Hefurðu einhvern tíma velt því fyrir þér hversu nákvæmni plasthlutir eru gerðir með svo nákvæmni? Leyndarmálið liggur í stungulínunni. Þessi mikilvæga hluti tryggir að bráðið plastflæði flæðir vel úr tunnu vélarinnar í mold. Án þess væri ómögulegt að ná stöðugum gæðum í mótuðum vörum.
Í þessari yfirgripsmiklu handbók munum við kafa djúpt inn í heim innspýtingarmótunarstúta. Þú munt læra um ýmsar gerðir þeirra, lykileinkenni, algengar gallar og bestu starfshætti viðhalds.
Almenn kynning á innspýtingarmótun stútum
Inndælingarmótun stúta er lykillinn að mótun og beinir bráðnu plasti úr vélinni í moldina. En ekki eru allir stútar búnir til jafnir. Ein tegund, einkum áberandi fyrir sveigjanleika og skilvirkni - Modular Injection mótun stúta.
Hvað eru mát innspýtingarmótun stúta?
Modular stútar eru hannaðir með mörgum skiptanlegum hlutum. Þessir hlutar leyfa stútnum að tengjast auðveldlega við ýmsar vélar og mót. Ólíkt eins stykki stútum, sem eru takmarkaðir við eina uppsetningu, bjóða mát hönnun mun meiri fjölhæfni.
Lykil kostir mát hönnun
Sveigjanleiki: Stút líkaminn getur unnið með margar innspýtingartunnur og mót með því einfaldlega að skipta út íhlutum.
Hagkvæmir: Modular stútar spara langtímakostnað, þar sem þú skiptir aðeins um einstaka hluta í stað alls stútsins.
Sérsniðin: Hægt er að sníða hvern hluta stútsins að því að passa ákveðna vél og mygla kröfur. Þessi aðlögunarhæfni tryggir eindrægni við fjölbreytt úrval framleiðsluuppsetningar.
Hvernig mát stútar virka
Afturendinn á stútnum tengist innspýtingartunnunni og framan viðmót við sprue bushing moldsins. Þú getur auðveldlega skipt um þessa hluta til að passa mismunandi vélar og mót, sem gerir þá fullkomlega passa fyrir öflugt framleiðsluumhverfi.
Með því að nota mát stút, njóta framleiðendur sléttari aðgerðir og minnka niður í miðbæ þegar skipt er um vélar eða mót. Það er snjallt val fyrir fyrirtæki sem leita að hámarka framleiðslulínur sínar.
Tegundir stungulyfja stúta
Innspýtingarmótun stútar eru í ýmsum hönnun, sem hver hentar fyrir mismunandi forrit og kröfur. Við skulum kanna nokkrar af algengustu gerðum sem notaðar eru í greininni í dag.
Skjápakkar stút síur
Hvað er skjápakkasía?
Skjápakkasíur eru einföld en áhrifarík tæki til að ná mengunarefnum í bráðnu plaststraumnum. Þegar plastið rennur í gegnum stútinn fer það í gegnum málmskífu með litlum götum. Þessar holur sía út agnir sem annars gætu skemmt mótið eða haft áhrif á gæði vöru.
Virkni: Þeir gildra mengunarefni í bræðslunni, tryggja framleiðslu á hreinni.
Ávinningur: Skjápakkasíur eru með litlum tilkostnaði og hafa einfalda hönnun, sem gerir þær auðvelt að setja upp og nota.
Gallar á skjápakkastútum
Þrýstingsfall: Litlu götin í síunni skapa viðnám, sem veldur áberandi þrýstingsfall í rennslinu, sem getur haft áhrif á innspýtingarferlið.
Tíð hreinsun: Þegar mengunarefni byggja upp, stífla þau götin og draga úr rennslinu enn meira. Þetta krefst reglulegrar hreinsunar, sem getur truflað framleiðslu.
Gap-filter stútar (Edge Filter stútar)
Hvað er gap-sía sprautu mótun stút?
Gap-filter stútar, einnig þekktir sem Edge Filters, leysa málþrýstingsmálið með því að bjóða upp á stærra rennslissvæði. Í stað þess að neyða plastið í gegnum örsmáar holur, beina þessir stútar bræðslunni yfir þunna veggi milli grópanna. Þessi hönnun síar bræðsluna á skilvirkari hátt með minni mótstöðu.
Hönnun: Þeir bjóða upp á stærra rennslisvæði, draga úr þrýstingsfall samanborið við stúta skjápakkans.
Af hverju það er betra: Þeir leyfa bráðnuninni að ferðast um víðtækari eyður, sem hefur í för með sér minni þrýstingsuppbyggingu og sléttari flæði.
Kostir Gap-Filter stúta
Lengri á milli hreinsana: Þar sem eyðurnar eru breiðari er hægt að föstum fleiri mengun án þess að hafa strax áhrif á afköst.
Lægri þrýstingur hækkun: Jafnvel þegar mengunarefni safnast fyrir hjálpar stærra flæðissvæðið við að viðhalda lægri þrýstingi og lengja rekstrartíma.
Blandað stútum
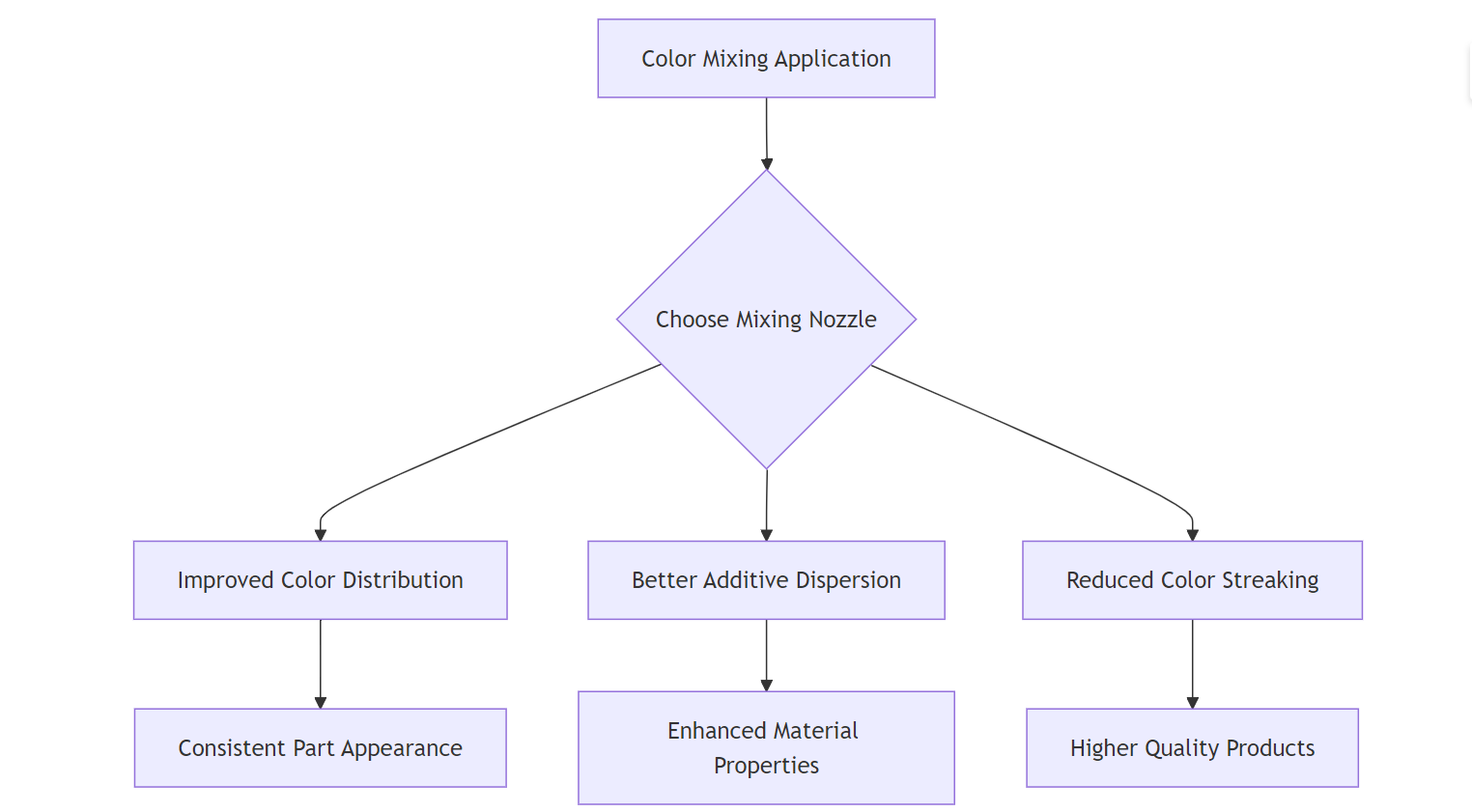
Hvað eru að blanda stútum við sprautu mótun?
Blanda stútum tryggir að aukefni, svo sem litarefni, dreifist jafnt um bráðna plastið. Þeir blanda efninu þegar það fer í gegnum stútinn og býr til einsleita blöndu sem bætir gæði lokaafurðarinnar.
Tegundir blöndunar stúta
Ávinningur af því að blanda stútum
Betri hitastig dreifing: Með því að hreyfa stöðugt bræðsluna hjálpa þessum stútum jafnvægi á hitastigsmun innan efnisins.
Minni klippa streitu: Þriggja aðgerðir stútar lágmarka streitu á viðkvæmum efnum eins og PET, sem geta brotið niður undir mikilli klippingu.
Lokað stút
Hvað eru lokaðir stútar við innspýtingarmótun?
Lokað stútar eru hannaðir til að stöðva flæði bráðins plasts milli mynda, koma í veg fyrir slefun eða leka. Þessir stútar eru nauðsynlegir í margföldum mótunarforritum þar sem nákvæm stjórn á bræðslunni skiptir sköpum.
Hversu lokað stútar virka
Sjálfvirk lokun: Margir nútíma stútar nota vorstýrð kerfi sem opna sjálfkrafa eða loka miðað við þrýsting. Þetta tryggir öryggi og samræmi án handvirkra íhlutunar.
Öryggiseiginleikar: Innbyggður búnaður kemur í veg fyrir ofþrýsting, sem dregur úr hættu á tjóni eða hættulegum aðstæðum ef um er að ræða niður í miðbæ vélarinnar.
Algeng vandamál með innspýtingarmótun stúta og lausnir
Stút leka
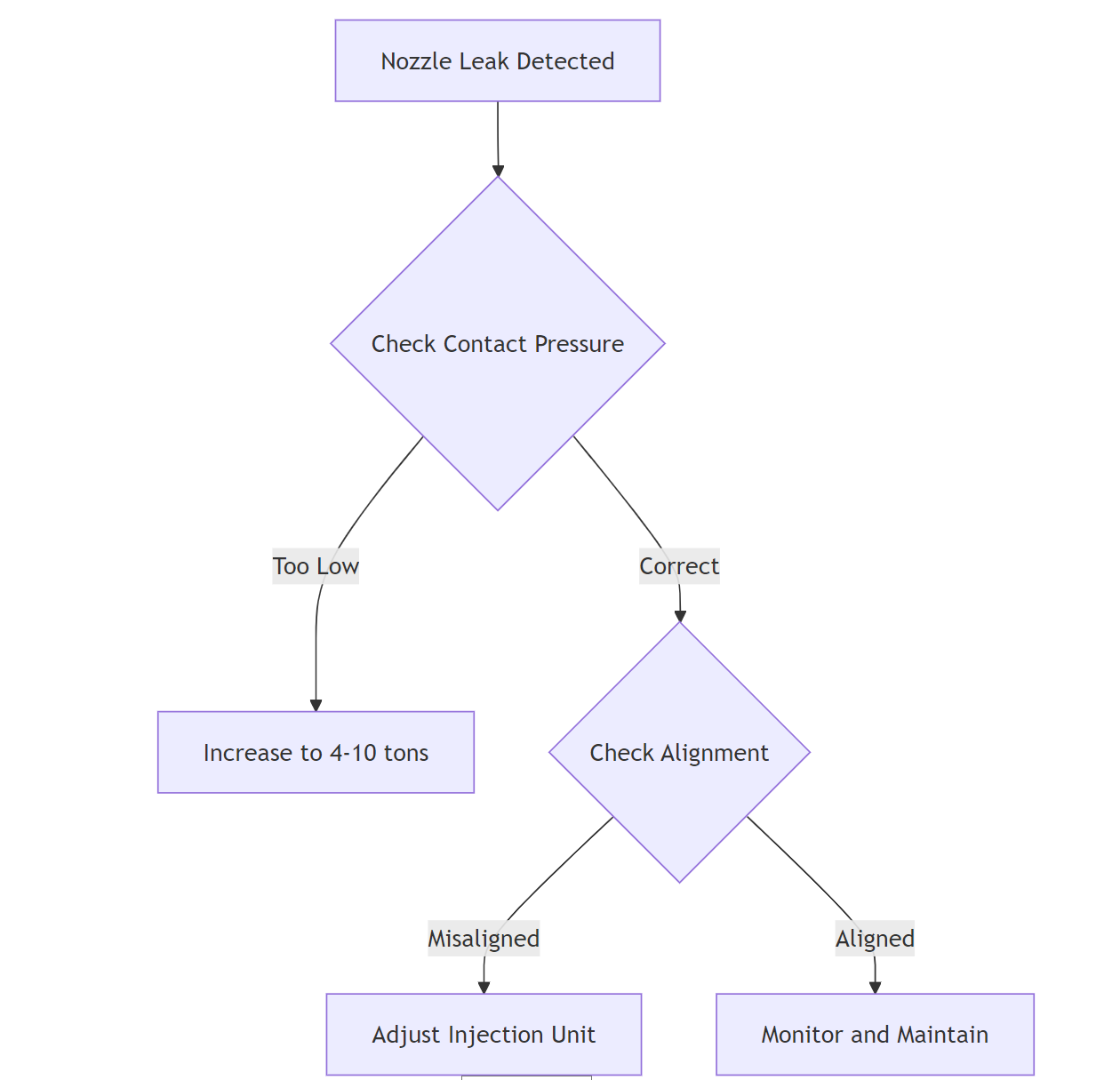
Hvað veldur stút leka?
Lágur snertiþrýstingur : Þegar stútinn snýst ekki nógu þéttur gegn Sprue bushing, bruggar vandræði.
Misskipting : Ef innspýtingareiningin og sprue bushingin eru ekki fullkomlega í samstillingu, eru lekar að gerast.
Lausnir fyrir stút leka
Hringdu í þann þrýsting : Miðaðu á 4-10 tonn af snertiþrýstingi. Það er ljúfi bletturinn fyrir traustan innsigli.
Athugaðu röðunina : vertu viss um að stútinn þinn og greni séu fullkomin samsvörun. Það er eins og dans - þeir þurfa að fara saman.
Hér er fljótt sjón til að hjálpa þér:
Þrýstingsfall í stungulyfjum
Þrýstingsfall getur laumast upp á þig. Það er eins og að reyna að drekka þykkt milkshake í gegnum örlítið strá. Ekki skemmtilegt, ekki satt?
Af hverju kemur þrýstingsfall?
Sökudólgarnir eru oft:
Hvernig á að draga úr þrýstingsfall
Uppfærðu vélbúnaðinn þinn : Hugleiddu að skipta úr skjápakkanum yfir í Gap-Filter stúta. Þeir eru eins og að opna þjóðveg fyrir plastið þitt til að renna í gegn.
Haltu því hreinu : Reglulegt viðhald er lykilatriði. Hugsaðu um það sem að gefa stútnum þínum heilsulindardag - það mun þakka þér með betri árangri.
Skemmdir á stút
Hvað veldur skemmdum á stút?
Þetta tjón getur komið fram sem:
Hvernig á að koma í veg fyrir og laga skemmdir á stútstoppi
Fylgstu með viðhaldi : Reglulegar skoðanir geta náð málum áður en þau verða stór vandamál.
Haltu hlutunum í takt : Rétt samstilltur sprue og stút þjórfé dregur úr óþarfa slit.
Vita hvenær á að kveðja : Stundum er skipti besti kosturinn. Ekki vera hræddur við að skipta út skemmdum íhlutum.
Hér er handhæg borð til að hjálpa þér að fylgjast með Ábending um stút
| Aðgerðir | : |
| Minniháttar klæðnaður | Fylgjast náið með |
| Sýnileg röskun | Áætlun um skipti |
| Burrs eða Gouges | Strax skipti |
Með því að hafa þessi ráð í huga muntu vera á góðri leið með mýkri innspýtingarmótunaraðgerðir. Mundu að smá fyrirbyggjandi umönnun gengur langt með að halda stútum þínum hamingjusömum og framleiðslan þín flæðir vel.
Hvernig á að velja réttan stungulyf fyrir umsókn þína
Lykilatriði þegar þú velur stút
Þegar þú velur stút eru þrír meginþættir sem þarf að hafa í huga. Þeir munu hjálpa þér að þrengja að valkostunum þínum og finna sem best fyrir þarfir þínar.
Efnisleg eindrægni
Gerð plastsins sem þú mótar leikur stórt hlutverk í vali á stút. Mismunandi efni hafa einstaka eiginleika sem krefjast sérstakra stúthönnunar.
Fyrir háhitaplast eins og Peek skaltu íhuga stút úr hitaþolnum málmblöndur.
Trefjarstyrkt efni gætu þurft meira slitþolna stút hönnun.
Þegar þú vinnur með klippa viðkvæm efni skaltu velja stúta sem lágmarka klippa streitu.
Vél og mygla eindrægni
Að tryggja að stútinn þinn passar fullkomlega við vélina þína og mygla skiptir sköpum. Það er eins og þraut - hvert stykki þarf að passa alveg rétt.
Athugaðu þráða forskriftir stútsins til að passa við sprautu mótunarvélina þína.
Gakktu úr skugga um að radíus stútinn passi við sprue bushinginn til að koma í veg fyrir leka.
Hugleiddu mát stút hönnun fyrir meiri sveigjanleika.
Flæðiseinkenni
Mismunandi stút hönnun hefur áhrif á bráðnar flæði og þrýsting á einstaka vegu. Að skilja þessi einkenni getur hjálpað þér að hámarka mótunarferlið þitt.
Hér er fljótur samanburður á algengum stútstegundum og flæðiseinkenni þeirra:
| stútstegund | flæði einkennandi | best fyrir |
| Standard | Miðlungs flæði, hóflegt þrýstingsfall | Almennur tilgangur |
| Ókeypis flæði | Hátt flæði, lágþrýstingsfall | Stórir hlutar, fljótir lotur |
| Blöndun | Aukin efni einsleitni | Litbreytingar, aukefni |
| Lokun | Stjórnað flæði, kemur í veg fyrir slefa | Multi-skot mótun |
Velja stút byggða á umsókn
Fyrir mótun með mikla nákvæmni
Þegar þú ert að framleiða nákvæmni hlutar eru stöðugur flæði og þrýstingur lykilatriði. Það er eins og að framkvæma hljómsveit - hver þáttur þarf að vera í fullkominni sátt.
Veldu stúta með nákvæmri hitastýringu.
Hugleiddu stúta með innbyggðum síum til að tryggja bræðslu gæði.
Metið stúta fyrir þrýstingssamkvæmni til að viðhalda víddarstöðugleika.
Fyrir litablöndun og aukefni
Ef þú ert að vinna með litþéttni eða önnur aukefni gæti það verið besti kosturinn að blanda stútum. Þeir eru eins og smáblöndunartæki og tryggja jafnvel dreifingu.
Fyrir mótun háhita
Mótun með háhita er eins og að elda í eldfjalli. Þú þarft búnað sem getur staðist við erfiðar aðstæður.
Veldu stúta með hitaþolnum íhlutum, svo sem sérstökum málmblöndur eða keramikfóðri.
Gakktu úr skugga um að stúturinn gefi góða hitastig einsleitni til að koma í veg fyrir niðurbrot efnis.
Hugleiddu stút hönnun með viðbótar kælingu.
Viðhald og bilanaleit fyrir stungulyf stúta
Regluleg ráð um viðhald til inndælingarmótunar stúta
Hreinsun og skoðun
Regluleg hreinsun og skoðun á stútum þínum eru eins og að gefa bílnum þínum lag. Það heldur öllu gangi vel og hjálpar þér að ná mögulegum málum áður en þau verða mikil vandamál.
Fyrir skjápakkann og gap-síu stúta:
Kældu stútinn áður en þú hreinsar.
Taktu í sundur vandlega og bendir á röð íhluta.
Notaðu eirbursta eða sérhæfða hreinsilausn til að fjarlægja leifar.
Skoðaðu síuþætti fyrir skemmdir eða óhóflega slit.
Hreinsaðu eða skiptu um síuþætti eftir þörfum.
Hér er handhæg hreinsunaráætlun til að halda stútunum þínum í aðalástandi:
| Framleiðslurúmmál | mælt með hreinsunarbil |
| Lágt | Á 2-3 mánaða fresti |
| Miðlungs | Mánaðarlega |
| High | Tveggja vikna eða vikulega |
Koma í veg fyrir slit
Smá forvarnir ganga langt með að lengja líf stútanna þinna. Hugsaðu um það sem að gefa þeim TLC.
Skoðaðu reglulega ráð um stút fyrir merki um slit eða skemmdir.
Athugaðu aðlögun milli stútsins og sprue bushing oft.
Smyrjið hreyfanlega hluti í samræmi við forskriftir framleiðenda.
Fylgjast með rekstrarhita til að koma í veg fyrir ofhitnun.
Pro Ábending: Haltu viðhaldsskrá. Það mun hjálpa þér að fylgjast með slitamynstri og spá fyrir um hvenær þörf er á að skipta um.
Úrræðaleit sameiginlegra stútvandamála
Jafnvel með besta viðhaldinu geta mál enn komið upp. Við skulum skoða hvernig á að takast á við nokkur algeng vandamál.
Úrræðaleit þrýstings
Upplifa þrýstingsfall? Það er eins og að reyna að drekka þykkt milkshake í gegnum þunnt strá. Hér er hvernig á að bera kennsl á og leysa málið:
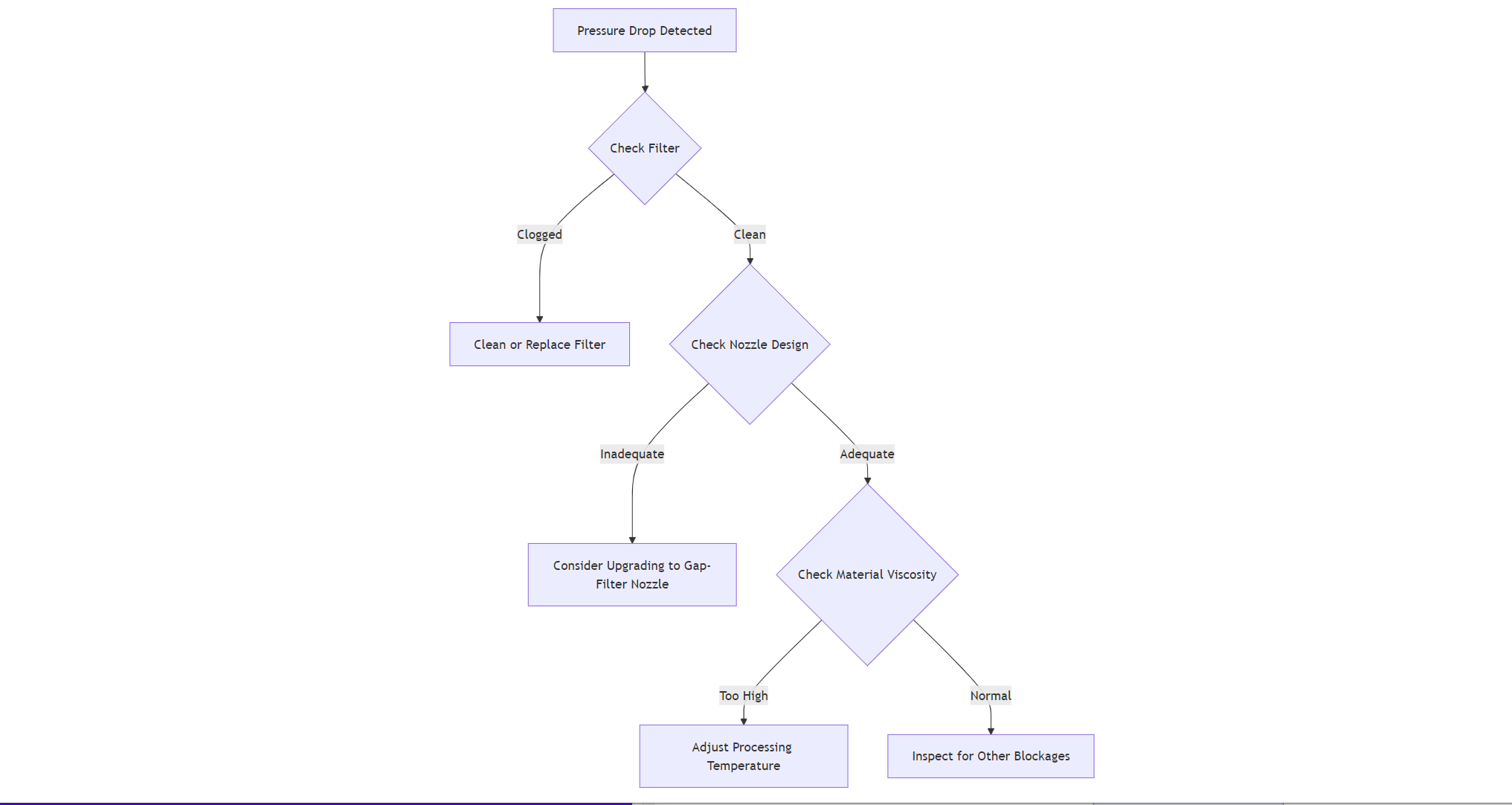
Byrjaðu á því að athuga stútsíuna þína. Er það stíflað?
Ef sían er hrein, skoðaðu stút hönnunina þína. Er það hentugur fyrir efnið þitt?
Hugleiddu að uppfæra í bilasíu stút fyrir betra flæði og minni þrýstingsfall.
Athugaðu efnislega seigju þína. Þú gætir þurft að aðlaga vinnsluhita.
Festing stút leka
Stút leka getur verið sóðalegur og sóun. Hér er hvernig á að stöðva þá í sporum þeirra:
Athugaðu snertiþrýsting milli stútsins og sprue rushing.
Skoðaðu stútinn og sprue rushing fyrir skemmdir.
Ef þú sérð skemmdir skaltu skipta um íhlutina sem hafa áhrif á.
Tryggja rétta röðun milli inndælingareiningarinnar og sprue bushing.
Smá leki getur orðið stórt vandamál ef það er óskoðað. Ekki hika við að taka á því strax.
Nýjungar og framfarir í stungulyfjum
Heimur sprautumótunar er stöðugt að þróast, þar sem ný tækni kemur fram til að bæta skilvirkni og gæði vöru. Við skulum kanna nokkrar spennandi nýjungar í stút hönnun sem gjörbylta iðnaðinum.
Hreinsanlegt stútsíur
Hvað eru hreinsanlegir stútar?
Ímyndaðu þér sjálfhreinsandi ofn, en fyrir innspýtingarmótunina þína. Það er í meginatriðum það sem hreinsanlegir stútar snúast um. Þeir gera ráð fyrir hreinsun án þess að þurfa að taka í sundur, spara tíma og draga úr hættu á tjóni meðan á viðhaldi stendur.
Svona vinna þeir:
Stútinn er hannaður til að komast aðeins áfram.
Þessi hreyfing skapar framhjá rás.
Þegar þú hreinsar, neyðast mengunarefni út um þessa rás.
Stútinn er hreinsaður án þess að vera tekinn í sundur.
Kostir hreinsanlegra stúta
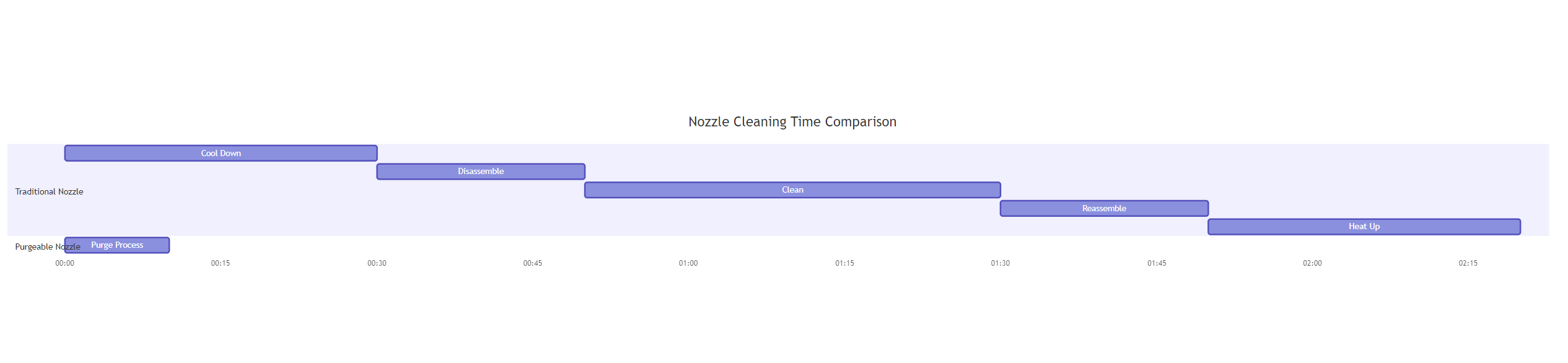
Lágmarkaður niður í miðbæ : Með hefðbundnum stútum getur hreinsun tekið klukkustundir. Hreinsanlegir stútar skera þetta niður í nokkrar mínútur.
Aukin framleiðsla skilvirkni : Fljótleg hreinsun milli lotna þýðir meiri tíma fyrir raunverulega framleiðslu.
Minni hætta á tjóni : Minni meðhöndlun meðan á hreinsun stendur þýðir minni líkur á tjóni fyrir slysni.
Bætt samræmi efnis : Tíð, auðvelt hreinsun leiðir til betri gæðaeftirlits.
Við skulum sjá tímasparnaðinn:
Framfarir í stút síun
Hvernig ný síutækni er að bæta skilvirkni
Nútíma síun á stút snýst allt um jafnvægi - að fanga mengunarefni án þess að fórna flæði. Ný hönnun er að gera þennan jafnvægisaðgerð auðveldari en nokkru sinni fyrr.
Gapsíur: Þrýstingsfallshetjurnar
Bilasíur, einnig þekktar sem Edge Filters, eru að breyta leiknum. Þeir eru eins og ofurfarar stútheimsins, sem gerir kleift að fá betra flæði með minni þrýstingsfall.
Hér er ástæðan fyrir því að þeir eru svona áhrifaríkir:
Stærra síunarsvæði miðað við hefðbundna skjápakka
Bræðið flæðir yfir þunnum rifbeinum í staðinn fyrir örlítil göt
Mengunarefni eru föst án þess að takmarka flæði verulega
Niðurstaðan? Þú færð hreinni efni með minna þrýstingsmissi. Það er vinna-vinna!
Meðhöndlun meiri mengunar
Nútíma síur snúast ekki bara um að draga úr þrýstingsfall. Þeir verða líka betri í að meðhöndla mengun:
Við skulum bera saman hefðbundna skjápakka við nútíma bilasíur:
| lögun | skjár | pakkasíur |
| Síunarsvæði | Takmarkað | Umfangsmikil |
| Þrýstingsfall | High | Lágt |
| Mengunargeta | Lágt | High |
| Hreinsunartíðni | Oft | Sjaldgæfari |
Niðurstaða
Að velja réttan stút skiptir sköpum fyrir hámarksafköst innspýtingarmótunar. Það hefur áhrif á efnisflæði, gæði hluta og skilvirkni framleiðslu. Reglulegt viðhald nær líf stútsins og tryggir stöðuga afköst. Hreinsaðu og skoðaðu stúta oft til að koma í veg fyrir vandamál. Framtíð innspýtingarmótunar stúta lítur efnileg út. Við getum búist við framförum í síun, blöndun og lokun. Þessar nýjungar munu líklega bæta skilvirkni og gæði vöru en draga úr tíma í miðbæ og efnislegan úrgang.
Algengar spurningar um innspýtingarmótun stúta
1. Hvað er innspýtingarmótun stút?
Innspýtingarmótun stút beinir flæði bráðins plasts úr tunnu vélarinnar í moldina og tryggir skilvirka og nákvæma framleiðslu.
2. Hvernig vel ég réttan stút fyrir umsókn mína?
Veldu út frá efni eindrægni, vél- og myglu forskriftir og flæðiseinkenni. Að passa stútinn við plastgerðina og framleiðsluþörf er nauðsynleg fyrir skilvirkni.
3. Hver er munurinn á skjápakkanum og Gap-filter stútum?
Skjápakkar stútar nota málmskífa með götum til að sía mengunarefni, en skarð-síu stútar bjóða upp á stærri rennslissvæði, draga úr þrýstingsdropum og leyfa lengri notkun milli hreinsunar.
4. Af hverju lekur innspýtingarmótun mín?
Leka kemur oft fram vegna lágs snertisþrýstings milli stútsins og sprue bushing eða misskiptingar. Að stilla þrýsting og athuga hvort rétt röðun geti leyst þetta.
5. Hvernig get ég komið í veg fyrir þrýstingsdropa í stútnum?
Skiptu yfir í Gap-filter stúta til að draga úr þrýstingsfall. Regluleg hreinsun á skjápakkasíum hjálpar einnig til við að viðhalda stöðugum þrýstingi.
6. Hversu oft ætti að hreinsa inndælingarmótun stúta?
Hreinsa skal stúta á skjápakkningum eftir hverja keyrslu, en stútar í bilasíum geta gengið lengur á milli hreinsunar, allt eftir mengunarstigum.
7. Hvaða framfarir getum við búist við við innspýtingarmótun stúta?
Nýjungar í framtíðinni munu líklega einbeita sér að bættri síun, blöndun og lokun fyrirkomulags, auka enn frekar framleiðslugetu og gæði vöru. -----













