барои пойдоршавӣ ва зуд маводи тез пешбинӣ шудаанд. Ин воситаҳо нисбат ба онҳое, ки дар ниҳоят, кам кардани маводи паст кардани маводи аз болои сатҳи замин камтар истифода мешаванд. Таҷҳизоти истифодашуда, ки дар коркарди ноҳамвор истифода мешаванд, сарфи назар аз фишори баланди стрессҳои босуръат.
Мушкилот ва мулоҳизаҳо дар ноҳамвор
Дигаргуниҳо бо маҷмӯи мушкилоти худ меояд: - Ҳаёт: - Зиндагӣ: Озмоиши маводи босуръат бо зарурати ҳифзи асбобҳо аз чуқурии аз ҳад зиёд. - Сатҳи ҳомила: Идоракунии ларзишҳое, ки бо амали қатъшавии хашмгин ба вуҷуд омадаанд. - Дурустӣ: Пешбурди сатҳи наздик нигоҳ доштани сатҳи наздик, сарфи назар аз тамаркуз ба тағироти босуръат.
Мулоҳизаҳо барои муассир дар коркарди
Тадқиқоти шадид дар ҳолати вазнбардорӣ ба таври оптимизатсияҳо ба монанди параметрҳои калидӣ ба монанди меъёрҳои тугмаи, чуқурии бурида ва буридани суръат. Интихоби абзорҳо ва нармафзори идоракунӣ барои идоракунии ин параметрҳо самаранок муҳим аст. Ғайр аз он, идоракунии самарабахши гармӣ ва истифодаи дурусти буридани моеъҳо дар нигоҳ доштани ҳаёт ва таъмини сифати раванди ноҳиявӣ нақши муҳим мебозад.
Оптимизатсияи параметрҳои тамғагузорӣ барои дағал
Барои ноил шудан ба самаранокӣ: - Меъёри хўроки: Нархҳои ғизоӣ баланд метавонанд ба паст шудани маводи зуд оварда расонанд. - чуқурии буридан: буридани амиқтар имкон медиҳад, ки барои тоза кардани маводи бештар дар як гузариш, баланд бардоштани самаранокӣ. - буридани суръат: Суръати тавозун бо дарозмуддат кардани воситаҳои шадид барои нигоҳ доштани самаранокии равандҳо.
Интихоби воситаи асбоб ва нармафзори идоракунӣ
● Интихоби воситаи мошин: Интихоби василаи мошин: Интихоб кунед, воситаҳои пурқувватро, ки фишори техникии ноҳамворро интихоб мекунанд, интихоб кунед. Давомнокӣ ва қувва калид мебошанд.
● Нармафзори назоратӣ: Истифода Истифода бурдани нармафзоре, ки ба самаранокии параметрҳо ва василаи асбобҳо самаранок идора карда метавонад. Дақиқ дар идоракунӣ ба натиҷаҳои дағалона меорад.
Идора кардани моеъи гармӣ ва бурида дар равандҳои ноҳамвор
● Идоракунии гармӣ: Техникаи ноҳамвор гармии назаррасро ба вуҷуд меорад. Усулҳои самарабахши хунуккунӣ барои муҳофизати ҳаёт ва сифати кории ҷисмонӣ заруранд.
● буридани моеъҳо: моеъҳои буридаи мувофиқро барои кам кардани сӯзишворӣ интихоб кунед. Ин инчунин ба халос кардани микросхемаҳои аз минтақаи буридан низ кӯмак мерасонад.
Фаҳмиши ихтисор
Ба фишори CNC CNC як қадами муҳимест, ки дағалона пайравӣ мекунад. Ин ҳама чиз дар бораи дақиқ аст, ки ноил шудан ба дурустии баланди андоза ва эҷод кардани сатҳи босифат. Бо бодиққат интихоб кардани воситаҳо ва техника ва танзими равандҳои равандҳо, коркарди маҳсулот ба таври назаррас сифат ва иҷрои умумии маҳсулотро хеле афзоиш медиҳад.
Мафҳуми коркарди тамоюл дар амалиёти CNC
Тамарғулиятҳо дар амалиёти CNC қадами ниҳоӣ дар раванди истеҳсолӣ мебошад. Он асбобҳо ва буридани нозукро барои ноил шудан ба дақиқии андозагирии зарурӣ ва сифати заминӣ дар бар мегирад. Баръакси дағал, ба итмом расонидани тамаркуз ба ноил шудан ба таҳаммулпазирии қатъӣ ва намуди зоҳирии ҳамвор, беҳуда.
Вазифа ва принсипҳои анҷом
Мақсади асосии ба итмом расондан беҳтар кардани ба итмом расонидани марра ва саҳеҳии андозагирии қисм аст. Он дар бар мегирад: - ҳамоҳангӣ бо андозагирии тарроҳӣ - такмили сифати сатҳи рӯи замин барои намуди зоҳирии ҳамвор ва ҷолиб - таъмини поймолкунӣ бо фарсудашавӣ ва ашк
Параметрҳои раванд дар ниҳоят: дақиқ ва дақиқ
Дар тачаккул ба параметри раванд, барои дақиқ муайян карда мешавад. Инро дар бар мегирад:
Ба итмом расонидани дақиқ ва дақиқии андоза
Барои ноил шудан ба сатҳи баландсифат ва дақиқии CNC-и CNC: - Назорати дақиқи объективӣ, ки матни рӯизаминӣ ва ҳамвории камтаринро истифода мебаранд
Нақши ба итмом расонидани коркарди сифати маҳсулот
Тамошкилиҳои ба итмом расонидани нақши ҳаётан муҳим дар сифати умумии ҷузъҳои истеҳсолшаванда нақши муҳим мебозад. Ин кафолат медиҳад: - Иҷрои такмилдодашуда: тавассути андозаҳои дақиқ ва беҳтар кардани сатҳи механикӣ
Интихоби воситаҳо ва техникаҳо барои анҷом
Интихоби асбоб барои анҷом додани ниҳоӣ муҳим аст. Онро интихоб мекунад, ки метавонанд ин асбобҳоро дар бар гирад: - дақиқии баланд:
Омилҳои асосӣ дар коркарди тайёр
Тамарғи ба итмом расонидани тамазинаи ҷиддӣ аст, ки дар он ҷойҳо ба тафсил муҳим аст. Таъмини дақиқии андозагирӣ, мутобиқ кардани раванд ба аризаи қисмҳо ва арзиши сифат омилҳои калидии амалиётҳои анҷомдиҳандаи амалиётҳои CNC дар CNC мебошанд. Бо тамаркуз ба ин элементҳо, истеҳсолкунандагон метавонанд ба дақиқии дилхоҳ ва сифати самарабахшӣ ноил шаванд.
Таъмини дақиқии миқёси андозагирӣ дар вақти анҷом
● Техникаи афзалиятнок: Истифодабарии техникаи дақиқи гурӯҳҳои дақиқ барои ҳамоҳангсозии зич бо андозаҳои тарроҳӣ.
● таҳаммулпазирии қатъӣ: Ба даст овардани дақиқии баланди андоза бо риояи таҳаммулпазирии қатъӣ.
● Андозагирӣ ва санҷиш: Дар тӯли тамоми раванди анҷомдодашуда андозагирӣ ва тафтиш кунед, то дақиқиро таъмин кунанд.
Мутобиқ кардани раванди ниҳоӣ ба аризаи қисм
● Талаботҳои мушаххас: Истифодаи ниҳоии қисмро барои муайян кардани мӯҳлати марра ва дақиқии муқаррарӣ баррасӣ кунед.
● Усулҳои фармоишӣ: Истифодаи усулҳои бақову мунозира, ба монанди буридани абрешим ё коркарди микро бо дақиқии хурд, ки ба функсияи пешбинишуда мувофиқанд.
● Мухоҳидҳои моддӣ: Мавзӯъҳо ва воситаҳои мувофиқро интихоб кунед, ки бо аризаи қисман, идоманокӣ ва функсионалӣ ҳамоҳанг шаванд.
Арзиш ва сифат дар амалиёти
● Наҷахшидани хароҷот: Кӯшиш кунед, ки барои тавозуни баландтари сифат ва самарабахшии иқтисодӣ кӯшиш кунед.
● Таҳвилҳои оптимизатсия: Равандҳои ҷараён ба итмом расонидани равандҳои ба итмом расонидани равандҳо ва истеъмоли захираҳо бе сифат.
● Идоракунии воситаҳои нақлиёт: Истифодаи абзорҳое, ки натиҷаҳои баландсифат ва дарозмуддатро пешниҳод мекунанд, зарурати ивазкунии зуд-зудро пешниҳод мекунанд.
Муқоисаи коркарди ноҳамвор ва ба итмом расонидани
Дахолат ва ба итмом расонидани он дар коркарди CNC равандҳои иловагӣ, ҳар яке бо ҳадафҳо, равишҳо ва талаботҳои воситаҳои худ равандҳои иловагӣ мебошанд. Рӯйдодҳо зуд ба шакли наздиктарин халал мерасонанд ва тамаркуз ба суръат бар дақиқӣ таваҷҷӯҳ зоҳир мекунанд. Ба тарафи дигар, ба итмом расонидани мушаххасоти аниқи имконнопазир аст, таваҷҷӯҳ ба сифати дақиқ, сифати дақиқ ва дақиқии андозагирӣ. Фаҳмиши фарқияти ин раванд барои амалиёти муассир ва муассир хеле муҳим аст.
Мақсад ва равиш: Таъсири ду раванд
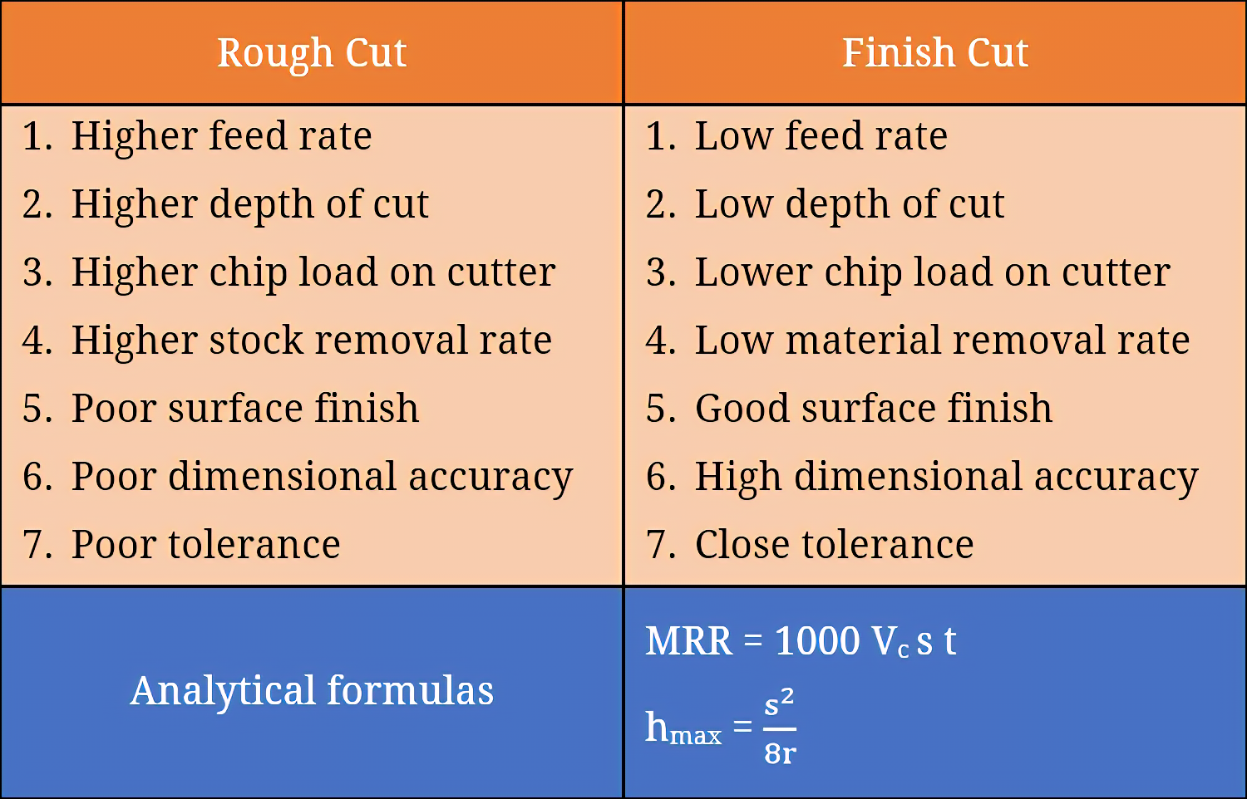
Дахолат ва ба итмом расонидани дар CNC CNC ҳадафҳо ва равишҳои фарқкунанда доранд: - дағалона: диққати махсус ба таври зуд бартараф кардани маводи изофӣ. Равиши он камтар аз дақиқ ва бештар дар бораи кам кардани кор ба шакли ноҳамвор аст. - Анҷом: консентратсия оид ба ноил шудан ба дақиқии баланди андоза ва ба итмом расонидани сатҳи. Он шаъну шарафро дар бар мегирад, буридани дақиқ бо андозагирии тарроҳӣ.
Параметрҳои раванд ва суръати бартарафсозии моддаҳо (MRR)
● дағалона: дорои суръати баланди маводи баланд (MRR) бо сабаби буридани хашмгин. Он сатҳи болоравии хӯроквора ва чуқурҳои амиқи буришро дар бар мегирад.
● Иҷрошавӣ: MRR ҳамчун сменаи фокус ба дақиқӣ камтар аст. Он барои таъмини саҳеҳӣ меъёрҳои хӯроки чорво ва ҳаҷмҳои серғизатсияро истифода мебарад.
Таъсир ба сатҳи сифат ва таҳаммулпазирӣ
● дағалона: сатҳи ноҳамворро тарк мекунад, на бо риоя кардани сатҳи таҳаммулпазирӣ.
● Иқтидор: Аҳамият диҳед, ки ба таври назаррас сифати заминро беҳтар мекунад, ки ба даст овардани намуди зоҳирӣ, ҷолиб ва риоя кардани таҳаммулпазирии қатъӣ.
Хароҷот ва самаранокии вақт дар ҳарду раванд
● дағалона: Аз сабаби бартараф кардани маводи тез: самаранок ва зудтар самараноктар ва зудтар.
● Иҷрошавӣ: Бештар лозим аст ва метавонад арзиши бештар дошта бошад, бо сабаби дақиқ ва нигоҳубини сатҳи сифат ба поён ва дақиқии андозагирӣ.
Мулоҳизаҳои саҳҳомӣ ба итмом мерасанд ва мулоҳизаҳои дақиқ
● дағалона: Бартараф кардани моддии авлавиятҳо дар самти марра ва дақиқии андоза.
● Иҷрои: тамаркуз ба хатои баландсифат ва сифати дақиқ, сифати умумии эстетикии умумии ва функсионалии худро такмил медиҳад.
Воситаи фарқият байни тамаркузи ноҳамвор ва ба итмом расонидани
● Асбобҳои ноҳамворӣ: барои пойдорӣ ва бартарафсозии босуръат тарҳрезӣ шудааст. Онҳо мустаҳкаманд, ки фишори баланди буриши хашмгинро идора кунанд.
● Истифодаи василаҳои ба итмом расонидани воситаҳои фаъолият: такмил ва дақиқтар, ки барои буридани дақиқ ва нигоҳ доштани беайбии рӯизаминӣ таҳия шудаанд.
Мулоҳизаҳои пешрафта дар коркарди

Нақши геометрия ва мавод
● Геометрияи асбобҳо: шакл ва тарроҳии воситаҳои буриданиҳо, ба монанди кунҷ ва шадиди кунҷҳо, ба идоракунии дақиқ ва самаранокӣ таъсири назаррас таъсир мерасонанд.
● Маводи асбобҳо: Маводҳои баландсифат ба монанди Ҳаёти мошинҳои карбидӣ ё пӯлоди баландсуръат, бахусус дар соҳаи идоракунии корхонаҳо.
Зиндагӣ ва хидматрасонӣ: Самаранокӣ ва пойдорӣ
● Коэффектхои іарњо: нигоҳдорӣ ва мониторинги мунтазам ва мониторинги пӯшидани асбоб барои нигоҳ доштани самаранокӣ ва таъмини техникаи баландсифат хеле муҳим аст.
● Санадҳои мувозинатӣ: Интихоби воситаҳо, ки мувозинатро дар байни камолот ва пойдор будан ба таҷҳизоти сарфаи самаранок пешниҳод мекунанд.
Интихоби моддӣ ва таъсири он ба коркарди равандҳо
● Хусусиятҳои моддӣ: маводи интихобшуда барои ҷасади корӣ, аз қабили сахтӣ ва моҳигардонии он, ба раванди коркард, нуқтаи асбоб бевосита таъсир мерасонад.
● Ҷойгиркунӣ: Интихоби маводи ҳуқуқӣ барои раванди мушаххаси коркард метавонад ҳам самаранокӣ ва сифати баромадро беҳтар кунад.
Навовариҳои технологӣ дар соҳаи коркард
● Пешрафти CNC: навовариҳо дар технологияи CNC, ба монанди алгоритмҳои назорати идоракунӣ, тақвияти дурустӣ ва суръат.
● Технологияҳои ҷустуҷӯӣ: Қабули технологияҳои нав ба монанди истеҳсолот ва автоматикунонии иловагӣ инқилоби коркарди техника буда, дақиқ ва самаранокиро пеш мебарад.
Мулоҳизаҳои пешрафта дар дастгоҳ дарки геометрияи асбобҳо, интихоби дурусти маводи асбобҳо ва идоракунии самараноки ҳаётро дар бар мегиранд. Интихоби моддӣ барои кор дар ҷои кор дар муайян кардани самаранокӣ ва муваффақияти раванди техникӣ нақши муҳим дорад. Ғайр аз он, нигоҳ доштани он аз навовариҳои технологӣ барои коркарди муосир хеле муҳим аст, ки ҳама чизро аз асбобҳо ба Стратегияи умумии техникӣ таъсир расонанд. Ин мулоҳизаҳо барои ноил шудан ба натиҷаҳои босифат, дақиқ ва самараноки техникӣ мувофиқанд.
Коршиносии MFG дар ноҳамвор ва ба итмом расонидани
Дар TFG MFG, мо ифтихорро дар хидматрасонии ҳамаҷонибаи мудохила, алахусус дар минтақаҳои ноҳамвор ва ба итмом мерасонем. Ӯҳдадориҳои мо ба расонидани ҳалли масъалаҳои дахлдор бо таваҷҷӯҳ бо таваҷҷӯҳ ба сифат ва дақиқӣ моро ҷудо мекунад, ки дар ҷаҳони CNC техникаи CNC-ро ҷудо мекунад.
Хизматрасонии ҳамаҷонибаи техникӣ дар TFG MFG
Аҳамияти дағалона
Вақте ки сухан дар бораи коркарди CNC меравад, дахолат кардани заминаест, ки ҷузъҳои дақиқ сохта мешаванд. Он аз байн рафтани босуръати маводи зиёдатӣ аз маводи корӣ, ташаккули онҳо ба геометрияи дилхоҳ наздиктар аст. Дар TFG MFG, мо аҳамияти ин марҳилаи ибтидоӣ ва нақшро дар равандҳои минбаъдаи техникӣ бозмедорад.
Нуқтаҳои асосӣ:
- Рушди босуръат
- ташаккул додани геометрия
- Рушди варақаи холӣ самаранок
Санъати анҷом
Анҷом, ламси ниҳоӣ дар раванди техникии CNC, дар он ҷо эстетика ба функсия ҷавобгӯ аст. Он бо такя кардани сатҳи ва хосиятҳои ҷузъҳои додашуда барои қонеъ кардани стандартҳои махсуси механикӣ фаро мегирад. Гурӯҳҳо дар санъати ба итмомрасӣ узр мепайвандад, ки ҳар як қисм на танҳо ба назар истисно менамояд, балки инчунин ба таври ноустуворона иҷро мекунад.
Нуқтаҳои асосӣ:
- Таҳкими сатҳи
- ноил шудан ба хусусиятҳои механикӣ
- Даромадандартҳои саноатӣ
Ҳалли мутобиқсозӣ барои талаботҳои гуногун
Дақиқ ва самаранокӣ
Дар TFG MFG, дақиқ ва самаранокӣ дар фалсафаи мудохилаи мо мебошад. Мо технологияи пештараеро истифода мебарем ва ба экспертизаи мутахассисони маҳбуби худ такя мекунем, то равандҳои дағалона ва ба итмомрасандаро бо дақиқи номатлуб гузаронем. Ин кафолат медиҳад, ки ҷузъҳои мо ба стандартҳои олии саноатии истеҳсолот омодаанд.
Нуқтаҳои асосӣ:
- Технологияи буридашуда
- коршиносони ботаҷриба
- дақиқаи олӣ
Сатҳи сифат ба итмом мерасад
Таъмини мо ба муваффақияти мо ба сӯиистифода ба сатҳи ҷузъҳои ҷузъҳои мо таъсир мерасонад. Мо фахр мекунем, ки дар қобилияти худ қисмҳои пешниҳоди қисмҳоро бо сифати истисноӣ дорем. Равандҳои хатми MFG барои ноил шудан ба стандартҳои олӣ ҳам аз рӯи намуди зоҳирӣ тарҳрезӣ шудаанд.
Нуқтаҳои асосӣ:
- Асосҳои австетикӣ
- Сифати сатҳи
- ба итмом расонидани соҳавӣ
Ваъдадиҳӣ ба сифат ва дақиқ дар CNC коркарди CNC
Коршиносии дастаи MFG дар ноҳам ва ба охир расидани а васиятест барои ӯҳдадориҳои номатлуби мо ба сифат ва дақиқии мо дар CNC. Новобаста аз он ки он кории ибтидоӣ ё илова кардани ламсҳои ниҳоӣ мебошад, ки ҳар як ҷузъи мо ба стандартҳои муқарраршудаи мо ба стандартҳои муқарраршудаи мо мувофиқат мекунад. Хизматрасониҳои ҳамаҷонибаи мобилӣ, ҳалли мувофиқашуда ва бахшидани махсус ба некӯаҳволӣ моро барои таҳияи эҳтиёҷоти худ ба мо шартҳои беҳтаринро эҷод мекунанд.

Хулоса
Дар ин кашидани ҳамаҷонибаи CNC техникаи CNC, мо ба коркарди дағалӣ ва марра, ки сифат ва самарабахшии маҳсулоти мошиншударо муайян кардаем. Мо бо муайян кардани CNC, ки ҳамчун як марҳилаи ибтидоии мавод, дағалона сар карда, тамаркуз ба нархи таъом, чуқурии бурида ва буридани суръат сар кардем. Барои ба итмом расонидани тачсури таъкид менамоем, ки барои ноил шудан ба сатҳи олӣ ба итмом расонидани мартаба ва дақиқии андозагирӣ таъкид мекардем.
Муқоисаи мо байни дағалӣ ва ба итмомрасидани ҳадафҳои муқобили мақсадҳо ва равишҳои мухталиф, инчунин таъсири мухталифи онҳо ба сифати замин, арзиши сарфароз ва вақтро қайд карданд. Мо инчунин стратегияҳои муассирро барои дағалона ва ҳам ба ҳам меомӯзем, аз ҷумла оптимизатсия кардани параметрҳои тиббӣ, Интихоби дастгоҳ ва арзиши сифат.
Дар ниҳоят, мо дар бораи мулоҳизаҳои пешрафта дар соҳаи коркард, ба монанди нақши буридани геометрия, идоракунии ҳаёт, интихоби моддӣ ва таъсири навовариҳои технологӣ. Ин сафар тавассути коркарди CNC мураккабӣ ва дақиқро барои истеҳсоли қисмҳои баландсифати мошинҳо, аҳамияти ҳар як марҳила дар ин раванди аҷибро қайд мекунад.














