Rupe za obračunske suštinske su neophodne u inženjerstvu i izgradnji, osiguravajući da pričvršćivači sjede uz površinu. Od mobilnih telefona do industrijske opreme, računanje igra ključnu ulogu u obradu metala, drveta i lima.
Ovaj članak će istražiti ono što su rupe u Consorsink-u, njihova upotreba i kako primijeniti ANSI standarde za stvaranje preciznih, ispiranja u proizvodnji. Saznajte o alatima, tehnikama i aplikacijama koje čine kofernk rupe vitalne u raznim industrijama.
Šta je rupa sa računarom?
Rupa sa konusom je udubljenje u obliku konusnog u obliku izbušene rupe. Njegova je svrha omogućiti pričvršćivačima, poput vijaka sa padu, sjedeći se ispiranje ili ispod površine. Ovaj dizajn poboljšava i estetiku i funkcionalnost smanjenjem rizika od šnaja ili oštećenja.
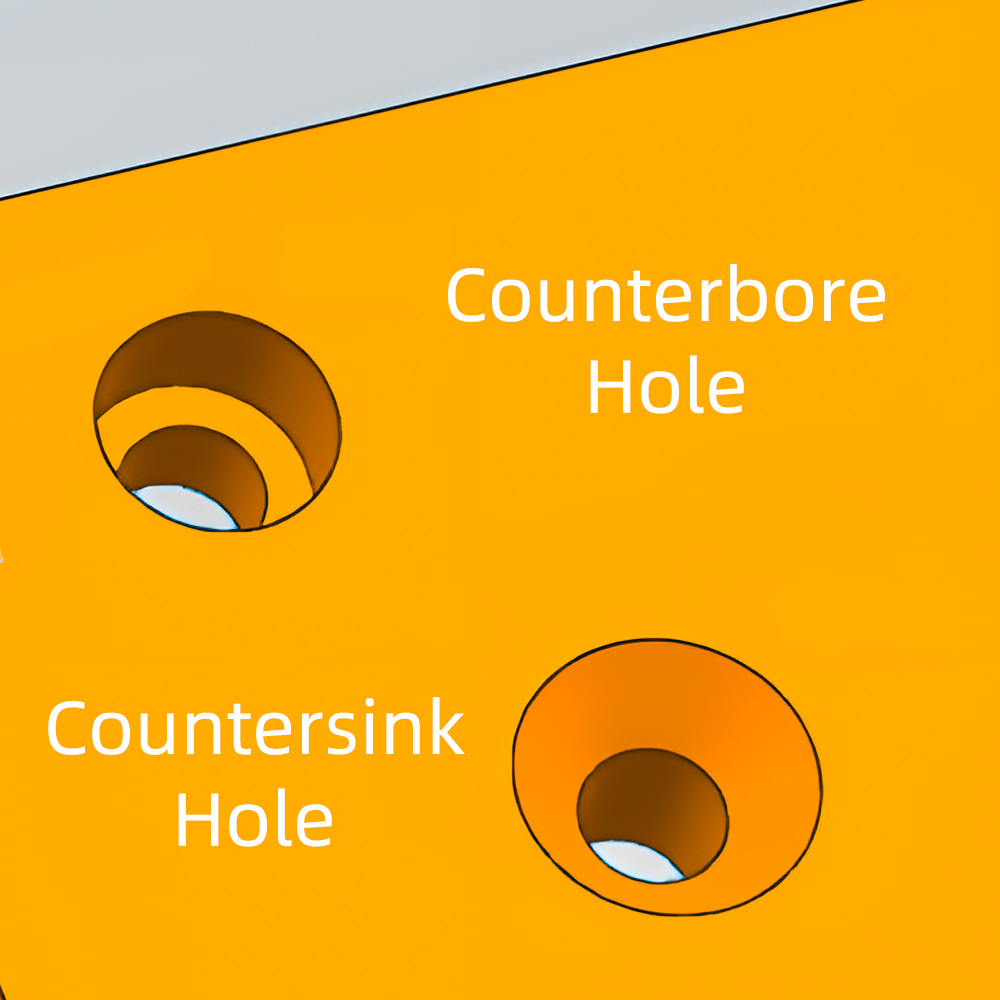
Razlika između countersink i counter
Računk se stvara konusno otvaranje, dok se kontrabure stvara cilindrični udubljenje. Congrare se koristi kada glava vijaka mora biti ravna i ispod površine, često sa vijcima za poklopcu utičnice. S druge strane, računi su idealni za pričvršćivače sa stožastima, osiguravajući gladak završetak. Za detaljniju usporedbu možete se odnositi na naš vodič o Contrabure vs Spotface rupe.
| funkcije | Counterinkink | Counterink |
| Oblika | Konusni | Cilindričan |
| Koristiti | Zavijni vijci, zakovice | Vijci sa kapicama utičnice |
| Površinski finiš | Ispiranje ili pod-ispiranje | Isprati samo |
Ispod je vizualni prikaz razlika između kofersija i kontraburene:
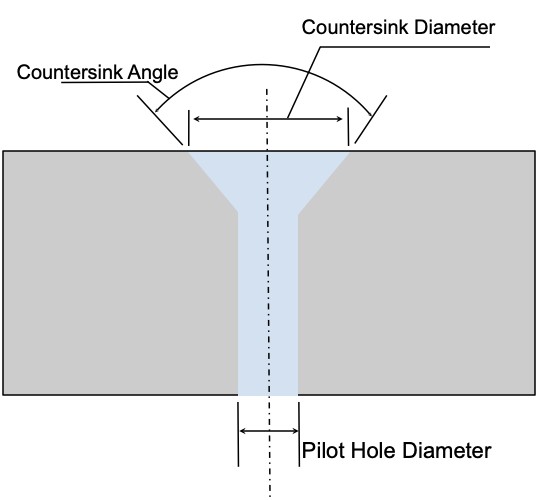
Ključne komponente rupe za bivke
Prečnik kofersija
Promjer brojača bi trebao biti veći od glave učvršćivača kako bi se osiguralo da se sjedi ispiranje. Inženjeri određuju odgovarajuću veličinu na osnovu dimenzija glave vijaka i materijal koji se koristi.
Uglovi brojača u kutu
u okrutu variraju ovisno o tipu zatvarača. Uobičajeni uglovi uključuju 82 ° za ANSI / Imperial Pričvršćivače i 90 ° za metričke pričvršćivanje. Važno je odgovarati uglovu glave učvršćivača u ugao koji se nalazi u optimalnoj fit.
Promjer pilot rupe
Promjer pilot rupe je od presudnog značaja za osiguravanje pravilno uklapanje zatvarača. Prečnik se obično određuje veličinom vijaka i željenog klirensa. Pilot rupa mora se precizno izbušiti, jer diktira ukupne performanse i uklapanje učvršćivača u sklopu. Za više informacija o različitim vrstama rupa u inženjeringu pogledajte naš sveobuhvatan vodič različite vrste rupa u inženjerstvu.
Vrste uglova u kofernk
Uglovi za obračunca variraju ovisno o vrsti aplikacije i pričvršćivača. Odabir ispravnog ugla osigurava pričvršćivači sjedeći površinu, sprečavajući oštećenje i poboljšanje estetike. Ispod su standardni uglovi za ubode i njihova upotreba u različitim industrijama.
60 ° za uklanjanje
Ugao brojača od 60 ° obično se koristi za uklanjanje dekuriranja . Uklanja oštre rubove ili bujre iz izbušenih rupa, osiguravajući glatke završne obrade. Ovaj ugao se obično ne koristi za pričvršćivanje, ali je od presudnog značaja za pripremu površina za druge operacije.
82 ° za imperijske vijke (US Standard)
U SAD-u, ugao 82 ° standard je za imperijske vijke . Široko se koristi u industrijama poput obrade metala i obrade drveta gdje vijci moraju sjediti ispiranje. Ovaj kut pruža čvrsto pričvršćene za vijke za paljenje, osiguravajući sigurno pričvršćivanje i čist izgled.
90 ° za metričke vijke
Za metričke pričvršćivače standardni ugao računanja je 90 °. To je uobičajeno u međunarodnoj proizvodnji i koristi se za projekte koji zahtijevaju precizne uklapanje, posebno u elektroničkoj i automobilskoj primjeni. Osigurava uniformnost u različitim regijama i industrijama.
| ugao | za upotrebu | Aplikacija |
| 60 ° | Deburring | Metalne površine, priprema za pričvršćivanje |
| 82 ° | Imperijski vijci (SAD) | Obrada drveta, obrada metala |
| 90 ° | Metrički vijci | Elektronika, Automobili |
100 ° za BA vijke
Kut od 100 ° koristi se za vijke Britanskog udruženja (BA) . Ti su vijci uobičajeni u starijim mašinama i preciznim uređajima. Šire kut pomaže u pružanju većeg kontaktnog područja, osiguravajući bolje pričvršćivanje na osjetljivim ili malim dijelovima.
120 ° za matične zakovice lima
120 ° računari dizajnirani su za zakovice lima . Ti se pričvršćivači često koriste u izgradnji i zrakoplovnoj zrakoplovi, gdje je potrebna jača, trajna veza. Šire ugao pomaže za zakonu da sjedi i sprečava da ga štete tankim metalnim listovima. Za više informacija o zakovicama i njihovim aplikacijama pogledajte naš članak o zakovice.
Za detaljnije informacije o proizvodnji procesa koji uključuju stvaranje preciznih rupa i drugih funkcija, možda ćete biti zainteresirani za naš vodič o CNC precizna obrada.
Uobičajeni pričvršćivači koji se koriste sa rupama za bivke
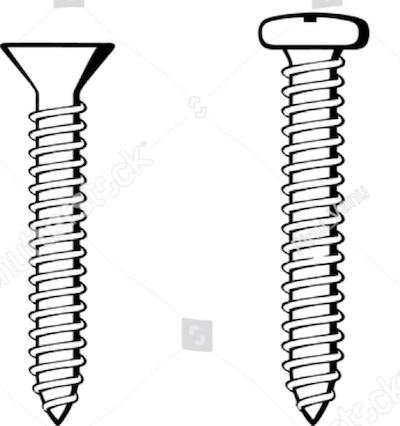
Rupe za obračunca dizajnirane su za rad sa specifičnim pričvršćivačima, osiguravajući glatku, ispiranje površine. Najčešći pričvršćivači koji se koriste uključuju vijke i zakovice . Odgovarajući tipu pričvršćivača na ispravne dimenzije rupa za obradu rupa ključno je za postizanje sigurnog stanja i čiste obrade.
Flathead vijci : Ovi vijci imaju konusnu glavu koja se savršeno uklapa u rupe za ugradnju, omogućavajući im da sjednu isperku ili sub-ispiranje.
Zakovice : Koristi se u raznim industrijama, zakovice su često uparene sa rupama za bivke za trajno pričvršćivanje, posebno u zrakoplovstvu i elektroniku. Za više informacija o zakovicama i njihovim aplikacijama pogledajte naš članak o zakovice.
| Pričvršćivač tipa | Uobičajena aplikacija | ugao |
| Flathead vijci | Obrada drveta, obrada metala | 82 ° (US), 90 ° (metrik) |
| Zakovice | Aerospace, elektronika | 120 ° (za lima) |
Flathead vijci
Vijci za paljenje su jedan od najčešćih pričvršćivača koji se koriste s rupama za učvršćivanje zbog njihove sposobnosti stvaranja ispiranja ili ugradne površine. Ravni konusni oblik glave vijake savršeno se uklapa u rupu za konusnu cijenu, eliminirajući bilo kakav izbočenje.
Prednosti korištenja vijaka sa flathead-om sa žarkom rupama savitljivim
vijcima pružaju čistu, glatku završnu obradu koja sprečava snags ili smetnje. Idealni su za visoko kontaktne površine poput dijelova stroja, ormara i elektronike. Ova vrsta pričvršćivača se često koristi tamo gdje su estetika i sigurnost prioritet.
Kako osigurati da se ispiranje
postigne za postizanje finisa za ispiranje, ključno je da odgovaraju ugaone glave vijaka u ugao rupe u Coltrasink. Na primjer, upotrijebite 82 ° računara za carske pričvršćivače i 90 ° za metričke pričvršćivanje. Pravilno bušenje rupa pilota i postavljanje ispravne dubine osigurava i vijak savršeno ispiranje.
Ostale vrste učvršćivača
Zakovice zakovice
često se koriste sa rupama za uvlačenje u industriji u kojima je potrebno trajno rješenje za pričvršćivanje. U zrakoplovnom zrakoplovu, zakovice se koriste za osiguranje metalnih listova bez strpljevih glava, što smanjuje povlačenje. Popularne su i u elektronici, gdje komponente moraju sjediti ispiranje sa kućištem.
Pričvršćivači bez navoja
Različiti pričvršćivači bez navoja, poput zaključanih kvadrata i drugih pričvršćivača za otkucaje, također su kompatibilne sa rupama za obradu biljaka. Oni se često koriste u aplikacijama koje zahtijevaju čest montažu i demontažu, poput namještaja ili opreme kućišta.
Zakovice i drugi specijalizirani pričvršćivači imaju koristi od upotrebe šireg ugaonog brojača, poput 120 °, posebno u primjeni lima , osiguravajući sigurnu i glatku vezu. Za više informacija o tipovima lima i njihovim aplikacijama iz izrade možda će vas zanimati naš članak Vrste lima koje možete koristiti u izmišljotima.
Pri radu sa ovim pričvršćivačima i rupama za uvlačenje, preciznost je ključna. Za proizvodne procese preciznosti možda želite istražiti naše Usluge preciznih obrada CNC-a , koje mogu osigurati preciznu i dosljednu proizvodnju dijelova sa rupama za bivke i drugim funkcijama.
Producniranje rupa za članove
Producniranje rupa za obradu link-a zahtijeva preciznost i pravi alat kako bi se osiguralo da pričvršćivači sjede i ispod površine. Proces uključuje odabir ispravnih alata i slijedeći ispravne korake za svaki tip materijala, bilo da je metal, drvo ili plastika. Za proizvodnju visoko preciznosti, CNC precizna obrada može biti odlična opcija.
Alati i oprema za računanje
Bušilice za bušenje: Ovi specijalizovani bitovi imaju konični vrh koji stvara računar.
Alati za uklanjanje uklanjanja, pomažu u uklanjanju burza i oštrih ivica nakon bušenja.
Korak po korak proces za bušenje rupa
Izbušite pilot rupu koristeći standardnu bušilicu malo manju od promjera vijka.
Odaberite ispravni ugao računanja na osnovu vrsti vijaka (npr. 82 ° za carpske, 90 ° za metriku).
Odaberite bitnicu sa odgovarajućim uglom i prečnikom za veličinu vijaka.
Podesite zaustavljanje dubine na bušinici ili koristite mjerač dubine kako biste osigurali dosljednu dubinu.
Izbušite ravnicu polako i stalno, nanošenjem lakih pritiska.
Pregledajte rezultat kako biste osigurali da vijčani sjedi uz površinu.
Za više informacija o različitim vrstama rupa i njihovih aplikacija provjerite naš vodič različite vrste rupa u inženjerstvu.
Savjeti za precizno i dosljedno računanje
Za bolju kontrolu i preciznost koristite vešu za bušilicu.
Započnite s sporom brzinom i postepeno se povećajte kako biste spriječili brbljanje.
Primijenite malu količinu tekućine za rezanje prilikom rastavljenih metala.
Za velike serije, koristite bilksink sa pilotom za održavanje dosljednosti.
Tehnike za uvlačenje različitih materijala
Metali (čelik, aluminijum itd.)
Koristite HSS ili Carbide bitove za najbolje rezultate.
Nanesite tekućinu za rezanje da biste smanjili toplinu i poboljšali život alata.
Prilagodite brzinu i hranite na osnovu tvrdoće metala.
Za više informacija o radu s različitim metalima možete pronaći naš članak o Titanium vs. Aluminij Korisno.
Plastika
Koristite oštre bitove velike brzine, kako biste izbjegli topljenje plastike.
Nanesite lagani tlak i čipke često čipke.
Razmislite o korištenju koraka bušilice za bolju kontrolu u tankim plastikama.
Drvo
Upotrijebite bit kofersion-specifične za drvo s strmijim uglom (oko 70 °).
Izbušite velikom brzinom sa lakim pritiskom da se spriječi cijepanje.
Za tvrdo drvo, prethodno izbušite pilot rupu da biste izbjegli sušenje.
Prednosti i nedostaci rupa za countsink
Prednosti
Flush i uredni izgled
Računsink rupe omogućavaju pričvršćivačima poput vijaka sa paletom da sjednu isperku ili ispod površine, stvarajući čist, profesionalni izgled. Ovo je posebno korisno u aplikacijama poput nameštaja i elektronike, gde je izgled važno.
Prikrivanje pričvršćivača
sa rupama za učvršćivanje, pričvršćivači mogu se lako prikriti, poboljšati estetiku. Na primjer, u obradi drveta, vijci se mogu prekriti kitovima i obojena, čineći ih gotovo nevidljivim.
Smanjeni rizik od oštećenja ili povrede
osiguravajući da pričvršćivače sjede ispiranje, rupe za učvršćivanje minimiziraju rizik od oštećenja ili povrede od izbočenih vijčanih glava. Ovo je ključno u strojevima ili uređajima u kojima su izloženi vijci mogli moći snaći odjeću ili uzrokovati ozljede.
Poboljšana distribucija opterećenja i
rebrazion za smanjenje stres pomoći pomažu raširenu opterećenje pričvršćivača ravnomjerno po površini. To smanjuje koncentraciju stresa, sprečavajući pukotine ili neuspjeh. Suprotno tome, ravne rupe obično koncentriraju stres oko glave vijaka, povećavajući verovatnoću štete tokom vremena.
| Vrsta rupe Koncentracija | distribucije | opterećenja |
| Rupa za obradu | Čak i | Donji |
| Ravna rupa | Neujednačen | Viši |
Nedostaci
Zahtjev za specijalizirane alate i
računanje vještina zahtijeva specijalizirane alate poput bitova bušilica i uklanjanja alata za uklanjanje. Nisu sve standardne bušilice mogu stvoriti precizne rupe za bilsink. Često su potrebni kvalificirani operateri za osiguranje preciznosti.
Smanjena snaga u odnosu na ravne
rupe za rupe, uz poboljšanje estetike i sigurnosti, malo smanjuju strukturnu čvrstoću učvršćivača. Konusni oblik može pružiti manje dijelova kontakta u odnosu na ravne rupe, što dovodi do manje nosivosti u određenim aplikacijama.
Izazovi u postizanju preciznih
tvrdih materijala poput nehrđajućeg čelika ili titanijuma mogu otežati postizanje preciznih rupa za žarulje. Potrebni su specijalizirani, visokokvalitetni alati za izbjegavanje oštećenja materijala, a postupak može biti dugotrajan.
Veći troškovi proizvodnje
zbog potrebe za preciznim alatima i kvalificiranom radnom snagom, uvlačenje često povećava proizvodne troškove. To može biti faktor u velikoj proizvodnji u kojoj su važni vremenski i budžetski ograničenja.
Primjene rupa za Countrink u raznim industrijama
Rupe za obradu računara imaju širok spektar primjene u različitim industrijama, nudeći i estetske i funkcionalne koristi. Oni osiguravaju da pričvršćivači sjede ispiranje, smanjuju povlačenje i pružaju glatke površine koje poboljšavaju izgled i performanse.
Vazdušni prostor
Ispušene površine za smanjenu aerodinamičku povlačenje
u zrakoplovstvu, glatke površine su kritične za smanjenje povlačenja. Rupe za obračunca osiguravaju da pričvršćivači sjede ispiranje, minimiziranje turbulencija i poboljšanje efikasnosti goriva.
Smanjenje stres u pričvršćivačima visokog stresa
učvršćivači ravnomjernije raspoređuju stres u područjima visokog stresa, smanjujući šansu materijalnog umora i poboljšanja sigurnosti u izgradnju zrakoplova.
Za više informacija o proizvodnji Aerospacea, pogledajte naš vodič o Proizvodnja zrakoplovnih dijelova i komponenata.
Automobilski
Pričvršćivanje karoserskih ploča za glatkim finišom
u automobilskoj industriji, rupe za uvlačenje koriste se za sigurno pričvršćivanje ploča za tijelo bez ugrožavanja vanjskog završetka vozila. To osigurava i estetsku privlačnost i aerodinamičke performanse.
Skupština enterijera bez kompromisiranog dizajna
unutar automobila, učvršćivači za učvršćivanje koriste se za sastavljanje komponenti uz održavanje elemenskog, neprekidnog dizajna. Omogućuje glatke površine u područjima koje su često dotarali putnici.
Saznajte više o proizvodnji automobila u našem članku o Automobili Proizvodnja dijelova i komponenata.
Proizvodnja i montaža
Poboljšana estetika u potrošačkim proizvodima
koji se šare u potrošačkim proizvodima često se koriste u potrošačkim proizvodima za pričvršćivanje pričvršćivača, osiguravajući polirani, profesionalni izgled. Ovo je posebno važno u visokoj robi u kojoj estetika igra veliku ulogu.
Glatki rad pokretnih dijelova
u strojevima, rupe za obradu računa, sprječavaju pričvršćivanje glave da se miješaju u pokretne dijelove. To poboljšava sigurnost i produžava životni vijek opreme izbjegavanjem mehaničkog trošenja.
Za precizne tehnike proizvodnje, istražite naše CNC precizne obrade usluge.
Elektronika
Održavanje glatkih vanjskih površina u kućištu uređaja
Elektronika poput pametnih telefona i prijenosna računala oslanjaju se na rupe za bivke kako bi se osigurale da pričvršćivači ispiraju vanjsku površinu, pružajući i elegantan dizajn i poboljšanu ergonomiju.
Montažne komponente na PCB-ovima
u tiskanim pločicama (PCB), vijci za učvršćivanje koriste se za sigurnu komponente bez ometanja drugih slojeva. Ovo pomaže osigurati dugovječnost i pouzdanost elektroničkih uređaja.
Izgradnja
Instalacija brodskih i suhozida za ispiranje i sigurnost
u građevinarstvu, rupe za uvlačenje su neophodne za stvaranje ispiranja u palubi i suhoziru. To ne samo pojačava izgled, već eliminira opasnosti za isključivanje i osigurava sigurnije okruženje.
Proizvodnja namještaja
Stvaranje flush spojeva i prikrivanje
pričvršćivača Rupe za učvršćivanje omogućavaju stvaranje namještaja da stvore glatke, ispiranje spojeva dok prikrivaju vijke. To rezultira čistijom, profesionalnijim izgledom, posebno u vrhunskom nameštaju.
Povećanje ukupne estetike pričvršćivača proizvoda
sa pričvršćivačima sa coutarsink rupama poboljšava vizualnu privlačnost namještaja, stvarajući bešavni finiš koji ističe izradu.
Morska industrija
Smanjivanje povlačenja i održavanja glatkih površina trupa
sličnih zrakoplovnim zrakoplovnim, morska industrija koristi rupe za žarulje za smanjenje povlačenja. Osiguravanjem pričvršćivača sjede ispiranje na površinama trupa, čamci i brodovi mogu se efikasnije kretati kroz vodu.
Sprečavanje korozije prikrivajući pričvršćivači
prikrivajući pričvršćivače u morskim sredinama smanjuje rizik od korozije, produžavajući život plovila i osiguravanje boljih performansi u otežanim uvjetima.
| Industrija | Prednosti rupa za bivke |
| Vazdušni prostor | Smanjena povlačenja, smanjenje stresa |
| Automobilski | Glatka završna obrada, bešavna montaža |
| Proizvodnja | Poboljšana estetika, glatka operacija |
| Elektronika | Glatke površine, montaža za ispiranje |
| Izgradnja | Fush Finish, Sigurnost, prikriveni pričvršćivači |
| Namještaj | Spojevi za ispiranje, skriveni pričvršćivači, estetika |
| Marinac | Smanjena povlačenja, prevencija korozije |
Kao što vidite, rupe u Confirsink-u su temeljne za uspjeh u širokom rasponu industrija. Nude funkcionalne prednosti poput poboljšanih performansi i smanjeni stres, istovremeno isporučujući estetske koristi koje uzdižu ukupni kvalitet i izgled proizvoda.
Grafikoni veličine rupe u okruženju za uobičajene pričvršćivanje
Prilikom rada sa Confirsink rupama, ključno je odabrati ispravnu veličinu na osnovu zatvarača koji koristite. I ANSI i ISO pružaju standardizirane grafikone veličine koje pomažu u osiguravanju pravilnog postavljanja i ispiranja. Evo kako koristiti ove grafikone da se podudaraju sa pričvršćivačima na odgovarajuće dimenzije confirsink-a.
ANSI grafikoni veličine za utičnice ravne vijke za glavu
ANSI (Američki institut za nacionalne standarde) pruža posebne smjernice za dimenzije rupa za ugradnju za carske pričvršćivače . Oni se obično koriste u SAD-u za ravne vijke za glavu, osiguravajući da pričvršćivači sjede uz površinu.
| Veličina pričvršćivača (navoj) | promjer pilota (blizina) | promjera pilota (normalna fit) promjer | pilot rupa (labavi fit) | brojača | Ugao brojača promjera |
| # 0 | 1/15 | 6/79 | 3/32 | 5/32 | 82 ° |
| # 1 | 3/37 | 4/45 | 8/77 | 3/16 | 82 ° |
| # 2 | 3/32 | 7/69 | 7/62 | 7/32 | 82 ° |
| # 3 | 5/47 | 8/69 | 9/70 | 1/4 | 82 ° |
| # 4 | 3/25 | 9/70 | 14/97 | 9/32 | 82 ° |
| # 5 | 9/64 | 5/32 | 11/64 | 5/16 | 82 ° |
| # 6 | 2/13 | 10/59 | 5/27 | 11/32 | 82 ° |
| # 8 | 9/50 | 10/51 | 13/61 | 3/8 | 82 ° |
| # 10 | 15/73 | 21/95 | 5/21 | 7/16 | 82 ° |
Tabela 1: ANSI grafikon za utičnica ravna glava Pričvršćivači Pričvršćivač
| Veličina | učvršćivača | Prečnik žutljača |
| 1/4 | 9/16 | 82 ° |
| 5/16 | 5/16 | 82 ° |
| 3/8 | 5/16 | 82 ° |
| 7/16 | 29/32 | 82 ° |
| 1/2 | 1 | 82 ° |
| 5/8 | 5/4 | 82 ° |
| 3/4 | 3/2 | 82 ° |
| 7/8 | 7/4 | 82 ° |
| 1 | 2 | 82 ° |
| 9/8 | 5/4 | 82 ° |
| 5/4 | 3/2 | 82 ° |
Tabela 2: Veličina računanja po veličini navoja (ANSI)
ISO grafikoni veličine za različite veličine navoja
Za metričke pričvršćivanje , ISO (Međunarodna organizacija za standardizaciju) definira veličine kofersija. Ovi se standardi široko koriste u globalnoj proizvodnji, osiguravajući kompatibilnost između pričvršćivača u različitim zemljama.
| Veličina navoja (metrička) | Promjer pilota (zatvori Fit H12) | Pilot promjer rupe (normalan fit h13) | promjer pilot rupa (labavi fit h14) | brojača | Ugao brojača promjera |
| M3 | 3,2 mm | 3,4 mm | 3,6 mm | 6,94 mm | 90 ° |
| M3.5 | 3,7 mm | 3,9 mm | 4,2 mm | 8,96 mm | 90 ° |
| M4 | 4,3 mm | 4,5 mm | 4,8 mm | 9,18 mm | 90 ° |
| M5 | 5,3 mm | 5,5 mm | 5,8 mm | 11,47 mm | 90 ° |
| M6 | 6,4 mm | 6,6 mm | 7,0 mm | 13,71 mm | 90 ° |
| M8 | 8,4 mm | 9,0 mm | 10,0 mm | 18,25 mm | 90 ° |
| M10 | 10,5 mm | 11,0 mm | 12,0 mm | 22,73 mm | 90 ° |
| M12 | 13,0 mm | 13,5 mm | 14,5 mm | 27,21 mm | 90 ° |
| M16 | 17,0 mm | 17,5 mm | 18,5 mm | 33,99 mm | 90 ° |
Tabela 3: ISO grafikon veličine metričkih navoja veličine
Kako koristiti grafikone veličine za podudaranje pričvrsnika i osigurati pravilno uklapanje
Korištenje ovih grafikona veličine je jednostavno. Prvo, identificirajte veličinu zatvarača koji koristite (npr., # 6 ili m4). Zatim pogledajte grafikon da biste pronašli ispravan promjer rupa za pilot, promjer u ravninu i ugao. Obavezno odgovarajte veličini vijke u promjeru brojača za postizanje ispupčenog završetka.
Evo korak po korak proces:
Identificirajte veličinu zatvarača : Utvrdite da li koristite carski ili metrički pričvršćivač.
Provjerite veličinu pilot rupe : Koristite grafikon da biste pronašli ispravan promjer rupe za pilot za učvršćivač.
Utakmica promjera brojača : Provjerite je li promjer u cijelosti veći od glave učvršćivača.
Koristite ispravan kut : Provjerite odgovara li ugao standardnom zasteperi (82 ° za ANSI, 90 ° za ISO).
Dizajniranje rupa za ugradnju sa CAD softverom
Prilikom dizajniranja rupa u inženjerskim projektima, CAD softver igra presudnu ulogu u osiguravanju preciznosti i pridržavanja standarda. Mnogi popularni CAD programi pružaju ugrađene alate koji pojednostavljuju dizajn rupe u koferi, osiguravajući da inženjeri mogu efikasno stvoriti precizne modele.
Ugrađena funkcionalnost za kreiranje računa u CAD programima
Moderni CAD softver, poput SolidWorks , AutoCAD i FUSION 360 , uključuje ugrađene alate za stvaranje rupa za uvlačenje. Ovi alati omogućavaju inženjerima da brzo dodaju standardne račune na dizajniranje bez ručnog izračunavanja dimenzija. U Solidworks-u, na primjer, možete koristiti čarobnjak za rupe da biste odredili promjer, ugao i dubinu kofesionalka. Ovaj alat automatski podešava otvor na osnovu odabranog tipa pričvršćivača, bilo da slijedi ANSI ili ISO standarde.
| softvera za cvjetanje za bivke | Značajke |
| SolidWorks | Čarobnjak za rupe za brzi dizajn |
| AutoCAD | 3D modeliranje i prilagođeni parametri |
| Fusion 360 | Integrirani proizvodni alati |
Važnost pridržavanja ANSI i ISO standarda
Bitno je za dizajn rupa za obvezu koji se pridržavaju ANSI ili ISO standarda. Ovi standardi diktiraju ispravan kut i promjer za učvršćivanje u različitim regijama. Na primjer, ANSI često koristi ugao od 82 ° za carske pričvršćivanje, dok ISO preporučuje kut od 90 ° za metričke vijke. Korištenjem CAD alata, dizajneri mogu osigurati da dimenzije operatora odgovaraju pričvršćivačima, izbjegavajući probleme montaže tijekom proizvodnje.
| Standardni | ugao za furansink |
| Ansi | 82 ° |
| ISO | 90 ° |
Savjeti za pravilno definiranje i pozivanje značajki za uvlačenje
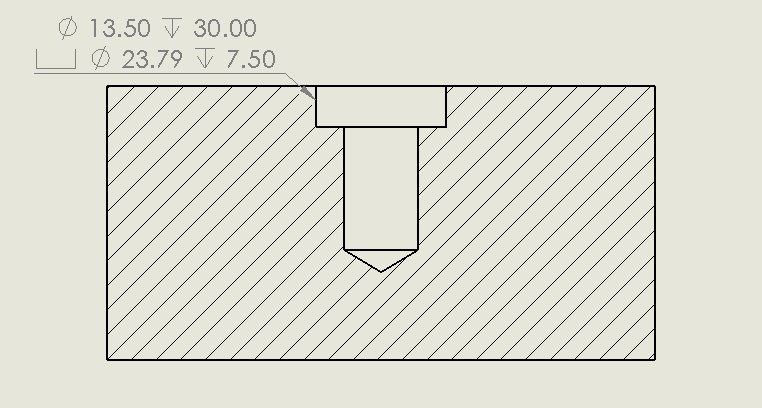
Prilikom dizajniranja rupa za žarulje važno je definirati značajke jasno na crtežu. Softver CAD omogućava vam da odredite promjer, ugao i dubinu bivke u dizajnerskim prikolicima . Te bi karakteristike trebale biti označene pomoću odgovarajućih simbola, poput 'v ' za račune. Obavezno uključite sve tri dimenzije (promjer, ugao i rupu pilota) pri kreiranju crteža. To osigurava da proizvođač ima sve informacije potrebne za precizno izbušenje rupe za uvlačenje.
Evo primjera odgovarajućeg colturank Callout:
Ø10.0 ↧ 1,5 - 82 °
Ovaj priof određuje rupu promjera 10 mm s dubokim od 1,5 mm, 82 °.
Korištenje GD i T simbola : Osigurajte ispravnu upotrebu GD & T (geometrijskog dimenzioniranja i toleranciranja) simbola za pozivanje funkcija Coundersink.
Uključite podatke o toleranciji : Po potrebi uključuju bilateralne ili jednostrane tolerancije na računu za bilo kakve varijance u proizvodnji.
Zaključak
Rupe za obračunca su neophodne u inženjerstvu i proizvodnji za postizanje ispiranja i smanjenje stresa. Pravilni dizajn, slijedeći ANSI ili ISO standarde, osigurava sigurno postavljanje pričvršćivača. Korištenje CAD softvera pojednostavljuje proces dizajna, dok profesionalna proizvodnja garantuje preciznost. Za optimalne rezultate, uvijek radite sa iskusnim proizvođačima koji razumiju intrikcije u košariranju.














