सीएनसी मशीनिंग , अपने मूल च, मानक सबकट्रैक्टिव निर्माण संचालन दी श्रृंखला शामल ऐ, जि’यां मोड़, मिलिंग, ड्रिलिंग, ते होर मते। एह् संचालन ठोस वर्कपीस थमां अतिरिक्त सामग्री दी परतें गी विधिवत रूप कन्नै हटांदे न , धीरे-धीरे सटीक आयाम ते सुविधाएं कन्नै उनेंगी हिस्सें च मूर्तिबद्ध करदे न । पर, इनें जटिल फीचरें गी हासल करना दो मुक्ख कदमें दा इक जटिल नृत्य ऐ – रफ ते फिनिशिंग। हर इक कदम च इक कच्ची सामग्री दे टुकड़े गी इक बारीक रूप कन्नै तैयार कीते गेदे हिस्से च बदलने आस्तै बक्ख-बक्ख तकनीकें ते पैरामीटर दा कम्म कीता जंदा ऐ। इस लेख च अस रफ ते खत्म मशीनिंग दी बारीकियें च गहराई कन्नै उतरगे, इस गल्लै गी उजागर करगे जे उनेंगी बक्ख-बक्ख कीता जंदा ऐ ते हर इक सीएनसी निर्माण दी दुनिया च कीऽ महत्वपूर्ण ऐ। आओ इस अंतर्दृष्टि आह् ली यात्रा पर चढ़चै ते सामग्री गी हटाने ते इक उत्पाद गी सिद्धता च परिष्कृत करने दे बश्कार नाजुक संतुलन दी खोज करचै।

मशीनिंग च खुरदुरा समझना
मशीनिंग च रफ करना, खास करियै सीएनसी रफिंग, इक वर्कपीस गी खत्म करने थमां पैह्ले इक वर्कपीस गी आकार देने च इक महत्वपूर्ण भूमिका निभांदा ऐ। रफिंग दे बक्ख-बक्ख पैह्लुएं गी समझने ते अनुकूलित करने कन्नै, प्रक्रिया पैरामीटर थमां औजार चयन तगर, निर्माता कुशल ते प्रभावी मशीनिंग संचालन गी सुनिश्चित करी सकदे न।
सीएनसी रफिंग परिभाषित करना: मशीनिंग दा प्रारंभिक चरण
रफिंग, जेह्ड़ी अक्सर रफ मिलिंग जां रफ मशीनिंग दे रूप च जाने जंदी ऐ, सीएनसी मशीनिंग च बुनियादी चरण दे रूप च कम्म करदी ऐ। एह् सब किश इक ठोस वर्कपीस थमां तेजी कन्नै सरप्लस सामग्री गी खत्म करने दे बारे च ऐ। एह् चरण घट्ट करने आह् ले निर्माण च मता जरूरी ऐ, जिस च मोड़ ते मिलिंग जनेह् प्रक्रियाएं शामल न।
रफ होने दे उद्देश्य ते सिद्धांत
सीएनसी कारीगरी च रफ होने दा प्राथमिक मकसद ऐ जे मती मात्रा च सामग्री गी जितना संभव होए उतना कुशलता कन्नै हटाना ऐ। एह् बाद दे खत्म होने आह् ले संचालनें लेई चरण सेट करदा ऐ। खुरदरापन सटीक आयाम जां सतह दी गुणवत्ता दे बजाय सामग्री आकृति पर ध्यान देने आह् ले, सटीकता गी प्राथमिकता दिंदा ऐ।
रफिंग च प्रक्रिया पैरामीटर: फीड दर, कटौती दी गहराई, ते कटिंग वेग
खुरदुरी मशीनिंग च कुंजी पैरामीटर च शामल न: - फीड दर: निर्धारत करदा ऐ जे कटिंग उपकरण सामग्री दे पार किन्ना तेजी कन्नै चलदा ऐ। - कट दी गहराई: इक गै पास च हटाई गेदी सामग्री परत दी मोटाई। - कटिंग वेग: जिस गति कन्नै कटिंग उपकरण संचालित होंदा ऐ।
इनें पैरामीटरें गी समायोजित करने कन्नै सामग्री हटाने दी दर (एमआरआर) ते औजार जीवन उप्पर मता असर पौंदा ऐ।
रफिंग च सामग्री हटाने दी दर (एमआरआर)।
रफिंग च एमआरआर इक महत्वपूर्ण मीट्रिक ऐ। एह् प्रति इकाई समें गी हटाने आह् ली समग्गरी दी मात्रा दा मात्रा बनांदा ऐ। रफिंग च उच्च एमआरआर औजार जीवन गी बढ़ावा दिंदा ऐ ते मशीनिंग प्रक्रिया गी सुचारू बनांदा ऐ, समें गी अनुकूल बनांदा ऐ।
रफ मशीनिंग च इस्तेमाल कीते गेदे उपकरण ते औजार
स्थायित्व ते तेजी कन्नै सामग्री हटाने आस्तै रफ कटिंग उपकरणें गी डिजाइन कीता गेआ ऐ। एह् औजार सतह दी गुणवत्ता पर सामग्री दी कमी गी प्राथमिकता देने, गी खत्म करने च इस्तेमाल कीते जाने आह् ले चीजें दी तुलना च घट्ट परिष्कृत न। खुरदुरी मशीनिंग च इस्तेमाल कीते जाने आह् ले उपकरण मजबूत न, जेह् ड़े तेजी कन्नै सामग्री गी हटाने दे उच्च तनाव गी झेलने च समर्थ न।
रफिंग च चुनौतियां ते विचार
रफिंग अपने आप चुनौतियें दे सेट कन्नै आवै करदी ऐ: - औजार जीवन: औजारें गी अत्यधिक पहनने थमां बचाने दी लोड़ कन्नै तेजी कन्नै सामग्री हटाने गी संतुलित करना। - कंपन स्तर: आक्रामक कटन कार्रवाई कन्नै पैदा होने आह् ली कंपन दा प्रबंधन। - सटीकता: तेजी कन्नै सामग्री हटाने पर ध्यान देने दे बावजूद नजदीकी सहिष्णुता दे स्तर गी बनाए रखना।
मशीनिंग च प्रभावी खुरदुरेपन आस्तै विचार
मशीनिंग च प्रभावी खुरदराना फीड दर, कट दी गहराई, ते कटिंग वेग जनेह् कुंजी पैरामीटर गी अनुकूल बनाने पर टिका। इनें पैरामीटरें गी कुशलता कन्नै प्रबंधत करने आस्तै सही मशीन टूल ते कंट्रोल सॉफ्टवेयर चुनना बड़ा जरूरी ऐ। इसदे अलावा, प्रभावी गर्मी प्रबंधन ते कट्टने आह्ले तरल पदार्थें दा सही इस्तेमाल औजार जीवन गी बनाए रखने ते मोटे तौर पर मशीनिंग प्रक्रिया दी गुणवत्ता गी सुनिश्चित करने च इक महत्वपूर्ण भूमिका निभांदा ऐ।
रफिंग लेई मशीनिंग पैरामीटर गी अनुकूलित करना
रफिंग च दक्षता हासल करने लेई: - फीड दर: इष्टतम सामग्री हटाने लेई समायोजित करो। उच्च फीड दरें कन्नै तेज़ी कन्नै सामग्री च कमी आई सकदी ऐ । - कट दी गहराई: इक गहरी कट प्रति पास मती सामग्री गी हटाने दी अनुमति दिंदी ऐ, जिस कन्नै दक्षता गी बधाया जंदा ऐ। - कटिंग वेग: प्रक्रिया दी दक्षता गी बनाए रखने आस्तै मोटे तौर पर कटिंग उपकरणें दी स्थायित्व कन्नै गतिशीलता गी संतुलित करना।
सही मशीन टूल ते कंट्रोल सॉफ्टवेयर दा चयन करना
● मशीन औजार चयन: मोटी मशीनिंग दे तनाव गी संभालने च समर्थ मजबूत औजार चुनो। स्थायित्व ते शक्ति कुंजी ऐ।
● नियंत्रण सॉफ्टवेयर: ऐसे सॉफ्टवेयर दा इस्तेमाल करो जेह् ड़ा कि रफिंग पैरामीटर ते टूल पथें गी कुशलता कन्नै प्रबंधत करी सकै। नियंत्रण च सटीकता कन्नै बेहतर खुरदुरे नतीजे पैदा होंदे न ।
खुरदुरे प्रक्रियाएं च गर्मी ते कट्टने आह्ले तरल पदार्थ दा प्रबंधन करना
● गर्मी प्रबंधन: खुरदुरी मशीनिंग कन्नै मती गर्मी पैदा होंदी ऐ। औजार जीवन ते वर्कपीस दी गुणवत्ता दी रक्षा आस्तै प्रभावी ठंडा करने दे तरीके जरूरी न।
● तरल पदार्थ कट्टना: घर्षण ते गर्मी गी घट्ट करने आस्तै उचित कट्टने आह्ले तरल पदार्थ दा चयन करो। इस कन्नै कटिंग इलाके थमां चिप्स हटाने च बी मदद मिलदी ऐ।
मशीनिंग खत्म करना समझना
सीएनसी मशीनिंग च खत्म करना इक महत्वपूर्ण कदम ऐ जेह्ड़ा रफिंग दे बाद होंदा ऐ। एह् सब सटीकता, उच्च आयामी सटीकता हासल करने, ते गुणवत्ता आह् ली सतह खत्म करने दे बारे च ऐ। औजारें ते तकनीकें ते बारीक ट्यूनिंग प्रक्रिया पैरामीटर दा ध्यान कन्नै चुनने कन्नै मशीनिंग गी खत्म करने कन्नै उत्पाद दी समग्र गुणवत्ता ते प्रदर्शन च मता बाद्दा होंदा ऐ।
सीएनसी संचालन च मशीनिंग खत्म करने दी अवधारणा
सीएनसी संचालन च मशीनिंग खत्म करना निर्माण प्रक्रिया च अंतिम कदम ऐ। इस च लोड़चदी आयामी सटीकता ते सतह दी गुणवत्ता हासल करने आस्तै परिष्कृत उपकरण ते नाजुक कटौती शामल ऐ। रफिंग दे विपरीत, खत्म करना तंग सहिष्णुताएं ते चिकनी, पालिश कीती गेदी रूप हासल करने पर ध्यान दिंदा ऐ।
खत्म करने दे उद्देश्य ते सिद्धांत
खत्म करने दा प्राथमिक लक्ष्य हिस्सा दी सतह खत्म ते आयामी सटीकता गी बढ़ावा देना ऐ। इस च शामल ऐ : - डिजाइन दे आयामें कन्नै संरेखित करना - इक चिकनी ते पॉलिश रूप आस्तै सतह दी गुणवत्ता च सुधार - पहनने ते फाड़ने दे प्रतिरोध गी बढ़ावा देने कन्नै स्थायित्व गी सुनिश्चित करना
खत्म करने च प्रक्रिया पैरामीटर: सटीकता ते सटीकता
मशीनिंग गी खत्म करने च, प्रक्रिया पैरामीटर सटीकता आस्तै बारीक ट्यून कीते जंदे न। इस च शामल न: - तंग सहिष्णुता: बंद सहिष्णुता स्तरें दा पालन सुनिश्चित करना - उच्च आयामी सटीकता: डिजाइन विनिर्देशें दे अनुसार सटीक आयाम हासल करना - गुणवत्ता सतह खत्म: इक नेत्रहीन ते कार्यात्मक रूप कन्नै बेहतर सतह बनाना
सतह खत्म ते आयामी सटीकता हासल करना
उच्च गुणवत्ता आह् ली सतह खत्म ते आयामी सटीकता हासल करने आस्तै, सीएनसी परिष्करण रोजगार दिंदा ऐ: - नाजुक, सटीक कट: सटीक सामग्री हटाने आस्तै परिष्कृत उपकरणें दा उपयोग करना - कटिंग गहराई पर तंग नियंत्रण: इक समान सतह बनावट ते समतलता गी सुनिश्चित करना - न्यूनतम उपकरण टूटना ते किनारे चिपिंग: लगातार गुणवत्ता आस्तै उपकरण अखंडता गी बनाए रखना सुनिश्चित करना
उत्पाद गुणवत्ता गी बढ़ावा देने च मशीनिंग खत्म करने दी भूमिका
मशीनिंग खत्म करने कन्नै निर्मित घटकें दी समग्र गुणवत्ता च इक महत्वपूर्ण भूमिका होंदी ऐ। एह् सुनिश्चित करदा ऐ जे: - सुधार प्रदर्शन: सटीक आयाम ते बेहतर यांत्रिक गुणें दे माध्यम कन्नै - सौंदर्य अपील: इक चिकनी ते परिष्कृत सतह बनाने कन्नै - दीर्घायु: हिस्से दी टिकाऊपन गी बढ़ावा देना ते पहनने आस्तै प्रतिरोध गी बधाना
खत्म करने लेई औजार ते तकनीकें दा चयन करना
खत्म करने आस्तै औजार चयन करना महत्वपूर्ण ऐ। इस च ऐसे औजार चुनने शामल न जेह् ड़े उपलब्ध करोआई सकदे न: - उच्च परिशुद्धता: सटीक कटें ते तंग सहिष्णुताएं दा पालन करने आस्तै - चिकनी सतह खत्म: उपकरण जेह् ड़े न्यूनतम निशान जां स्कैलप्स छोड़दे न - स्थायित्व: अनगिनत खत्म होने आह् ले पासें उप्पर गुणवत्ता गी बनाए रखने आस्तै
मशीनिंग खत्म करने च प्रमुख कारक
मशीनिंग खत्म करना इक महत्वपूर्ण चरण ऐ जित्थें विस्तार पर ध्यान देने कन्नै सर्वोपरि ऐ। आयामी सटीकता गी सुनिश्चित करना, प्रक्रिया गी हिस्से दे एप्लीकेशन आस्तै अनुकूलित करना, ते गुणवत्ता कन्नै लागत गी संतुलित करना मुक्ख कारक न जेह् ड़े सीएनसी मशीनिंग च संचालन गी खत्म करने दी सफलता गी बढ़ावा दिंदे न। इनें तत्वें पर ध्यान देइयै, निर्माता वांछित सटीकता ते गुणवत्ता हासल करी सकदे न, ते कन्नै गै दक्षता ते लागत प्रभावशीलता गी बरकरार रक्खी सकदे न।
खत्म करने दे दौरान आयामी सटीकता गी सुनिश्चित करना
● सटीक तकनीक: डिजाइन दे आयामें कन्नै नेड़में तालमेल बनाने लेई सटीक मशीनिंग तकनीकें दा इस्तेमाल करो।
● तंग सहिष्णुता: तंग सहिष्णुताएं दा पालन करियै उच्च आयामी सटीकता हासल करो।
● माप ते सत्यापन: सटीकता गी सुनिश्चित करने आस्तै पूरी परिष्करण प्रक्रिया च आयाम गी नियमित रूप कन्नै मापने ते सत्यापन करो।
भाग दे एप्लीकेशन गी खत्म करने दी प्रक्रिया गी सिलाई करना
● एप्लीकेशन-विशिष्ट आवश्यकताएं: लोड़चदी सतह खत्म ते आयामी सटीकता गी निर्धारत करने आस्तै हिस्से दे अंत उपयोग पर विचार करो।
● अनुकूलित तकनीकें : खत्म करने आह् ली तकनीकें दा इस्तेमाल करो, जि’यां घर्षण कटिंग जां माइक्रो-प्रिसिजन मशीनिंग, जेह् ड़ी हिस्से दे इरादे आह् ले फंक्शन आस्तै सारें शा मती अनुकूल ऐ।
● सामग्री दे विचार: उचित सामग्री ते उपकरणें दा चयन करो जेह् ड़े हिस्से दे अनुप्रयोग कन्नै तालमेल बनांदे न, स्थायित्व ते कार्यक्षमता गी सुनिश्चित करदे न।
खत्म करने दे संचालन च लागत ते गुणवत्ता गी संतुलित करना
● लागत-दक्षता: उच्च गुणवत्ता आह् ली खत्म करने ते लागत-प्रभावीता दे बश्कार संतुलन आस्तै प्रयास करो।
● प्रक्रियाएं गी अनुकूलित करना : गुणवत्ता कन्नै समझौता कीते बगैर समें ते संसाधनें दी खपत गी घट्ट करने आस्तै खत्म करने आह् ली प्रक्रियाएं गी सुचारू बनाना।
● औजार जीवन प्रबंधन: ऐसे उपकरण दा इस्तेमाल करो जेह् ड़े उच्च गुणवत्ता आह् ले नतीजे ते लम्मी उमर दोनें दी पेशकश करदे न, जिस कन्नै बार-बार बदलने दी लोड़ घट्ट होई जंदी ऐ।
रफ ते खत्म करने आह् ली मशीनिंग दी तुलना करना
सीएनसी मशीनिंग च रफ ते फिनिशिंग पूरक प्रक्रियाएं न, हर इक अपने विशिष्ट उद्देशें, दृष्टिकोण, ते टूलिंग दी जरूरतें कन्नै। रफ होने कन्नै इक वर्कपीस गी निकट-अंतिम आकृति च घट्ट करी दिंदा ऐ, जेह्ड़ा सटीकता कन्नै गति उप्पर ध्यान दिंदा ऐ। दूई बक्खी, खत्म करना, सटीक विनिर्देशें गी पूरा करने आस्तै वर्कपीस गी परिष्कृत करदा ऐ, सटीकता, सतह दी गुणवत्ता, ते आयामी सटीकता पर ध्यान दिंदा ऐ। इनें प्रक्रियाएं दे बश्कार मतभेदें गी समझना कुशल ते प्रभावी मशीनिंग संचालन आस्तै मता जरूरी ऐ ।
उद्देश्य ते दृष्टिकोण: दो प्रक्रियाएं दा विपरीत
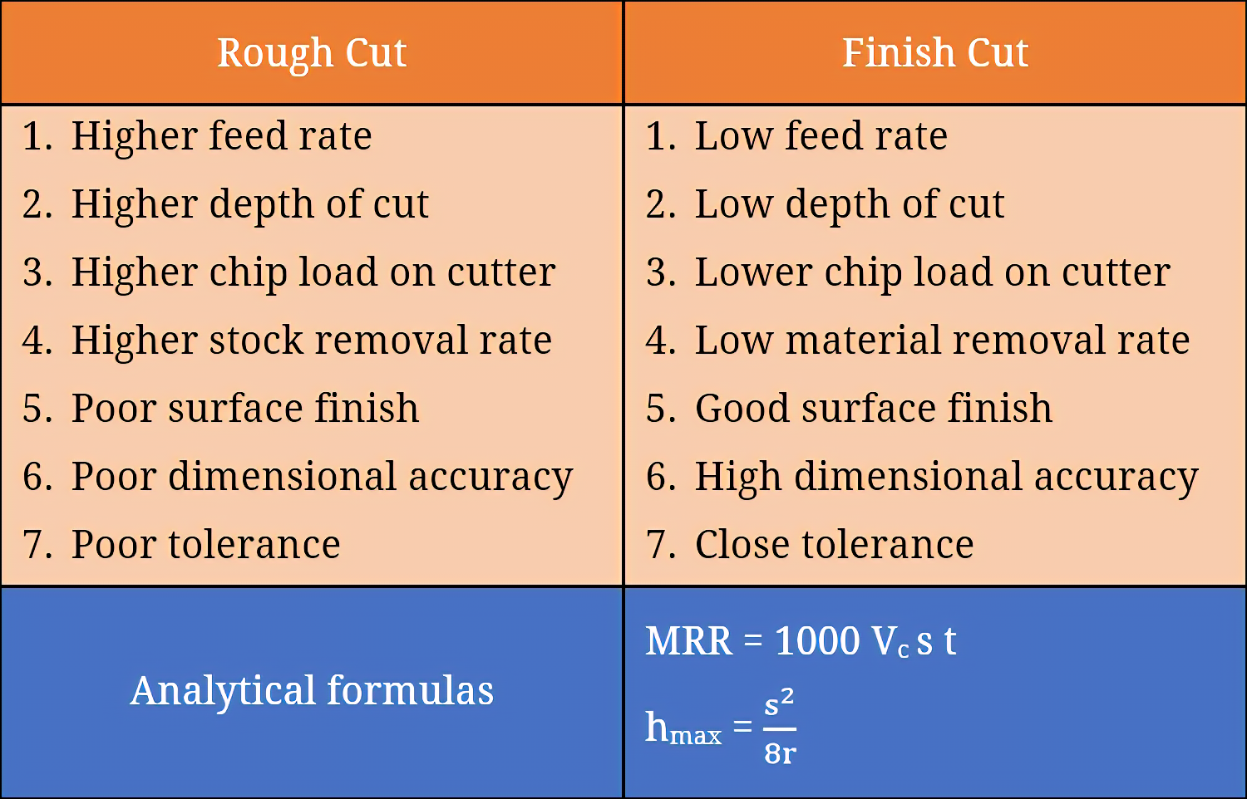
सीएनसी मशीनिंग च खुरदुरा ते खत्म करना बक्ख-बक्ख मकसदें ते दृष्टिकोणें गी पूरा करदा ऐ : - रफिंग: तेजी कन्नै सरप्लस सामग्री गी खत्म करने पर ध्यान दिंदा ऐ। इसदा दृष्टिकोण सटीकता दे बारे च कम ऐ ते इक वर्कपीस गी इक खुरदुरे आकार च घट्ट करने दे बारे च मता ऐ। - फिनिशिंग: उच्च आयामी सटीकता ते इक गुणवत्ता आह् ली सतह खत्म हासल करने पर ध्यान केंद्रित करदा ऐ। इस च डिजाइन दे आयामें कन्नै तालमेल बनाने आस्तै नाजुक, सटीक कट शामल न।
प्रक्रिया पैरामीटर ते सामग्री हटाने दी दर (एमआरआर) विश्लेषण
● रफिंग: आक्रामक कटिंग दे कारण उच्च सामग्री हटाने दी दर (एमआरआर) होंदी ऐ। इस च फीड दर ते कटौती दी गहरी गहराई शामल ऐ ।
● फिनिशिंग: एमआरआर निचला ऐ की जे फोकस सटीकता च शिफ्ट होंदा ऐ। इस च सटीकता गी सुनिश्चित करने आस्तै कट दी महीन फीड दर ते उथली गहराई दा उपयोग कीता जंदा ऐ।
सतह दी गुणवत्ता ते सहिष्णुता दे स्तर उप्पर प्रभाव
● खुरदुरा: इक खुरदुरी सतह छोड़दा ऐ, सहिष्णुता दे स्तर कन्नै नेड़में कन्नै नेईं चिपकदा।
● फिनिशिंग: सतह दी गुणवत्ता च मता सुधार होंदा ऐ, चिकनी, पॉलिश कीते गेदे रूपें गी हासल करना ते तंग सहिष्णुताएं दा पालन करना।
दौनें प्रक्रियाएं च लागत ते समें दी दक्षता
● रफिंग: तेजी कन्नै सामग्री हटाने दे कारण मता लागत प्रभावी ते तेज।
● फिनिशिंग: गुणवत्ता आह् ली सतह खत्म करने ते आयामी सटीकता आस्तै लोड़चदी सटीकता ते देखभाल दे कारण, मता समां लगदा ऐ ते मती लागत औंदी ऐ।
सतह खत्म ते आयामी सटीकता विचार
● रफिंग: सतह खत्म ते आयामी सटीकता उप्पर सामग्री हटाने गी प्राथमिकता दिंदा ऐ।
● खत्म करना: उच्च गुणवत्ता आह् ली सतह खत्म ते सटीक आयामी सटीकता हासल करने पर ध्यान दिंदा ऐ, जिस कन्नै हिस्से दी समग्र सौंदर्य ते कार्यात्मक गुणवत्ता गी बधाना।
रफ ते खत्म करने आह् ली मशीनिंग दे बीच टूलिंग अंतर
● रफ मशीनिंग उपकरण: स्थायित्व ते तेजी कन्नै सामग्री हटाने आस्तै डिजाइन कीता गेदा ऐ। आक्रामक कट्टने दे उच्च तनाव गी संभालने आस्तै एह् मजबूत न।
● मशीनिंग दे औजार खत्म करना: होर परिष्कृत ते सटीक, सटीक कटौती ते सतह दी अखंडता गी बनाए रखने आस्तै डिजाइन कीता गेदा ऐ।
मशीनिंग च उन्नत विचार

कटिंग औजार ज्यामिति ते सामग्री दी भूमिका
● औजार ज्यामिति: कटिंग उपकरणें दा आकार ते डिजाइन, जि’यां किनारे दी कोन ते तीक्ष्णता, मशीनिंग दी सटीकता ते दक्षता गी मता प्रभावित करदी ऐ।
● औजारें दी सामग्री: कार्बाइड जां उच्च गति स्टील जनेह् उच्च गुणवत्ता आह् ली सामग्री औजार जीवन ते प्रदर्शन गी बढ़ावा दिंदी ऐ, खासतौर पर मंगने आह् ले मशीनिंग कम्में च।
औजार जीवन ते रखरखाव: संतुलित दक्षता ते स्थायित्व
● औजार पहनने दा प्रबंधन: दक्षता गी बनाए रखने ते उच्च गुणवत्ता आह् ली मशीनिंग गी सुनिश्चित करने आस्तै औजार पहनने दी नियमित रखरखाव ते निगरानी जरूरी ऐ।
● संतुलन अधिनियम: कटिंग दक्षता ते स्थायित्व दे बश्कार संतुलन दी पेशकश करने आह् ले उपकरणें दा चयन लागत प्रभावी मशीनिंग दी कुंजी ऐ।
मशीनिंग प्रक्रियाएं पर सामग्री चयन ते इसदा प्रभाव
● भौतिक गुण: वर्कपीस आस्तै चुनी दी सामग्री, जि’यां इसदी कठोरता ते नमनीयता, मशीनिंग प्रक्रिया, औजार जीवन, ते खत्म गुणवत्ता पर सीधे असर पांदी ऐ।
● उपयुक्तता: विशिष्ट मशीनिंग प्रक्रिया आस्तै सही सामग्री दा चयन करना आउटपुट दी दक्षता ते गुणवत्ता दोनें गी अनुकूलित करी सकदा ऐ।
मशीनिंग च तकनीकी नवाचार
● सीएनसी प्रगति: सीएनसी तकनीक च नवाचार, बेहतर नियंत्रण एल्गोरिदम, मशीनिंग सटीकता ते गति गी बधाना।
● उभरती प्रौद्योगिकी: एडिटिव निर्माण ते स्वचालन जनेह् नमीं तकनीकें गी अपनाना मशीनिंग प्रक्रियाएं च क्रांति आह्नना ऐ, जिस कन्नै सटीकता ते दक्षता च सुधार होआ करदा ऐ।
मशीनिंग च उन्नत विचारें च औजार ज्यामिति दी गहरी समझ, औजार सामग्री दा सही चयन, ते प्रभावी औजार जीवन प्रबंधन शामल ऐ। वर्कपीस आस्तै सामग्री चयन मशीनिंग प्रक्रिया दी दक्षता ते सफलता गी निर्धारत करने च इक महत्वपूर्ण भूमिका निभांदा ऐ। एह्दे अलावा, तकनीकी नवाचारें दा सरबंध रक्खना आधुनिक मशीनिंग आस्तै मता जरूरी ऐ, जिसदे कन्नै औजार डिजाइन थमां लेइयै समग्र मशीनिंग रणनीति तगर हर इक चीज गी प्रभावित करदा ऐ। उच्च गुणवत्ता, सटीक ते कुशल मशीनिंग दे नतीजें गी हासल करने च एह् विचार महत्वपूर्ण न।
रफ ते फिनिशिंग च टीम एमएफजी दी विशेषज्ञता
टीम एमएफजी च, अस अपनी व्यापक मशीनिंग सेवाएं उप्पर गर्व करने आं, खासतौर उप्पर रफिंग ते फिनिशिंग दे क्षेत्रें च। गुणवत्ता ते सटीकता पर ध्यान देने कन्नै सिलसिलेवार समाधान देने दी साढ़ी प्रतिबद्धता असेंगी सीएनसी मशीनिंग दी दुनिया च अलग बनांदी ऐ।
टीम एमएफजी पर व्यापक मशीनिंग सेवाएं
रफ होने दा महत्व
जदूं सीएनसी मशीनिंग दी गल्ल आवै तां रफिंग ओह् नींह् ऐ जिसदे उप्पर सटीक घटक बनी जंदे न। इस च वर्कपीस थमां अतिरिक्त सामग्री गी तेजी कन्नै हटाना, वांछित भाग ज्यामिति दे नेड़े आकार देना शामल ऐ। टीम एमएफजी च, अस इस प्रारंभिक चरण दे महत्व ते बाद च मशीनिंग प्रक्रियाएं च एह् भूमिका गी पन्छानने आं।
कुंजी बिंदु:
- तेजी कन्नै सामग्री हटाना
- शेपिंग वर्कपीस ज्यामिति
- कुशल खाली भत्ता हटाना
खत्म करने दी कला
फिनिशिंग, सीएनसी मशीनिंग प्रक्रिया च अंतिम स्पर्श, ऐ जित्थें सौंदर्यशास्त्र कार्यक्षमता गी पूरा करदा ऐ। एह्दे च खास यांत्रिक मानकें गी पूरा करने आस्तै गढ़े दे घटकें दी सतह ते गुणें गी परिष्कृत करना शामल ऐ। टीम एमएफजी खत्म करने दी कला च उत्कृष्टता हासल करदी ऐ, एह् सुनिश्चित करदी ऐ जे हर इक हिस्सा न सिर्फ असाधारण लगदा ऐ बल्कि बेदाग प्रदर्शन बी करदा ऐ।
कुंजी बिंदु:
- सतह संवर्धन
- यांत्रिक गुण हासिल करना
- उद्योग दे मानकें गी पूरा करना
विविध मशीनिंग दी जरूरतें आस्तै सिलसिलेवार समाधान
सटीकता ते दक्षता
टीम एमएफजी च, सटीकता ते दक्षता साढ़े मशीनिंग दर्शन दे मूल च न। अस अत्याधुनिक तकनीक दा उपयोग करदे आं ते बेजोड़ परिशुद्धता कन्नै रफिंग ते फिनिशिंग प्रक्रियाएं गी पूरा करने आस्तै अपने कुशल पेशेवरें दी विशेषज्ञता उप्पर भरोसा करदे आं। इस कन्नै एह् सुनिश्चित होंदा ऐ जे अस जेह् ड़े घटक पैदा करदे आं ओह् उच्चतम उद्योग मानकें गी पूरा करदे न।
कुंजी बिंदु:
- अत्याधुनिक तकनीक ऐ
- कुशल विशेषज्ञें दा
- बेहतर परिशुद्धता
गुणवत्ता सतह खत्म
उत्कृष्टता देने आस्तै साढ़ी समर्पण साढ़े घटकें दी सतह खत्म करने तगर फैली दी ऐ। अस असाधारण सतह दी गुणवत्ता कन्नै हिस्सें गी उपलब्ध करोआने दी अपनी क्षमता उप्पर गर्व करने आं। टीम एमएफजी दी फिनिशिंग प्रक्रियाएं गी उच्चतम मानकें गी हासल करने आस्तै डिजाइन कीता गेआ ऐ, जेह् ड़ा रूप ते कार्यक्षमता दे मामले च ऐ।
कुंजी बिंदु:
- सौंदर्य उत्कृष्टता
- सतह दी गुणवत्ता
- उद्योग-अग्रणी खत्म
सीएनसी मशीनिंग च गुणवत्ता ते सटीकता आस्तै प्रतिबद्धता
रफिंग ते फिनिशिंग च टीम एमएफजी दी विशेषज्ञता सीएनसी मशीनिंग च गुणवत्ता ते सटीकता आस्तै साढ़ी अटल प्रतिबद्धता दा सबूत ऐ। चाहे ओह् शुरूआती वर्कपीस गी आकार देना होऐ जां अंतिम स्पर्श जोड़ना ऐ, अस एह् सुनिश्चित करने आं जे हर इक घटक जेह् ड़ा अस पैदा करदे आं, अपने ग्राहकें दे सख्त मानकें गी पूरा करदा ऐ। साढ़ी व्यापक मशीनिंग सेवाएं, अनुकूलित समाधान, ते उत्कृष्टता आस्तै समर्पण असेंगी तुंदी मशीनिंग जरूरतें आस्तै आदर्श भागीदार बनांदे न।

निश्कर्श
सीएनसी मशीनिंग दी इस व्यापक अन्वेषण च, अस रफ ते खत्म मशीनिंग दी पेचीदगियें च गहराई कन्नै उतरी गेदे आं, दो महत्वपूर्ण चरण जेह्ड़े मशीनी उत्पादें दी गुणवत्ता ते दक्षता गी परिभाशित करदे न। अस सीएनसी रफिंग गी सामग्री हटाने दे प्रारंभिक, आक्रामक चरण दे रूप च परिभाशित करियै शुरू कीता, चारा दी दर, कटौती दी गहराई, ते कट्टने दे वेग पर ध्यान केंद्रित कीता। मशीनिंग गी खत्म करने च अग्गें बधदे होई, अस सटीकता ते सटीकता पर जोर दित्ता, बेहतर सतह खत्म करने ते आयामी सटीकता हासल करने आस्तै महत्वपूर्ण।
रफ ते खत्म करने आह् ली मशीनिंग दे बश्कार साढ़ी तुलना ने उंदे विपरीत मकसदें ते दृष्टिकोणें गी उजागर कीता, ते कन्नै गै सतह दी गुणवत्ता, लागत, ते समें दी दक्षता उप्पर उंदे बक्ख-बक्ख प्रभावें गी उजागर कीता। अस रफ ते फिनिशिंग दोनें लेई प्रभावी रणनीतियें दी बी खोज कीती, जिंदे च मशीनिंग पैरामीटर, औजार चयन, ते गुणवत्ता कन्नै लागत गी संतुलित करना शामल ऐ।
आखरी च, अस मशीनिंग च उन्नत विचारें गी छूआ, जि’यां कटिंग टूल ज्यामिति, औजार जीवन प्रबंधन, सामग्री चयन, ते तकनीकी नवाचारें दे प्रभाव दी भूमिका। सीएनसी मशीनिंग दे माध्यम कन्नै एह् यात्रा उच्च गुणवत्ता आह् ली मशीन आह् ले हिस्से पैदा करने आस्तै लोड़चदी जटिलता ते सटीकता गी दर्शांदी ऐ , जेह् ड़ी इस मनमोहक प्रक्रिया च हर इक चरण दे महत्व गी रेखांकित करदी ऐ ।














