लेजर उत्कीर्णन या लेजर एचिंग: अपने प्रोजेक्ट लेई कुस दा अधिकार ऐ? जदके दवैं तकनीकें स्थायी निशान पैदा करदियां न, तां एह् गहराई, स्थायित्व, ते अनुप्रयोगें च बक्ख-बक्ख न। सही तरीका चुनना तुंदी सामग्री, स्थायित्व दी जरूरतें, ते बजट उप्पर निर्भर करदा ऐ।
इस पोस्ट च, अस लेजर उत्कीर्णन बनाम लेजर एचिंग च गोता लागे , प्रक्रिया, सामग्री, ते लागत च प्रमुख अंतर गी कवर करगे। तुस सिखगेओ जे हर इक गी कदूं चुनना ऐ, व्यावहारिक उद्योग उदाहरण, ते अपनी जरूरतें आस्तै बेहतरीन तरीका चुनने आस्तै टिप्स।
लेजर उत्कीर्णन क्या ऐ?
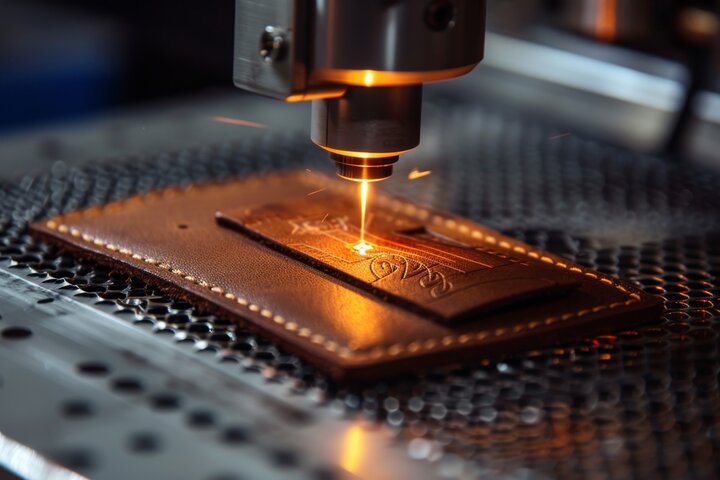
लेजर उत्कीर्णन इक सटीक तकनीक ऐ जेह् ड़ी उंदी सतह गी वाष्पित करियै समग्गरी गी स्थायी रूप कन्नै चिह्नित करदी ऐ। इस भाग च लेजर उत्कीर्णन, इसदे फायदे ते खामियां, उपयुक्त सामग्री, ते आम औद्योगिक अनुप्रयोगें दी खोज कीती गेई ऐ।
प्रक्रिया विवरण ऐ
एह् प्रक्रिया समग्गरी दी सतहें गी वाष्पित करने आस्तै केंद्रत लेजर ऊर्जा दा उपयोग करदी ऐ , जिस कन्नै सटीक गुहा पैटर्न पैदा होंदी ऐ । जदूं लेजर बीम लक्ष्य सतह कन्नै संपर्क करदे न तां एह् तीव्र गर्मी पैदा करदे न, ठोस पदार्थ गी सीधे वाष्प च बदलदे न। एह् वाष्पीकरण तंत्र होर चिह्नित तरीकें दी तुलना च गहरी गुहाएं गी पैदा करदा ऐ ।
उत्कीर्णन दी गहराई आमतौर उप्पर 0.020 इंच तगर पुज्जी जंदी ऐ , जेह्ड़ी इसदे आधार उप्पर बक्ख-बक्ख ऐ :
लेजर उत्कीर्णन दे फायदे
लेजर उत्कीर्णन कई मजबूर करने आह् ले फायदें गी उपलब्ध करोआंदा ऐ:
लंबे समें तकर निशान: उत्कीर्ण निशान पहनने-प्रतिरोधी होंदे न, जेह्ड़े कठोर परिस्थितियें दे संपर्क च औने आह्ले उत्पादें आस्तै उपयुक्त होंदे न।
भारी-भरकम अनुप्रयोग: इसदी स्थायित्व इसगी उनें घटकें गी चिह् नने दी अनुमति दिंदा ऐ जेह् ड़े नियमित रूप कन्नै संभालने जां चरम वातावरण गी झेलदे न।
उच्च परिशुद्धता ते दोहराने दी समर्थ: लेजर उत्कीर्णन उत्कृष्ट सटीकता प्रदान करदा ऐ, उच्च मात्रा उत्पादन च स्थिरता गी सुनिश्चित करदा ऐ।
व्यापक सामग्री संगतता : एह् तकनीक सामग्री दी इक विस्तृत श्रृंखला उप्पर कम्म करदी ऐ , जिंदे च धातुएं , प्लास्टिक , ते इत्थूं तगर जे लकड़ी बी शामल ऐ ।
लेजर उत्कीर्णन दे नुकसान
अपनी ताकत दे बावजूद, लेजर उत्कीर्णन किश सीमाएं गी पेश करदा ऐ:
उच्च ऊर्जा खपत : वाष्पीकरण प्रक्रिया च महत्वपूर्ण बिजली इनपुट दी मंग ऐ
परिचालन लागत च वृद्धि : उपकरणें दे रखरखाव ते संचालन खर्च वैकल्पिक तरीकें शा मते
सामग्री प्रतिबंध : किश सामग्री अपने भौतिक गुणें दे कारण अनुपयुक्त साबित होंदी ऐ
लेजर उत्कीर्णन के लिए उपयुक्त सामग्री
लेजर उत्कीर्णन कई सामग्री गी समायोजित करदा ऐ:
धातुएं : ऐ
स्टेनलेस स्टील दा
एल्यूमीनियम ऐ
टाइटेनियम ऐ
पीतल दा
गैर-धातु सामग्री :
लक्कड़ी
फाइबरग्लास ऐ
कागज
बहुलक चुनें
आम ऐपलीकेशन
लेजर उत्कीर्णन दा बड्डा स्थायित्व जरूरतें आह् ले हिस्सें गी चिऱन्नत करने आस्तै व्यापक रूप कन्नै इस्तेमाल कीता जंदा ऐ। आम अनुप्रयोगें च शामल न:
औद्योगिक भागें: मशीन घटकें गी लेबल करने आस्तै निर्माण च इस्तेमाल कीता जंदा ऐ, पता लाने दी समर्थता ते स्थायित्व गी सुनिश्चित करना।
चिकित्सा उपकरण: उद्योग मानकें दी आसानी कन्नै पन्छान ते अनुपालन आस्तै सर्जिकल उपकरणें पर सीरियल नंबर जां कोड उत्कीर्णन।
मोटर वाहन ते एयरोस्पेस घटक: चरम वातावरण कन्नै सरबंधत भागें गी चिह्नित करने आस्तै आदर्श, लंबे समें तगर चलने आह्ले ते पठनीय निशान उपलब्ध करोआने आस्तै।
लेजर एचिंग कीऽ ऐ ?
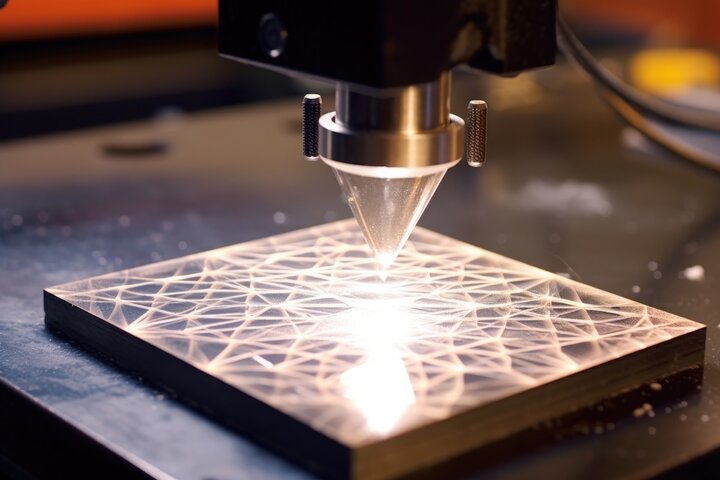
लेजर एचिंग सतह दे पिघलने दे माध्यम कन्नै स्थायी निशान पैदा करदा ऐ, जिस कन्नै एह् विविध सामग्री च सटीक निशान आस्तै आदर्श बनांदा ऐ। इत्थें, अस इस गल्लै दी खोज करदे आं जे लेजर एचिंग किस चाल्लीं कम्म करदी ऐ, इसदे फायदे ते सीमाएं, उपयुक्त सामग्री, ते आम उपयोग।
प्रक्रिया विवरण ऐ
इस प्रक्रिया च विशिश्ट बिंदुएं पर उच्च ताप ऊर्जा पैदा करने आस्तै केंद्रित लेजर बीम दा कम्म कीता जंदा ऐ। जदूं लेजर सामग्री दी सतह कन्नै संपर्क करदा ऐ तां एह् तेजी कन्नै पिघलने ते माइक्रो-स्तरीय विस्तार गी शुरू करदा ऐ। इस थर्मल परस्पर क्रिया कन्नै स्थानीयकृत बदलाव होंदा ऐ, जिसदे फलस्वरूप ठंडा होने दे बाद दिक्खे गेदे निशान दिक्खे जंदे न।
तंत्र च शामल ऐ :
ऊर्जा अवशोषण ते गर्मी रूपांतरण
सूक्ष्म स्तर पर सतह पिघलना
सामग्री विस्तार ते बनावट संशोधन
सतह पर रंग परिवर्तन
ठेठ एचिंग गहराई 0.0001 थमां 0.001 इंच तगर ऐ, जेह् ड़ी चिह्नित विशेषताएं पर सटीक नियंत्रण पेश करदी ऐ।
लेजर एचिंग दे फायदे
लेजर एचिंग कई मजबूर करने आह् ले फायदें गी उपलब्ध करोआंदा ऐ:
उच्च परिशुद्धता : असाधारण सटीकता गी गहने जां चिकित्सा घटकें पर जटिल डिजाइनें ते छोटे विवरणें आस्तै बिल्कुल सही बनांदी ऐ
तेजी कन्नै उत्पादन : इसदी गति होर निशान तकनीकें गी पार करदी ऐ , जिस कन्नै कुशल बड्डे पैमाने पर उत्पादन गी सक्षम बनाया जंदा ऐ
लागत-प्रभावी संचालन : घट्ट बिजली दी जरूरतें गी घट्ट करना परिचालन खर्चें गी घट्ट करना
सामग्री बहुमुखी प्रतिभा : मोटी ते पतली दोनों सामग्री पर प्रभावी ढंगै कन्नै कम्म करदी ऐ
ऊर्जा दक्षता : वैकल्पिक निशान दे तरीकें दी तुलना च घट्ट शा घट्ट बिजली खपत
लेजर एचिंग दे नुकसान
अपने फायदें दे बावजूद, लेजर एचिंग किश सीमाएं गी पेश करदा ऐ:
स्थायित्व दी चिंता : चूंकि निशान सतह दे स्तर उप्पर होंदे न , इस करियै कठोर परिस्थितियें च एह् समें कन्नै घट्ट होई सकदे न ।
उपकरण प्रतिबंध : विशिष्ट फाइबर लेजर प्रणाली दी लोड़ ऐ, छोटे संचालन लेई सुलभता गी सीमित करना
रखरखाव दी जरूरतें : नियमित प्रणाली कैलिब्रेशन ध्यान दी लोड़ ऐ
लेजर एचिंग लेई उपयुक्त सामग्री
धातुएं : ऐ.
गैर-धातुएं दा:
शीशा
सिरेमिक ऐ
बहुलक ऐ
चयनित ऐक्रेलिक
आम ऐपलीकेशन
लेजर एचिंग ऐसे ऐपलीकेशनें लेई आदर्श ऐ जिंदे च गहरे, पहनने-प्रतिरोधी निशान दी लोड़ नेईं ऐ। इसदा व्यापक रूप कन्नै इस्तेमाल कीता जंदा ऐ:
कलात्मक ते हल्के व्यावसायिक उत्पाद: गहने, निजीकृत नेमप्लेट, ते कस्टम मेटल उत्पादें जनेह् चीजें लेई उपयुक्त।
भाग पता लाने दी समर्थता: उनें उद्योगें लेई जरूरी ऐ जित्थै घटक दी पन्छान मती जरूरी ऐ , जि’यां मोटर वाहन , इलेक्ट्रॉनिक्स , ते एयरोस्पेस ।

लेजर एचिंग ते उत्कीर्णन दी तुलना करना
लेजर एचिंग ते उत्कीर्णन समान दिक्खने गी मिलदा ऐ पर गहराई, स्थायित्व ते दक्षता च मता अंतर होंदा ऐ। मुक्ख कारकें दे आधार उप्पर इनें तरीकें दी विस्तृत तुलना एह् ऐ ।
कट दी गहराई
एचिंग: उथले निशान पैदा करदा ऐ, आमतौर पर 0.0001 ते 0.001 इंच दे बश्कार। एह् सतह-स्तरीय निशान डिजाइनें लेई आदर्श ऐ जिंदे च गहराई दी लोड़ नेईं ऐ।
उत्कीर्णन: गहरी कटौती, 0.020 इंच तक। बधी दी गहराई कन्नै उत्कीर्ण निशान गी उच्चा ते स्थायी रूप कन्नै दिक्खेआ जंदा ऐ।
स्थायित्व ते पहनने दा प्रतिरोध
एचिंग: अपने उथले कटें दे कारण कम टिकाऊ, सौंदर्य प्रयोजनें जां हल्के-हल्के उत्पादें आस्तै अनुकूल।
उत्कीर्णन: होर टिकाऊ ते पहनने-प्रतिरोधी, कठोर वातावरण च इस्तेमाल कीते जाने आह् ले हिस्सें लेई आदर्श, जि’यां औद्योगिक जां बाहरी सेटिंग्स।
उत्पादन दी मात्रा ते लागत
एचिंग: बड्डे-मार्ग उत्पादन आस्तै मती लागत प्रभावी। इसदी तेज़ प्रसंस्करण ते घट्ट बिजली दी जरूरतें इसगी बजट-अनुकूल विकल्प बनांदी ऐ।
उत्कीर्णन: समें ते ऊर्जा च बढ़ौतरी दे कारण उच्च लागत। उत्कीर्णन ऐसे ऐपलीकेशनें लेई सर्वश्रेष्ठ अनुकूल ऐ जित्थै स्थायित्व उत्पादन लागत थमां मता ऐ।
आवेदन बहुमुखी प्रतिभा
एचिंग: बक्ख-बक्ख उद्योगें च लचीलापन पेश करने आह् ले धातुएं, कांच, ते किश बहुलकें समेत सामग्री दी इक विस्तृत श्रृंखला कन्नै संगत।
उत्कीर्णन: ज्यादातर धातुएं ते किश कार्बनिक पदार्थें, जि’यां लकड़ी, इसदी उच्च बिजली दी जरूरतें दे कारण सीमित।
गति ते दक्षता
एचिंग: तेज़ प्रक्रिया, उच्च गति उत्पादन वातावरण जां अल्पकालिक परियोजनाएं आस्तै आदर्श।
उत्कीर्णन: धीमी पर होर विस्तार कन्नै, एह् जटिल, स्थायी डिजाइनें आस्तै पसंदीदा विकल्प बनांदा ऐ जिंदे च सटीकता दी लोड़ होंदी ऐ।
पर्यावरणीय प्रभाव
लेजर एचिंग आमतौर पर उत्कीर्णन थमां घट्ट बिजली दा खपत करदा ऐ, जिस कन्नै एह् ऐसे अनुप्रयोगें आस्तै मता इको-फ्रेंडली विकल्प बनी जंदा ऐ जिंदे च गहराई जां स्थायित्व दी लोड़ नेईं ऐ। उत्कीर्णन च मती ऊर्जा दी लोड़ होंदी ऐ , जेह्दे कन्नै परिचालन लागत ते पर्यावरणीय प्रभाव च वृद्धि होई सकदी ऐ ।
| तुलना कारक | लेजर एचिंग | लेजर उत्कीर्णन |
| कट दी गहराई | उथले (0.0001 - 0.001 इंच) | गहरी (0.020 इंच तक) |
| स्थायित्व | कम टिकाऊ, सौंदर्य प्रयोजनें लेई | उच्च टिकाऊ, कठोर वातावरण आस्तै उपयुक्त |
| कीमत | उच्च मात्रा लेई लागत प्रभावी | समें ते बिजली दी जरूरतें दे कारण उच्चा |
| सामग्री संगतता | व्यापक रेंज (धातु, कांच, बहुलक) | मुख्य रूप कन्नै धातुएं ते विशिष्ट जैविक |
| रफ्तार | तेज़ ऐ | धीमी ऐ पर होर विस्तार कन्नै |
| इको-मित्रता | कम बिजली खपत | उच्च बिजली खपत |
लेजर उत्कीर्णन ते लेजर एचिंग दे बीच चुनने पर विचार करने आह्ले कारक
लेजर उत्कीर्णन ते लेजर एचिंग दे बश्कार फैसला करदे बेल्लै, सामग्री संगतता, निशान स्थायित्व, उत्पादन जरूरतें, ते बजट जनेह् बक्ख-बक्ख कारकें पर विचार करना जरूरी ऐ।

सामग्री गुण ते संगतता
सामग्री दा किस्म फैसले गी मता प्रभावित करदा ऐ। लेजर एचिंग सामग्री दी इक विस्तृत श्रृंखला कन्नै संगत ऐ, जिस च धातुएं, कांच, ते किश प्लास्टिक शामल न, जेह् ड़े बहुमुखी अनुप्रयोगें आस्तै आदर्श बनांदे न। लेजर उत्कीर्णन, हालांकि, अपनी उच्च बिजली दी जरूरतें दे कारण धातुएं ते किश कार्बनिक पदार्थें (जैसा लकड़ी) तगर सीमित ऐ।
निशान दी वांछित गहराई ते स्थायित्व
गहरे निशानें आस्तै उत्कीर्णन : जेकर तुंदे प्रोजेक्ट गी गहरे निशान (0.02 इंच थमां मते) दी लोड़ होंदी ऐ तां उत्कीर्णन आदर्श विकल्प ऐ । इसदी गहराई अतिरिक्त स्थायित्व प्रदान करदी ऐ , जेह्ड़ी कठोर परिस्थितियें च उजागर उत्पादें आस्तै उपयुक्त ऐ ।
उत्पादन दक्षता आस्तै एचिंग : एचिंग उत्कीर्णन थमां लगभग दो गुना तेज़ ऐ , जेह्दे कन्नै एह् उच्च गति उत्पादन आस्तै आदर्श ऐ जित्थें गहराई महत्वपूर्ण नेईं ऐ ।
लागत-संवेदनशील अनुप्रयोग : तंग बजट आह् ली परियोजनाएं लेई, एचिंग आमतौर पर अपनी घट्ट बिजली ते सामग्री दी जरूरतें दे कारण मती लागत प्रभावी ऐ।
उत्पादन दी मात्रा ते गति दी लोड़
बड्डे पैमाने पर उत्पादन आस्तै, गति ते दक्षता महत्वपूर्ण होई जंदी ऐ। लेजर एचिंग दा तेज़ प्रसंस्करण समें उच्च उत्पादन मात्रा दी अनुमति दिंदा ऐ, जिस कन्नै एह् द्रव्यमान-चिह्न आह् ली चीजें आस्तै उपयुक्त ऐ। इसदे बरोबर, उत्कीर्णन दी धीमी गति घट्ट मात्रा जां विशेश चीजें आस्तै बेह्तर ऐ जेह् ड़ी लम्मी उमर दी मंग करदी ऐ ।
बजट ते लागत दे विचार
बजट इक बड्डा फैसला करने आह्ला कारक होई सकदा ऐ। लेजर उत्कीर्णन च बिजली दी जरूरतें च बढ़ौतरी ते लंबे समें दे प्रसंस्करण दे समें दे कारण अपफ्रंट ते परिचालन लागत दी प्रवृत्ति होंदी ऐ। लेजर एचिंग, जेह् ड़ी कम ऊर्जा दी लोड़ होंदी ऐ, बजट-चेतन परियोजनाएं लेई, खास करियै उच्च मात्रा च उत्पादन च इक मता किफायती विकल्प पेश करदी ऐ।
सौंदर्य पसंद ते डिजाइन जटिलता
जटिल जां विस्तृत डिजाइनें लेई, एचिंग ते उत्कीर्णन दोनें कन्नै उत्तम नतीजे हासल होई सकदे न। हालांकि, एचिंग दे सतह-स्तरीय निशान नाजुक, उच्च-सटीक डिजाइनें लेई आदर्श न, जि’यां हल्के व्यावसायिक आइटमें पर लोगो जां सीरियल नंबर। उत्कीर्णन भारी पहनने दे संपर्क च औने आह् ले हिस्सें आस्तै उच्च टिकाऊ, स्पर्श डिजाइन बनाने लेई बेहतर अनुकूल ऐ।
| कारक | अनुशंसित प्रक्रिया |
| सामग्री संगतता | एचिंग (ब्रोडर रेंज) ऐ। |
| वांछित गहराई | उत्कीर्णन (0.02 इंच या उसदे कोला मता) |
| उत्पादन दक्षता | एचिंग (2x तेज़) |
| बजट | एचिंग (लागत-प्रभावी) |
| सौंदर्य जटिलता | एचिंग (सटीक डिजाइन) |
| स्थायित्व | उत्कीर्णन (उच्चे पहनने वाले हिस्से) |
सार
संक्षेप च, लेजर उत्कीर्णन ते लेजर एचिंग दी गहराई, स्थायित्व, ते प्रसंस्करण गति च अंतर ऐ। उत्कीर्णन गहरे, लंबे समें तगर चलने आह् ले निशान पैदा करदा ऐ, जदके एचिंग तेज़, सतह-स्तरीय निशानें दी पेशकश करदा ऐ। विशिष्ट अनुप्रयोगें च वांछित नतीजें गी हासल करने आस्तै सही विधि दा चयन करना बड़ा जरूरी ऐ। एह् इस गल्लै गी यकीनी बनांदा ऐ जे निशान स्थायित्व, लागत, ते सौंदर्य जरूरतें गी पूरा करदे न।
फैसला करने पर सामग्री संगतता, उत्पादन गति, ते बजट जनेह् मुक्ख कारकें पर विचार करो। परामर्श दे माहिर जटिल परियोजनाएं लेई मार्गदर्शन देई सकदे न। इनें मतभेदें गी समझदे होई तुस लेजर उत्कीर्णन बनाम लेजर एचिंग च अपनी जरूरतें आस्तै सूचित विकल्प बनाई सकदे ओ.
संदर्भ स्रोत ऐ
लेजर उत्कीर्णन
फकस ऐ
प्रश्न: लेजर उत्कीर्ण जां एचड कीती जाई सकदी ऐ?
ए: सतह निशान बक्ख-बक्ख सामग्री पर प्रभावी ढंगै कन्नै कम्म करदा ऐ। धातु निर्माण प्रक्रियाएं इस्पात, एल्यूमीनियम, दौनें तरीकें लेई पीतल दा समर्थन करदी ऐ। सामग्री दा उपचार कांच, मिट्टी दे बर्तनें, एचिंग आस्तै बहुलक तकर फैले दा ऐ, जिसलै के सामग्री प्रसंस्करण लकड़ी, उत्कीर्णन आस्तै फाइबरग्लास पर उत्कृष्टता हासल करदी ऐ। सतह कम्म करने दी क्षमता सब्सट्रेट परत गुणें उप्पर निर्भर करदी ऐ ।
प्रश्न: लेजर-उत्प्रेरित जां लेजर-एच दे निशान किन्नी देर तकर चलदे न?
ए: एचिंग दे माध्यम कन्नै स्थाई पन्छान आमतौर पर सामान्य परिस्थितियें च 5-10 साल दी स्थायित्व प्रदान करदी ऐ। उत्कीर्णन दे माध्यम कन्नै गहरा निशान स्थायी निशान पैदा करदा ऐ, कठोर औद्योगिक अनुप्रयोगें आस्तै आदर्श बेहतर अमिट निशान पेश करदा ऐ।
प्रश्न: क्या रंग दे निशान लेई लेजर उत्कीर्णन ते एचिंग दा इस्तेमाल कीता जाई सकदा ऐ?
ए: एचिंग दे माध्यम कन्नै सतह संशोधन काले, सफेद, जां ग्रे सामग्री ब्रांडिंग पैदा करदा ऐ। थर्मल प्रसंस्करण कन्नै पन्छान प्रक्रिया दे दौरान वर्कपीस बाहरी अवशोषण ते परावर्तन अनुपात उप्पर आधारत रंग बदलाव गी प्रभावित करदा ऐ।
प्रश्न: लेजर उत्कीर्णन ते एचिंग कन्नै जुड़ी दी ठेठ लागत केह् ऐ?
ए: एचिंग दे माध्यम कन्नै सामग्री च बदलाव दी लोड़ घट्ट ऐ। विस्तारित प्रसंस्करण समें, उच्च ऊर्जा खपत, सामग्री कठोरता, ते निर्माण क्षमता दी जरूरतें दे कारण गहरे निशान खर्चें च वृद्धि होंदी ऐ।
प्रश्न: मैं अपनी उत्कीर्णन जां एचिंग दी जरूरतें आस्तै सही लेजर मशीन किस चाल्ली चुनना ऐ?
ए: निर्माण उद्देश्यें पर आधारित ऑप्टिकल सिस्टम चुनो। लेजर मशीनरी चयन बाहरी परत संरचना, उत्पादन पैमाने दी जरूरतें, बीम स्रोत दक्षता, ते बैच आकार दी मंग उप्पर निर्भर करदा ऐ।
प्रश्न: लेजर उत्कीर्णन/एचिंग दी प्रसंस्करण गति केह् ऐ?
ए: एचिंग दे माध्यम कन्नै सतह लेबलिंग उत्कीर्णन दे आउटपुट स्तर थमां दो गुना हासल करदी ऐ। निर्माण दी मात्रा गति गी प्रभावित करदी ऐ , जेह् ड़ी आधार सामग्री गुणें ते डिजाइन जटिलता कन्नै बदलदी ऐ ।
प्रश्न: सामग्री दी जरूरतें च दोऐ तरीकें दे बिच्च केह् फर्क ऐ ?
ए: एचिंग सूट दे माध्यम कन्नै सतह संशोधन परावर्तक सब्सट्रेट परतें। उत्कीर्णन दे माध्यम कन्नै सामग्री वाष्पीकरण स्थायी छापें दी लोड़ आह् ली सख्त सामग्री गी अनुकूल बनांदा ऐ। सामग्री बनाने दी सफलता अवशोषण विशेषताएं उप्पर निर्भर करदी ऐ ।
प्रश्न: लेजर प्रसंस्करण उपकरणें लेई रखरखाव ते रखरखाव दे बारे च केह् ड़े विचार न?
ए: पेशेवर उपयोगें गी नियमित रूप कन्नै चिह्नित उपकरण कैलिब्रेशन दी लोड़ होंदी ऐ। सामग्री गी हटाने आस्तै लेजर प्रणाली च गहन कारोबारी अनुप्रयोगें दे कारण बार-बार रखरखाव दी लोड़ होंदी ऐ। दोनों डिमांड नियंत्रित धातुकर्म प्रक्रिया वातावरण।
होर सवालें लेई, आज ही टीम एमएफजी से संपर्क करें !



















