Els forats de SunterSink són essencials en l'enginyeria i la construcció, assegurant que els fixadors s'asseuen amb la superfície. Des de telèfons mòbils fins a equips industrials, el contrarestit té un paper clau en el mecanitzat de metall, fusta i xapa.
Aquest article explorarà quins són els forats de Suntersink, els seus usos i la manera d’aplicar els estàndards ANSI per crear acabats precisos i encaixats en la fabricació. Obteniu més informació sobre les eines, tècniques i aplicacions que fan que els forats siguin vitals en diverses indústries.
Què és un forat de Suntersink?
Un forat de CounterSink és un escot en forma de cònica a la part superior d’un forat forat. El seu propòsit és permetre que els fixadors, com els cargols de capçalera, s’asseguin a la pell o just a sota de la superfície. Aquest disseny millora tant l’estètica com la funcionalitat reduint el risc de danys o danys.
Diferència entre el contrapunt
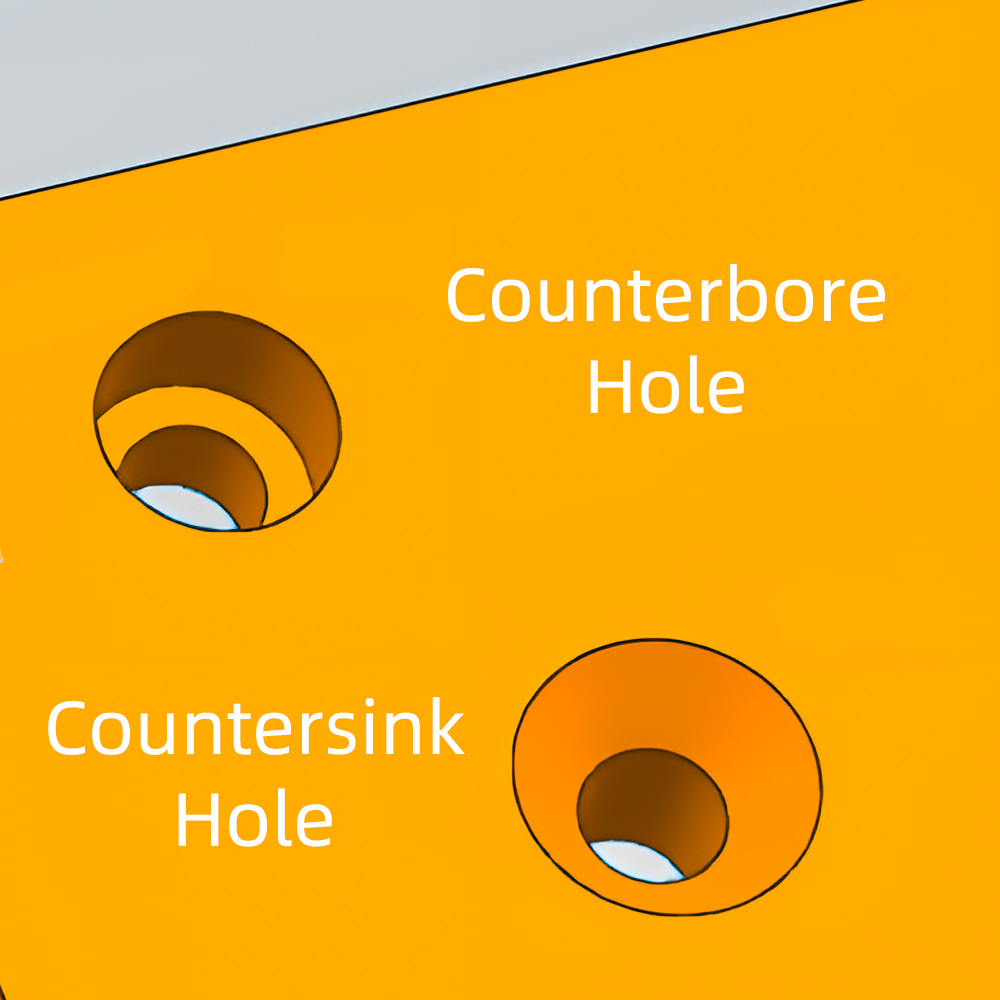
Un Suntersink crea una obertura cònica, mentre que un contrapuri crea un escot cilíndric. El contrapuri s'utilitza quan el capçal del cargol ha de ser pla i per sota de la superfície, sovint amb cargols de tapa de sòcol. D'altra banda, els contraris són ideals per a fixadors amb caps cònics, garantint un acabat suau. Per a una comparació més detallada, podeu fer referència a la nostra guia Forat contra els forats de Spotface.
| de les funcions de | SunterSink i | el contraaur |
| Figura | Cònica | Cilíndric |
| Utilitzar | Cargols de capçal, reblons | Cargols de tapa de presa |
| Acabat superficial | Flush o Sub-flush | Només flotar |
A continuació, es mostra una visual que mostra les diferències entre un contrapusting i un contraboor:
Components clau d’un forat de SunterSink
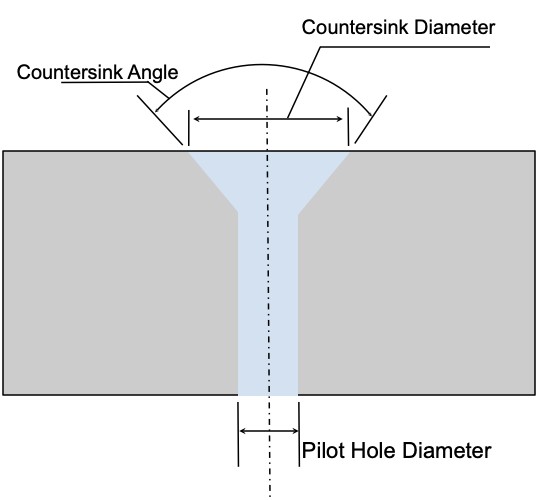
Diàmetre de context
El diàmetre del contrarestit ha de ser més gran que el cap del fixador per assegurar -se que es troba a la seva disposició. Els enginyers determinen la mida adequada en funció de les dimensions del capçal del cargol i del material que s’utilitza.
Els angles d'angle
de contextos varien en funció del tipus de fixació. Els angles comuns inclouen 82 ° per a fixadors ANSI/Imperials i 90 ° per a fixadors mètrics. És important coincidir amb l’angle del cap de la fixació amb l’angle de CounterSink per adaptar -se a un ajustament òptim.
Diàmetre del forat pilot
El diàmetre del forat pilot és crucial per assegurar -se que el fixador s’adapti correctament. El diàmetre es determina generalment per la mida del tall de cargol i el desplegament desitjat. El forat pilot s’ha de perforar amb precisió, ja que dicta el rendiment general i l’adaptació del fixador a l’assemblea. Per obtenir més informació sobre diferents tipus de forats en enginyeria, consulteu la nostra guia completa Diferents tipus de forats en enginyeria.
Tipus d’angles de context
Els angles de SunterSink varien en funció de l'aplicació i del tipus de fixació. L’elecció de l’angle correcte garanteix que els fixadors s’asseuen amb la superfície, evitant danys i millorant l’estètica. A continuació, es mostren els angles estàndards de context i els seus usos en diferents indústries.
60 ° per a la debaguesa
L’angle de 60 ° SOUNDERSINK s’utilitza habitualment per a la debatre . Elimina les vores o les molèsties afilades dels forats perforats, garantint acabats més suaus. Aquest angle no s’utilitza normalment per a la fixació, sinó que és crucial per preparar superfícies per a altres operacions.
82 ° per als cargols de comptes imperials (estàndard dels Estats Units)
Als EUA, l’angle de 82 ° és l’estàndard per als cargols de Countersunk Imperials . S'utilitza àmpliament en indústries com el treball de metall i la fusteria on els cargols han de seure. Aquest angle proporciona un ajustament ajustat per als cargols de capçalera, garantint la fixació segura i un aspecte net.
90 ° per als cargols de comptes mètrics
Per als fixadors mètrics , l'angle de comptes estàndard és de 90 °. Això és comú en la fabricació internacional i s’utilitza per a projectes que requereixen ajustaments precisos, especialment en aplicacions d’electrònica i automoció. Assegura la uniformitat a diferents regions i indústries.
| d'angle | d'ús | Aplicació |
| 60 ° | Debatre | Superfícies metàl·liques, preparant -se per a la fixació |
| 82 ° | Cargoles Imperials Countersunk (EUA) | Treball de fusta, elaboració de metalls |
| 90 ° | Cargols de comptes mètrics | Electrònica, automoció |
100 ° per a cargols de BA
L’ angle de 100 ° s’utilitza per a cargols de l’Associació Britànica (BA) . Aquests cargols són habituals en la maquinària i els dispositius de precisió més antics. L’angle més ampli ajuda a proporcionar una àrea de contacte més gran, garantint una millor fixació en parts delicades o petites.
120 ° per a reblons de xapa
Els contextos de 120 ° estan dissenyats per a reblons de xapa . Aquests fixadors s’utilitzen sovint en la construcció i aeroespacial, on es necessita una connexió més forta i duradora. L’angle més ampli ajuda al rebló a seure i impedeix que danyi les làmines de metall primes. Per obtenir més informació sobre els reblons i les seves aplicacions, consulteu el nostre article sobre gallines.
Per obtenir informació més detallada sobre processos de fabricació que impliquen crear forats precisos i altres funcions, potser us interessarà la nostra guia sobre Mecanitzat de precisió CNC.
Els fixadors comuns que s’utilitzen amb els forats de Suntersink
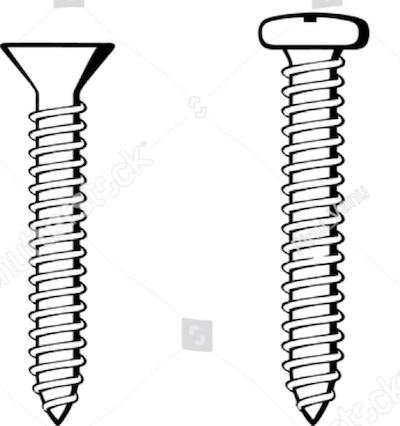
Els forats de SunterSink estan dissenyats per treballar amb fixadors específics, garantint una superfície llisa i fluixa. Els fixadors més comuns que s’utilitzen inclouen cargols i reblons de capçal . La coincidència amb el tipus de fixació amb les dimensions correctes del forat de SUBTERSINK és clau per aconseguir un ajustament segur i un acabat net.
Cargols de capçalera : Aquests cargols tenen un cap cònic que s’adapta perfectament als forats de context, permetent-los seure o subfondre’s.
Rívols : utilitzats en diverses indústries, els reblons sovint es combinen amb forats per a la fixació permanent, especialment en aeroespacial i electrònica. Per obtenir més informació sobre els reblons i les seves aplicacions, consulteu el nostre article sobre gallines.
| Tipus de fixació | Aplicació Comuna | Angle de SunterSink |
| Cargols de capçalera | Treball de fusta, elaboració de metalls | 82 ° (EUA), 90 ° (mètrica) |
| Gallines | Aeroespacial, electrònica | 120 ° (per a xapa) |
Cargols de capçalera
Els cargols de capçalera són un dels fixadors més comuns que s’utilitzen amb forats de context per la seva capacitat de crear una superfície encaixada o empotrada. La forma cònica plana del capçal del cargol s’adapta perfectament al forat cònic de context, eliminant qualsevol protuberància.
Els avantatges d’utilitzar cargols de capçalera amb forats de context de
cargols de capçalera proporcionen un acabat net i suau que impedeix que s’enganxin o interferències. Són ideals per a superfícies d’alt contacte com les parts de màquines, els gabinets i l’electrònica. Aquest tipus de fixació s’utilitza sovint on l’estètica i la seguretat són una prioritat.
Com assegurar -se un acabat
per aconseguir un acabat de moda, és crucial fer coincidir l’angle del cap del cargol amb l’angle del forat de Countersink. Per exemple, utilitzeu un punt de partida de 82 ° per a fixadors imperials i un 90 ° per a fixadors mètrics. Perfilar adequadament el forat del pilot i configurar la profunditat correcta també garanteix que el cargol s’assenti perfectament.
Altres tipus de fixació
Els reblons dels reblons
s’utilitzen sovint amb forats de context a les indústries on es necessita una solució de fixació permanent. En aeroespacial, els reblons s’utilitzen per assegurar fulls de metall sense sobresortir caps, cosa que redueix l’arrossegament. També són populars en l'electrònica, on els components han de seure amb la carcassa.
Els fixadors no filats
diversos fixadors no filats, com els panys de quarts de volta i altres fixacions baixades, també són compatibles amb els forats de Suntersink. Sovint s’utilitzen en aplicacions que requereixen un muntatge i desmuntatge freqüents, com ara mobles o habitatges d’equips.
Els reblons i altres fixadors especialitzats es beneficien de l’ús d’un angle de comptabilitat més ampli, com ara 120 °, especialment en aplicacions de xapa , garantint una connexió segura i suau. Per obtenir més informació sobre els tipus de xapa i les seves aplicacions en fabricació, potser us interessarà el nostre article sobre Tipus de metall que podeu utilitzar en fabricació.
Quan es treballa amb aquests fixadors i forats de context, la precisió és clau. Per a processos de fabricació d’alta precisió, potser voldreu explorar el nostre Serveis de mecanitzat de precisió CNC , que poden assegurar una producció precisa i coherent de peces amb forats de SunterSink i altres funcions.
Fabricació de forats de la fabricació
Els forats de fabricació de la fabricació requereixen precisió i les eines adequades per assegurar que els fixadors s’asseuen a la superfície o per sota de la superfície. El procés consisteix en seleccionar les eines correctes i seguir passos adequats per a cada tipus de material, ja sigui de metall, fusta o plàstic. Per a la fabricació d’alta precisió, El mecanitzat de precisió CNC pot ser una opció excel·lent.
Eines i equips per a la compensació
Procés pas a pas per a la perforació de forats de la perforació
Doloreu el forat del pilot amb un bit de perforació estàndard lleugerament menor que el diàmetre del cargol.
Seleccioneu l’angle de Soundsink correcte en funció del tipus de cargol (per exemple, 82 ° per a imperial, 90 ° per a mètrica).
Trieu un bit de comptabilitat amb l'angle i el diàmetre adequats per a la mida del cargol.
Configureu la parada de profunditat del trepant o utilitzeu un calibre de profunditat per assegurar una profunditat constant.
Doloreu el taulell lentament i constantment, aplicant pressió lleugera.
Inspeccioneu el resultat per assegurar -vos que el cargol s’asseu amb la superfície.
Per obtenir més informació sobre diferents tipus de forats i les seves aplicacions, consulteu la nostra guia Diferents tipus de forats en enginyeria.
Consells per a un compliment precís i coherent
Utilitzeu una premsa de perforació per obtenir un millor control i precisió.
Comenceu amb una velocitat lenta i augmenteu gradualment per evitar la xerrada.
Apliqueu una petita quantitat de líquid de tall quan es comptabilitzen metalls.
Per a lots grans, utilitzeu un contrapassink amb un pilot per mantenir la coherència.
Tècniques per a la confecció de diferents materials
Metalls (acer, alumini, etc.)
Utilitzeu HSS o Bits de Suntersink de carbur per obtenir millors resultats.
Apliqueu el líquid de tall per reduir la calor i millorar la vida de les eines.
Ajusteu la velocitat i l’alimentació en funció de la duresa del metall.
Per obtenir més informació sobre el treball amb diferents metalls, podríeu trobar el nostre article Titani vs. Alumini útil.
Plàstics
Utilitzeu bits de context de gran velocitat i forts per evitar fondre el plàstic.
Apliqueu la pressió de la llum i les xifres netes amb freqüència.
Penseu en utilitzar un bit de perforació per a un millor control en plàstics prims.
Fusta
Utilitzeu un bit de comptes específic de la fusta amb un angle més intens (al voltant de 70 °).
Doloreu a gran velocitat amb pressió lleugera per evitar la divisió.
Per a la fusta dura, elimineu el forat del pilot per evitar la llàgrima.
Avantatges i desavantatges dels forats de Suntersink
Avantatges
Els forats de contextos d'aspecte i net
permeten que els fixadors com els cargols de capçal s'asseguin a la superfície o per sota de la superfície, creant un aspecte net i professional. Això és especialment útil en aplicacions com mobles i electrònica, on l’aspecte importa.
Oculta de fixacions
amb forats de context, es pot ocultar fàcilment els fixadors, millorant l'estètica. En el treball de la fusta, per exemple, els cargols es poden cobrir amb massilla i tacar -los, fent -los gairebé invisibles.
El risc reduït de danys o lesions
assegurant que els fixadors s’asseuen, els forats de context minimitzen el risc de danys o lesions per capçals de cargol que sobresurten. Això és crucial en maquinària o dispositius on els cargols exposats podrien agafar roba o causar ferides.
La millora de la distribució de la càrrega i la reducció de l'estrès
Els forats ajuden a difondre la càrrega d'un fixador de manera més uniforme a la superfície. D’aquesta manera es redueix la concentració d’estrès, evitant esquerdes o fallades. En canvi, els forats rectes solen concentrar l’estrès al voltant del cap del cargol, augmentant la probabilitat de danys amb el pas del temps.
| Tipus de forat | Distribució de càrrega | Concentració d’estrès |
| Forat del forat | Plà | Baixar |
| Forat recte | Desigual | Més gran |
Desavantatges
El requisit d’eines i habilitats especialitzades
de comptabilitat requereix eines especialitzades, com ara els bits de perforació i les eines de debat. No tots els exercicis estàndard poden crear forats de contraposats precisos. Sovint es necessiten operadors qualificats per assegurar la precisió.
Reducció de la força en comparació amb
els forats rectes dels forats, alhora que milloren l'estètica i la seguretat, redueixen lleugerament la força estructural del fixador. La forma cònica pot proporcionar menys àrea de contacte en comparació amb els forats rectes, donant lloc a menys capacitat de càrrega en determinades aplicacions.
Els reptes per assolir
materials durs de precisió com l’acer inoxidable o el titani poden dificultar l’obtenció de forats precisos. Es necessiten eines especialitzades i d’alta qualitat per evitar danyar el material i el procés pot requerir temps.
Els costos de fabricació més elevats
a causa de la necessitat d’eines de precisió i mà d’obra qualificada, el compliment sovint augmenta els costos de fabricació. Això pot ser un factor en la producció a gran escala on les restriccions de temps i pressupostos siguin importants.
Aplicacions de forats de context en diverses indústries
Els forats de SunterSink tenen una àmplia gamma d'aplicacions en diferents indústries, oferint avantatges tant estètics com funcionals. Asseguren que els fixadors s’asseuen, redueixen l’arrossegament i proporcionen superfícies suaus que milloren tant l’aspecte com el rendiment.
Aeroespacial
Les superfícies de moda per a un arrossegament aerodinàmic reduït
en aeroespacial, les superfícies llises són fonamentals per reduir l’arrossegament. Els forats de SunterSink asseguren que els fixadors s’asseuen, minimitzant la turbulència i la millora de l’eficiència del combustible.
La reducció de l’estrès a les zones d’estrès d’alta estrès
Els fixadors distribueixen l’estrès de manera més uniforme en zones d’estrès elevat, reduint la possibilitat de fatiga material i millorant la seguretat en la construcció d’avions.
Per obtenir més informació sobre la fabricació aeroespacial, consulteu la nostra guia Fabricació de peces i components aeroespacials.
Automoció
Fixant panells del cos per obtenir un acabat suau
a la indústria de l’automòbil, els forats de CounterSink s’utilitzen per enganxar de forma segura els panells del cos sense comprometre l’acabat exterior del vehicle. D’aquesta manera es garanteix un atractiu estètic i un rendiment aerodinàmic.
Muntatge interior sense comprometre el disseny
dins del cotxe, els fixadors de comptes s'utilitzen per muntar components mantenint un disseny elegant i ininterromput. Permet superfícies suaus en zones freqüentment tocades pels passatgers.
Obteniu més informació sobre la fabricació d'automòbils al nostre article sobre Fabricació de peces i components d'automòbils.
Fabricació i muntatge
L’estètica millorada en els productes de consum de
foratsk forats s’utilitzen freqüentment en productes de consum per ocultar fixadors, garantint un aspecte professional polit i professional. Això és particularment important en béns de gamma alta on l’estètica té un paper important.
Funcionament suau de les peces mòbils
a la maquinària, els forats de SunterSink impedeixen que els caps de fixació interfereixin amb les peces mòbils. Això millora la seguretat i allarga la vida útil dels equips evitant el desgast mecànic.
Per a tècniques de fabricació de precisió, explora el nostre Serveis de mecanitzat de precisió CNC .
Electrònica
El manteniment de superfícies exteriors suaus en els tancaments de dispositius
electrònics com telèfons intel·ligents i ordinadors portàtils es basen en forats de context per assegurar que els fixadors s’enfilin amb la superfície exterior, proporcionant un disseny elegant i una ergonomia millorada.
Components de muntatge en PCB
a les plaques de circuit imprès (PCBs), els cargols de CounterSunk s’utilitzen per assegurar components sense molestar altres capes. Això ajuda a garantir la longevitat i la fiabilitat dels dispositius electrònics.
Construcció
Instal·lació de cobertes i parets de secà per a acabats i seguretat
en la construcció, els forats de context són essencials per crear acabats de moda a la coberta i a la paret de sec. Això no només millora l’aspecte, sinó que també elimina els perills de disminució i assegura un entorn més segur.
Fabricació de mobles
La creació de juntes de moda i els fixadors ocults
els forats de les fixacions permeten als fabricants de mobles crear juntes suaus i fluixos mentre oculta cargols. D’aquesta manera es produeix un aspecte més net i més professional, sobretot en mobles de gamma alta.
Millorar l’estètica general del producte
que oculta els fixadors amb forats de Suntersink millora l’atractiu visual dels mobles, creant un acabat perfecte que destaca l’artesania.
marina
Reduint l’arrossegament i el manteniment de superfícies suaus del casc
similar a l’aeroespacial, la indústria marina utilitza forats de context per reduir l’arrossegament. Assegurar -se que els fixadors s’asseuen a les superfícies de la casc, els vaixells i els vaixells es poden moure de manera més eficient a través de l’aigua.
La prevenció de la corrosió en ocultar els fixadors
ocultant fixadors en entorns marins redueix el risc de corrosió, ampliant la vida del vaixell i garantint un millor rendiment en condicions dures.
| Indústria | Els beneficis dels forats de SunterSink |
| Aeroespacial | Reducció de l’arrossegament, reducció de l’estrès |
| Automoció | Acabat suau, muntatge perfecte |
| Fabricació | Estètica millorada, funcionament suau |
| Electrònica | Superfícies llises, muntatge de components de moda |
| Construcció | Acabat, seguretat, fixadors ocults |
| Mobles | Articulacions, fixadors ocults, estètica |
| Marí | Reducció d’arrossegament, prevenció de la corrosió |
Com podeu veure, els forats de SunterSink són fonamentals per tenir èxit a través d'una àmplia gamma d'indústries. Ofereixen avantatges funcionals com el rendiment millorat i la reducció de l’estrès, alhora que proporcionen beneficis estètics que eleven la qualitat general i l’aspecte dels productes.
Gràfics de mida del forat de SUBTERSINK per a fixadors comuns
Quan es treballa amb els forats de SUPTERSINK, és fonamental triar la mida correcta en funció del fixador que utilitzeu. Tant ANSI com ISO proporcionen gràfics de mida normalitzats que ajuden a garantir els acabats adequats i encaixats. A continuació, es mostra com utilitzar aquests gràfics per combinar els fixadors amb les dimensions adequades.
Gràfics de mida ANSI per a cargols de capçal pla
L’ ANSI (American National Standards Institute) proporciona directrius específiques per a les dimensions del forat de SUPERSINK per a les fixacions imperials . S’utilitzen habitualment als Estats Units per a cargols de cap pla, assegurant que els fixadors s’asseuen amb la superfície.
| Mida de fixació (fil) | Diàmetre del forat pilot (Close Fit) | Diàmetre del forat pilot (ajustament normal) | Diàmetre del forat del pilot (ajustament solt) | Diàmetre de comptabilitat de les comptabilitat | angle de comptabilitat |
| #0 | 1/15 | 6/79 | 3/32 | 5/32 | 82 ° |
| #1 | 3/37 | 4/45 | 8/77 | 16/03 | 82 ° |
| #2 | 3/32 | 6/69 | 6/62 | 32/07 | 82 ° |
| #3 | 5/47 | 8/69 | 9/70 | 1/4 | 82 ° |
| #4 | 25/03 | 9/70 | 14/97 | 9/32 | 82 ° |
| #5 | 9/64 | 5/32 | 11/64 | 5/16 | 82 ° |
| #6 | 2/13 | 10/59 | 27/05 | 32/11 | 82 ° |
| #8 | 9/50 | 10/51 | 13/61 | 3/8 | 82 ° |
| #10 | 15/73 | 21/95 | 5/21 | 16/07 | 82 ° |
Taula 1: gràfic de de capçal
| presa | mida ANSI per a la | pla |
| 1/4 | 9/16 | 82 ° |
| 5/16 | 5/16 | 82 ° |
| 3/8 | 5/16 | 82 ° |
| 16/07 | 29/32 | 82 ° |
| 1/2 | 1 | 82 ° |
| 5/8 | 5/4 | 82 ° |
| 3/4 | 3/2 | 82 ° |
| 7/8 | 7/4 | 82 ° |
| 1 | 2 | 82 ° |
| 9/8 | 5/4 | 82 ° |
| 5/4 | 3/2 | 82 ° |
Taula 2: Mida de comptes per mida del fil (ANSI)
Gràfics de mida ISO per a diferents mides de fil
Per als fixadors mètrics , la ISO (Organització Internacional per a la Normalització) defineix les mides de SunterSink. Aquests estàndards s’utilitzen àmpliament en la fabricació global, garantint la compatibilitat entre els fixadors entre diferents països.
| Mida del fil (mètrica) | Diàmetre del forat pilot (Close Fit H12) | Diàmetre del forat pilot (ajustament normal H13) | Diàmetre del forat pilot (Fit Loose H14) | Suntersink Diàmetre | Suntersink Angle |
| M3 | 3.2 mm | 3,4 mm | 3,6 mm | 6,94 mm | 90 ° |
| M3.5 | 3,7 mm | 3,9 mm | 4,2 mm | 8,96 mm | 90 ° |
| M4 | 4,3 mm | 4,5 mm | 4,8 mm | 9,18 mm | 90 ° |
| M5 | 5,3 mm | 5,5 mm | 5,8 mm | 11,47 mm | 90 ° |
| M6 | 6,4 mm | 6,6 mm | 7,0 mm | 13,71 mm | 90 ° |
| M8 | 8,4 mm | 9,0 mm | 10,0 mm | 18,25 mm | 90 ° |
| M10 | 10,5 mm | 11,0 mm | 12,0 mm | 22,73 mm | 90 ° |
| M12 | 13,0 mm | 13,5 mm | 14,5 mm | 27,21 mm | 90 ° |
| M16 | 17,0 mm | 17,5 mm | 18,5 mm | 33,99 mm | 90 ° |
Taula 3: gràfic de mida ISO per a mides de fil mètric
Com utilitzar els gràfics de mida per combinar els fixadors i assegurar -se adequat
Utilitzar aquests gràfics de mida és senzill. Primer, identifiqueu la mida del fixador que utilitzeu (per exemple, #6 o M4). A continuació, consulteu el gràfic per trobar el diàmetre del forat pilot correcte, el diàmetre de comptabilitat i l’angle. Assegureu -vos de coincidir amb la mida del cap del cargol amb el diàmetre de CounterSink per aconseguir un acabat.
Aquí teniu un procés pas a pas:
Identifiqueu la mida del fixador : determineu si utilitzeu un fixador imperial o mètric.
Comproveu la mida del forat pilot : utilitzeu el gràfic per trobar el diàmetre del forat pilot correcte per al fixador.
Diàmetre de concordança de concordança : assegureu -vos que el diàmetre de SunterSink és més gran que el capçal de fixació.
Utilitzeu un angle correcte : assegureu -vos que l’angle coincideixi amb l’estàndard de fixació (82 ° per a ANSI, 90 ° per a ISO).
Disseny de forats de SunterSink amb programari CAD
A l’hora de dissenyar forats en projectes d’enginyeria, el programari CAD té un paper crucial en la garantia de precisió i l’adherència a les normes. Molts programes CAD populars proporcionen eines integrades que simplifiquen el disseny de forat de SUPTERSINK, garantint que els enginyers puguin crear models precisos de manera eficient.
Funcionalitat integrada per crear comptadors en programes CAD
El programari Modern CAD, com SolidWorks , AutoCAD i Fusion 360 , inclou eines integrades per crear forats de Conversink. Aquestes eines permeten als enginyers afegir ràpidament contestings estàndard als dissenys sense calcular manualment les dimensions. A SOLIDWORKS, per exemple, podeu utilitzar l' assistent de forat per especificar el diàmetre, l'angle i la profunditat del context. Aquesta eina ajusta automàticament el forat en funció del tipus de fixador seleccionat, tant si segueix els estàndards ANSI o ISO . Funció de la clau de
| programari | per a Suntersinks |
| Solidworks | Assistent de forat per a disseny ràpid |
| Autocad | Modelització 3D i paràmetres personalitzats |
| Fusió 360 | Eines de fabricació integrades |
Importància d’adherir -se a les normes ANSI i ISO
És imprescindible dissenyar forats de context que s’adhereixen a les normes ANSI o ISO . Aquests estàndards dicten l’angle i el diàmetre correctes per a les fixacions de diferents regions. Per exemple, ANSI utilitza sovint un angle de 82 ° per a fixadors imperials, mentre que ISO recomana un angle de 90 ° per a cargols mètrics. Mitjançant l’ús de les eines CAD, els dissenyadors poden assegurar -se que les dimensions de contrarestació coincideixen amb els fixadors, evitant problemes de muntatge durant la fabricació.
| estàndard | Angle de subterrània |
| Ansi | 82 ° |
| ISO | 90 ° |
Consells per definir i cridar correctament les funcions de SunterSink
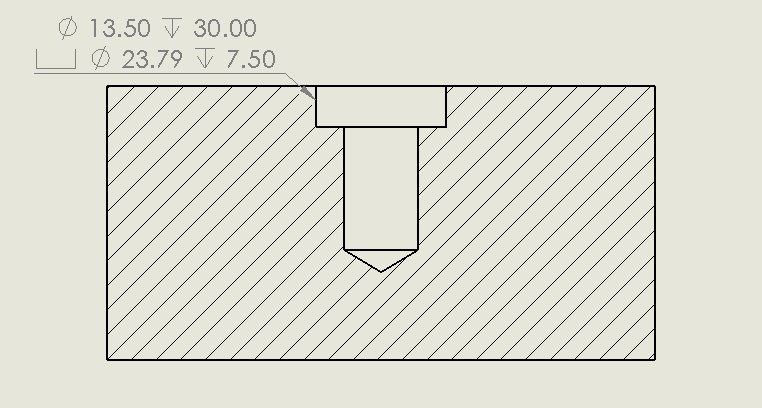
Quan es dissenya forats de context, és important definir clarament les funcions del dibuix. El programari CAD us permet especificar el diàmetre, l’angle i la profunditat de la part de les trucades de disseny . Aquestes funcions s’han d’etiquetar mitjançant els símbols adequats, com 'V ' per a CounterSinks. Assegureu -vos d’incloure totes les tres dimensions (diàmetre, angle i forat pilot) en crear dibuixos. D’aquesta manera es garanteix que el fabricant tingui tota la informació necessària per perforar el forat de Suntersink amb precisió.
A continuació, es mostra un exemple de convocatòria adequada:
Ø10.0 ↧ 1,5 - 82 °
Aquesta trucada especifica un forat de 10 mm de diàmetre amb un punt de partida de 1,5 mm de profunditat de 82 °.
Ús de símbols GD i T : assegureu -vos que l'ús correcte de símbols GD & T (dimensionament geomètric i tolerància) per trucar a les funcions de SUBTERSINK.
Incloure informació de tolerància : quan sigui necessari, incloure toleràncies bilaterals o unilaterals per tenir en compte qualsevol variació en la fabricació.
Conclusió
Els forats de SunterSink són essencials en l'enginyeria i la fabricació per aconseguir els acabats i reduir l'estrès. Disseny adequat, seguint els estàndards ANSI o ISO, garanteix que els fixadors s’ajusten de manera segura. L'ús del programari CAD simplifica el procés de disseny, mentre que la fabricació professional garanteix la precisió. Per obtenir resultats òptims, treballeu sempre amb fabricants experimentats que entenguin les complexitats de comptes.














