Rupe za šalterke su ključne u inženjerstvu i konstrukciji, osiguravajući da učvršćivači sjede na površini. Od mobitela do industrijske opreme, Colttersliking igra ključnu ulogu u obradi metala, drva i lima.
Ovaj će članak istražiti što su rupe za šalterke, njihova upotreba i kako primijeniti ANSI standarde kako bi se stvorile precizne, iscrpljene završne obrade u proizvodnji. Saznajte o alatima, tehnikama i aplikacijama koje u raznim industrijama čine rupe za šalterke.
Što je rupa za šalterk?
Rupa za šalterke je konus udubljenja na vrhu izbušene rupe. Njegova je svrha omogućiti pričvršćivačima, poput vijaka s ravnim glavama, da sjednu ili odmah ispod površine. Ovaj dizajn povećava i estetiku i funkcionalnost smanjujući rizik od SNAG -a ili oštećenja.
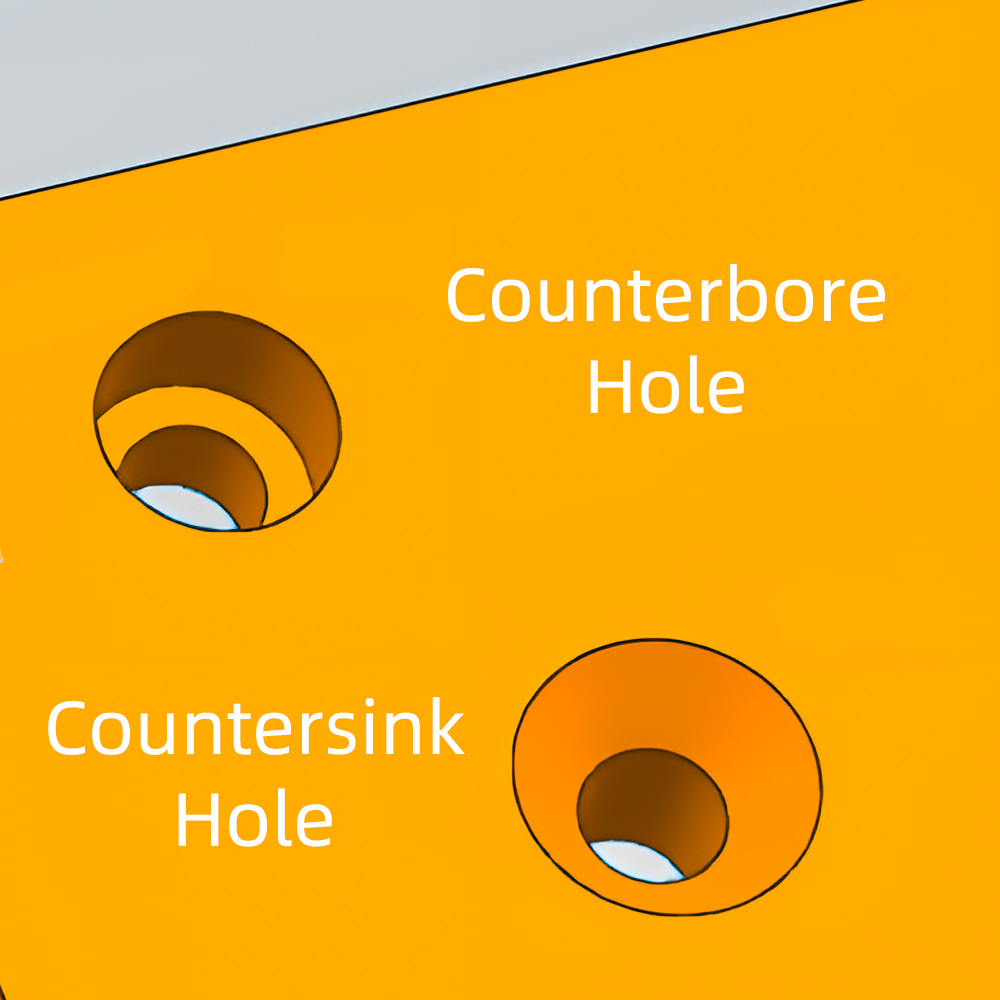
Razlika između broltersink -a i kontrapore
Šutnja stvara konusno otvor, dok kontraparata stvara cilindrično udubljenje. Protivnina se koristi kada glava vijaka mora biti ravna i ispod površine, često s vijcima poklopca utičnice. S druge strane, protivnici su idealni za pričvršćivače s konusnim glavama, osiguravajući glatku završnu obradu. Za detaljniju usporedbu možete se obratiti našem vodiču Counterbore vs Spotface rupe.
| značajke | protivnika | protivnika |
| Oblik | Konus | Cilindričan |
| Koristiti | Vijci za ravne glave, zakovice | Vijci za poklopce utičnice |
| Površinski završetak | Ispiranje ili sub-flush | Samo iscrpljuje |
Ispod je vizualno prikazan razlike između protivnika i kontrapore:
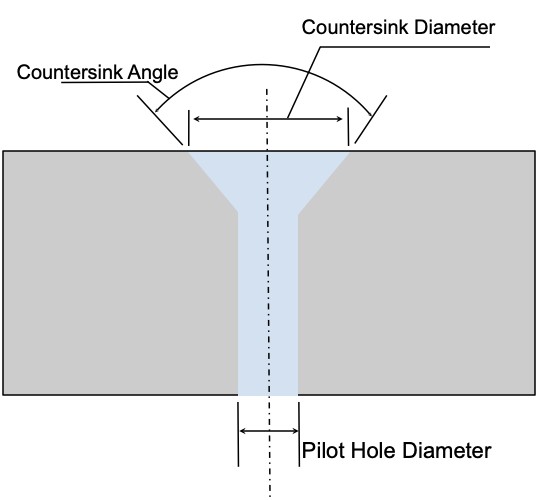
Ključne komponente rupe za šalterk
Promjer protivnika
Promjer protivnika trebao bi biti veći od glave učvršćivača kako bi se osiguralo da sjedi. Inženjeri određuju odgovarajuću veličinu na temelju dimenzija glave vijka i materijala koji se koristi.
Kutovi
šalterkinkinkink -a razlikuju se ovisno o vrsti pričvršćivača. Uobičajeni kutovi uključuju 82 ° za ANSI/Imperial Pričvršćivače i 90 ° za metričke pričvršćivače. Važno je uskladiti kut glave učvršćivača s kutom protivnika za optimalno uklapanje.
Promjer pilot rupe
Promjer pilot rupe je presudan za osiguravanje ispravnog uklapanja učvršćivača. Promjer se obično određuje veličinom vijaka i željenim zazornicama. Pilot rupa mora se izbušiti precizno, jer diktira cjelokupne performanse i uklapanje učvršćivača u sklopu. Za više informacija o različitim vrstama rupa u inženjerstvu, potražite naš sveobuhvatni vodič različite vrste rupa u inženjerstvu.
Vrste kutova šaltera
Kutovi brojila razlikuju se ovisno o primjeni i vrsti pričvršćivača. Odabir ispravnog kuta osigurava pričvršćivače sjedenje s površinom, sprječavajući oštećenja i poboljšanje estetike. Ispod su standardni kutovi brojila i njihova upotreba u različitim industrijama.
60 ° za uklanjanje uklanjanja
Kut brojila od 60 ° obično se koristi za uklanjanje za uklanjanje . Uklanja oštre rubove ili burre iz izbušenih rupa, osiguravajući glatke završne obrade. Taj se kut obično ne koristi za pričvršćivanje, ali je presudan za pripremu površina za druge operacije.
82 ° za vijke za carske brojača (američki standard)
U SAD -u je kut od 82 ° standard za vijke za carske brojača . Široko se koristi u industrijama poput obrade metala i obrade drva gdje vijci trebaju sjediti. Ovaj kut omogućuje pričvršćivanje za vijke za ravnike, osiguravajući sigurno pričvršćivanje i čist izgled.
90 ° za vijke za metričke brojače
Za metričke pričvršćivače standardni kut brojila je 90 °. To je uobičajeno u međunarodnoj proizvodnji i koristi se za projekte koji zahtijevaju precizno uklapanje, posebno u elektroničkoj i automobilskim aplikacijama. Osigurava uniformnost u različitim regijama i industrijama.
| kuta | za upotrebu | Aplikacija |
| 60 ° | Debela | Metalne površine, priprema za pričvršćivanje |
| 82 ° | Imperijalni vijci (SAD) | Obrada drva, obrada metala |
| 90 ° | Vijci za metričke brojače | Elektronika, automobila |
100 ° za BA vijke
Kut od 100 ° koristi se za vijke britanske udruge (BA) . Ti su vijci uobičajeni u starijim strojevima i preciznim uređajima. Širi kut pomaže pružiti veće područje kontakta, osiguravajući bolje pričvršćivanje na osjetljivim ili malim dijelovima.
120 ° za zakovice lima
120 ° brojila dizajnirana je za zakovice od lima . Ovi pričvršćivači često se koriste u konstrukciji i zrakoplovstvu, gdje je potrebna jača, trajnija veza. Širi kut pomaže zakovici da sjedne i sprječava da ošteti tanke metalne listove. Više informacija o zakovicama i njihovim aplikacijama potražite u našem članku o zakovice.
Za detaljnije informacije o proizvodnim procesima koji uključuju stvaranje preciznih rupa i drugih značajki, možda će vas zanimati naš vodič CNC precizna obrada.
Uobičajeni pričvršćivači koji se koriste s rupama za šalterkke
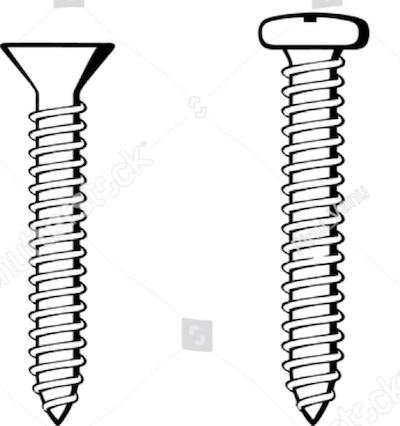
Rupe za šalterke dizajnirane su za rad s određenim pričvršćivačima, osiguravajući glatku, ispiranje površine. Najčešći pričvršćivači uključuju vijke i zakovice . Usklađivanje tipa učvršćivača s ispravnim dimenzijama rupe za pulsikk ključno je za postizanje sigurnog fit -a i čistog završetka.
Vijci Flathead : Ovi vijci imaju konusnu glavu koja se savršeno uklapa u rupe za šalterke, omogućujući im da sjednu za ispiranje ili podmukli.
Zakonice : Korištene u raznim industrijama, zakovice su često uparene s rupama za trajno pričvršćivanje, posebno u zrakoplovnoj i elektronici. Više informacija o zakovicama i njihovim aplikacijama potražite u našem članku o zakovice.
| Vrsta | pričvršćiva | |
| Vijci | Obrada drva, obrada metala | 82 ° (SAD), 90 ° (metrika) |
| Zakovice | Zrakoplovstvo, elektronika | 120 ° (za lima) |
Vijci
Vijci za ravna glava jedan su od najčešćih pričvršćivača koji se koriste s rupama za šalterke zbog njihove sposobnosti stvaranja ispiranja ili udubljene površine. Ravni konusni oblik vijčane glave savršeno se uklapa u konusni otvor za probijanje, eliminirajući bilo kakvu izbočinu.
Prednosti korištenja vijčanih vijaka s rupama za šalterkkene
vijke pružaju čistu, glatku završnu obradu koja sprječava Snags ili smetnje. Idealni su za površine visokog kontakta poput strojnih dijelova, ormarića i elektronike. Ova vrsta učvršćivača često se koristi tamo gdje su estetika i sigurnost prioritet.
Kako osigurati ispuhani završni sloj
kako biste postigli isprazni završetak, ključno je uskladiti kut glave vijaka s kutom rupe za šalterk. Na primjer, koristite 82 ° Countersink za carske pričvršćivače i 90 ° za metričke pričvršćivače. Pravilno bušenje pilot rupe i postavljanje ispravne dubine također osigurava da vijak sjedi savršeno iscrpljuje.
Ostali tipovi učvršćivača
Zakone zakovice
često se koriste s rupama za šalterke u industrijama u kojima je potrebno trajno rješenje za pričvršćivanje. U zrakoplovstvu, zakovice se koriste za osiguranje metalnih listova bez izbočenih glava, što smanjuje povlačenje. Popularni su i u elektronici, gdje komponente moraju sjediti kako se drže s kućištem.
Učvršćeni učvršćivači
različiti pričvršćivači, poput brave za četvrtine okretaja i ostalih učvršćivača, također su kompatibilni s rupama za šalterke. One se često koriste u aplikacijama koje zahtijevaju česte montaže i rastavljanje, poput namještaja ili kućišta opreme.
Zakone i ostali specijalizirani pričvršćivači imaju koristi od korištenja šireg kuta brojila, kao što je 120 °, posebno u aplikacijama lima , osiguravajući sigurnu i glatku vezu. Za više informacija o vrstama lima i njihovim aplikacijama u izradi, možda će vas zanimati naš članak o Vrste lima koje možete koristiti u izradi.
Kada radite s tim pričvršćivačima i rupama za šalterke, preciznost je ključna. Za proizvodne procese visoke preciznosti, možda biste htjeli istražiti naše CNC usluge preciznog obrade , koje mogu osigurati točnu i dosljednu proizvodnju dijelova s rupama za šalterke i drugim značajkama.
Proizvodnja rupa za šalterke
Rupe za proizvodnju brojača zahtijevaju preciznost i prave alate kako bi se osiguralo da pričvršćivači sjede ili ispod površine. Proces uključuje odabir ispravnih alata i slijedeći ispravne korake za svaku vrstu materijala, bilo da je to metal, drvo ili plastiku. Za proizvodnju visoke preciznosti, CNC precizna obrada može biti izvrsna opcija.
Alati i oprema za kontra
Postupni postupak za bušenje rupa za bušenje
Izbušite pilot rupu pomoću standardnog bita za bušenje nešto manji od promjera vijka.
Odaberite ispravan kut brojila na temelju vrste vijka (npr. 82 ° za Imperial, 90 ° za metriku).
Odaberite bit za šalterk s odgovarajućim kutom i promjerom za veličinu vijaka.
Postavite dubinsko zaustavljanje na bušilici ili upotrijebite mjerač dubine kako biste osigurali dosljednu dubinu.
Izbušite šalterkink polako i postojano primjenjujući svjetlosni tlak.
Pregledajte rezultat kako biste osigurali da vijak sjedi na površini.
Za više informacija o različitim vrstama rupa i njihovim aplikacijama, potražite naš vodič različite vrste rupa u inženjerstvu.
Savjeti za precizno i dosljedno protivništvo
Upotrijebite bušilicu za bolju kontrolu i točnost.
Započnite s sporom brzinom i postupno se povećavajte kako biste spriječili brbljanje.
Nanesite malu količinu tekućine za rezanje prilikom suprotstavljanja metalima.
Za velike serije, za održavanje konzistencije koristite Countersink s pilotom.
Tehnike za suprotnost različitih materijala
Metali (čelik, aluminij itd.)
Koristite HSS ili Carbide Countersink bitove za najbolje rezultate.
Nanesite tekućinu za rezanje kako biste smanjili toplinu i poboljšali vijek trajanja alata.
Podesite brzinu i uhranite na temelju tvrdoće metala.
Za više informacija o radu s različitim metalima, možete pronaći naš članak o Titanium nasuprot aluminiju korisno.
Plastika
Upotrijebite oštre, velike bitove brojila kako biste izbjegli topljenje plastike.
Često nanesite svjetlosni tlak i očistite čips.
Razmislite o korištenju koraka za bušenje za bolju kontrolu u tankoj plastici.
Drvo
Upotrijebite bit za šalterk-specifični za drvo sa strmijim kutom (oko 70 °).
Izbušite velikom brzinom sa laganim tlakom kako biste spriječili cijepanje.
Za tvrdog drva unaprijed izbrišite pilot rupu kako biste izbjegli suza.
Prednosti i nedostaci rupa za šalterke
Prednosti
Rupe za ispiranje i uredni izgled
omogućuju pričvršćivačima poput vijaka za ravnavanje da sjede ili ispod površine, stvarajući čist, profesionalni izgled. To je posebno korisno u aplikacijama poput namještaja i elektronike, gdje je važan izgled.
Prikrivanje pričvršćivača
s rupama na šalterima, pričvršćivači se mogu lako sakriti, poboljšavajući estetiku. Na primjer, u drva, vijci se mogu prekrivati kitu i obojeni, čineći ih gotovo nevidljivim.
Smanjeni rizik od oštećenja ili ozljeda
osiguravajući da pričvršćivači sjede, rupe za promet minimaliziraju rizik od oštećenja ili ozljeda od izbočenih glava vijaka. To je ključno u strojevima ili uređajima na kojima su izloženi vijci mogli učvrstiti odjeću ili uzrokovati ozljede.
Poboljšana rupa za raspodjelu opterećenja i smanjenje naprezanja
pomažu raširiti opterećenje učvršćivača po cijeloj površini. To smanjuje koncentraciju stresa, sprječavajući pukotine ili neuspjeh. Suprotno tome, ravne rupe imaju tendenciju koncentriranja stresa oko glave vijaka, povećavajući vjerojatnost oštećenja tijekom vremena.
| koncentracije napona | opterećenja rupa | koncentracija opterećenja |
| Rupa | Čak | Donji |
| Ravna rupa | Neravan | Viši |
Nedostaci
Zahtjev za specijaliziranim alatima i vještinama
za širenje vještine zahtijeva specijalizirane alate poput bitova za bušenje na šalterima i alata za uklanjanje za uklanjanje. Nisu sve standardne vježbe mogu stvoriti točne rupe za šalterke. Kvalificirani operatori često su potrebni kako bi se osigurala preciznost.
Smanjena čvrstoća u usporedbi s
rupama s ravnim rupama, istovremeno poboljšavajući estetiku i sigurnost, lagano smanjuju strukturnu čvrstoću učvršćivača. Konusni oblik može osigurati manje kontaktnog područja u usporedbi s ravnim rupama, što dovodi do manjeg opterećenja u određenim primjenama.
Izazovi u postizanju preciznih
tvrdih materijala poput nehrđajućeg čelika ili titana mogu otežati postizanje preciznih rupa za šalterke. Potrebni su specijalizirani, visokokvalitetni alati kako bi se izbjeglo oštećenje materijala, a postupak može biti dugotrajan.
Veći troškovi proizvodnje
Zbog potrebe za preciznim alatima i kvalificiranom radnom snagom, protivništvo često povećava troškove proizvodnje. To može biti faktor u velikoj proizvodnji gdje su važna ograničenja vremena i proračuna.
Primjene rupa za šalterke u raznim industrijama
Rupe za šalterke imaju širok spektar aplikacija u različitim industrijama, nudeći i estetske i funkcionalne prednosti. Osiguravaju da pričvršćivači sjede, smanjuju povlačenje i pružaju glatke površine koje poboljšavaju izgled i performanse.
Zrakoplovstvo
Ispravne površine za smanjeno aerodinamičko povlačenje
u zrakoplovnim, glatke površine su kritične za smanjenje povlačenja. Rupe za šalterke osiguravaju da pričvršćivači sjede, minimiziraju turbulenciju i poboljšavaju učinkovitost goriva.
Smanjenje stresa u srednjim strelicama,
pričvršćivači učvršćivača ravnomjernije raspoređuju stres u područjima s visokim stresom, smanjujući šansu za umor materijala i poboljšanje sigurnosti u konstrukciji zrakoplova.
Za više informacija o zrakoplovnoj proizvodnji potražite u našem vodiču Zrakoplovni dijelovi i proizvodnja komponenti.
Automobilski
Pričvršćivanje karoserijskih ploča za glatku završnu obradu
u automobilskoj industriji, rupe za šalterke koriste se za sigurno pričvršćivanje karoserijskih ploča bez ugrožavanja vanjskog završetka vozila. To osigurava i estetsku privlačnost i aerodinamičke performanse.
Unutarnji sklop bez ugrožavanja dizajna
unutar automobila, za sastavljanje komponenti koriste se za pričvršćivanje komponenti uz održavanje elegantnog, neprekidnog dizajna. Omogućuje glatke površine u područjima koja često dodiruju putnici.
Saznajte više o proizvodnji automobila u našem članku o Automobilski dijelovi i proizvodnja komponenti.
Proizvodnja i montaža
Poboljšana estetika u
rupama za potrošačke proizvode često se koristi u potrošačkim proizvodima za prikrivanje pričvršćivača, osiguravajući polirani, profesionalni izgled. To je posebno važno kod vrhunske robe u kojoj estetika igra glavnu ulogu.
Glatki postupak pokretnih dijelova
u strojevima, rupe za šalterke sprečavaju da glave pričvršćivača ometaju pokretne dijelove. To poboljšava sigurnost i produžava životni vijek opreme izbjegavajući mehaničko trošenje.
Za precizne proizvodne tehnike istražite naše CNC precizne usluge obrade.
Elektronika
Održavanje glatkih vanjskih površina u kućištu uređaja
elektronike poput pametnih telefona i prijenosnih računala oslanja se na rupe za šalterke kako bi se osiguralo da pričvršćivači budu iscrpljeni s vanjskom površinom, pružajući i elegantan dizajn i poboljšanu ergonomiju.
Montažne komponente na PCB -ovima
u tiskanim pločama (PCB), vijci za pulsistere koriste se za osiguranje komponenti bez ometanja drugih slojeva. To pomaže osigurati dugovječnost i pouzdanost elektroničkih uređaja.
Konstrukcija
Ugradnja i instalacija za suhozid za završnu obradu i sigurnost
u konstrukciji, rupe za šalterke su ključne za stvaranje ispupčenih završnica u palubi i suhozidu. To ne samo da poboljšava izgled, već i eliminira opasnosti od zatvaranja i osigurava sigurnije okruženje.
Proizvodnja namještaja
Stvaranje ispravnih spojeva i prikrivanje
rupa za pričvršćivače omogućava proizvođačima namještaja da stvaraju glatke, isprane spojeve uz prikrivanje vijaka. To rezultira čistijim, profesionalnijim izgledom, posebno u vrhunskom namještaju.
Poboljšanje cjelokupne estetike proizvoda
koji prikriva pričvršćivače s rupama za šalterk -ove poboljšava vizualnu privlačnost namještaja, stvarajući bešavni završetak koji ističe umijeće.
morske industrije
Smanjivanje povlačenja i održavanje glatkih površina trupa
slične zrakoplovstvu, mornarica koristi rupe za brojače kako bi smanjila povlačenje. Osiguravajući da pričvršćivači sjede ispiranje na površinama trupa, brodovi i brodovi mogu se učinkovitije kretati kroz vodu.
Sprječavanje korozije prikrivanjem pričvršćivača
prikrivajući pričvršćivače u morskim okruženjima smanjuje rizik od korozije, proširujući život plovila i osiguravajući bolje performanse u teškim uvjetima.
| Koristi | od rupa za šalterke |
| Zrakoplovstvo | Smanjeno povlačenje, smanjenje stresa |
| Automobilski | Glatki završetak, bešavni sklop |
| Proizvodnja | Poboljšana estetika, glatka operacija |
| Elektronika | Glatke površine, ugradnju komponenti za ispiranje |
| Konstrukcija | Ispravni završetak, sigurnost, skriveni pričvršćivači |
| Namještaj | Ispravni zglobovi, skriveni pričvršćivači, estetika |
| Morski | Smanjeno povlačenje, prevencija korozije |
Kao što vidite, rupe za protivnike temeljne su za uspjeh u širokom rasponu industrija. Nude funkcionalne prednosti poput poboljšanih performansi i smanjenog stresa, a istovremeno pružaju estetske prednosti koje povećavaju ukupnu kvalitetu i izgled proizvoda.
Grafikoni veličine rupe za uobičajene pričvršćivače
Kada radite s rupama za šalterkk, ključno je odabrati ispravnu veličinu na temelju pričvršćivača koji koristite. I ANSI i ISO pružaju standardizirane grafikone veličine koje pomažu u osiguravanju odgovarajućeg fit -a i ispiranja. Evo kako koristiti ove ljestvice kako bi odgovarali učvršćivačima s odgovarajućim dimenzijama Countersink.
ANSI grafikoni veličine za utičnice s ravnim vijcima za glavu
ANSI (Američki institut za nacionalne standarde) daje posebne smjernice za dimenzije rupa za šalterke za carske pričvršćivače . U SAD -u se obično koriste za vijke za ravne glave, osiguravajući da pričvršćivači sjede s površinom.
| Veličina pričvršćivača (navoj) | Promjer pilot rupe (bliski fit) | Promjer rupe pilota (normalan fit) | Promjer pilot rupe (labav fit) | Promjer protivnika | šalterkink kut |
| #0 | 1/15 | 6/79 | 3/32 | 5/32 | 82 ° |
| #1 | 3/37 | 4/45 | 8/77 | 3/16 | 82 ° |
| #2 | 3/32 | 7/69 | 7/62 | 7/32 | 82 ° |
| #3 | 5/47 | 8/69 | 9/70 | 1/4 | 82 ° |
| #4 | 3/25 | 9/70 | 14/97 | 9/32 | 82 ° |
| #5 | 9/64 | 5/32 | 11/64 | 5/16 | 82 ° |
| #6 | 2/13 | 10/59 | 5/27 | 11/32 | 82 ° |
| #8 | 9/50 | 10/51 | 13/61 | 3/8 | 82 ° |
| #10 | 15/73 | 21/95 | 5/21 | 7/16 | 82 ° |
Tablica 1: ANSI grafikon veličine za utičnicu ravne učvršćivače učvršćivača
| veličine veličine | Promjer | protivnika brojila brojila |
| 1/4 | 9/16 | 82 ° |
| 5/16 | 5/16 | 82 ° |
| 3/8 | 5/16 | 82 ° |
| 7/16 | 29/32 | 82 ° |
| 1/2 | 1 | 82 ° |
| 5/8 | 5/4 | 82 ° |
| 3/4 | 3/2 | 82 ° |
| 7/8 | 7/4 | 82 ° |
| 1 | 2 | 82 ° |
| 9/8 | 5/4 | 82 ° |
| 5/4 | 3/2 | 82 ° |
Tablica 2: Veličina protivnika prema veličini navoja (ANSI)
Grafikoni veličine ISO za različite veličine niti
Za metričke pričvršćivače ISO (Međunarodna organizacija za standardizaciju) definira veličine brojača. Ovi se standardi široko koriste u globalnoj proizvodnji, osiguravajući kompatibilnost između pričvršćivača u različitim zemljama.
| Veličina navoja (metrika) | Promjer pilot rupe (blizu FIT H12) | Promjer pilot rupe (normalan fit H13) | Promjer pilot rupe (labav fit H14) | promjera brojila | Kut |
| M3 | 3,2 mm | 3,4 mm | 3,6 mm | 6,94 mm | 90 ° |
| M3.5 | 3,7 mm | 3,9 mm | 4,2 mm | 8,96 mm | 90 ° |
| M4 | 4,3 mm | 4,5 mm | 4,8 mm | 9.18 mm | 90 ° |
| M5 | 5,3 mm | 5,5 mm | 5,8 mm | 11.47 mm | 90 ° |
| M6 | 6,4 mm | 6,6 mm | 7,0 mm | 13,71 mm | 90 ° |
| M8 | 8,4 mm | 9,0 mm | 10,0 mm | 18.25 mm | 90 ° |
| M10 | 10,5 mm | 11.0 mm | 12,0 mm | 22,73 mm | 90 ° |
| M12 | 13,0 mm | 13,5 mm | 14.5 mm | 27.21 mm | 90 ° |
| M16 | 17.0 mm | 17,5 mm | 18,5 mm | 33,99 mm | 90 ° |
Tablica 3: Grafikon veličine ISO za veličine metričkih navoja
Kako koristiti grafikone veličine kako bi odgovarali učvršćivačima i osigurali odgovarajuće uklapanje
Korištenje ovih grafikona veličine je jednostavno. Prvo identificirajte veličinu učvršćivača koji koristite (npr. #6 ili M4). Zatim pogledajte grafikon kako biste pronašli ispravan promjer rupe pilota, promjer protivnika i kut. Obavezno uskladite veličinu glave vijaka s promjerom protivnika kako biste postigli isprazni završetak.
Evo postupka korak po korak:
Identificirajte veličinu učvršćivača : Odredite koristite li carski ili metrički pričvršćivač.
Provjerite veličinu rupe pilota : Upotrijebite grafikon da biste pronašli ispravan promjer pilot rupe za pričvršćivač.
Promjer protivnika šibica : Provjerite je li promjer brojila veći od glave učvršćivača.
Upotrijebite ispravni kut : Provjerite je li kut odgovara standardnom pričvršćivanju (82 ° za ANSI, 90 ° za ISO).
Dizajniranje rupa za brojače s CAD softverom
Prilikom dizajniranja rupa za brojače u inženjerskim projektima, CAD softver igra ključnu ulogu u osiguravanju preciznosti i pridržavanja standarda. Mnogi popularni CAD programi pružaju ugrađene alate koji pojednostavljuju dizajn rupa za šalterk, osiguravajući da inženjeri mogu učinkovito stvoriti točne modele.
Ugrađena funkcionalnost za stvaranje brojača u CAD programima
Moderni CAD softver, kao što su SolidWorks , AutoCAD i Fusion 360 , uključuje ugrađene alate za stvaranje rupa za šalterke. Ovi alati omogućuju inženjerima da brzo dodaju standardne brojače dizajnu bez ručnog izračunavanja dimenzija. Na primjer, u SolidWorks -u možete upotrijebiti čarobnjak za rupu da biste odredili promjer, kut i dubinu šaltera. Ovaj alat automatski podešava rupu na temelju odabranog tipa pričvršćivača, bilo da slijedi ANSI ili ISO standarde.
| softverskog ključa za brojače | Značajka |
| Solidworks | Čarobnjak za rupe za brzi dizajn |
| Autocad | 3D modeliranje i prilagođeni parametri |
| Fuzija 360 | Integrirani proizvodni alati |
Važnost pridržavanja ANSI i ISO standarda
Važno je dizajnirati rupe za šalterke koje se pridržavaju ANSI ili ISO standarda. Ovi standardi diktiraju ispravan kut i promjer za učvršćivače u različitim regijama. Na primjer, ANSI često koristi kut od 82 ° za carske pričvršćivače, dok ISO preporučuje kut od 90 ° za metričke vijke. Korištenjem CAD alata, dizajneri mogu osigurati da dimenzije brojila odgovaraju pričvršćivačima, izbjegavajući probleme sastavljanja tijekom proizvodnje.
| Standardni | kut brojača |
| Ansi | 82 ° |
| ISO | 90 ° |
Savjeti za pravilno definiranje i pozivanje na značajke Countersink
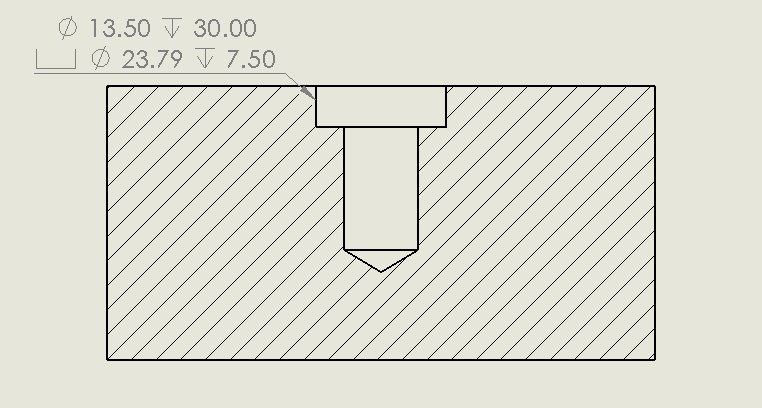
Prilikom dizajniranja rupa za šalterke, važno je jasno definirati značajke na crtežu. CAD softver omogućuje vam da odredite promjer, kut i dubinu protivnika u dizajnu . Te bi se značajke trebale označiti pomoću odgovarajućih simbola, poput 'v ' za brojače. Prilikom stvaranja crteža obavezno uključite sve tri dimenzije (promjer, kut i pilot rupa). To osigurava da proizvođač ima sve informacije potrebne za precizno izbušiti rupu za promet.
Evo primjera odgovarajućeg poziva na šalteru:
Ø10.0 ↧ 1,5 - 82 °
Ovaj poziv određuje rupu promjera 10 mm s brojilom od 1,5 mm, 82 °.
Upotreba GD&T simbola : Osigurajte da ispravna upotreba GD&T (geometrijsko dimenzioniranje i toleranciranje) simbola za pozivanje značajki contertersink.
Uključite informacije o toleranciji : Kad je to potrebno, uključite bilateralne ili jednostrane tolerancije da biste objasnili bilo kakve varijacije u proizvodnji.
Zaključak
Rupe za šalterke su ključne u inženjerstvu i proizvodnji za postizanje ispuhanih završnica i smanjenje stresa. Pravilan dizajn, slijedeći ANSI ili ISO standarde, osigurava pričvršćivače. Korištenje CAD softvera pojednostavljuje proces dizajniranja, dok profesionalna proizvodnja jamči preciznost. Za optimalne rezultate, uvijek surađujte s iskusnim proizvođačima koji razumiju sitnice za kontraporege.














