Lubang countersink sangat penting dalam rekayasa dan konstruksi, memastikan pengencang duduk rata dengan permukaan. Dari ponsel hingga peralatan industri, countersinking memainkan peran kunci dalam pemesinan logam, kayu, dan lembaran logam.
Artikel ini akan mengeksplorasi apa lubang countersink, kegunaannya, dan bagaimana menerapkan standar ANSI untuk membuat hasil akhir yang tepat dan menyentuh dalam pembuatan. Pelajari tentang alat, teknik, dan aplikasi yang membuat lubang countersink vital di berbagai industri.
Apa itu lubang countersink?
Lubang countersink adalah ceruk berbentuk berbentuk kerucut di bagian atas lubang yang dibor. Tujuannya adalah untuk memungkinkan pengencang, seperti sekrup flathead, untuk duduk siram atau tepat di bawah permukaan. Desain ini meningkatkan estetika dan fungsionalitas dengan mengurangi risiko hambatan atau kerusakan.
Perbedaan antara countersink dan
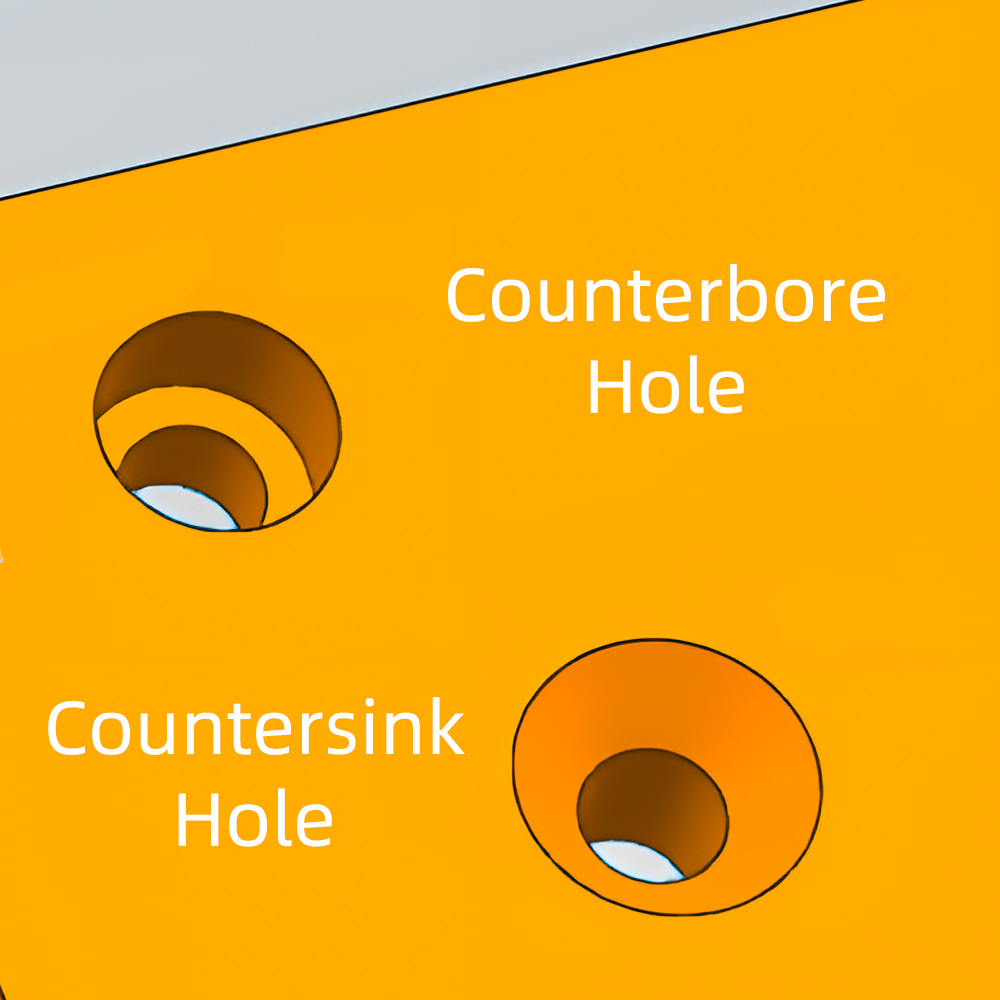
Sebuah countersink menciptakan celah kerucut, sementara counterbore menciptakan reses silindris. Counterbore digunakan ketika kepala sekrup harus rata dan di bawah permukaan, seringkali dengan sekrup tutup soket. Di sisi lain, countersinks sangat ideal untuk pengencang dengan kepala kerucut, memastikan hasil akhir yang halus. Untuk perbandingan yang lebih rinci, Anda dapat merujuk pada panduan kami di lubang counterbore vs spotface.
| countersink | counterbore | counterbore |
| Membentuk | Berbentuk kerucut | Berbentuk silinder |
| Menggunakan | Sekrup flathead, paku keling | Sekrup tutup soket |
| Permukaan akhir | Flush atau sub-flush | Siram saja |
Di bawah ini adalah visual yang menunjukkan perbedaan antara countersink dan counterbore:
Komponen kunci dari lubang countersink
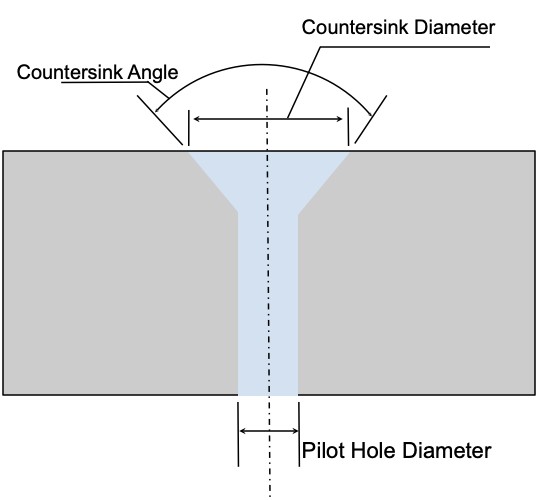
Diameter countersink
Diameter countersink harus lebih besar dari kepala pengikat untuk memastikan kedudukannya rata. Insinyur menentukan ukuran yang sesuai berdasarkan dimensi kepala sekrup dan bahan yang digunakan.
Sudut countersink sudut
countersink bervariasi tergantung pada jenis pengikat. Sudut umum termasuk 82 ° untuk pengencang ANSI/Imperial dan 90 ° untuk pengencang metrik. Penting untuk mencocokkan sudut kepala pengikat dengan sudut countersink untuk kecocokan optimal.
Diameter lubang pilot
Diameter lubang pilot sangat penting untuk memastikan pengikat pas. Diameter biasanya ditentukan oleh ukuran betis sekrup dan jarak yang diinginkan. Lubang pilot harus dibor secara tepat, karena menentukan kinerja keseluruhan dan kesesuaian pengikat di perakitan. Untuk informasi lebih lanjut tentang berbagai jenis lubang di bidang teknik, lihat panduan komprehensif kami di berbagai jenis lubang di bidang teknik.
Jenis Sudut Countersink
Sudut countersink bervariasi tergantung pada aplikasi dan jenis pengikat. Memilih sudut yang benar memastikan pengencang duduk rata dengan permukaan, mencegah kerusakan dan meningkatkan estetika. Di bawah ini adalah sudut countersink standar dan penggunaannya di berbagai industri.
60 ° untuk deburring
Sudut countersink 60 ° umumnya digunakan untuk deburring . Ini menghilangkan tepi atau gerinda yang tajam dari lubang yang dibor, memastikan sentuhan akhir yang lebih halus. Sudut ini biasanya tidak digunakan untuk mengikat tetapi sangat penting untuk menyiapkan permukaan untuk operasi lain.
82 ° untuk sekrup countersunk kekaisaran (standar AS)
Di AS, sudut 82 ° adalah standar untuk sekrup countersunk kekaisaran . Ini banyak digunakan di industri seperti pengerjaan logam dan pengerjaan kayu di mana sekrup perlu duduk siram. Sudut ini memberikan pas untuk sekrup flathead, memastikan pengikat yang aman dan penampilan yang bersih.
90 ° untuk sekrup countersunk metrik
Untuk pengencang metrik , sudut countersink standar adalah 90 °. Ini biasa terjadi pada manufaktur internasional dan digunakan untuk proyek yang membutuhkan kecocokan yang tepat, terutama dalam elektronik dan aplikasi otomotif. Ini memastikan keseragaman di berbagai wilayah dan industri.
| Sudut | Gunakan | Aplikasi |
| 60 ° | Deburring | Permukaan logam, bersiap untuk mengikat |
| 82 ° | Sekrup Countersunk Imperial (AS) | Woodworking, Metalworking |
| 90 ° | Sekrup countersunk metrik | Elektronik, Otomotif |
100 ° untuk sekrup BA
Sudut 100 ° digunakan untuk sekrup British Association (BA) . Sekrup ini umum di mesin yang lebih tua dan perangkat presisi. Sudut yang lebih luas membantu menyediakan area kontak yang lebih besar, memastikan pengikat yang lebih baik pada bagian -bagian halus atau kecil.
120 ° untuk paku kelembaban logam
120 ° countersinks dirancang untuk paku keling logam . Pengencang ini sering digunakan dalam konstruksi dan kedirgantaraan, di mana koneksi yang lebih kuat dan lebih tahan lama diperlukan. Sudut yang lebih luas membantu paku keling duduk rata dan mencegahnya merusak lembaran logam tipis. Untuk informasi lebih lanjut tentang paku keling dan aplikasinya, lihat artikel kami tentang paku keling.
Untuk informasi lebih rinci tentang proses pembuatan yang melibatkan pembuatan lubang yang tepat dan fitur lainnya, Anda mungkin tertarik dengan panduan kami tentang Pemesinan presisi CNC.
Pengencang umum yang digunakan dengan lubang countersink
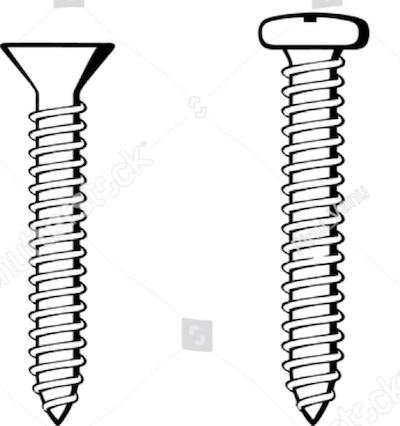
Lubang countersink dirancang untuk bekerja dengan pengencang tertentu, memastikan permukaan flush yang halus. Pengencang yang paling umum digunakan termasuk sekrup flathead dan paku keling . Pencocokan tipe pengikat dengan dimensi lubang countersink yang benar adalah kunci untuk mencapai kesesuaian yang aman dan hasil akhir yang bersih.
Flathead Screws : Sekrup ini memiliki kepala kerucut yang sangat pas di lubang countersink, memungkinkan mereka duduk siram atau sub-flush.
Rivets : Digunakan di berbagai industri, paku keling sering dipasangkan dengan lubang countersink untuk pengikat permanen, terutama dalam kedirgantaraan dan elektronik. Untuk informasi lebih lanjut tentang paku keling dan aplikasinya, lihat artikel kami tentang paku keling.
| Tipe pengikat | Aplikasi Umum | sudut countersink |
| Sekrup flathead | Woodworking, Metalworking | 82 ° (AS), 90 ° (metrik) |
| Paku keling | Aerospace, Elektronik | 120 ° (untuk lembaran logam) |
Sekrup flathead
Sekrup Flathead adalah salah satu pengencang paling umum yang digunakan dengan lubang countersink karena kemampuannya untuk membuat permukaan flush atau tersembunyi. Bentuk kerucut datar dari kepala sekrup pas dengan sempurna ke dalam lubang cuplikan kerucut, menghilangkan tonjolan.
Keuntungan menggunakan sekrup flathead dengan countersink hole
flathead sekrup memberikan hasil akhir yang bersih dan halus yang mencegah snag atau gangguan. Mereka ideal untuk permukaan kontak tinggi seperti bagian mesin, lemari, dan elektronik. Jenis pengikat ini sering digunakan di mana estetika dan keamanan merupakan prioritas.
Cara memastikan sentuhan akhir flush
untuk mencapai hasil akhir, sangat penting untuk mencocokkan sudut kepala sekrup dengan sudut lubang countersink. Misalnya, gunakan countersink 82 ° untuk pengencang kekaisaran dan 90 ° untuk pengencang metrik. Pengeboran lubang pilot dengan benar dan mengatur kedalaman yang benar juga memastikan sekrup duduk dengan sempurna.
Jenis pengikat lainnya
Paku keling paku
sering digunakan dengan lubang countersink di industri di mana diperlukan solusi pengikat permanen. Dalam ruang angkasa, paku keling digunakan untuk mengamankan lembaran logam tanpa kepala yang menonjol, yang mengurangi hambatan. Mereka juga populer di bidang elektronik, di mana komponen harus duduk dengan casing.
Pengencang non-threaded
berbagai pengencang non-threaded, seperti kunci kuartal dan pengencang knock-down lainnya, juga kompatibel dengan lubang countersink. Ini sering digunakan dalam aplikasi yang membutuhkan perakitan dan pembongkaran yang sering, seperti furnitur atau perumahan peralatan.
Paku keling dan pengencang khusus lainnya mendapat manfaat dari penggunaan sudut countersink yang lebih luas, seperti 120 °, terutama dalam aplikasi lembaran logam , memastikan koneksi yang aman dan halus. Untuk informasi lebih lanjut tentang jenis lembaran logam dan aplikasinya dalam fabrikasi, Anda mungkin tertarik dengan artikel kami tentang Jenis lembaran logam yang dapat Anda gunakan dalam fabrikasi.
Saat bekerja dengan pengencang dan countersink hole ini, presisi adalah kuncinya. Untuk proses pembuatan presisi tinggi, Anda mungkin ingin menjelajahi kami Layanan pemesinan presisi CNC , yang dapat memastikan produksi suku cadang yang akurat dan konsisten dengan lubang countersink dan fitur lainnya.
Lubang countersink manufaktur
Lubang countersink manufaktur membutuhkan presisi dan alat yang tepat untuk memastikan pengencang duduk flush atau di bawah permukaan. Proses ini melibatkan pemilihan alat yang benar dan mengikuti langkah -langkah yang tepat untuk setiap jenis bahan, apakah itu logam, kayu, atau plastik. Untuk manufaktur presisi tinggi, CNC Precision Machining bisa menjadi pilihan yang sangat baik.
Alat dan peralatan untuk countersinking
Proses langkah demi langkah untuk lubang pengeboran countersink
Bor lubang pilot menggunakan bor standar sedikit lebih kecil dari diameter sekrup.
Pilih sudut cuptersink counters yang benar berdasarkan jenis sekrup Anda (misalnya, 82 ° untuk kekaisaran, 90 ° untuk metrik).
Pilih bit countersink dengan sudut dan diameter yang sesuai untuk ukuran sekrup Anda.
Atur pemberhentian kedalaman pada bor Anda atau gunakan pengukur kedalaman untuk memastikan kedalaman yang konsisten.
Bor countersink perlahan dan mantap, memberikan tekanan ringan.
Periksa hasilnya untuk memastikan sekrup duduk rata dengan permukaan.
Untuk informasi lebih lanjut tentang berbagai jenis lubang dan aplikasinya, periksa panduan kami berbagai jenis lubang di bidang teknik.
Tips untuk countersinking yang tepat dan konsisten
Gunakan tekan bor untuk kontrol dan akurasi yang lebih baik.
Mulailah dengan kecepatan lambat dan tingkatkan secara bertahap untuk mencegah obrolan.
Oleskan sedikit cairan pemotongan saat logam countersinking.
Untuk batch besar, gunakan countersink dengan pilot untuk mempertahankan konsistensi.
Teknik untuk countersinking bahan yang berbeda
Logam (baja, aluminium, dll.)
Gunakan Bit HSS atau Carbide Countersink untuk hasil terbaik.
Oleskan cairan pemotongan untuk mengurangi panas dan meningkatkan masa pakai alat.
Sesuaikan kecepatan dan umpan berdasarkan kekerasan logam.
Untuk informasi lebih lanjut tentang bekerja dengan logam yang berbeda, Anda mungkin menemukan artikel kami tentang Titanium vs Aluminium Bermanfaat.
Plastik
Gunakan potongan cuplikan cepat dan berkecepatan tinggi untuk menghindari melelehkan plastik.
Oleskan tekanan ringan dan keripik jernih.
Pertimbangkan untuk menggunakan bit langkah langkah untuk kontrol yang lebih baik dalam plastik tipis.
Kayu
Gunakan bit countersink spesifik kayu dengan sudut yang lebih curam (sekitar 70 °).
Bor dengan kecepatan tinggi dengan tekanan ringan untuk mencegah pemisahan.
Untuk kayu keras, pra-bor lubang pilot untuk menghindari air mata.
Keuntungan dan Kerugian Lubang Countersink
Keuntungan
Lubang countersink penampilan flush dan rapi
memungkinkan pengencang seperti sekrup flathead untuk duduk siram atau di bawah permukaan, menciptakan tampilan yang bersih dan profesional. Ini sangat berguna dalam aplikasi seperti furnitur dan elektronik, di mana penampilan penting.
Penyembunyian pengencang
dengan lubang countersink, pengencang dapat dengan mudah disembunyikan, meningkatkan estetika. Dalam pengerjaan kayu, misalnya, sekrup dapat ditutup dengan dempul dan ternoda, membuatnya hampir tidak terlihat.
Mengurangi risiko kerusakan atau cedera
dengan memastikan pengencang duduk siram, lubang countersink meminimalkan risiko kerusakan atau cedera akibat kepala sekrup yang menonjol. Ini sangat penting dalam mesin atau perangkat di mana sekrup yang terbuka dapat merobek pakaian atau menyebabkan cedera.
Distribusi beban yang ditingkatkan dan
lubang pengurangan tegangan countersink membantu menyebarkan beban pengikat lebih merata di seluruh permukaan. Ini mengurangi konsentrasi stres, mencegah retakan atau kegagalan. Sebaliknya, lubang lurus cenderung memusatkan tekanan di sekitar kepala sekrup, meningkatkan kemungkinan kerusakan dari waktu ke waktu.
| tipe lubang | Distribusi beban | Konsentrasi tegangan |
| Lubang countersink | Bahkan | Lebih rendah |
| Lubang lurus | Tidak rata | Lebih tinggi |
Kerugian
Persyaratan alat khusus dan keterampilan
countersinking membutuhkan alat khusus seperti bit bor countersink dan alat deburring. Tidak semua latihan standar dapat membuat lubang cuplikan counters yang akurat. Operator yang terampil sering diperlukan untuk memastikan ketepatan.
Mengurangi kekuatan dibandingkan dengan lubang lurus
countersink lubang, sambil meningkatkan estetika dan keamanan, sedikit mengurangi kekuatan struktural pengikat. Bentuk kerucut dapat memberikan area kontak yang lebih sedikit dibandingkan dengan lubang lurus, yang mengarah pada kapasitas penahan beban yang lebih sedikit dalam aplikasi tertentu.
Tantangan dalam mencapai
bahan keras presisi seperti stainless steel atau titanium dapat menyulitkan untuk mencapai lubang cuplikan counters yang tepat. Diperlukan alat khusus dan berkualitas tinggi untuk menghindari kerusakan material, dan prosesnya dapat memakan waktu.
Biaya manufaktur yang lebih tinggi
karena kebutuhan akan alat presisi dan tenaga kerja yang terampil, countersinking sering meningkatkan biaya produksi. Ini bisa menjadi faktor dalam produksi skala besar di mana batasan waktu dan anggaran penting.
Aplikasi lubang countersink di berbagai industri
Lubang countersink memiliki berbagai aplikasi di berbagai industri, menawarkan manfaat estetika dan fungsional. Mereka memastikan pengencang duduk siram, mengurangi hambatan, dan menyediakan permukaan halus yang meningkatkan penampilan dan kinerja.
Aerospace
Permukaan flush untuk hambatan aerodinamik yang dikurangi
dalam dirgantara, permukaan halus sangat penting untuk mengurangi hambatan. Lubang countersink memastikan pengencang duduk rata, meminimalkan turbulensi dan meningkatkan efisiensi bahan bakar.
Pengurangan stres di daerah stres tinggi
pengencang countersk mendistribusikan stres lebih merata di daerah stres tinggi, mengurangi kemungkinan kelelahan material dan meningkatkan keamanan dalam konstruksi pesawat.
Untuk informasi lebih lanjut tentang pembuatan dirgantara, lihat panduan kami di Pembuatan Suku Cadang dan Komponen Aerospace.
Otomotif
Melampirkan panel tubuh untuk hasil akhir yang halus
di industri otomotif, lubang countersink digunakan untuk memasang panel tubuh dengan aman tanpa mengorbankan lapisan eksterior kendaraan. Ini memastikan daya tarik estetika dan kinerja aerodinamis.
Rakitan interior tanpa kompromi desain
di dalam mobil, pengencang countersunk digunakan untuk merakit komponen sambil mempertahankan desain yang ramping dan tidak terputus. Ini memungkinkan permukaan yang halus di area yang sering disentuh oleh penumpang.
Pelajari lebih lanjut tentang manufaktur otomotif di artikel kami tentang Pembuatan suku cadang dan komponen otomotif.
Manufaktur dan perakitan
Estetika yang ditingkatkan dalam produk konsumen
countersink hole sering digunakan dalam produk konsumen untuk menyembunyikan pengencang, memastikan penampilan profesional yang dipoles. Ini sangat penting dalam barang-barang kelas atas di mana estetika memainkan peran utama.
Kelancaran pengoperasian bagian yang bergerak
dalam mesin, lubang countersink mencegah kepala pengikat mengganggu bagian yang bergerak. Ini meningkatkan keamanan dan memperpanjang umur peralatan dengan menghindari keausan mekanis.
Untuk teknik pembuatan presisi, jelajahi kami Pemesinan Presisi CNC . Layanan
Elektronik
Mempertahankan permukaan luar yang halus di lampiran perangkat
elektronik seperti smartphone dan laptop bergantung pada lubang countersink untuk memastikan pengencang rata dengan permukaan luar, memberikan desain yang ramping dan lebih baik ergonomi.
Komponen pemasangan pada PCB
di papan sirkuit cetak (PCB), sekrup countersunk digunakan untuk mengamankan komponen tanpa mengganggu lapisan lain. Ini membantu memastikan umur panjang dan keandalan perangkat elektronik.
Konstruksi
Penyelidikan Decking dan Drywall untuk hasil akhir flush dan keamanan
dalam konstruksi, lubang countersink sangat penting untuk membuat finishing flush di Decking dan Drywall. Ini tidak hanya meningkatkan penampilan tetapi juga menghilangkan bahaya tersandung dan memastikan lingkungan yang lebih aman.
Pembuatan furnitur
Membuat sendi flush dan concatan pengencang
countersink hole memungkinkan pembuat furnitur untuk membuat sambungan flush yang halus sambil menyembunyikan sekrup. Ini menghasilkan tampilan yang lebih bersih dan lebih profesional, terutama di furnitur kelas atas.
Meningkatkan keseluruhan estetika produk
yang menyembunyikan pengencang dengan lubang countersink meningkatkan daya tarik visual furnitur, menciptakan hasil akhir yang mulus yang menyoroti keahlian.
Manfaat Industri Laut
Mengurangi hambatan dan mempertahankan permukaan lambung halus
yang mirip dengan ruang angkasa, industri kelautan menggunakan lubang countersink untuk mengurangi hambatan. Dengan memastikan pengencang duduk rata di permukaan lambung, kapal dan kapal dapat bergerak lebih efisien melalui air.
Mencegah korosi dengan menyembunyikan pengencang
menyembunyikan pengencang di lingkungan laut mengurangi risiko korosi, memperpanjang umur kapal dan memastikan kinerja yang lebih baik dalam kondisi yang keras.
| Industri | dari Lubang Countersink |
| Aerospace | Mengurangi hambatan, pengurangan stres |
| Otomotif | Hasil akhir yang halus, perakitan mulus |
| Manufaktur | Estetika yang ditingkatkan, pengoperasian yang lancar |
| Elektronik | Permukaan halus, pemasangan komponen flush |
| Konstruksi | Sentuhan akhir, keamanan, pengencang tersembunyi |
| Mebel | Sendi sendi, pengencang tersembunyi, estetika |
| Laut | Mengurangi drag, pencegahan korosi |
Seperti yang Anda lihat, lubang countersink sangat mendasar bagi keberhasilan di berbagai industri. Mereka menawarkan keunggulan fungsional seperti peningkatan kinerja dan mengurangi stres, sementara juga memberikan manfaat estetika yang meningkatkan kualitas dan penampilan produk secara keseluruhan.
Countersink Hole Ukuran Bagan untuk Pengencang Umum
Saat bekerja dengan lubang countersink, penting untuk memilih ukuran yang benar berdasarkan pengikat yang Anda gunakan. Baik ANSI dan ISO menyediakan grafik ukuran standar yang membantu memastikan kesesuaian yang tepat dan hasil akhir flush. Inilah cara menggunakan grafik ini untuk mencocokkan pengencang dengan dimensi countersink yang sesuai.
Grafik Ukuran ANSI untuk sekrup kepala soket datar
ANSI (American National Standards Institute) memberikan pedoman khusus untuk dimensi lubang countersink untuk pengencang kekaisaran . Ini biasanya digunakan di AS untuk sekrup kepala datar, memastikan pengencang duduk rata dengan permukaan.
| Ukuran pengikat (benang) | Diameter lubang pilot (pas dekat) | Diameter lubang pilot (fit normal) | Diameter lubang pilot (loose fit) | Diameter countersink | sudut countersink sudut |
| #0 | 1/15 | 6/79 | 3/32 | 5/32 | 82 ° |
| #1 | 3/37 | 4/45 | 8/77 | 3/16 | 82 ° |
| #2 | 3/32 | 7/69 | 7/62 | 7/32 | 82 ° |
| #3 | 5/47 | 8/69 | 9/70 | 1/4 | 82 ° |
| #4 | 3/25 | 9/70 | 14/97 | 9/32 | 82 ° |
| #5 | 9/64 | 5/32 | 11/64 | 5/16 | 82 ° |
| #6 | 2/13 | 10/59 | 5/27 | 11/32 | 82 ° |
| #8 | 9/50 | 10/51 | 13/61 | 3/8 | 82 ° |
| #10 | 15/73 | 21/95 | 5/21 | 7/16 | 82 ° |
Tabel 1: Bagan ukuran ANSI untuk soket kepala datar pengencang
| pengikat ukuran | countersink Diameter sudut | countersink sudut |
| 1/4 | 9/16 | 82 ° |
| 5/16 | 5/16 | 82 ° |
| 3/8 | 5/16 | 82 ° |
| 7/16 | 29/32 | 82 ° |
| 1/2 | 1 | 82 ° |
| 5/8 | 5/4 | 82 ° |
| 3/4 | 3/2 | 82 ° |
| 7/8 | 7/4 | 82 ° |
| 1 | 2 | 82 ° |
| 9/8 | 5/4 | 82 ° |
| 5/4 | 3/2 | 82 ° |
Tabel 2: Ukuran countersinking berdasarkan ukuran utas (ANSI)
Grafik ukuran ISO untuk ukuran utas yang berbeda
Untuk pengencang metrik , ISO (Organisasi Internasional untuk Standardisasi) mendefinisikan ukuran countersink. Standar -standar ini banyak digunakan dalam manufaktur global, memastikan kompatibilitas antara pengencang di berbagai negara.
| Ukuran Benang (Metrik) | Diameter lubang pilot (Tutup pas H12) | Diameter lubang pilot (Normal Fit H13) | Diameter lubang pilot (loose fit H14) | Diameter countersink | sudut cuptersink sudut |
| M3 | 3,2 mm | 3,4 mm | 3,6 mm | 6,94 mm | 90 ° |
| M3.5 | 3,7 mm | 3,9 mm | 4,2 mm | 8,96 mm | 90 ° |
| M4 | 4.3 mm | 4,5 mm | 4,8 mm | 9.18 mm | 90 ° |
| M5 | 5,3 mm | 5,5 mm | 5,8 mm | 11.47 mm | 90 ° |
| M6 | 6,4 mm | 6,6 mm | 7,0 mm | 13.71 mm | 90 ° |
| M8 | 8,4 mm | 9,0 mm | 10,0 mm | 18.25 mm | 90 ° |
| M10 | 10,5 mm | 11.0 mm | 12,0 mm | 22,73 mm | 90 ° |
| M12 | 13.0 mm | 13,5 mm | 14,5 mm | 27.21 mm | 90 ° |
| M16 | 17,0 mm | 17,5 mm | 18,5 mm | 33,99 mm | 90 ° |
Tabel 3: Bagan Ukuran ISO untuk Ukuran Benang Metrik
Cara menggunakan grafik ukuran untuk mencocokkan pengencang dan memastikan kecocokan yang tepat
Menggunakan grafik ukuran ini sederhana. Pertama, identifikasi ukuran pengikat yang Anda gunakan (misalnya, #6 atau M4). Kemudian, lihat bagan untuk menemukan diameter lubang pilot yang benar, diameter countersink, dan sudut. Pastikan untuk mencocokkan ukuran kepala sekrup dengan diameter countersink untuk mencapai hasil akhir flush.
Berikut proses langkah demi langkah:
Identifikasi ukuran pengikat : Tentukan apakah Anda menggunakan pengikat kekaisaran atau metrik.
Periksa Ukuran Lubang Pilot : Gunakan bagan untuk menemukan diameter lubang pilot yang benar untuk pengikat.
Cocokkan Diameter Insink : Pastikan diameter countersink lebih besar dari kepala pengikat.
Gunakan sudut yang benar : Pastikan sudut cocok dengan standar pengikat (82 ° untuk ANSI, 90 ° untuk ISO).
Mendesain lubang countersink dengan perangkat lunak CAD
Saat merancang lubang countersink dalam proyek -proyek teknik, perangkat lunak CAD memainkan peran penting dalam memastikan ketepatan dan kepatuhan terhadap standar. Banyak program CAD populer menyediakan alat bawaan yang menyederhanakan desain lubang countersink, memastikan bahwa insinyur dapat membuat model yang akurat secara efisien.
Fungsionalitas bawaan untuk membuat countersinks di program CAD
Perangkat lunak CAD modern, seperti SolidWorks , AutoCAD , dan Fusion 360 , termasuk alat bawaan untuk membuat lubang countersink. Alat -alat ini memungkinkan para insinyur untuk dengan cepat menambahkan countersink standar ke desain tanpa secara manual menghitung dimensi. Dalam Solidworks, misalnya, Anda dapat menggunakan Wizard Hole untuk menentukan diameter, sudut, dan kedalaman countersink. Alat ini secara otomatis menyesuaikan lubang berdasarkan jenis pengikat yang dipilih, apakah itu mengikuti ANSI atau ISO . standar
| perangkat lunak untuk countersinks | Fitur kunci |
| Solidworks | Hole Wizard untuk Desain Cepat |
| AutoCAD | Pemodelan 3D dan parameter khusus |
| Fusion 360 | Alat manufaktur terintegrasi |
Pentingnya mematuhi standar ANSI dan ISO
Sangat penting untuk merancang lubang cuplikan counters yang mematuhi standar ANSI atau ISO . Standar -standar ini menentukan sudut dan diameter yang benar untuk pengencang di berbagai daerah. Misalnya, ANSI sering menggunakan sudut 82 ° untuk pengencang kekaisaran, sementara ISO merekomendasikan sudut 90 ° untuk sekrup metrik. Dengan menggunakan alat CAD, desainer dapat memastikan bahwa dimensi countersink cocok dengan pengencang, menghindari masalah perakitan selama pembuatan.
| standar | Sudut countersink |
| ANSI | 82 ° |
| Iso | 90 ° |
Tips untuk mendefinisikan dan memanggil fitur countersink dengan benar
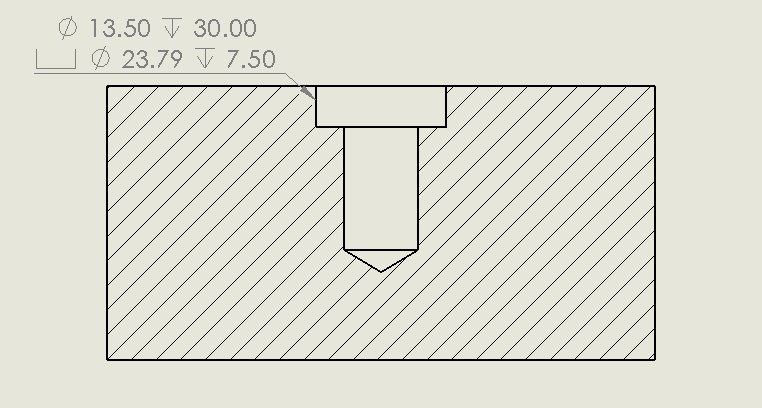
Saat merancang lubang cuplikan, penting untuk mendefinisikan fitur dengan jelas pada gambar. Perangkat lunak CAD memungkinkan Anda untuk menentukan diameter, sudut, dan kedalaman countersink dalam info desain . Fitur -fitur ini harus diberi label menggunakan simbol yang sesuai, seperti 'V ' untuk countersinks. Pastikan untuk memasukkan ketiga dimensi (diameter, sudut, dan lubang pilot) saat membuat gambar. Ini memastikan bahwa pabrikan memiliki semua informasi yang diperlukan untuk mengebor lubang countersink secara akurat.
Berikut adalah contoh panggilan countersink counters yang tepat:
Ø10.0 ↧ 1.5 - 82 °
Panggilan ini menentukan lubang berdiameter 10mm dengan countersink sedalam 1.5mm, 82 °.
Penggunaan simbol GD&T : Pastikan penggunaan yang benar dari GD&T (dimensi geometris dan toleransi) simbol untuk memanggil fitur countersink.
Sertakan informasi toleransi : bila perlu, sertakan toleransi bilateral atau unilateral untuk memperhitungkan varian apa pun dalam manufaktur.
Kesimpulan
Lubang countersink sangat penting dalam rekayasa dan manufaktur untuk mencapai lapisan flush dan mengurangi stres. Desain yang tepat, mengikuti standar ANSI atau ISO, memastikan pengencang pas. Menggunakan perangkat lunak CAD menyederhanakan proses desain, sementara manufaktur profesional menjamin presisi. Untuk hasil yang optimal, selalu bekerja dengan produsen berpengalaman yang memahami seluk -beluk countersinking.














