Lubang memainkan peran penting dalam teknik dan Pemesinan CNC , tetapi memahami berbagai jenis, simbol, dan aplikasi bisa menantang. Pernahkah Anda bertanya -tanya apa lubang counterbore atau bagaimana mengidentifikasi berbagai callout lubang dalam gambar teknik?
Artikel ini akan menyelam jauh ke dalam jenis lubang yang paling umum digunakan dalam rekayasa, termasuk lubang buta, melalui lubang, lubang counterbore, lubang wajah spot, dan banyak lagi. Kami akan mengeksplorasi karakteristik unik, aplikasi, dan cara mengidentifikasi mereka dalam gambar rekayasa menggunakan simbol dan panggilan standar.
Pentingnya lubang di bidang teknik
Lubang memainkan peran penting dalam berbagai bidang teknik. Mereka melayani berbagai tujuan, dari memungkinkan lewatnya kabel dan cairan untuk mengakomodasi pengencang. Lubang sangat penting untuk perakitan dan fungsionalitas komponen dan sistem rekayasa yang tak terhitung jumlahnya.
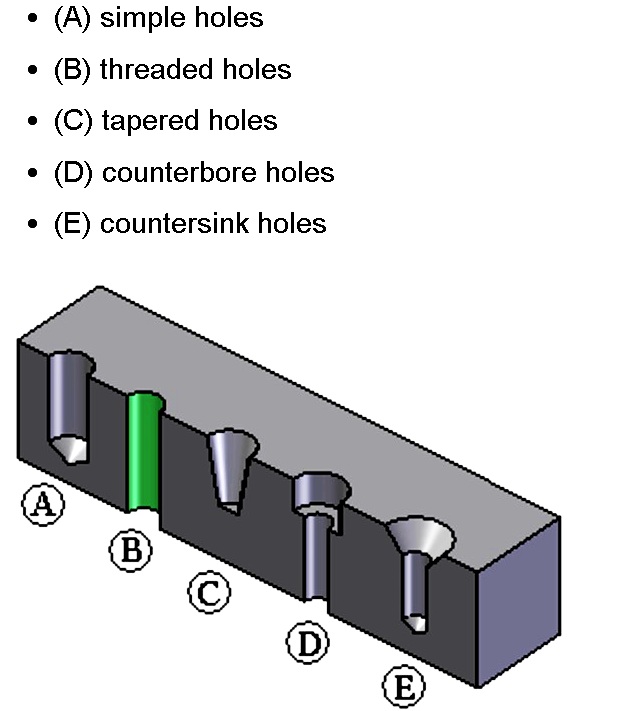
Dalam rekayasa mesin, lubang digunakan untuk mengikat bagian bersama. Lubang berulir, yang menampilkan benang internal yang dibuat melalui penyadapan atau penggilingan ulir, memungkinkan baut dan sekrup untuk menahan komponen dengan aman di tempatnya. Lubang izin, di sisi lain, menyediakan ruang bagi pengencang untuk melewati tanpa melibatkan utas.
Lubang juga penting dalam teknik listrik dan elektronik. PCB (papan sirkuit cetak) mengandalkan lubang untuk memasang dan menghubungkan komponen elektronik. Melalui lubang (Ø thru) memungkinkan bagian dari kabel dan lead, sementara lubang buta, ditandai dengan simbol ⌴, memberikan kedalaman spesifik untuk penempatan komponen.
Memahami fitur lubang
Definisi dan Karakteristik Umum
Bentuk, ukuran, dan kedalaman
Lubang adalah elemen penting dalam desain teknik. Mereka datang dalam berbagai bentuk, ukuran, dan kedalaman. Jenis lubang paling dasar adalah lubang langsung dengan penampang melingkar, dilambangkan dengan simbol Ø.
Diameter lubang adalah aspek penting dari desain lubang. Ini menentukan ukuran pengencang atau komponen yang dapat melewati atau masuk ke dalam lubang. Kedalaman adalah karakteristik penting lainnya, menentukan seberapa jauh lubang meluas ke materi.
Lokasi lubang dan toleransi
Lokasi lubang sangat penting dalam aplikasi teknik. Ini memastikan penyelarasan dan fungsi komponen yang tepat. Toleransi menentukan variasi yang dapat diterima dalam dimensi dan posisi lubang.
Lokasi lubang yang tepat sangat penting untuk proses perakitan. Lubang yang tidak selaras dapat menyebabkan masalah kesesuaian dan kinerja yang dikompromikan. Toleransi membantu mempertahankan konsistensi dan pertukaran bagian.
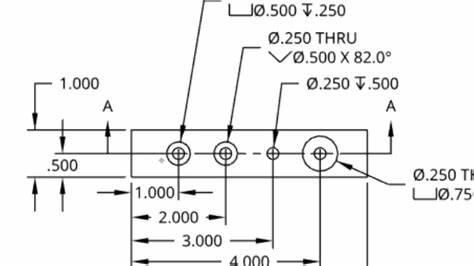
Simbol panggilan pada gambar teknik menunjukkan spesifikasi lubang. Ini termasuk dimensi diameter, kedalaman, dan lokasi. Interpretasi yang tepat dari simbol -simbol ini sangat penting untuk pemesinan dan penciptaan lubang yang akurat.
Teknik pemesinan untuk pembuatan lubang
Pengeboran, membosankan, reaming, dan banyak lagi
Berbagai teknik pemesinan digunakan untuk membuat lubang dalam komponen teknik. Pilihan metode tergantung pada faktor -faktor seperti ukuran lubang, kedalaman, persyaratan presisi, dan sifat material. Beberapa proses pembuatan lubang yang umum meliputi:
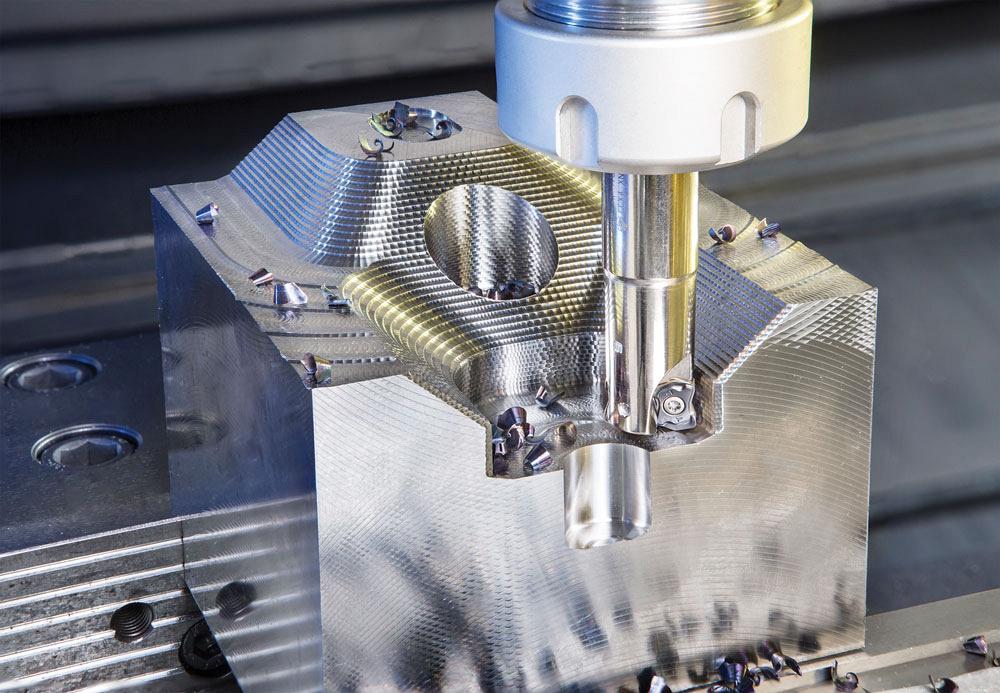
1.Drilling: Ini adalah metode yang paling umum untuk membuat lubang silindris. Ini melibatkan penggunaan bit bor berputar untuk menghilangkan bahan dan membuat lubang dengan diameter dan kedalaman yang diinginkan.
2.Boring: Boring digunakan untuk memperbesar atau meningkatkan keakuratan lubang yang sudah ada sebelumnya. Ini melibatkan penggunaan alat pemotong satu titik untuk menghilangkan bahan dari permukaan lubang, mencapai dimensi yang tepat dan lapisan akhir yang halus.
3.eaming: Reaming adalah operasi finishing yang meningkatkan permukaan akhir dan akurasi dimensi lubang yang dibor atau bosan. Ini melibatkan penggunaan alat pemotong multi-bermata yang disebut reamer untuk menghilangkan sejumlah kecil material dan mencapai hasil akhir yang mulus.
4.Thread Milling: Penggilingan utas adalah proses yang digunakan untuk membuat utas internal di lubang. Ini melibatkan penggunaan alat penggilingan benang untuk memotong benang ke permukaan lubang, memungkinkan pengencang berulir digunakan untuk perakitan.
Teknik pembuatan lubang khusus lainnya meliputi:
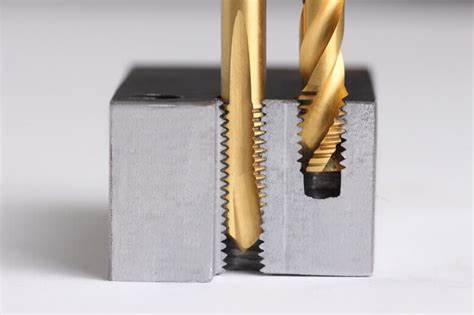
● Mengetuk: Membuat utas internal menggunakan alat penyadapan
● Counterboring: Membuat reses berdiameter lebih besar di bagian atas lubang yang dibor untuk mengakomodasi baut atau kepala sekrup
● Countersinking: Membuat reses kerucut di pintu masuk lubang untuk memungkinkan fitting flush sekrup kepala datar
Jenis lubang umum di bidang teknik
Lubang sederhana
Apa itu lubang sederhana?
Lubang sederhana adalah jenis lubang paling dasar yang digunakan dalam rekayasa. Ini adalah potongan melingkar dalam suatu objek, dengan diameter konstan di seluruh. Lubang sederhana mudah dibuat dan memiliki berbagai aplikasi.
Lubang -lubang ini dapat dibuat menggunakan berbagai metode, seperti pengeboran, meninju, atau pemotongan laser. Pilihan metode tergantung pada material, presisi yang diperlukan, dan volume produksi.
Lubang sederhana serba guna dan dapat ditemukan di banyak produk dan komponen yang berbeda di berbagai industri.
Simbol Callout dari Lubang Sederhana
Pada gambar teknik, lubang sederhana diwakili menggunakan simbol diameter (Ø). Simbol ini diikuti oleh diameter lubang.
Misalnya, lubang sederhana dengan diameter 10mm akan diberi label sebagai 'Ø10 ' pada gambar. Jika lubang melewati seluruh objek, itu dapat diberi label sebagai 'Ø10 melalui. '
Kedalaman lubang sederhana juga ditentukan pada gambar jika tidak melewati objek.
Penggunaan lubang sederhana
Lubang sederhana memiliki banyak aplikasi di bidang teknik. Mereka melayani berbagai tujuan, seperti:
● Memberikan titik untuk pengikat atau perakitan, seperti akomodatif baut atau sekrup
● Membuat izin atau akses untuk komponen lain
● Mengizinkan lewatnya cairan atau gas
● Melayani sebagai fitur lokasi atau penyelarasan untuk bagian perkawinan
Dalam rakitan, lubang sederhana sering digunakan untuk bergabung dengan banyak komponen bersama. Mereka memungkinkan penggunaan pengencang, seperti baut, sekrup, atau paku keling, untuk membuat koneksi yang aman.
Lubang sederhana juga dapat digunakan untuk pengurangan berat badan dalam komponen. Dengan menghilangkan bahan yang tidak perlu, desainer dapat membuat bagian yang lebih ringan tanpa mengurangi kekuatan atau fungsionalitas.
Selain itu, lubang sederhana dapat berfungsi sebagai saluran untuk cairan atau gas. Mereka memungkinkan untuk berlalunya cairan, udara, atau zat lain melalui komponen atau perakitan.
Lubang buta
Apa itu lubang buta?
Lubang buta adalah jenis lubang yang tidak melewati material. Ini seperti saku atau rongga yang memiliki kedalaman tertentu. Lubang buta dibuat dengan pengeboran, reaming, atau penggilingan ke dalam material tanpa menerobos ke sisi lain.
Kedalaman lubang buta dapat bervariasi tergantung pada aplikasi. Beberapa lubang buta dangkal, sementara yang lain bisa sangat dalam. Bagian bawah lubang buta bisa datar, berbentuk kerucut, atau melengkung, tergantung pada bentuk alat pemotong yang digunakan untuk membuatnya.
Lubang buta umumnya digunakan dalam banyak produk dan komponen yang berbeda. Mereka dapat ditemukan dalam segala hal mulai dari blok mesin hingga perangkat elektronik.
Simbol Callout dari Blind Hole
Pada gambar teknik, lubang buta diwakili menggunakan simbol diameter (Ø) diikuti oleh kedalaman lubang. Kedalaman biasanya ditentukan menggunakan simbol kedalaman yang terlihat seperti bendera.
Misalnya, lubang buta dengan diameter 10mm dan kedalaman 20mm akan diberi label sebagai 'Ø10 x 20 ' atau 'Ø10 - 20 dalam. ' Jika simbol kedalaman digunakan, akan terlihat seperti ini: 'Ø10 ⚑ 20. '
Penting untuk dicatat bahwa kedalaman lubang buta diukur dari permukaan material ke bagian bawah lubang. Ini berbeda dari lubang melalui, yang melewati materi.
Penggunaan lubang buta
Lubang buta memiliki banyak kegunaan berbeda dalam rekayasa. Beberapa aplikasi yang paling umum meliputi:
● Mengetuk: Lubang buta sering digunakan untuk mengetuk, yang merupakan proses pemotongan benang ke dalam lubang untuk menerima sekrup atau baut.
● Threading: Mirip dengan penyadapan, threading melibatkan pemotongan benang ke dalam lubang buta untuk membuat koneksi berulir.
● Lokasi: Lubang buta dapat digunakan sebagai fitur lokasi untuk membantu menyelaraskan atau posisi komponen selama perakitan.
● Pengurangan berat badan: Dalam beberapa kasus, lubang buta dapat digunakan untuk mengurangi berat komponen tanpa mengorbankan kekuatan atau fungsinya.
Lubang buta juga umumnya digunakan untuk pemasangan atau melampirkan komponen. Misalnya, lubang buta dapat digunakan untuk menerima pin dowel pers atau sisipan berulir.
Dalam beberapa aplikasi, lubang buta digunakan untuk pelumasan atau pengiriman pendingin. Lubang dapat digunakan untuk menyalurkan pelumas atau pendingin ke area spesifik komponen selama operasi.
Melalui lubang
Apa itu lubang melalui?
Lubang melalui adalah jenis lubang yang benar -benar melalui material atau objek. Tidak seperti lubang buta, yang memiliki kedalaman tertentu, lubang melalui menciptakan lubang di kedua sisi material. Ini berarti Anda dapat melihat cahaya melalui lubang dari satu sisi ke sisi lain.
Melalui lubang dapat dibuat menggunakan berbagai metode, seperti pengeboran, meninju, atau pemotongan laser. Pilihan metode tergantung pada material, presisi yang diperlukan, dan volume produksi.
Melalui lubang sangat umum dalam rekayasa dan dapat ditemukan di berbagai produk dan komponen. Mereka sering digunakan untuk pengikatan, penyelarasan, atau menciptakan lorong untuk cairan atau gas.
Simbol panggilan melalui lubang
Pada gambar teknik, melalui lubang diwakili menggunakan simbol diameter (Ø) diikuti oleh kata 'melalui ' atau 'melalui. '
Misalnya, lubang melalui dengan diameter 10mm akan diberi label sebagai 'Ø10 melalui ' atau 'Ø10 melalui ' pada gambar. Ini menunjukkan bahwa lubang berjalan sepanjang jalan melalui material.
Jika lubang melalui adalah bagian dari rakitan atau memiliki persyaratan spesifik, seperti toleransi atau permukaan akhir, ini juga akan ditentukan pada gambar.
Penggunaan lubang melalui
Melalui lubang memiliki banyak kegunaan berbeda dalam rekayasa. Beberapa aplikasi yang paling umum meliputi:
● Pengencang: Melalui lubang sering digunakan untuk baut, sekrup, atau pengencang lain untuk bergabung bersama -sama.
● Alignment: Melalui lubang dapat digunakan sebagai fitur lokasi untuk membantu menyelaraskan atau posisi komponen selama perakitan.
● Aliran cairan atau gas: Melalui lubang dapat membuat saluran untuk cairan atau gas untuk bergerak melalui komponen atau perakitan.
● Pengurangan berat badan: Dalam beberapa kasus, melalui lubang dapat digunakan untuk mengurangi berat komponen tanpa mengorbankan kekuatan atau fungsinya.
Melalui lubang juga umumnya digunakan dalam komponen listrik dan elektronik. Misalnya, papan sirkuit cetak (PCB) sering memiliki melalui lubang untuk komponen pemasangan atau membuat koneksi listrik.
Dalam beberapa aplikasi, melalui lubang digunakan untuk ventilasi atau pendinginan. Lubang memungkinkan udara mengalir melalui komponen atau perakitan, membantu menghilangkan panas dan mencegah panas berlebih.
Lubang yang terganggu
Apa itu lubang yang terputus?
Lubang yang terganggu adalah jenis lubang yang tidak kontinu atau lengkap. Ini adalah lubang yang berpotongan atau dilintasi oleh fitur lain, seperti slot, alur, atau lubang lain. Ini menciptakan diskontinuitas atau gangguan dalam geometri lubang.
Lubang yang terganggu biasanya dibuat menggunakan kombinasi operasi pengeboran dan penggilingan. Prosesnya melibatkan pengeboran serangkaian lubang yang tumpang tindih dan kemudian menggiling bahan yang tersisa untuk membuat bentuk yang diinginkan.
Simbol Callout dari lubang yang terganggu
Tidak ada simbol panggilan khusus untuk lubang yang terganggu pada gambar teknik. Sebaliknya, fitur individu yang membentuk lubang yang terganggu biasanya dipanggil secara terpisah.
Misalnya, jika lubang yang terganggu terdiri dari serangkaian lubang yang dibor dan slot yang digiling, gambar akan menentukan diameter dan kedalaman lubang yang dibor, serta lebar, panjang, dan kedalaman slot yang digiling.
Dalam beberapa kasus, lubang yang terputus dapat disebut sebagai fitur tunggal, dengan elemen individual yang ditentukan dalam catatan atau toleransi. Ini sering dilakukan untuk kejelasan atau kesederhanaan, terutama jika lubang yang terganggu adalah fitur penting dari bagian tersebut.
Penggunaan lubang yang terganggu
Lubang yang terganggu memiliki beberapa kegunaan berbeda dalam rekayasa. Beberapa aplikasi yang paling umum meliputi:
● Fitur perkawinan: Lubang yang terganggu dapat digunakan untuk membuat fitur kawin yang memungkinkan dua bagian untuk bersatu atau berinteraksi satu sama lain.
● Clearance: Lubang yang terganggu dapat memberikan izin untuk fitur atau komponen lain, seperti kabel, kabel, atau pengencang.
● Pengurangan berat badan: Dalam beberapa kasus, lubang yang terganggu dapat digunakan untuk mengurangi berat bagian tanpa mengurangi kekuatan atau fungsinya.
● Bagian pendingin atau pelumas: Lubang yang terganggu dapat membuat bagian untuk pendingin atau pelumas mengalir melalui bagian atau perakitan.
Salah satu keuntungan utama dari lubang yang terganggu adalah bahwa mereka memungkinkan geometri dan interaksi yang kompleks antara fitur. Dengan menggabungkan operasi pengeboran dan penggilingan, desainer dapat membuat lubang yang tidak mungkin dilakukan dengan satu operasi.
Namun, lubang yang terganggu juga bisa lebih menantang untuk diproduksi daripada lubang sederhana. Mereka membutuhkan perencanaan dan pelaksanaan yang cermat untuk memastikan bahwa fitur individu menyelaraskan dan berinteraksi dengan benar. Toleransi dan lapisan permukaan mungkin juga lebih penting untuk lubang yang terganggu, karena ketidaksejajaran atau kekasaran dapat mempengaruhi fungsi fitur kawin.
Lubang Counterbore
Apa itu lubang counterbore?
Lubang counterbore adalah jenis lubang yang memiliki dua diameter berbeda. Ini terdiri dari lubang berdiameter yang lebih besar yang dibor sebagian jalan ke dalam material, diikuti oleh lubang berdiameter yang lebih kecil yang berjalan sepanjang jalan. Bagian berdiameter yang lebih besar disebut counterbore, dan dirancang untuk mengakomodasi kepala baut atau sekrup.
Lubang counterbore biasanya dibuat menggunakan bor khusus yang disebut alat counterbore. Alat ini memiliki ujung pilot yang mengebor lubang berdiameter yang lebih kecil, dan tepi pemotongan berdiameter yang lebih besar yang menciptakan counterbore.
Simbol Callout dari lubang counterbore
Pada gambar teknik, lubang counterbore diwakili menggunakan simbol counterbore, yang terlihat seperti lingkaran dengan kotak kecil di dalamnya. Diameter counterbore ditentukan terlebih dahulu, diikuti oleh kedalaman counterbore. Diameter dan kedalaman lubang yang lebih kecil juga ditentukan.
Misalnya, lubang counterbore dengan counterbore berdiameter 10mm yang sedalam 5mm, dan diameter 6mm melalui lubang akan disebut sebagai '⌴ 10mm ⨯ 5mm, ∅6mm melalui '.
Penggunaan lubang counterbore
Lubang counterbore biasanya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Pemasangan Flush: Lubang counterbore memungkinkan baut atau sekrup untuk duduk siram dengan permukaan bahan, menciptakan penampilan yang halus dan bersih.
● Clearance: Counterbore menyediakan jarak dekat untuk kepala baut atau sekrup, memungkinkannya berputar bebas tanpa gangguan.
● Distribusi beban: Diameter yang lebih besar dari counterbore membantu mendistribusikan beban baut atau sekrup di atas area yang lebih besar, mengurangi konsentrasi tegangan.
Lubang counterbore sering digunakan dalam aplikasi di mana koneksi baut harus kuat dan aman, tetapi juga perlu memiliki penampilan yang bersih dan jadi. Mereka umumnya ditemukan dalam komponen otomotif dan kedirgantaraan, serta dalam mesin dan peralatan industri.
Lubang spotface
Apa itu lubang spotface?
Lubang spotface adalah jenis lubang yang memiliki counterbore yang dangkal, biasanya digunakan untuk membuat permukaan datar di sekitar lubang. Spotface biasanya cukup dalam untuk membersihkan penyimpangan atau kekasaran di sekitar lubang, memberikan permukaan yang halus dan bahkan untuk baut atau sekrup untuk duduk di terhadap.
Lubang spotface sering digunakan dalam aplikasi casting atau forging, di mana permukaan material mungkin kasar atau tidak rata. Dengan membuat spotface di sekitar lubang, desainer dapat memastikan bahwa pengikat akan memiliki titik pemasangan yang stabil dan aman.
Simbol Callout lubang spotface
Pada gambar teknik, lubang spotface diwakili menggunakan simbol spotface, yang terlihat seperti lingkaran dengan huruf 'sf ' di dalamnya. Diameter spotface ditentukan terlebih dahulu, diikuti oleh kedalaman spotface. Diameter dan kedalaman lubang utama juga ditentukan.
Misalnya, lubang spotface dengan spotface berdiameter 20mm dengan kedalaman 2mm, dan diameter 10mm melalui lubang akan disebut sebagai '⌴ SF 20mm ⨯ 2mm, ∅10mm melalui '.
Penggunaan lubang spotface
Lubang spotface umumnya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Persiapan Permukaan: Lubang spotface digunakan untuk menyiapkan permukaan bahan untuk koneksi baut atau kacau, memastikan bahwa pengikat memiliki titik pemasangan yang datar dan stabil.
● Distribusi Stres: Spotface membantu mendistribusikan tekanan pengikat pada area yang lebih besar, mengurangi risiko kerusakan atau kegagalan.
● Penyegelan: Dalam beberapa kasus, lubang spotface dapat digunakan untuk membuat permukaan penyegelan untuk paking atau cincin-O, membantu mencegah kebocoran atau kontaminasi.
Penerapan lubang spotface
Lubang spotface sering digunakan dalam aplikasi di mana permukaan material kasar atau tidak merata, seperti dalam coran atau lampiran. Mereka umumnya ditemukan dalam komponen otomotif dan kedirgantaraan, serta dalam mesin dan peralatan industri.
Beberapa aplikasi spesifik lubang spotface meliputi:
● Blok mesin dan kepala silinder
● Kasing transmisi dan rumah
● Komponen suspensi
● Bingkai dan dukungan struktural
Dalam aplikasi ini, lubang spotface membantu memastikan bahwa pengencang kritis memiliki titik pemasangan yang aman dan stabil, bahkan pada permukaan yang kasar atau tidak teratur. Dengan menciptakan permukaan yang halus dan bahkan di sekitar lubang, lubang spotface membantu meningkatkan kualitas dan keandalan perakitan akhir secara keseluruhan.
Lubang countersink
Apa itu lubang countersink?
A Lubang countersink adalah jenis lubang yang memiliki lubang berbentuk berbentuk kerucut di bagian atas, yang memungkinkan sekrup datar head duduk rata dengan permukaan bahan. Countersink biasanya lebih lebar dari diameter sekrup, dan sudut countersink cocok dengan sudut kepala sekrup.
Lubang countersink sering digunakan dalam aplikasi di mana penampilan flush atau profil rendah diinginkan, seperti di ruang angkasa atau komponen otomotif. Mereka juga dapat digunakan untuk mengurangi risiko cedera atau kerusakan akibat kepala sekrup yang menonjol.
Simbol Callout lubang countersink
Pada gambar teknik, lubang countersink diwakili menggunakan simbol countersink, yang terlihat seperti segitiga dengan lingkaran kecil di bagian atas. Diameter countersink ditentukan terlebih dahulu, diikuti oleh sudut countersink. Diameter dan kedalaman lubang utama juga ditentukan.
Misalnya, lubang countersink dengan countersink berdiameter 10mm yaitu 90 derajat, dan diameter 6mm melalui lubang akan disebut sebagai '⌵ 10mm ⨯ 90 °, ∅6mm melalui '.
Penggunaan lubang countersink
Lubang countersink biasa digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Pemasangan flush: Lubang countersink memungkinkan sekrup kepala datar untuk duduk siram dengan permukaan bahan, menciptakan penampilan yang halus dan rendah.
● Aerodinamika: Dalam aplikasi aerospace, lubang countersink dapat membantu mengurangi hambatan dan meningkatkan kinerja aerodinamis dengan menghilangkan kepala sekrup yang menonjol.
● Keselamatan: Dalam beberapa kasus, lubang countersink dapat digunakan untuk mengurangi risiko cedera atau kerusakan akibat kepala sekrup yang menonjol, seperti di pegangan tangan atau panel peralatan.
Penerapan lubang countersink
Lubang countersink sering digunakan dalam aplikasi di mana penampilan flush atau profil rendah penting, seperti dalam:
● pesawat dan sayap pesawat terbang
● Panel dan trim bodi otomotif
● Lampiran perangkat elektronik
● Perabotan dan lemari
Dalam aplikasi ini, lubang countersink membantu menciptakan penampilan yang halus dan ramping, sementara juga memberikan titik pemasangan yang aman dan stabil untuk sekrup kepala datar. Bentuk kerucut countersink membantu memusatkan sekrup dan mendistribusikan beban secara merata, mengurangi risiko kerusakan atau kegagalan.
Lubang countersink bisa lebih menantang untuk dibuat daripada jenis lubang lainnya, karena mereka membutuhkan sudut dan kedalaman yang tepat untuk mencocokkan kepala sekrup. Namun, dengan alat dan teknik yang tepat, lubang countersink dapat memberikan hasil akhir yang berkualitas tinggi dan terlihat profesional untuk perakitan apa pun.
Lubang Counterdrill
Apa itu lubang balasan?
Lubang counterdrill adalah jenis lubang yang memiliki counterbore silindris di bagian atas, diikuti oleh lubang berdiameter yang lebih kecil yang mungkin atau mungkin tidak melewati material. Counterdrill biasanya digunakan untuk memberikan jarak dekat untuk kepala sekrup tutup kepala soket atau jenis pengencang lainnya.
Lubang counterdrill mirip dengan lubang countersink, tetapi alih -alih bentuk kerucut, counterdrill memiliki bentuk silindris. Ini memungkinkan kepala pengikat untuk duduk rata dengan permukaan material, sementara juga memberikan izin tambahan untuk kepala.
Simbol Callout dari Lubang Counterdrill
Pada gambar teknik, lubang counterdrill diwakili menggunakan simbol yang sama dengan lubang counterbore, yang terlihat seperti lingkaran dengan persegi kecil di dalamnya. Diameter counterdrill ditentukan terlebih dahulu, diikuti oleh kedalaman counterdrill. Diameter dan kedalaman lubang utama juga ditentukan.
Misalnya, lubang balasan dengan counterdrill berdiameter 10mm dengan kedalaman 5mm, dan lubang buta berdiameter 6mm yang kedalaman 10mm akan disebut sebagai '⌴ 10mm ⨯ 5mm, ∅6mm ⨯ 10mm '.
Penggunaan lubang balasan
Lubang counterdrill biasanya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Clearance untuk kepala pengikat: Lubang counterdrill menyediakan jarak bebas untuk kepala sekrup tutup kepala soket dan jenis pengencang lainnya, memungkinkan mereka untuk duduk dengan permukaan bahan.
● Distribusi tegangan: Bentuk silinder dari counterdrill membantu mendistribusikan tekanan kepala pengikat di atas area yang lebih besar, mengurangi risiko kerusakan atau kegagalan.
● Alignment: Dalam beberapa kasus, lubang balasan dapat digunakan untuk memberikan perataan untuk bagian kawin atau untuk menemukan fitur lain pada komponen.
Penerapan Lubang Counterdrill
Lubang counterdrill sering digunakan dalam aplikasi di mana pengikat yang dipasang flush diperlukan, tetapi izin tambahan diperlukan untuk kepala. Beberapa aplikasi spesifik lubang counterdrill meliputi:
● Komponen mesin dan peralatan
● Komponen cetakan dan die
● Komponen Otomotif dan Aerospace
Dalam aplikasi ini, lubang balasan memberikan titik pemasangan yang aman dan stabil untuk pengencang, sementara juga memungkinkan pemasangan dan pelepasan yang mudah. Bentuk silinder dari counterdrill membantu mengurangi konsentrasi stres dan meningkatkan kekuatan dan daya tahan keseluruhan perakitan.
Lubang counterdrill dapat dibuat menggunakan berbagai metode, termasuk pengeboran, membosankan, dan penggilingan. Pilihan metode tergantung pada ukuran dan kedalaman lubang, serta bahan yang sedang dikerjakan. Dengan alat dan teknik yang tepat, lubang counterdrill dapat memberikan solusi berkualitas tinggi dan fungsional untuk berbagai aplikasi rekayasa.
Lubang meruncing
Apa itu lubang meruncing?
Lubang meruncing adalah jenis lubang di mana diameter secara bertahap berubah dari satu ujung ke ujung lainnya, membuat profil berbentuk kerucut. Sudut lancip biasanya ditentukan sebagai rasio perubahan diameter dengan panjang lubang.
Lubang meruncing sering digunakan dalam aplikasi di mana kesesuaian yang ketat dan aman diperlukan di antara bagian kawin. Bentuk meruncing memungkinkan pemasangan dan penghapusan yang mudah, sementara juga memberikan koneksi yang kuat dan stabil saat sepenuhnya terlibat.
Simbol Callout dari lubang meruncing
Pada gambar teknik, lubang meruncing diwakili menggunakan simbol lancip, yang terlihat seperti segitiga dengan lingkaran kecil di puncak. Sudut lancip ditentukan menggunakan rasio perubahan diameter dengan panjang lubang. Misalnya, lancip 1:12 berarti bahwa diameter berubah dengan 1 unit untuk setiap 12 unit panjang.
Diameter ujung kecil dan diameter ujung besar dari lubang meruncing juga ditentukan pada gambar. Misalnya, lubang meruncing dengan diameter ujung kecil 10mm, diameter ujung besar 12mm, dan sudut lancip 1:12 akan disebut sebagai '∅10mm - ∅12mm ⨯ 1:12 Taper '.
Penggunaan lubang meruncing
Lubang meruncing biasanya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Komponen kawin: Lubang yang meruncing dapat memberikan koneksi yang aman dan stabil antara bagian kawin, seperti poros dan hub atau batang dan kursi katup.
● Penyelarasan: Bentuk lubang yang meruncing dapat membantu menyelaraskan bagian kawin selama perakitan, mengurangi risiko ketidaksejajaran atau kerusakan.
● Penyegelan: Dalam beberapa kasus, lubang meruncing dapat digunakan untuk membuat segel di antara bagian kawin, seperti dalam sistem hidrolik atau pneumatik.
Penerapan lubang meruncing
Lubang meruncing sering digunakan dalam aplikasi di mana kesesuaian yang ketat dan aman diperlukan di antara bagian kawin. Beberapa aplikasi spesifik lubang meruncing meliputi:
● Spindle alat mesin dan pemegang alat
● Batang dan kursi katup
● hub roda dan as roda
● Pin lancip dan luntur
Dalam aplikasi ini, bentuk lubang yang meruncing memungkinkan perakitan dan pembongkaran yang mudah, sementara juga memberikan koneksi yang kuat dan stabil ketika sepenuhnya terlibat. Bentuk meruncing juga membantu mendistribusikan beban secara merata melintasi permukaan kawin, mengurangi risiko kerusakan atau kegagalan.
Lubang meruncing dapat dibuat menggunakan berbagai metode, termasuk reaming, membosankan, dan penggilingan. Pilihan metode tergantung pada ukuran dan sudut lancip, serta bahan yang sedang dikerjakan. Dengan alat dan teknik yang tepat, lubang meruncing dapat memberikan solusi berkualitas tinggi dan fungsional untuk berbagai aplikasi rekayasa.
Lubang Clearance Sekrup
Apa itu lubang clearance sekrup?
Lubang clearance sekrup adalah jenis lubang yang sedikit lebih besar dari diameter sekrup yang akan melewatinya. Ruang ekstra memungkinkan sekrup untuk melewati lubang dengan mudah, tanpa mengikat atau macet.
Lubang clearance sekrup biasanya digunakan dalam aplikasi di mana satu bagian perlu diikat ke yang lain, tetapi sekrup tidak diperlukan untuk membuat kesesuaian yang ketat. Lubang clearance memungkinkan sekrup dimasukkan dan dilepas dengan mudah, tanpa merusak bagian atau sekrup itu sendiri.
Simbol Callout dari Lubang Clearance Sekrup
Pada gambar teknik, lubang clearance sekrup diwakili menggunakan simbol lubang standar, yang terlihat seperti lingkaran dengan garis pemimpin yang menunjuk ke sana. Diameter lubang ditentukan pada garis pemimpin, bersama dengan informasi tambahan seperti jenis sekrup yang akan digunakan.
Misalnya, lubang izin untuk sekrup 1/4 '-20 akan disebut sebagai ' ∅0.266 melalui ', menunjukkan diameter lubang 0,266 inci dan lubang melalui.
Penggunaan Lubang Clearance Sekrup
Lubang clearance sekrup biasanya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Pengencang: Lubang clearance sekrup digunakan untuk mengencangkan dua atau lebih bagian bersama -sama menggunakan sekrup atau baut. Lubang clearance memungkinkan sekrup untuk melewati dengan mudah, tanpa membuat kesesuaian yang ketat.
● Penyesuaian: Dalam beberapa kasus, lubang clearance sekrup dapat digunakan untuk memungkinkan penyesuaian antar bagian. Lubang jarak jauh memungkinkan sekrup dilonggarkan dan dikencangkan sesuai kebutuhan, tanpa merusak bagian -bagiannya.
● Alignment: Lubang clearance sekrup juga dapat digunakan untuk membantu menyelaraskan bagian selama perakitan. Diameter lubang yang lebih besar memungkinkan untuk beberapa ruang gerak, membuatnya lebih mudah untuk melapisi bagian dengan benar.
Penerapan lubang clearance sekrup
Lubang clearance sekrup sering digunakan dalam aplikasi di mana diperlukan pengikat yang tidak permanen dan dapat disesuaikan. Beberapa aplikasi spesifik lubang clearance sekrup meliputi:
● Perakitan furnitur
● Pengawal mesin dan penutup
● Lampiran dan panel listrik
● Komponen Otomotif dan Aerospace
Dalam aplikasi ini, lubang clearance sekrup memberikan cara sederhana dan efektif untuk mengikat bagian bersama, sementara juga memungkinkan perakitan dan pembongkaran yang mudah. Diameter lubang yang lebih besar juga membantu mengurangi konsentrasi stres di sekitar pengikat, meningkatkan kekuatan dan daya tahan keseluruhan perakitan.
Lubang clearance sekrup dapat dibuat menggunakan berbagai metode, termasuk pengeboran, meninju, dan pemotongan laser. Pilihan metode tergantung pada ukuran dan bentuk lubang, serta bahan yang sedang dikerjakan. Dengan alat dan teknik yang tepat, lubang clearance sekrup dapat memberikan solusi yang andal dan hemat biaya untuk berbagai aplikasi rekayasa.
Lubang yang disadap
Apa itu lubang yang disadap?
Lubang yang disadap adalah jenis lubang yang memiliki benang yang dipotong di dalamnya menggunakan alat yang disebut keran. Benang memungkinkan sekrup atau baut untuk disekrup ke dalam lubang, menciptakan titik pengikat yang kuat dan aman.
Lubang yang disadap biasanya dibuat dengan pertama mengebor lubang di material, kemudian menggunakan keran untuk memotong benang ke dalam lubang. Tap pada dasarnya adalah sekrup dengan tepi pemotongan tajam yang menghilangkan bahan saat diputar ke dalam lubang.
Simbol Callout dari Lubang yang Disadap
Pada gambar teknik, lubang yang disadap diwakili menggunakan simbol khusus yang menunjukkan ukuran dan jenis benang yang digunakan. Standar yang paling umum untuk lubang yang disadap adalah standar metrik, yang menggunakan huruf 'm ' diikuti oleh diameter nominal lubang dalam milimeter.
Misalnya, lubang yang disadap dengan utas M8 akan dipanggil sebagai 'M8 x 1.25 ', di mana '1.25 ' menunjukkan pitch utas (jarak antara masing -masing utas).
Penggunaan lubang yang disadap
Lubang yang disadap umumnya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Pengikat: Lubang yang disadap digunakan untuk membuat titik pengikat yang kuat dan aman untuk sekrup dan baut. Benang di lubang menggenggam benang pada sekrup atau baut, pegang erat -erat di tempatnya.
● Perakitan: Lubang yang disadap sering digunakan untuk merakit banyak bagian bersama -sama menjadi satu unit. Dengan menggunakan sekrup atau baut untuk mengikat bagian -bagian bersama melalui lubang yang disadap, unit yang kuat dan stabil dapat dibuat.
● Penyesuaian: Dalam beberapa kasus, lubang yang disadap dapat digunakan untuk memungkinkan penyesuaian atau penyelarasan bagian. Dengan melonggarkan atau mengencangkan sekrup atau baut di lubang yang disadap, posisi bagian dapat disesuaikan.
Penerapan lubang yang disadap
Lubang yang disadap digunakan dalam berbagai aplikasi di berbagai industri, termasuk:
● Otomotif: Lubang yang disadap digunakan secara luas dalam manufaktur otomotif untuk mesin perakitan, transmisi, dan komponen lainnya.
● Aerospace: Lubang yang disadap digunakan dalam aplikasi kedirgantaraan untuk merakit struktur pesawat terbang, mesin, dan komponen lainnya.
● Mesin industri: Lubang yang disadap digunakan dalam mesin industri untuk merakit dan mengikat komponen seperti roda gigi, bantalan, dan perumahan.
Dalam aplikasi ini, lubang yang disadap memberikan cara pengikat dan perakitan yang kuat, aman, dan andal. Benang di lubang membuat area permukaan yang besar untuk sekrup atau baut untuk pegangan, mendistribusikan beban secara merata dan mengurangi risiko kegagalan.
Lubang yang disadap dapat dibuat dalam berbagai bahan, termasuk logam, plastik, dan komposit. Pilihan ukuran material dan benang tergantung pada aplikasi spesifik dan beban yang akan diterapkan pada titik pengikat. Dengan alat dan teknik yang tepat, lubang yang disadap dapat memberikan solusi yang serba guna dan efektif untuk berbagai tantangan rekayasa.
Lubang berulir
Apa itu lubang berulir?
Lubang berulir adalah jenis lubang yang memiliki benang yang dipotong ke dalamnya, memungkinkan sekrup atau baut diulir ke dalam lubang. Lubang berulir mirip dengan lubang yang disadap, tetapi istilah 'lubang berulir' sering digunakan secara lebih umum untuk merujuk pada lubang apa pun dengan benang, terlepas dari bagaimana benang dibuat.
Lubang berulir dapat dibuat menggunakan berbagai metode, termasuk penyadapan, penggilingan benang, dan pembentukan benang. Pilihan metode tergantung pada bahan yang diulir, ukuran dan jenis benang yang diperlukan, dan volume produksi.
Simbol Callout lubang berulir
Pada gambar teknik, lubang berulir diwakili menggunakan simbol yang menunjukkan ukuran dan jenis benang yang digunakan. Simbol terdiri dari penunjukan utas, seperti 'm ' untuk utas metrik atau 'un ' untuk utas terpadu, diikuti oleh diameter nominal dan nada utas.
Misalnya, lubang berulir M10 x 1.5 akan dipanggil sebagai 'M10 x 1,5 ', di mana 'M10 ' menunjukkan utas metrik dengan diameter nominal 10mm, dan '1.5 ' menunjukkan pitch utas (jarak antara masing -masing utas).
Penggunaan lubang berulir
Lubang berulir umumnya digunakan dalam rekayasa untuk beberapa aplikasi yang berbeda, termasuk:
● Pengencang: Lubang berulir digunakan untuk membuat titik pengikat yang kuat dan aman untuk sekrup dan baut. Benang di lubang menggenggam benang pada sekrup atau baut, pegang erat -erat di tempatnya.
● Penyesuaian: Lubang berulir dapat digunakan untuk memungkinkan penyesuaian atau penyelarasan bagian. Dengan memutar sekrup atau baut di lubang berulir, posisi bagian dapat disesuaikan.
● Perakitan: Lubang berulir sering digunakan untuk merakit beberapa bagian bersama -sama menjadi satu unit. Dengan menggunakan sekrup atau baut untuk mengencangkan bagian -bagian bersama melalui lubang berulir, unit yang kuat dan stabil dapat dibuat.
Penerapan lubang berulir
Lubang berulir digunakan dalam berbagai aplikasi di berbagai industri, termasuk:
● Otomotif: Lubang berulir digunakan secara luas dalam manufaktur otomotif untuk mesin perakitan, transmisi, dan komponen lainnya.
● Aerospace: Lubang berulir digunakan dalam aplikasi kedirgantaraan untuk merakit struktur pesawat terbang, mesin, dan komponen lainnya.
● Produk Konsumen: Lubang berulir digunakan dalam banyak produk konsumen, seperti elektronik dan peralatan, untuk merakit dan mengikat komponen.
Dalam aplikasi ini, lubang berulir memberikan cara pengikat dan perakitan yang kuat, aman, dan andal. Benang di lubang membuat area permukaan yang besar untuk sekrup atau baut untuk pegangan, mendistribusikan beban secara merata dan mengurangi risiko kegagalan.
Lubang berulir dapat dibuat dalam berbagai bahan, termasuk logam, plastik, dan komposit. Pilihan ukuran material dan benang tergantung pada aplikasi spesifik dan beban yang akan diterapkan pada titik pengikat. Dengan alat dan teknik yang tepat, lubang berulir dapat memberikan solusi yang serba guna dan efektif untuk berbagai tantangan rekayasa.
Fitur yang perlu dipertimbangkan saat membuat lubang
Saat membuat lubang di bidang teknik, beberapa fitur utama harus dipertimbangkan untuk memastikan hasil yang diinginkan. Fitur-fitur ini meliputi kedalaman, diameter, toleransi, dan tantangan yang ditimbulkan oleh bahan yang sulit untuk mesin. Mari kita jelajahi masing -masing aspek ini secara lebih rinci.

Kedalaman dan dampaknya
Kedalaman lubang memainkan peran penting dalam fungsinya dan kinerja keseluruhan produk akhir. Dalam lubang buta, kedalaman menentukan jumlah bahan yang tersisa di bagian bawah, yang dapat mempengaruhi kekuatan dan stabilitas komponen. Mengontrol kedalaman secara akurat sangat penting untuk mencegah menembus sisi lain dari benda kerja secara tidak sengaja.
Kedalaman lubang juga mempengaruhi pilihan alat pemotongan dan parameter pemesinan. Lubang yang lebih dalam mungkin memerlukan alat khusus, seperti latihan lubang dalam atau latihan senjata, untuk menjaga kelurusan dan menghindari defleksi. Kecepatan pemotongan dan laju umpan mungkin perlu disesuaikan untuk mengakomodasi peningkatan kedalaman dan untuk memastikan evakuasi chip yang tepat.
Selain itu, kedalaman lubang dapat memengaruhi akhir permukaan dan akurasi dimensi. Seiring meningkatnya kedalaman, menjadi lebih sulit untuk mempertahankan permukaan yang konsisten dan untuk mengontrol ukuran dan bentuk lubang. Oleh karena itu, sangat penting untuk mempertimbangkan persyaratan kedalaman dengan hati -hati dan untuk memilih proses dan alat pemesinan yang sesuai untuk mencapai hasil yang diinginkan.
Seleksi Diameter
Memilih diameter yang tepat untuk lubang adalah faktor penting lain dalam aplikasi teknik. Diameter lubang dapat mempengaruhi kekuatan, fungsionalitas, dan kompatibilitas komponen dengan bagian lain. Saat memilih diameter, insinyur harus mempertimbangkan tujuan lubang, beban yang akan ditanggungnya, dan komponen kawin yang akan berinteraksi.
Dalam banyak kasus, ukuran bor standar digunakan untuk membuat lubang dengan diameter umum. Ukuran standar ini sudah tersedia dan dapat menyederhanakan proses pembuatan. Namun, mungkin ada contoh di mana diameter non-standar diperlukan untuk memenuhi persyaratan desain tertentu. Dalam kasus seperti itu, alat khusus atau teknik pemesinan khusus mungkin diperlukan.
Diameter lubang juga memengaruhi pilihan pengencang dan perangkat keras lain yang akan digunakan bersama dengan lubang. Misalnya, lubang clearance harus diukur dengan tepat untuk memungkinkan baut atau sekrup melewati tanpa gangguan, sementara lubang berulir harus memiliki diameter dan nada benang yang benar untuk terlibat dengan pengikat perkawinan dengan aman.
Persyaratan toleransi
Toleransi adalah pertimbangan penting dalam pembuatan lubang, karena menentukan kisaran variasi yang dapat diterima dalam ukuran, bentuk, dan posisi lubang. Toleransi yang diperlukan tergantung pada aplikasi spesifik dan fungsi komponen. Toleransi yang lebih ketat mungkin diperlukan untuk majelis presisi tinggi, sedangkan toleransi yang lebih longgar mungkin dapat diterima untuk aplikasi yang kurang kritis.
Untuk mencapai toleransi yang diinginkan, insinyur harus dengan hati -hati memilih proses dan alat pemesinan yang sesuai. Beberapa proses, seperti reaming atau mengasah, dapat menghasilkan lubang dengan toleransi yang sangat ketat, sementara yang lain, seperti pengeboran atau meninju, mungkin memiliki variasi yang lebih signifikan. Pilihan alat pemotongan, parameter permesinan, dan metode pemangkasan kerja juga dapat mempengaruhi toleransi yang dapat dicapai.
Selain toleransi ukuran dan bentuk, insinyur juga harus mempertimbangkan toleransi posisi, yang berhubungan dengan lokasi lubang relatif terhadap fitur lain pada komponen. Toleransi posisi dapat sangat penting untuk memastikan keselarasan yang tepat dan pas di antara bagian kawin. Alat khusus, seperti jig atau perlengkapan, dapat digunakan untuk mempertahankan akurasi posisi selama proses pemesinan.
Pemesinan bahan yang sulit
Beberapa bahan menimbulkan tantangan yang signifikan dalam hal pembuatan lubang. Bahan-bahan yang sulit untuk mesin ini mungkin termasuk:
● Superalloys: Paduan kuat, tahan panas yang digunakan dalam aplikasi kedirgantaraan dan energi.
● Titanium: ringan, kuat, dan tahan korosi, tetapi rentan untuk bekerja keras dan menghasilkan panas selama pemesinan.
● Keramik: Bahan keras dan rapuh yang membutuhkan alat dan teknik khusus untuk menghindari patah tulang dan chipping.
● Komposit: Bahan yang terbuat dari beberapa konstituen, seperti polimer yang diperkuat serat karbon, yang dapat mendelaminasi atau keributan selama pemesinan.
Ketika lubang pemesinan dalam bahan yang menantang ini, insinyur harus menggunakan strategi yang tepat untuk mengatasi kesulitan spesifik yang terkait dengan masing -masing bahan. Misalnya:
● Menggunakan alat pemotongan yang tajam dan berkualitas tinggi dengan pelapis tahan aus.
● Menerapkan kecepatan pemotongan dan laju umpan yang sesuai untuk meminimalkan pembuatan panas dan keausan pahat.
● Mempekerjakan pendingin dan pelumas untuk mengurangi gesekan dan penumpukan panas.
● Menerapkan siklus mematuk atau teknik lain untuk memecahkan chip dan menghindari kerusakan pahat.
● Memanfaatkan geometri atau bahan khusus, seperti berlian polikristalin (PCD) atau boron nitrida kubik (CBN).



















