Дупките за бројачи се од суштинско значење во инженерството и градежништвото, обезбедувајќи сврзувачки елементи да седат со површината. Од мобилни телефони до индустриска опрема, CountersInking игра клучна улога во машински метал, дрво и лим.
Оваа статија ќе истражи какви се дупките за броење, нивната употреба и како да се применат ANSI стандардите за да се создадат прецизни, црвенини завршувања во производството. Дознајте за алатките, техниките и апликациите што ги прават дупките за бројачи од витални во разни индустрии.
Што е дупка за бројачи?
Дупката за броење е вдлабнатина во форма на конус на врвот на дупчената дупка. Неговата цел е да се овозможи сврзувачки елементи, како завртки со Flathead, да седат црвени или веднаш под површината. Овој дизајн ја подобрува и естетиката и функционалноста со намалување на ризикот од прицврстувачи или оштетување.
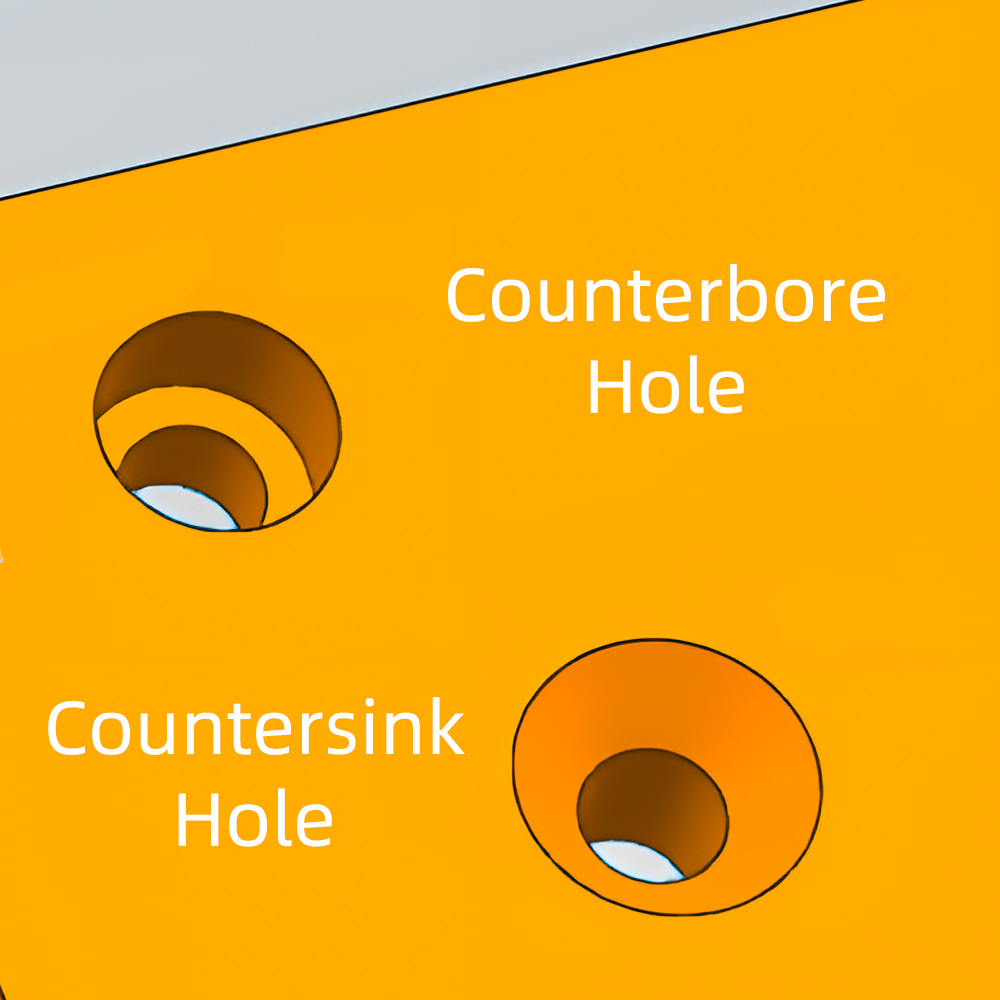
Разликата помеѓу бројачите и контрабурните
Countersink создава конусен отвор, додека контрабарот создава цилиндричен вдлабнување. Контрабурот се користи кога главата на завртката треба да биде рамна и под површината, честопати со завртки за капачето на штекерот. Од друга страна, бројачите се идеални за сврзувачки елементи со конусни глави, обезбедувајќи мазна завршница. За подетална споредба, можете да се повикате на нашиот водич за Контрабор наспроти дупки за Spotface.
| карактеристики на | на бројачи | бројачите |
| Форма | Конусна | Цилиндричен |
| Користете | Завртки на Flathead, навртки | Завртки за капакот на штекерот |
| Површинска завршница | Испирање или под-светло | Само испирање |
Подолу е визуелно што ги покажува разликите помеѓу бројачот и контрабур:
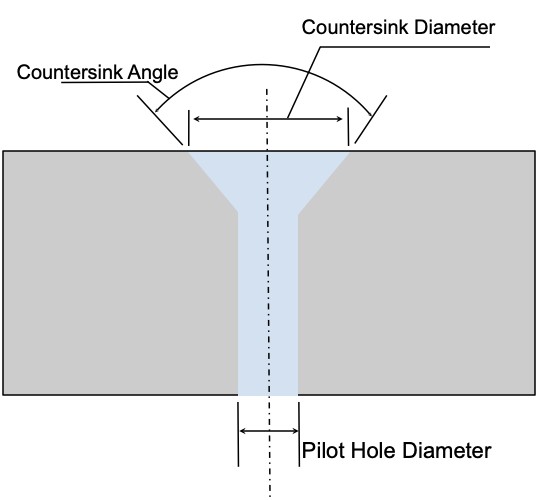
Клучни компоненти на дупката за броење
Дијаметар на бројачот
Дијаметарот на шалтерот треба да биде поголем од главата на прицврстувачот за да се осигура дека седи светло. Инженерите ја одредуваат соодветната големина заснована на димензиите на главата на завртката и материјалот што се користи.
Аглите на аголот на
бројачите на аголот се разликуваат во зависност од типот на прицврстувачот. Вообичаени агли вклучуваат 82 ° за ANSI/империјални сврзувачки елементи и 90 ° за метрички сврзувачки елементи. Важно е да се совпадне со аголот на главата на прицврстувачот со аголот на бројачот за оптимално вклопување.
Дијаметар на пилот -дупка
Дијаметарот на пилот -дупката е клучен за да се обезбеди правилно да се вклопи. Дијаметарот обично се одредува со големината на завртката и посакуваната дозвола. Пилот -дупката мора да биде дупчат токму, бидејќи ги диктира целокупните перформанси и вклопувањето на прицврстувачот во собранието. За повеќе информации за различни типови дупки во инженерството, проверете го нашиот сеопфатен водич за Различни видови на дупки во инженерството.
Видови на агли на бројачи
Аглите на бројачите се разликуваат во зависност од видот на апликацијата и прицврстувачот. Изборот на точен агол обезбедува сврзувачки елементи да седат со површината, спречуваат оштетување и подобрување на естетиката. Подолу се дадени стандардни агли на бројачи и нивната употреба во различни индустрии.
60 ° за дебагирање
Аголот на бројачи од 60 ° најчесто се користи за дебагирање . Ги отстранува острите рабови или закопчувања од дупчат дупки, обезбедувајќи помазни завршувања. Овој агол не се користи обично за прицврстување, но е клучен за подготовка на површини за други операции.
82 ° за завртки за империјални бројачи (американски стандард)
Во САД, аголот од 82 ° е стандард за завртки за империјални бројачи . Широко се користи во индустрии како метало работење и обработка на дрво каде што треба да седат завртки. Овој агол обезбедува привлечна вклопување за завртки со Flathead, обезбедувајќи безбедно прицврстување и чист изглед.
90 ° за метрички шалтери завртки
За метрички сврзувачки елементи , стандардниот агол на броење е 90 °. Ова е вообичаено во меѓународното производство и се користи за проекти кои бараат прецизни вклопувања, особено во електроника и автомобилски апликации. Обезбедува униформност во различни региони и индустрии.
| на агол | за употреба | Апликација |
| 60 ° | Дебарирање | Метални површини, подготвувајќи се за прицврстување |
| 82 ° | Завртки за империјални бројачи (нас) | Дрво обработка, металинг |
| 90 ° | Метрички бројачи завртки | Електроника, Автомобилство |
100 ° за БА завртки
Аголот од 100 ° се користи за завртки за британско здружение (БА) . Овие завртки се вообичаени кај постарите машини и прецизни уреди. Поширокиот агол помага да се обезбеди поголема површина за контакт, обезбедувајќи подобро прицврстување на деликатни или мали делови.
120 ° за метални навртки
120 ° Countersinks се дизајнирани за метални навртки . Овие сврзувачки елементи често се користат во градежништвото и воздушната, каде е потребна посилна, потрајна врска. Поширокиот агол му помага на занитките да седат и спречува да ги оштети тенките метални листови. За повеќе информации за занитките и нивните апликации, видете ја нашата статија за Завртки.
За подетални информации за производните процеси кои вклучуваат создавање прецизни дупки и други карактеристики, можеби ќе ве интересира нашиот водич за ЦПУ прецизна машинска обработка.
Вообичаени сврзувачки елементи што се користат со дупки за броење
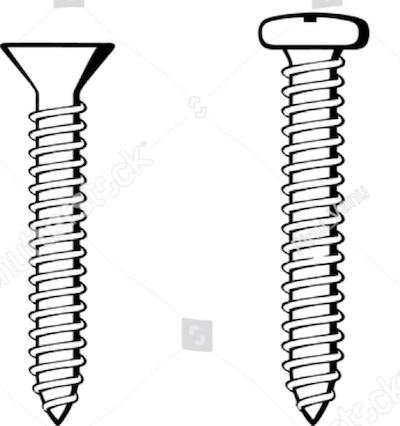
Дупките за бројачи се дизајнирани да работат со специфични сврзувачки елементи, обезбедувајќи мазна, црвена површина. Најчестите употребени сврзувачки елементи вклучуваат завртки со Flathead и навртки . Совпаѓањето на типот на прицврстувачот со точните димензии на дупката за бројачи е клучно за постигнување и безбедно вклопување и чиста завршница.
Завртки на Flathead : Овие завртки имаат конусна глава што совршено се вклопува во дупките за бројачи, дозволувајќи им да седат црвени или под-плаш.
Завртки : Користени во разни индустрии, навртките честопати се спарени со дупки за броење за трајно прицврстување, особено во воздушната и електрониката. За повеќе информации за занитките и нивните апликации, видете ја нашата статија за Завртки.
| Тип на прицврстувач Заедничкиот | на апликации | агол на броење |
| Завртки на Flathead | Дрво обработка, металинг | 82 ° (САД), 90 ° (метрика) |
| Завртки | Воздухопловна, електроника | 120 ° (за лим) |
Завртки на Flathead
Завртките на Flathead се едни од најчестите сврзувачки елементи што се користат со дупките за бројачи, заради нивната способност да создадат црвена или вдлабнатина површина. Рамниот конусен облик на главата на завртката совршено се вклопува во дупката за конусни броеви, елиминирајќи го секое испакнување.
Предности на користење на завртки со Flathead со дупки за броеви на обврзници,
обезбедуваат чиста, мазна завршница што спречува Snag или мешање. Тие се идеални за површини со висок контакт, како машински делови, кабинети и електроника. Овој вид на прицврстувач често се користи таму каде што естетиката и безбедноста се приоритет.
Како да се обезбеди плашлива завршница
за да се постигне црвена завршница, клучно е да се совпадне со аголот на главата на завртката со аголот на дупката за бројачи. На пример, користете Countersink од 82 ° за империјални сврзувачки елементи и 90 ° за метрички сврзувачки елементи. Правилно дупчење на пилот -дупката и поставување на точна длабочина, исто така, гарантира дека завртката се наоѓа совршено испуштена.
Други типови на прицврстувачи
Заврзниците на занитките
често се користат со дупки за бројачи во индустриите каде што е потребно трајно решение за прицврстување. Во воздушната простор, занитките се користат за обезбедување на метални листови без испакнати глави, што го намалува влечењето. Тие се исто така популарни во електрониката, каде што компонентите мора да седат црвени со куќиштето.
Не-навојни сврзувачки елементи
Различни сврзувачки елементи кои не се навоени, како брави на четврт-вртења и други сврзувачки елементи, се исто така компатибилни со дупките за бројачи. Овие често се користат во апликации за кои е потребно чести склопување и расклопување, како што се мебел или домување на опрема.
Завртки и други специјализирани сврзувачки елементи имаат корист од употребата на поширок агол на броење, како што е 120 °, особено во апликациите за лим , обезбедувајќи безбедна и мазна врска. За повеќе информации за типови лимови и нивни апликации во измислица, можеби ќе бидете заинтересирани за нашата статија за типови лимови што можете да ги користите во измислица.
Кога работите со овие сврзувачки елементи и дупките за броење, прецизноста е клучна. За процесите на производство со голема прецизност, можеби ќе сакате да ги истражите нашите Услуги за машинска обработка на ЦПУ , кои можат да обезбедат точно и конзистентно производство на делови со дупки за броеви и други карактеристики.
Производство на дупки за броење
Производството на броеви на бројачи бара прецизност и вистинските алатки за да се обезбеди сврзувачки елементи да седат светло или под површината. Процесот вклучува избор на точни алатки и следење на соодветни чекори за секој тип на материјал, без разлика дали е метал, дрво или пластика. За производство на висока прецизност, Машинската обработка на ЦПУ може да биде одлична опција.
Алатки и опрема за броење
Чекор-по-чекор процес за дупчење дупки за броење
Вежбајте ја пилот -дупката со помош на стандарден бит за вежба малку помал од дијаметарот на завртката.
Изберете го точниот агол на броењето врз основа на типот на завртката (на пр., 82 ° за Империјал, 90 ° за метрика).
Изберете бит за бројачи со соодветен агол и дијаметар за големината на вашата завртка.
Поставете ја длабочината на вашата вежба или користете мерач на длабочина за да обезбедите постојана длабочина.
Вежбајте го бројачот полека и стабилно, применувајќи светлосен притисок.
Проверете го резултатот за да се обезбеди завртката да се запали со површината.
За повеќе информации за различни типови дупки и нивните апликации, проверете го нашиот водич за Различни видови на дупки во инженерството.
Совети за прецизно и конзистентно спротивставување
Користете вежба печат за подобра контрола и точност.
Започнете со бавна брзина и постепено зголемување за да спречите муабет.
Нанесете мала количина на течност за сечење при метали за преклопување.
За големи серии, користете бројач со пилот за да одржите конзистентност.
Техники за броење на различни материјали
Метали (челик, алуминиум, итн.)
Користете HSS или карбид за бројачи за најдобри резултати.
Нанесете течност за сечење за да ја намалите топлината и да го подобрите животот на алатките.
Прилагодете ја брзината и храната врз основа на цврстината на металот.
За повеќе информации за работа со различни метали, може да ја најдете нашата статија на Титаниум наспроти алуминиум корисен.
Пластика
Користете остри, брзи брзини на бродови за да избегнете топење на пластиката.
Често нанесете светлосен притисок и чисти чипови.
Размислете за користење на чекор -вежба за подобра контрола во тенка пластика.
Дрво
Користете бит специфичен за дрво специфичен со поцврст агол (околу 70 °).
Вежбајте со голема брзина со светлосен притисок за да спречите разделување.
За дрвени предмети, пред-ископајте ја пилот-дупката за да избегнете солзи.
Предности и недостатоци на дупките за броење
Предности
Исцрпните и уредните изгледи
дупки за бројачи овозможуваат сврзувачки елементи како завртки за Flathead да седат црвени или под површината, создавајќи чист, професионален изглед. Ова е особено корисно во апликации како мебел и електроника, каде што е важно изгледот.
Прикривањето на сврзувачки елементи
со дупки за бројачи, сврзувачки елементи може лесно да се сокрие, подобрувајќи ја естетиката. На пример, во обработка на дрво, завртки може да бидат покриени со кит и да се обојат, што ги прави скоро невидливи.
Намален ризик од оштетување или повреда
со обезбедување на сврзувачки елементи да седат, дупките на бројачите го минимизираат ризикот од оштетување или повреда од испакнати глави на завртки. Ова е клучно во машините или уредите каде изложените завртки може да грабнат облека или да предизвикаат повреди.
Подобрената дистрибуција на оптоварување и намалувањето на стресот,
дупките за вртење помагаат да се шири товарот на прицврстувачот повеќе рамномерно низ целата површина. Ова ја намалува концентрацијата на стресот, спречувајќи пукнатини или неуспех. Спротивно на тоа, директните дупки имаат тенденција да го концентрираат стресот околу главата на завртката, зголемувајќи ја веројатноста за оштетување со текот на времето.
| на видот на дупката, | на дистрибуцијата на дистрибуција на оптоварување | концентрацијата на стрес |
| Дупка за бројачи | Дури и | Пониско |
| Директна дупка | Нерамна | Повисоко |
Недостатоци
Потребно за специјализирани алатки и вештини
за пренасочување бара специјализирани алатки како што се битови за вежбање и алатки за дебагирање. Не сите стандардни вежби можат да создадат точни дупки за броење. Вешти оператори честопати се потребни за да се обезбеди прецизност.
Намалената јачина во споредба со директните
дупки на дупките, истовремено подобрувањето на естетиката и безбедноста, малку ја намалуваат структурната јачина на прицврстувачот. Конусната форма може да обезбеди помалку површина за контакт во споредба со директните дупки, што доведува до помал капацитет на оптоварување во одредени апликации.
Предизвиците за постигнување на прецизни
тврди материјали како не'рѓосувачки челик или титаниум можат да го отежнат постигнувањето на прецизни дупки за бројачи. Потребни се специјализирани, висококвалитетни алатки за да се избегне оштетување на материјалот, а процесот може да биде одземаат многу време.
Повисоките трошоци за производство
како резултат на потребата за прецизни алатки и квалификувана работна сила, броењето често ги зголемува трошоците за производство. Ова може да биде фактор во големо производство каде што се важни временските и буџетските ограничувања.
Апликации на дупки за бројачи во разни индустрии
Дупките за бројачи имаат широк спектар на апликации во различни индустрии, нудејќи и естетски и функционални придобивки. Тие обезбедуваат сврзувачки елементи да седат, го намалуваат влечењето и обезбедуваат мазни површини што го подобруваат изгледот и перформансите.
Воздухопловна
Исцрпните површини за намалено аеродинамичко влечење
во воздушната, мазните површини се клучни за да се намали влечењето. Дупките за бројачи обезбедуваат сврзувачки елементи да седат, минимизирајќи ги турбуленциите и ја подобруваат ефикасноста на горивото.
Намалувањето на стресот во областите со висок стрес
во прицврстувачите на бројачите се дистрибуираат стрес по рамномерно во области со висок стрес, намалувајќи ја можноста за замор на материјалот и подобрување на безбедноста во изградбата на авиони.
За повеќе информации за производството на воздушна вселена, проверете го нашиот водич за Производство на воздушни делови и компоненти.
Автомобилство
Приложување на панели за тело за мазна завршница
во автомобилската индустрија, дупките за бројачи се користат за да се прикачат панелите на телото безбедно, без да се загрози надворешната завршница на возилото. Ова обезбедува и естетска привлечност и аеродинамични перформанси.
Внатрешното склопување без да се компромитира дизајнот
во автомобилот, прицврстувачите за бројачи се користат за склопување на компонентите додека одржуваат елегантен, непрекинат дизајн. Овозможува мазни површини во области кои честопати ги допираат патниците.
Дознајте повеќе за производството на автомобили во нашата статија за Автомобилски делови и производство на компоненти.
Производство и склопување
Подобрената естетика во
широкопојасните производи за потрошувачки производи често се користат во потрошувачките производи за да ги прикријат сврзувачките елементи, обезбедувајќи полиран, професионален изглед. Ова е особено важно кај високо-стоки каде естетиката игра голема улога.
Нежните работи на подвижните делови
во машините, дупките за бројачи ги спречуваат главите на прицврстувачите да се мешаат во подвижните делови. Ова ја подобрува безбедноста и го продолжува животниот век на опремата со избегнување на механичко абење.
За техники за прецизно производство, истражете ги нашите CNC услуги за прецизност за машинска обработка.
Електроника
Одржувањето на мазни надворешни површини во електроните на уредот
Електроника како паметни телефони и лаптопи се потпираат на дупките за броење за да се осигурате дека сврзувачките елементи се испуштија со надворешната површина, обезбедувајќи и елегантен дизајн и подобрена ергономија.
Компоненти за монтирање на PCB
во табли со печатени кола (PCB), завртките за бројачи се користат за да се обезбедат компоненти без да се нарушат другите слоеви. Ова помага да се обезбеди долговечност и сигурност на електронските уреди.
Изградба
Инсталирање на палуби и drywall За плашлива завршница и безбедност
во градежништвото, дупките за бројачи се од суштинско значење за создавање на црвенини завршувања во палубата и dryидот. Ова не само што го подобрува изгледот, туку и ги елиминира опасните опасности и обезбедува побезбедна околина.
Производство на мебел
Креирање на црвени зглобови и прикривање на
дупките за броење на прицврстувачите им овозможува на производителите на мебел да создадат мазни, црвени зглобови додека прикриваат завртки. Ова резултира во почист, попрофесионален изглед, особено во мебел од високо ниво.
Зајакнувањето на целокупната естетика на производот
прикривајќи сврзувачки елементи со дупки за бројачи ја подобрува визуелната привлечност на мебелот, создавајќи непречена завршница што ја истакнува занаетчиството.
Бенефиции за морска индустрија
Намалување на влечење и одржување на мазни површини на трупот
слични на воздушната, морската индустрија користи дупки за броење за да го намали влечењето. Со обезбедување на сврзувачки елементи да седат на површините на трупот, чамците и бродовите можат да се движат поефикасно низ вода.
Спречувањето на корозијата со прикривање на
прицврстувачите за прикривање на сврзувачки елементи во морските средини го намалува ризикот од корозија, проширување на животот на бродот и обезбедување подобри перформанси во остри услови.
| од индустријата | од дупките за бројачи |
| Воздухопловна | Намалено влечење, намалување на стресот |
| Автомобилство | Мазна завршница, беспрекорно склопување |
| Производство | Подобрена естетика, мазна работа |
| Електроника | Мазни површини, монтирање на компонентата |
| Изградба | Црвена завршница, безбедност, скриени сврзувачки елементи |
| Мебел | Исцрпни споеви, скриени сврзувачки елементи, естетика |
| Морски | Намалена влечење, превенција од корозија |
Како што можете да видите, дупките за бројачи се фундаментални за успехот во широк спектар на индустрии. Тие нудат функционални предности како подобрени перформанси и намален стрес, истовремено даваат и естетски придобивки што го зголемуваат целокупниот квалитет и појава на производи.
Графикони за големината на дупката за обврски за вообичаени сврзувачки елементи
Кога работите со дупки за броење, неопходно е да изберете точна големина заснована на прицврстувачот што го користите. И ANSI и ISO обезбедуваат стандардизирани графикони со големина кои помагаат да се обезбеди соодветно вклопување и црвенило завршни. Еве како да ги користите овие графикони за да одговараат на сврзувачки елементи со соодветните димензии на бројачот.
Графикони со големина на ANSI за завртки со рамна глава
АНСИ (Американски национален институт за стандарди) обезбедува специфични упатства за димензиите на дупката за бројачи за империјални сврзувачки елементи . Овие најчесто се користат во САД за завртки со рамна глава, обезбедувајќи сврзувачки елементи да седат со површината.
| Големина на прицврстувачот (нишка) | Дијаметар на пилот -дупка (блиску) | дијаметар на пилот -дупка (нормално вклопување) дијаметар | -дупка (лабава вклопување) | пилот | на |
| #0 | 1/15 | 6/79 | 3/32 | 5/32 | 82 ° |
| #1 | 3/37 | 4/45 | 8/77 | 3/16 | 82 ° |
| #2 | 3/32 | 7/69 | 7/62 | 7/32 | 82 ° |
| #3 | 5/47 | 8/69 | 9/70 | 1/4 | 82 ° |
| #4 | 3/25 | 9/70 | 14/97 | 9/32 | 82 ° |
| #5 | 9/64 | 5/32 | 11/64 | 5/16 | 82 ° |
| #6 | 2/13 | 10/59 | 5/27 | 11/32 | 82 ° |
| #8 | 9/50 | 10/51 | 13/61 | 3/8 | 82 ° |
| #10 | 15/73 | 21/95 | 5/21 | 7/16 | 82 ° |
Табела 1: Табела со големина на ANSI за прицврстувачи на прицврстувачи
| за прицврстувачи на | прицврстувачи за | прицврстувачи на големина |
| 1/4 | 9/16 | 82 ° |
| 5/16 | 5/16 | 82 ° |
| 3/8 | 5/16 | 82 ° |
| 7/16 | 29/32 | 82 ° |
| 1/2 | 1 | 82 ° |
| 5/8 | 5/4 | 82 ° |
| 3/4 | 3/2 | 82 ° |
| 7/8 | 7/4 | 82 ° |
| 1 | 2 | 82 ° |
| 9/8 | 5/4 | 82 ° |
| 5/4 | 3/2 | 82 ° |
Табела 2: Големина на броење по големината на конецот (ANSI)
Графикони со големина на ISO за различни големини на навој
За метрички сврзувачки елементи , ISO (Меѓународна организација за стандардизација) ги дефинира големините на бројачите. Овие стандарди се широко користени во глобалното производство, обезбедувајќи компатибилност помеѓу сврзувачките елементи во различни земји.
| Големина на конецот (метричка) | дијаметар на пилот -дупката (блиску H12) | Дијаметар на пилот -дупка (нормално вклопување H13) | (лабава вклопена H14) | -дупка | Дијаметар на пилот |
| М3 | 3,2 мм | 3,4 мм | 3,6 мм | 6,94 мм | 90 ° |
| М3.5 | 3,7 мм | 3,9 мм | 4,2 мм | 8,96 мм | 90 ° |
| М4 | 4,3 мм | 4,5 мм | 4,8 мм | 9,18 мм | 90 ° |
| М5 | 5,3 мм | 5,5 мм | 5,8 мм | 11,47 мм | 90 ° |
| М6 | 6,4 мм | 6,6 мм | 7,0 мм | 13,71 мм | 90 ° |
| М8 | 8,4 мм | 9,0 мм | 10,0 мм | 18,25 мм | 90 ° |
| М10 | 10,5 мм | 11,0 мм | 12,0 мм | 22,73 мм | 90 ° |
| М12 | 13,0 мм | 13,5 мм | 14,5 мм | 27,21 мм | 90 ° |
| М16 | 17,0 мм | 17,5 мм | 18,5 мм | 33,99 мм | 90 ° |
Табела 3: Табела со големина на ISO за големини на метрички навој
Како да користите графикони со големина за да одговараат на сврзувачки елементи и да обезбедите соодветно вклопување
Користењето на овие графикони со големина е едноставно. Прво, идентификувајте ја големината на прицврстувачот што го користите (на пр., #6 или M4). Потоа, погледнете на табелата за да го пронајдете точниот дијаметар на пилот -дупката, дијаметарот на броењето и аголот. Бидете сигурни дека ќе одговараат на големината на главата на завртката со дијаметарот на бројачите за да постигнете црвена завршница.
Еве чекор-по-чекор процес:
Идентификувајте ја големината на прицврстувачот : утврдете дали користите империјален или метрички спој.
Проверете ја големината на пилот -дупката : Користете ја табелата за да го пронајдете точниот дијаметар на пилот -дупката за прицврстувачот.
ДИАМЕТЕР ЗА ДОБИВНИЦИ НА СОДРИНА : Осигурете се дека дијаметарот на бројачот е поголем од главата на прицврстувачот.
Користете точен агол : Осигурете се дека аголот одговара на стандардот на прицврстувачот (82 ° за ANSI, 90 ° за ISO).
Дизајн на дупки за бројачи со софтвер CAD
При дизајнирање на дупки за броење во инженерски проекти, CAD софтверот игра клучна улога во обезбедувањето прецизност и придржување кон стандардите. Многу популарни програми за CAD обезбедуваат вградени алатки кои го поедноставуваат дизајнот на дупките за бројачи, обезбедувајќи инженерите да создадат точни модели ефикасно.
Вградена функционалност за создавање бројачи во програми за CAD
Современиот CAD софтвер, како што се SolidWorks , AutoCAD и Fusion 360 , вклучува вградени алатки за создавање дупки за бројачи. Овие алатки им овозможуваат на инженерите брзо да додадат стандардни бројачи на дизајни без рачно пресметување на димензиите. На пример, во SolidWorks, можете да го користите Волшебникот за дупки за да го наведете дијаметарот, аголот и длабочината на бројачот. Оваа алатка автоматски ја прилагодува дупката врз основа на избраниот вид на прицврстувач, без разлика дали ги следи ANSI или ISO . стандардите
| софтверски клуч за бројачи | Функција за |
| SolidWorks | Волшебник за дупка за брз дизајн |
| AutoCAD | 3Д моделирање и прилагодени параметри |
| Фузија 360 | Интегрирани алатки за производство |
Важноста на придржување кон ANSI и ISO стандардите
Од суштинско значење е да се дизајнираат дупки за броење што се придржуваат кон ANSI или ISO . стандардите Овие стандарди го диктираат точниот агол и дијаметар за сврзувачки елементи во различни региони. На пример, ANSI често користи агол од 82 ° за империјални сврзувачки елементи, додека ISO препорачува агол од 90 ° за метрички завртки. Со користење на CAD алатки, дизајнерите можат да обезбедат димензиите на бројачот да одговараат на сврзувачките елементи, избегнувајќи проблеми со склопувањето за време на производството.
| Стандарден | агол на бројачи |
| Анси | 82 ° |
| ISO | 90 ° |
Совети за правилно дефинирање и повикување на карактеристики на бројачот
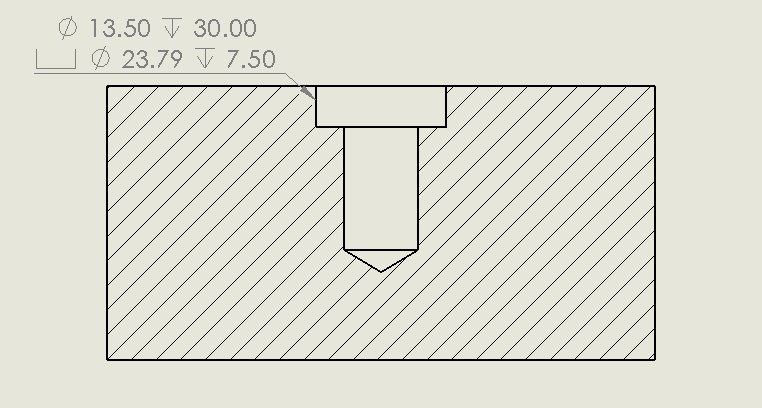
Кога дизајнирате дупки за бројачи, важно е да ги дефинирате карактеристиките јасно на цртежот. CAD софтверот ви овозможува да ги наведете дијаметарот, аголот и длабочината на бројачот во дизајнерските повици . Овие карактеристики треба да бидат етикетирани со помош на соодветни симболи, како 'v ' за бројачи. Осигурете се да ги вклучите сите три димензии (дијаметар, агол и пилот -дупка) при креирање цртежи. Ова осигурува дека производителот ги има сите потребни информации за точно вежбање на дупката за бројач.
Еве еден пример за правилен повик за броење:
Ø10,0 ↧ 1,5 - 82 °
Овој повик одредува дупка со дијаметар од 10мм со длабочина од 1,5 мм, 82 ° Countersink.
Употреба на симболи на GD & T : Обезбедете правилна употреба на GD & T (геометриски димензионирање и толеранција) симболи за да ги повикате карактеристиките на бројачите.
Вклучете информации за толеранција : Кога е потребно, вклучете билатерални или еднострани толеранции за да се земат предвид сите варијанти во производството.
Заклучок
Дупките за бројачи се од суштинско значење во инженерството и производството за постигнување на црвенини завршни места и намалување на стресот. Правилниот дизајн, следејќи ги стандардите ANSI или ISO, обезбедува безбедно спојување. Користењето CAD софтвер го поедноставува процесот на дизајнирање, додека професионалниот производствен гарантира прецизност. За оптимални резултати, секогаш работете со искусни производители кои ги разбираат сложеноста на броењето.














