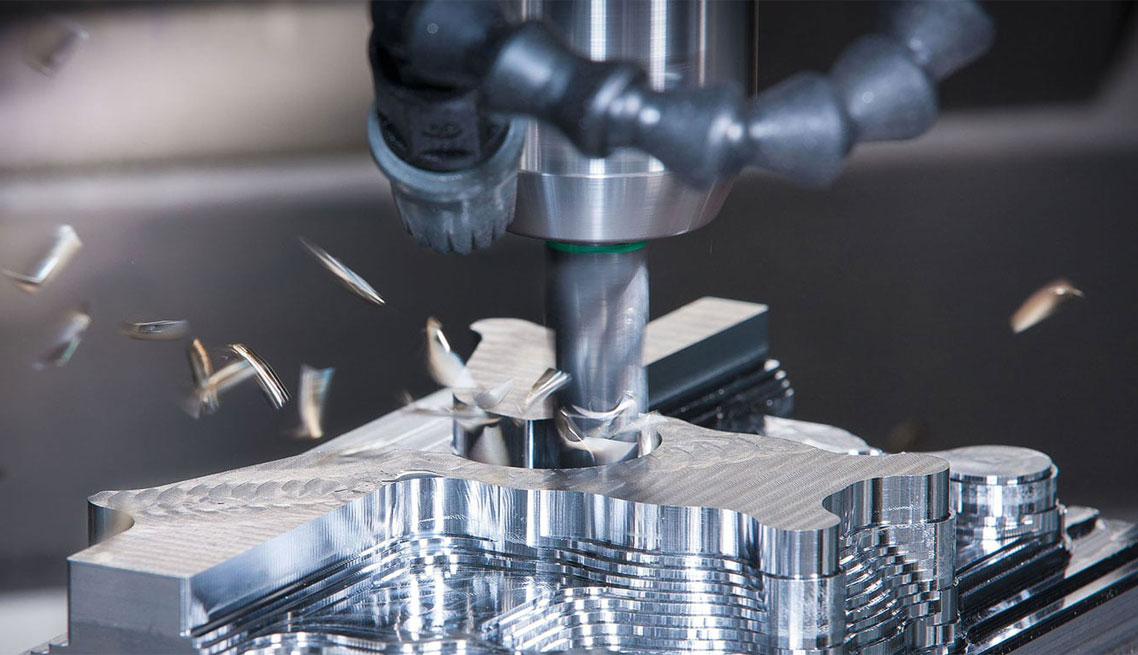
Mae peiriannu wedi dod yn bell ers dyddiau turnau a melinau â llaw. Gyda dyfodiad technoleg Rheoli Rhifiadol Cyfrifiadurol (CNC), mae Peiriannu Precision wedi cyrraedd uchelfannau newydd. Mae peiriannau CNC, dan arweiniad rhaglenni cyfrifiadurol, wedi chwyldroi'r diwydiant gweithgynhyrchu, gan alluogi cynhyrchu rhannau cymhleth gyda chywirdeb a chysondeb digymar.
Nod y canllaw cynhwysfawr hwn yw darparu plymio dwfn i fyd peiriannu manwl CNC. Byddwn yn archwilio prosesau, buddion a chymwysiadau'r dechnoleg flaengar hon. P'un a ydych chi'n weithiwr proffesiynol gweithgynhyrchu, yn fyfyriwr, neu'n chwilfrydig yn unig Peiriannu CNC , bydd yr erthygl hon yn eich arfogi â'r wybodaeth sydd ei hangen arnoch i ddeall a gwerthfawrogi'r maes hynod ddiddorol hwn.
Beth yw peiriannu manwl CNC?
Mae Peiriannu Precision CNC yn broses weithgynhyrchu sy'n defnyddio offer peiriant a reolir gan gyfrifiadur i greu rhannau hynod gywir a chymhleth o ddeunyddiau crai. Mae'r broses yn cynnwys defnyddio meddalwedd arbenigol i gynhyrchu cyfarwyddiadau manwl, a elwir yn G-Code, sy'n tywys yr offer peiriant i dorri, drilio neu siapio'r deunydd i'r manylebau a ddymunir.
Mae cydrannau allweddol system peiriannu manwl CNC yn cynnwys:
1. Meddalwedd Dylunio â Chymorth Cyfrifiadur (CAD)
2. Meddalwedd Gweithgynhyrchu â Chymorth Cyfrifiadur (CAM)
3. Offer Peiriant CNC (ee, melinau, turnau, llwybryddion)
4. Torri offer ac ategolion
5. Dyfeisiau dal gwaith
Mae'r prif wahaniaeth rhwng peiriannu manwl gywirdeb CNC a pheiriannu manwl gywirdeb traddodiadol yn lefel awtomeiddio a rôl rheoli cyfrifiaduron. Mae peiriannu manwl gywirdeb traddodiadol yn dibynnu'n fawr ar sgil a phrofiad gweithredwr y peiriant, sy'n rheoli'r offer peiriant â llaw. Mewn cyferbyniad, mae peiriannu manwl CNC yn lleihau ymyrraeth ddynol trwy ddefnyddio rhaglenni cyfrifiadurol i reoli'r offer peiriant, gan arwain at gywirdeb uwch, cysondeb ac ailadroddadwyedd.
Peiriannu manwl gywirdeb traddodiadol |
Peiriannu manwl CNC |
Rheolaeth |
Rheolaeth |
Gweithredwr sy'n ddibynnol ar sgiliau |
Proses awtomataidd |
Amseroedd Gosod Hirach |
Amseroedd Gosod Cyflymach |
Cymhlethdod Cyfyngedig |
Cymhlethdod uchel |
Ailadroddadwyedd is |
Ailadroddadwyedd uwch |
Rheolaeth rifiadol cyfrifiadurol (CNC) yw sylfaen peiriannu manwl gywirdeb. Mae systemau CNC yn defnyddio rhaglenni cyfrifiadurol i reoli cynnig a gweithrediad offer peiriant. Mae'r rhaglenni'n cynnwys cyfres o gyfarwyddiadau sy'n diffinio'r llwybrau offer, cyflymderau torri, a chyfraddau bwyd anifeiliaid sy'n ofynnol i gynhyrchu'r geometreg rhan a ddymunir. Trwy awtomeiddio'r broses beiriannu, mae technoleg CNC yn galluogi gweithgynhyrchwyr i gyflawni goddefiannau tynn, dyluniadau cymhleth, a gorffeniadau arwyneb uwch heb lawer o wall dynol.
Manteision peiriannu manwl CNC
Mae peiriannu manwl CNC yn cynnig nifer o fuddion sy'n ei wneud yn offeryn anhepgor mewn gweithgynhyrchu modern. Dyma rai o'r manteision allweddol:
1. Cywirdeb a manwl gywirdeb uchel
Un o fanteision mwyaf arwyddocaol peiriannu manwl CNC yw ei allu i gynhyrchu rhannau â goddefiannau hynod dynn. Gall peiriannau CNC gyflawni cywirdeb hyd at ± 0.0002 modfedd, gan sicrhau bod y cydrannau a weithgynhyrchir yn cwrdd â'r union fanylebau sy'n ofynnol ar gyfer y perfformiad gorau posibl.
2. Cysondeb ac ailadroddadwyedd
Mae peiriannu manwl CNC yn gwarantu canlyniadau cyson ar draws sawl rhediad cynhyrchu. Unwaith y bydd rhaglen yn cael ei chreu a'i phrofi, gall y peiriant CNC atgynhyrchu rhannau union yr un fath dro ar ôl tro, gan leihau amrywiadau a sicrhau lefel uchel o ailadroddadwyedd.
3. Mwy o gyflymder cynhyrchu ac effeithlonrwydd
O'i gymharu â dulliau peiriannu traddodiadol, mae peiriannu manwl CNC yn lleihau'r amser cynhyrchu yn sylweddol. Mae'r broses awtomataidd yn caniatáu ar gyfer cyflymderau torri cyflymach, llai o amseroedd gosod, ac ymyrraeth gweithredwyr lleiaf posibl, gan arwain at fwy o effeithlonrwydd a chynhyrchedd cyffredinol.
4. Cost-effeithiolrwydd ar gyfer gweithgynhyrchu ar raddfa fawr
Er y gall y buddsoddiad cychwynnol mewn offer peiriannu manwl CNC fod yn uwch nag offer peiriannu traddodiadol, mae'r buddion cost tymor hir yn sylweddol, yn enwedig ar gyfer gweithgynhyrchu ar raddfa fawr. Mae'r effeithlonrwydd uwch, llai o gostau llafur, a gwastraff deunydd lleihau o leiaf yn cyfrannu at gostau cynhyrchu is fesul uned.
5. Y gallu i drin dyluniadau a geometregau cymhleth
Mae peiriannu manwl CNC yn rhagori ar gynhyrchu rhannau gyda geometregau cymhleth a manylion cymhleth. Mae'r broses a reolir gan gyfrifiadur yn caniatáu ar gyfer creu siapiau soffistigedig, cyfuchliniau a cheudodau a fyddai'n heriol neu'n amhosibl eu cyflawni gyda dulliau peiriannu â llaw.
6. Llai o wall dynol a gwell rheolaeth ansawdd
Trwy leihau ymyrraeth ddynol yn y broses beiriannu, mae peiriannu manwl CNC yn lleihau'r risg o wallau ac anghysondebau yn sylweddol. Mae'r system a reolir gan gyfrifiadur yn sicrhau bod pob rhan yn cael ei chynhyrchu yn ôl yr union fanylebau, gan arwain at well rheolaeth ansawdd a chyfraddau gwrthod is.
Buddion peiriannu manwl CNC:
l cywirdeb a manwl gywirdeb uchel
l Canlyniadau cyson ac ailadroddadwy
l Amseroedd cynhyrchu cyflymach
l Cost-effeithiol ar gyfer gweithgynhyrchu ar raddfa fawr
l Gallu i greu geometregau cymhleth
l Llai o wall dynol a gwell rheolaeth ansawdd
Mathau o offer peiriannu manwl CNC
Peiriannau Melino CNC
Mae peiriannau melino CNC yn offer amlbwrpas sy'n defnyddio torwyr cylchdro i dynnu deunydd o ddarn gwaith, gan greu ystod eang o siapiau a nodweddion. Mae'r peiriannau hyn yn gallu cyflawni gweithrediadau amrywiol, megis melino wynebau, melino ymylol, drilio a diflas.
Ymhlith y nodweddion allweddol o beiriannau melino CNC mae:
l echelinau lluosog o gynnig (3, 4, neu 5 echel yn nodweddiadol)
l Cyflymder gwerthyd addasadwy a chyfraddau bwyd anifeiliaid
l Newidwyr offer awtomatig ar gyfer mwy o effeithlonrwydd
l Cydnawsedd ag ystod eang o ddeunyddiau, gan gynnwys metelau, plastigau a chyfansoddion
Mae peiriannau melino CNC yn cael eu dosbarthu yn seiliedig ar eu cyfeiriadedd a'u cyfluniad:
1. Peiriannau melino fertigol
a. Mae gwerthyd yn gyfeiriadol yn fertigol
b. Yn ddelfrydol ar gyfer creu arwynebau gwastad, slotiau a phocedi
c. Ymhlith y mathau cyffredin mae melinau gwely, melinau tyred, a melinau pen -glin
2. Peiriannau melino llorweddol
a. Mae gwerthyd yn gyfeiriadol yn llorweddol
b. Yn addas iawn ar gyfer peiriannu darnau gwaith mawr, trwm
c. Yn cynnig mwy o anhyblygedd a thynnu sglodion o'i gymharu â melinau fertigol
3. Peiriannau melino cyffredinol
a. Cyfunwch nodweddion melinau fertigol a llorweddol
b. Mae'r pen troi yn caniatáu ar gyfer onglau a chyfuchliniau mwy cymhleth
c. Yn darparu mwy o hyblygrwydd ar gyfer cymwysiadau peiriannu amrywiol
Math o beiriant melino |
Cyfeiriadedd werthyd |
Cyfeiriadedd WorkPiece |
Ceisiadau cyffredin |
Fertigol |
Fertigol |
Llorweddol |
Arwynebau gwastad, slotiau, pocedi |
Llorweddol |
Llorweddol |
Fertigol |
Rhannau mawr, trwm; Gwell tynnu sglodion |
Chyffredinol |
Troi |
Hamchan |
Onglau cymhleth a chyfuchliniau; Ceisiadau Amrywiol |
Mae peiriannau melino CNC yn hanfodol ar gyfer cynhyrchu amrywiaeth eang o gydrannau manwl ar draws amrywiol ddiwydiannau, gan gynnwys modurol, awyrofod, meddygol a gweithgynhyrchu. Mae'r gallu i greu geometregau cymhleth, goddefiannau tynn, a gorffeniadau wyneb llyfn yn gwneud peiriannau melino CNC yn anhepgor mewn peiriannu manwl modern.
CNC Lathes a Chanolfannau Troi
Mae turnau CNC a chanolfannau troi yn offer peiriannu manwl a ddyluniwyd i gynhyrchu rhannau silindrog trwy gylchdroi'r darn gwaith yn erbyn teclyn torri llonydd. Mae'r peiriannau hyn yn hanfodol ar gyfer cydrannau gweithgynhyrchu â chroestoriadau crwn, megis siafftiau, bushings a Bearings.
Mae nodweddion allweddol turnau CNC a chanolfannau troi yn cynnwys:
l moduron gwerthyd pwerus ar gyfer cylchdro cyflym
l Moduron servo manwl gywir ar gyfer lleoli offer yn gywir
l Newidwyr offer awtomatig ar gyfer mwy o effeithlonrwydd
l Galluoedd offer byw ar gyfer gweithrediadau melino a drilio
Mathau o durnau CNC a chanolfannau troi:
1. Turnau 2-echel
a. Symudwch yr offeryn torri mewn dwy echel (x a z)
b. Yn ddelfrydol ar gyfer gweithrediadau troi syml ac wynebu
2. Turnau aml-echel
a. Cynnwys bwyeill ychwanegol (Y, B, neu C) ar gyfer geometregau mwy cymhleth
b. Galluogi troi, cyfuchlinio a pheiriannu ecsentrig y tu allan i'r ganolfan
3. Turnau o fath y Swistir
a. Wedi'i gynllunio ar gyfer peiriannu manwl o rannau bach, main
b. Defnyddio pen pen llithro a thywys bushing ar gyfer cywirdeb gwell
c. Yn addas iawn ar gyfer cynhyrchu cydrannau meddygol ac electronig
Math turn |
Echelinau cynnig |
Nodweddion Allweddol |
Ceisiadau cyffredin |
2-echel |
X, z |
Troi ac wynebu syml |
Siafftiau, gofodwyr, bushings |
Aml-echelin |
X, z, y, b, c |
Geometregau cymhleth, cyfuchlinio |
Cams, gerau, rhannau ecsentrig |
Swiss-fath |
X, z, y, b, c |
Peiriannu manwl o rannau bach |
Cydrannau meddygol, electronig |
Mae turnau CNC a chanolfannau troi yn cynnig sawl mantais dros turnau â llaw traddodiadol:
l Mwy o gywirdeb ac ailadroddadwyedd
l Cyflymder cynhyrchu uwch a llai o amseroedd arwain
l Gallu i beiriannu geometregau cymhleth a goddefiannau tynn
l Llai o gostau llafur a gwell effeithlonrwydd
Mae'r peiriannau hyn yn hanfodol ar gyfer cynhyrchu rhannau wedi'u troi'n fanwl uchel mewn amrywiol ddiwydiannau, gan gynnwys modurol, awyrofod, meddygol, ac olew a nwy. Gyda'r datblygiadau mewn technoleg CNC, mae canolfannau troi modern yn parhau i wthio ffiniau manwl gywirdeb, cyflymder a chymhlethdod wrth beiriannu cydrannau silindrog.
CNC Grinders
Mae llifanu CNC yn offer peiriannu manwl a ddefnyddir i orffen gweithrediadau, gan sicrhau bod rhannau'n cwrdd â'r gorffeniad wyneb gofynnol a manylebau goddefgarwch. Mae'r peiriannau hyn yn defnyddio olwynion sgraffiniol i dynnu ychydig bach o ddeunydd o'r darn gwaith, gan arwain at arwynebau llyfn iawn a goddefiannau tynn.
Mathau o Gnc Grinders:
1. Llifanu wyneb
a. Defnyddiwch olwyn sgraffiniol cylchdroi i greu arwynebau gwastad, llyfn
b. Yn ddelfrydol ar gyfer gorffen cydrannau tebyg i blât a chreu onglau manwl gywir
2. Llifanu silindrog
a. Wedi'i gynllunio ar gyfer malu diamedr allanol (OD) rhannau silindrog
b. Gellir ei ddefnyddio hefyd ar gyfer malu diamedr mewnol (ID) gydag atodiadau arbenigol
3. Llifanu di -ganol
a. Defnyddiwch olwyn falu, olwyn reoleiddio, a llafn gwaith i falu rhannau silindrog
b. Dileu'r angen am ganolfannau darn gwaith, gan ganiatáu ar gyfer cyfraddau cynhyrchu cyflymach
Math Grinder |
Geometreg workpiece |
Gweithredu Malu |
Ceisiadau cyffredin |
Wyneb |
Gwastad, tebyg i blât |
Olwyn gylchdroi |
Platiau mowld, cydrannau marw, mesuryddion |
Silindrog |
Silindrog |
Olwyn gylchdroi |
Siafftiau, pinnau, berynnau, spindles |
Di -ganol |
Silindrog |
Olwynion cylchdroi |
Falfiau, pistons, gwiail, pinnau |
Buddion allweddol llifanu CNC:
l Cyflawni goddefiannau hynod o dynn (hyd at ± 0.0001 modfedd)
Mae L yn cynhyrchu gorffeniadau wyneb uwchraddol (mor isel ag RA 0.2 μm)
l Cynnal cywirdeb ac ailadroddadwyedd uchel ar draws sawl rhan
l Lleihau costau llafur a chynyddu effeithlonrwydd o'i gymharu â malu â llaw
Mae llifanu CNC yn hanfodol ar gyfer cynhyrchu cydrannau manwl uchel mewn amrywiol ddiwydiannau, gan gynnwys:
l Awyrofod: Llafnau tyrbin, cydrannau offer glanio, a rhannau injan
L Modurol: cydrannau trosglwyddo, falfiau injan, a chwistrellwyr tanwydd
L Meddygol: Mewnblaniadau Orthopedig, Offerynnau Llawfeddygol, a Chydrannau Deintyddol
l Electroneg: cydrannau lled -ddargludyddion, lensys optegol, a mowldiau manwl gywirdeb
Wrth i dechnoleg ddatblygu, mae llifanu CNC yn parhau i esblygu, gan gynnig manwl gywirdeb uwch, cyfraddau cynhyrchu cyflymach, a galluoedd malu mwy amlbwrpas. Mae'r peiriannau hyn yn chwarae rhan hanfodol wrth sicrhau bod rhannau manwl gywir yn cwrdd â gofynion llym gweithgynhyrchu modern.
Peiriannu Rhyddhau Trydanol (EDM)
Mae peiriannu rhyddhau trydanol (EDM) yn broses beiriannu anhraddodiadol sy'n defnyddio gwreichion trydanol i dynnu deunydd o workpieces dargludol yn drydanol. Mae'r broses hon yn ddelfrydol ar gyfer peiriannu deunyddiau caled, egsotig neu greu geometregau cymhleth sy'n anodd eu cyflawni gydag offer torri traddodiadol.
Dau brif fath o EDM:
1. EDM Gwifren
a. Yn defnyddio gwifren denau, â gwefr drydanol i dorri trwy'r darn gwaith
b. Mae'n ddelfrydol ar gyfer creu siapiau a chyfuchliniau cymhleth, manwl
c. Ymhlith y cymwysiadau cyffredin mae marw, dyrnu, a chydrannau awyrofod
2. Sinker edm
a. Yn defnyddio electrod siâp i erydu deunydd o'r darn gwaith
b. Yn creu ceudodau, mowldiau, a siapiau 3D cymhleth
c. Yn addas iawn ar gyfer mewnosod mowld gweithgynhyrchu, cydrannau marw, ac offer llawfeddygol
Math EDM |
Electrod |
Gweithredu Peiriannu |
Ceisiadau cyffredin |
EDM Gwifren |
Gwifren denau |
Toriadau trwy Workpiece |
Yn marw, dyrnu, rhannau awyrofod |
Sinker edm |
Electrod siâp |
Yn erydu deunydd |
Mewnosod mowld, cydrannau marw, offer llawfeddygol |
Sut mae EDM yn Gweithio:
1. Mae'r darn gwaith yn cael ei foddi mewn hylif dielectrig, dŵr neu olew wedi'i ddad -ddeiadu fel arfer
2. Mae cerrynt foltedd uchel yn cael ei gymhwyso rhwng yr electrod (gwifren neu siâp) a'r darn gwaith
3. Mae gwreichion trydanol yn neidio ar draws y bwlch, gan gynhyrchu gwres dwys (hyd at 12,000 ° C)
4. Mae'r gwres yn anweddu ychydig bach o ddeunydd o'r darn gwaith a'r electrod
5. Mae'r hylif dielectrig yn fflysio'r deunydd anweddus i ffwrdd, gan adael arwyneb manwl gywir, wedi'i beiriannu
Manteision EDM:
L Peiriannau Deunyddiau Caled, Egsotig Fel Titaniwm, Carbid Twngsten, a Dur Caled
l Yn creu geometregau cymhleth a manylion cymhleth gyda chywirdeb uchel
Mae L yn cynhyrchu unrhyw straen mecanyddol na phwysau offer ar y darn gwaith
l yn cyflawni gorffeniadau arwyneb rhagorol heb yr angen am weithrediadau eilaidd
Mae EDM wedi dod yn broses peiriannu manwl gywirdeb hanfodol mewn amrywiol ddiwydiannau, gan gynnwys awyrofod, modurol, meddygol ac electroneg. Wrth i ddeunyddiau barhau i symud ymlaen a dylunio cymhlethdod yn cynyddu, bydd EDM yn parhau i fod yn offeryn hanfodol ar gyfer creu cydrannau manwl uchel sy'n cwrdd â gofynion gweithgynhyrchu modern.
Llwybryddion CNC
Mae llwybryddion CNC yn offer peiriannu manwl amryddawn sy'n debyg i beiriannau melino CNC ond a ddefnyddir yn bennaf ar gyfer peiriannu deunyddiau meddalach, fel pren, plastigau a chyfansoddion. Mae'r peiriannau hyn yn defnyddio spindles cyflym ac amrywiaeth o offer torri i greu dyluniadau cymhleth, engrafiadau a siapiau 3D.
Nodweddion Allweddol Llwybryddion CNC:
l Cynnig aml-echel (3 neu 5 echel yn nodweddiadol)
l Spindles cyflym (hyd at 30,000 rpm neu fwy)
l ardaloedd gwaith mawr ar gyfer peiriannu darnau gwaith sylweddol
l Cydnawsedd ag amrywiol opsiynau offer, gan gynnwys melinau diwedd, darnau drilio, ac offer engrafiad
Cymwysiadau Cyffredin Llwybryddion CNC:
1. Goed
a. Cynhyrchu Dodrefn
b. Gwneud cabinet
c. Cerfiadau ac engrafiadau addurniadol
2. Harwyddion
a. Creu arwyddion ac arddangosfeydd wedi'u teilwra
b. Logos engrafiad a llythrennau
c. Torri acrylig, bwrdd ewyn, a deunyddiau arwyddion eraill
3. Awyrofod
a. Peiriannu deunyddiau cyfansawdd ysgafn
b. Cynhyrchu cydrannau mewnol, fel paneli a swmp -bennau
c. Creu prototeipiau a rhannau prawf
Niwydiant |
Deunyddiau |
Cymwysiadau nodweddiadol |
Goed |
Pren, mdf, pren haenog |
Dodrefn, cabinetry, cerfiadau addurniadol |
Harwyddion |
Acrylig, Bwrdd Ewyn, PVC |
Arwyddion Custom, Logos, Arddangosfeydd |
Awyrofod |
Cyfansoddion, plastigau, alwminiwm |
Cydrannau mewnol, prototeipiau, rhannau prawf |
Buddion Llwybryddion CNC:
l Gallu i beiriannu gwaith mawr, gwastad gyda chywirdeb uchel
l Amlochredd wrth beiriannu ystod eang o ddeunyddiau
l Galluoedd cynhyrchu cyflym ar gyfer mwy o effeithlonrwydd
rhwyddineb defnydd a llai o ofynion sgiliau gweithredwyr o gymharu â llwybryddion traddodiadol
Wrth i dechnoleg ddatblygu, mae llwybryddion CNC yn parhau i esblygu, gan gynnig cyflymderau uwch, mwy o gywirdeb, a nodweddion mwy datblygedig fel newidwyr offer awtomatig a systemau daliad gwaith gwactod. Mae'r peiriannau hyn wedi dod yn offer hanfodol i fusnesau sy'n edrych i symleiddio eu prosesau cynhyrchu a chreu rhannau o ansawdd uchel, wedi'u peiriannu'n benodol, mewn amrywiol ddiwydiannau.
Torwyr plasma CNC
Mae torwyr plasma CNC yn offer peiriannu manwl sy'n defnyddio jet cyflymder uchel o nwy ïoneiddiedig i dorri trwy ddeunyddiau dargludol trydan, fel dur, alwminiwm a chopr. Mae'r arc plasma, a all gyrraedd tymereddau hyd at 50,000 ° F (27,760 ° C), yn toddi'r deunydd tra bod y llif nwy cyflym yn chwythu'r deunydd tawdd i ffwrdd, gan greu toriad glân, manwl gywir.
Cydrannau allweddol torwyr plasma CNC:
1. Torch Plasma: Yn cynhyrchu'r arc plasma tymheredd uchel
2. System Reoli CNC: Yn cyfarwyddo symudiad y ffagl ar hyd y llwybr torri
3. Gantri neu drawst: yn cynnal ac yn symud y ffagl ar draws y bwrdd torri
4. Tabl Torri: Yn cefnogi'r darn gwaith yn ystod y broses dorri
Manteision torri plasma CNC:
l Cyflymder torri uchel (hyd at 500 modfedd y funud)
l Gallu i dorri deunyddiau trwchus (hyd at 2 fodfedd neu fwy)
l Costau gweithredu cymharol isel o gymharu â dulliau torri eraill
l Amlochredd wrth dorri amrywiol ddeunyddiau dargludol
Cymwysiadau cyffredin torwyr plasma CNC:
Niwydiant |
Cymwysiadau nodweddiadol |
Modurol |
Cydrannau siasi, systemau gwacáu, paneli corff |
Cystrawen |
Dur strwythurol, gwregysau, trawstiau, pibellau |
Weithgynhyrchion |
Rhannau peiriant, cromfachau, gosodiadau, cydrannau arfer |
Celf ac Addurn |
Cerfluniau metel, arwyddion, elfennau addurniadol |
Ffactorau sy'n effeithio ar ansawdd torri plasma CNC:
1. Trwch a chyfansoddiad materol
2. Torri cyflymder a phellter fflachlamp-i-waith
3. Pwysedd nwy a chyfradd llif
4. Maint a gwisgo ffroenell
5. Arc plasma cerrynt a foltedd
Er mwyn sicrhau'r canlyniadau gorau, rhaid i weithredwyr addasu'r paramedrau hyn yn ofalus ar sail y deunydd sy'n cael ei dorri a'r ansawdd torri a ddymunir. Mae cynnal a chadw rheolaidd, gan gynnwys amnewid ffroenell a graddnodi, hefyd yn hanfodol ar gyfer sicrhau toriadau cyson o ansawdd uchel.
Wrth i dechnoleg torri plasma CNC barhau i symud ymlaen, mae'r peiriannau hyn yn dod yn fwyfwy galluog i gynhyrchu toriadau manwl gywir o ansawdd uchel mewn ystod eang o ddeunyddiau a thrwch. Mae'r amlochredd hwn yn gwneud torwyr plasma CNC yn offeryn hanfodol ar gyfer llawer o gymwysiadau saernïo a phrosesu metel.
Torwyr Laser CNC
Mae torwyr laser CNC yn offer peiriannu manwl sy'n defnyddio pelydr o olau â ffocws uchel i dorri, engrafio, neu farcio amrywiol ddefnyddiau, gan gynnwys metelau, plastigau, pren a gwydr. Mae'r pelydr laser yn cael ei gynhyrchu gan ffynhonnell laser, yn nodweddiadol CO2 neu laser ffibr, ac fe'i cyfarwyddir gan gyfres o ddrychau a lensys a reolir gan system CNC.
Manteision torri laser CNC:
1. Manwl gywirdeb a chywirdeb uchel
2. Lled cul Kerf (lled torri) ar gyfer lleiafswm o wastraff deunydd
3. Dim cyswllt corfforol rhwng yr offeryn a'r darn gwaith
4. Y gallu i dorri siapiau cymhleth a manylion cain
5. Parth lleiaf yr effeithir arno gan wres (HAZ) ar gyfer llai o ystumio deunydd
Math o Laser |
Donfedd |
Deunyddiau nodweddiadol |
Ceisiadau cyffredin |
CO2 |
10.6 μm |
Pren, acrylig, plastigau, ffabrig, lledr |
Arwyddion, pecynnu, dillad, modelau |
Ffibrau |
1.06 μm |
Metelau (dur, alwminiwm, pres), cerameg |
Electroneg, modurol, awyrofod |
Ffactorau allweddol sy'n effeithio ar berfformiad torri laser CNC:
l pŵer laser a thonfedd
l Torri cyflymder a chynorthwyo pwysau nwy
l priodweddau materol (trwch, adlewyrchiad, dargludedd thermol)
l lens ffocws a chyflwr ffroenell
Er mwyn gwneud y gorau o ganlyniadau torri, rhaid i weithredwyr ddewis y math laser, pŵer a'r gosodiadau priodol yn ofalus yn seiliedig ar y deunydd sy'n cael ei brosesu a'r ansawdd torri a ddymunir. Mae cynnal a chadw rheolaidd, gan gynnwys glanhau lens a graddnodi, yn hanfodol ar gyfer sicrhau perfformiad cyson ac ymestyn oes y system torri laser.
Mae torwyr laser CNC yn cynnig sawl budd unigryw o gymharu â dulliau torri eraill:
1. Mae'r broses ddigyswllt yn dileu gwisgo a thorri offer
2. Lleiafswm gwastraff deunydd ac ymylon glân, heb burr
3. Cyflymder uchel ac effeithlonrwydd ar gyfer mwy o gynhyrchiant
4. Amlochredd wrth brosesu ystod eang o ddeunyddiau a thrwch
Wrth i dechnoleg laser barhau i esblygu, mae torwyr laser CNC yn dod yn fwyfwy pwerus, manwl gywir a fforddiadwy, gan eu gwneud yn offeryn hanfodol ar gyfer llawer o gymwysiadau gweithgynhyrchu a saernïo ar draws amrywiol ddiwydiannau, gan gynnwys modurol, awyrofod, electroneg a nwyddau defnyddwyr.
Deunyddiau peiriannu manwl CNC
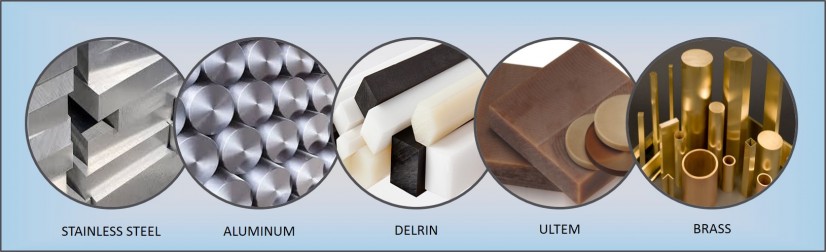
Metelau
Mae peiriannu manwl CNC yn gydnaws ag ystod eang o fetelau, pob un ag eiddo a nodweddion unigryw sy'n eu gwneud yn addas ar gyfer gwahanol gymwysiadau. Mae deall priodweddau'r metelau hyn yn hanfodol ar gyfer dewis y deunydd priodol ar gyfer eich prosiect a sicrhau'r perfformiad peiriannu gorau posibl.
Alwminiwm
l ysgafn a hawdd ei beiriannu
l Dargludedd thermol a thrydanol rhagorol
l Gwrthiant cyrydiad da
l Fe'i defnyddir yn gyffredin mewn cynhyrchion awyrofod, modurol a defnyddwyr
Ddur
l Cryfder a gwydnwch uchel
l ystod eang o raddau ac aloion ar gael
l sy'n addas ar gyfer cymwysiadau sydd angen ymwrthedd gwisgo uchel
l a ddefnyddir mewn peiriannau, offer a chydrannau strwythurol
Dur gwrthstaen
l Gwrthiant cyrydiad eithriadol
l cryfder a chaledwch da
l hylan a hawdd ei lanhau
Yn ddelfrydol ar gyfer prosesu bwyd, dyfeisiau meddygol ac offer cemegol
Mhres
l Machinability rhagorol
l dargludedd thermol a thrydanol da
l Ymddangosiad deniadol ac ymwrthedd i llychwino
l a ddefnyddir mewn caledwedd addurniadol, gosodiadau plymio, ac offerynnau cerdd
Gopr
l Dargludedd thermol a thrydanol uchel
l ffurfioldeb da a machinability
l eiddo gwrthficrobaidd
l Defnyddir yn gyffredin mewn cydrannau trydanol, cyfnewidwyr gwres, a systemau pibellau
Titaniwm
l cymhareb cryfder-i-bwysau eithriadol
l Gwrthiant cyrydiad uchel
l Biocompatible a hypoalergenig
l a ddefnyddir mewn awyrofod, mewnblaniadau meddygol, a chymwysiadau perfformiad uchel
Metel |
Eiddo Allweddol |
Ceisiadau cyffredin |
Alwminiwm |
Ysgafn, dargludol, gwrthsefyll cyrydiad |
Awyrofod, modurol, cynhyrchion defnyddwyr |
Ddur |
Graddau cryf, gwydn, amrywiol |
Peiriannau, offer, cydrannau strwythurol |
Dur gwrthstaen |
Gwrthsefyll cyrydiad, hylan |
Prosesu bwyd, dyfeisiau meddygol, offer cemegol |
Mhres |
Machinable, dargludol, deniadol |
Caledwedd addurniadol, plymio, offerynnau cerdd |
Gopr |
Dargludol, ffurfiadwy, gwrthficrobaidd |
Cydrannau trydanol, cyfnewidwyr gwres, pibellau |
Titaniwm |
Cryfder uchel i bwysau, gwrthsefyll cyrydiad |
Awyrofod, mewnblaniadau meddygol, rhannau perfformiad uchel |
Wrth ddewis metel ar gyfer eich prosiect peiriannu manwl CNC, ystyriwch ffactorau fel:
l priodweddau mecanyddol (cryfder, caledwch, caledwch)
l priodweddau thermol a thrydanol
l Gwrthiant cyrydiad
l machinability a gwisgo offer
l Cost ac argaeledd
Trwy ddewis y metel cywir ar gyfer eich cais ac optimeiddio'ch paramedrau peiriannu, gallwch sicrhau canlyniadau o ansawdd uchel, manwl gywir a chost-effeithiol gyda pheiriannu manwl CNC.
Plastigau
Yn ogystal â metelau, mae peiriannu manwl CNC hefyd yn hynod effeithiol ar gyfer prosesu deunyddiau plastig amrywiol. Mae plastigau'n cynnig manteision unigryw, megis adeiladu ysgafn, inswleiddio trydanol rhagorol, ac ymwrthedd cemegol da. Dyma rai deunyddiau plastig cyffredin a ddefnyddir wrth beiriannu manwl CNC:
Abs (styren biwtadïen acrylonitrile)
l Gwrthiant effaith dda a chaledwch
l Machinability rhagorol a sefydlogrwydd dimensiwn
l Gwrthsefyll cemegolion a gwres
l a ddefnyddir mewn rhannau modurol, offer cartref, a theganau
PC (polycarbonad)
l cryfder effaith uchel a chaledwch
l eiddo inswleiddio thermol a thrydanol da
l tryloyw ac ar gael mewn lliwiau amrywiol
l Fe'i defnyddir yn gyffredin mewn cydrannau modurol, dyfeisiau meddygol ac offer diogelwch
Peek (ceton ether polyether)
l cryfder a stiffrwydd eithriadol
l Gwrthiant cemegol a thymheredd rhagorol
l Amsugno lleithder isel a sefydlogrwydd dimensiwn da
l yn ddelfrydol ar gyfer cymwysiadau awyrofod, modurol a pherfformiad uchel
Neilon
l Cryfder uchel a hyblygrwydd
l Gwisg dda a gwrthiant sgrafelliad
l ffrithiant isel ac eiddo hunan-iro
l a ddefnyddir mewn gerau, berynnau a chydrannau mecanyddol
Acrylig (PMMA)
l eglurder optegol rhagorol a thryloywder
l Gwrthiant UV da a weatherability
l hawdd ei beiriannu a sgleinio
l Fe'i defnyddir yn gyffredin mewn lensys, arddangosfeydd ac arwyddion
Blastig |
Eiddo Allweddol |
Ceisiadau cyffredin |
Abs |
Gwrthsefyll effaith, machinable, sy'n gwrthsefyll gwres |
Rhannau modurol, offer cartref, teganau |
PC |
Cryfder effaith uchel, tryloyw, inswleiddio |
Cydrannau modurol, dyfeisiau meddygol, offer diogelwch |
Gip |
Cryf, stiff, gwrthsefyll cemegol |
Awyrofod, modurol, rhannau perfformiad uchel |
Neilon |
Cryf, hyblyg, gwrthsefyll gwisgo |
Gerau, berynnau, cydrannau mecanyddol |
Acrylig |
Yn optegol glir, yn gwrthsefyll UV, yn hawdd ei beiriannu |
Lensys, arddangosfeydd, arwyddion |
Wrth beiriannu plastigau gydag offer manwl CNC, ystyriwch y canlynol:
l Defnyddiwch offer miniog, o ansawdd uchel sydd wedi'u cynllunio'n benodol ar gyfer plastigau
l Addasu cyflymderau torri a chyfraddau bwyd anifeiliaid i atal toddi neu ddadffurfiad
l Darparu digon o oeri a gwacáu sglodion i gynnal ansawdd rhan
l Cyfrifwch am ehangu thermol a chrebachu yn ystod peiriannu
Cyfansoddion a deunyddiau egsotig
Yn ogystal â metelau a phlastigau traddodiadol, gall peiriannu manwl CNC hefyd brosesu deunyddiau cyfansawdd datblygedig ac aloion egsotig. Mae'r deunyddiau hyn yn cynnig eiddo unigryw sy'n eu gwneud yn ddelfrydol ar gyfer mynnu cymwysiadau mewn diwydiannau fel awyrofod, amddiffyn, a modurol perfformiad uchel.
Cyfansoddion
Mae deunyddiau cyfansawdd yn cael eu ffurfio trwy gyfuno dau neu fwy o ddeunyddiau gwahanol i gyflawni eiddo gwell. Ymhlith y cyfansoddion cyffredin a ddefnyddir mewn peiriannu manwl CNC mae:
l polymerau wedi'u hatgyfnerthu â ffibr carbon (CFRP)
¡ Cymhareb cryfder-i-bwysau uchel
¡ Stiffrwydd rhagorol a sefydlogrwydd dimensiwn
¡ A ddefnyddir mewn strwythurau awyrofod, offer chwaraeon, a cherbydau moethus
l polymerau wedi'u hatgyfnerthu â ffibr gwydr (GFRP)
¡ Cryfder da a stiffrwydd am gost is na CFRP
¡ Priodweddau inswleiddio trydanol rhagorol
¡ A ddefnyddir yn gyffredin mewn llafnau tyrbinau gwynt, cregyn cychod, a chydrannau modurol
L kevlar (aramid) Cyfansoddion ffibr
¡ Cryfder tynnol uchel ac ymwrthedd effaith
¡ Ysgafn a hyblyg
¡ A ddefnyddir mewn festiau bulletproof, cydrannau awyrofod, a rhaffau perfformiad uchel
Deunyddiau Egsotig
Mae deunyddiau egsotig yn aloion datblygedig a metelau sydd ag eiddo unigryw sy'n eu gwneud yn addas ar gyfer amgylcheddau eithafol a chymwysiadau heriol. Mae rhai enghreifftiau yn cynnwys:
l Inconel
¡ Cryfder tymheredd uchel rhagorol ac ymwrthedd ocsidiad
¡ Gwrthiant cyrydiad da a chaledwch
¡ A ddefnyddir mewn peiriannau tyrbinau nwy, offer prosesu cemegol, ac adweithyddion niwclear
l Monel
¡ Cryfder uchel ac ymwrthedd cyrydiad rhagorol
¡ Di-magnetig a gwrthsefyll gwreichionen
¡ A ddefnyddir yn gyffredin mewn offer morol, prosesu cemegol, a diwydiannau olew a nwy
L Hastelloy
¡ Gwrthiant cyrydiad rhagorol mewn amgylcheddau garw
¡ Cryfder tymheredd uchel da ac ymwrthedd ocsidiad
¡ A ddefnyddir mewn prosesu cemegol, adweithyddion niwclear, a chydrannau awyrofod
Materol |
Eiddo Allweddol |
Ceisiadau cyffredin |
Polymer wedi'i atgyfnerthu â ffibr carbon |
Cryfder uchel i bwysau, stiff, dimensiwn sefydlog yn sefydlog |
Strwythurau Awyrofod, Offer Chwaraeon, Cerbydau Moethus |
Polymer wedi'i atgyfnerthu â ffibr gwydr |
Cryfder a stiffrwydd da, wedi'i inswleiddio'n drydanol |
Llafnau tyrbin gwynt, cregyn cychod, cydrannau modurol |
Ffibr Kevlar (Aramid) |
Cryfder tynnol uchel, gwrthsefyll effaith, ysgafn |
Festiau bulletproof, cydrannau awyrofod, rhaffau perfformiad uchel |
Hancesol |
Cryfder tymheredd uchel, gwrthsefyll cyrydiad |
Peiriannau Tyrbinau Nwy, Prosesu Cemegol, Adweithyddion Niwclear |
Monel |
Cryfder uchel, gwrthsefyll cyrydiad, heb fod yn magnetig |
Offer Morol, Prosesu Cemegol, Diwydiannau Olew a Nwy |
Hastelloy |
Ymwrthedd cyrydiad rhagorol, cryfder temp uchel |
Prosesu cemegol, adweithyddion niwclear, cydrannau awyrofod |
Wrth beiriannu cyfansoddion a deunyddiau egsotig, ystyriwch y canlynol:
l Defnyddiwch offer wedi'u gorchuddio â diemwnt neu garbid ar gyfer gwell ymwrthedd gwisgo
l Addasu paramedrau torri i leihau dadelfennu a thynnu ffibr allan
l Gweithredu systemau casglu llwch ac awyru cywir
l Cyfrifwch am briodweddau deunydd-benodol, megis anisotropi a sensitifrwydd thermol
Ystyriaethau dewis deunydd ar gyfer peiriannu manwl CNC
Mae dewis y deunydd cywir ar gyfer eich prosiect peiriannu manwl CNC yn hanfodol er mwyn sicrhau'r perfformiad, ymarferoldeb a chost-effeithiolrwydd gorau posibl. Wrth ddewis deunydd, ystyriwch y ffactorau canlynol:
1. Priodweddau mecanyddol
a. Cryfder: y gallu i wrthsefyll straen heb fethu
b. Caledwch: ymwrthedd i fewnoliad a gwisgo
c. Caledwch: y gallu i amsugno egni heb dorri asgwrn
d. Elastigedd: Y gallu i ddychwelyd i'w siâp gwreiddiol ar ôl dadffurfiad
2. Eiddo thermol
a. Pwynt toddi: y tymheredd y mae'r deunydd yn trosglwyddo o solid i hylif
b. Dargludedd Thermol: Y gallu i drosglwyddo gwres
c. Ehangu Thermol: Y newid mewn cyfaint oherwydd newidiadau tymheredd
3. Priodweddau trydanol
a. Dargludedd: y gallu i gynnal cerrynt trydanol
b. Inswleiddio: y gallu i wrthsefyll llif cerrynt trydanol
c. Cryfder dielectrig: y maes trydan uchaf y gall deunydd ei wrthsefyll heb chwalu
4. Priodweddau Cemegol
a. Gwrthiant cyrydiad: Y gallu i wrthsefyll diraddio mewn amgylcheddau cyrydol
b. Cydnawsedd Cemegol: Y gallu i gynnal uniondeb pan fydd yn agored i gemegau penodol
5. Machinability
a. Rhwyddineb torri, drilio a siapio'r deunydd
b. Gwisgo offer a thorri
c. Ffurfio a gwacáu sglodion
d. Ansawdd Gorffen Arwyneb
6. Cost ac argaeledd
a. Cost deunydd crai
b. Costau prosesu a pheiriannu
c. Amseroedd arwain ac isafswm meintiau archeb
d. Dibynadwyedd a chysondeb cyflenwyr
Ffactor |
Ystyriaethau |
Priodweddau mecanyddol |
Cryfder, caledwch, caledwch, hydwythedd |
Eiddo thermol |
Pwynt toddi, dargludedd thermol, ehangu thermol |
Priodweddau trydanol |
Dargludedd, inswleiddio, cryfder dielectrig |
Priodweddau Cemegol |
Ymwrthedd cyrydiad, cydnawsedd cemegol |
Machinability |
Rhwyddineb peiriannu, gwisgo offer, ffurfio sglodion, gorffeniad arwyneb |
Cost ac argaeledd |
Cost deunydd crai, costau prosesu, amseroedd arwain, dibynadwyedd cyflenwyr |
I wneud penderfyniad gwybodus, dilynwch y camau hyn:
1. Diffiniwch y gofynion cais a'r amodau gweithredu
2. Nodi'r priodweddau deunydd critigol ar gyfer eich cais penodol
3. Ymchwilio a chymharu deunyddiau posibl sy'n cwrdd â'ch gofynion
4. Ymgynghorwch â chyflenwyr materol ac arbenigwyr peiriannu CNC
5. Ystyriwch ffactorau cost ac argaeledd
6. Dewiswch y deunydd sy'n cynnig y cydbwysedd gorau o berfformiad, machinability, a chost
Trwy werthuso eich anghenion cais a'ch opsiynau deunydd yn ofalus, gallwch ddewis y deunydd gorau posibl ar gyfer eich prosiect peiriannu manwl CNC, gan sicrhau canlyniadau llwyddiannus a pherfformiad tymor hir.
Goddefiannau a chywirdeb peiriannu manwl CNC
Mae goddefiannau a chywirdeb yn agweddau hanfodol ar beiriannu manwl CNC, gan eu bod yn effeithio'n uniongyrchol ar ansawdd, ymarferoldeb a chyfnewidioldeb rhannau wedi'u peiriannu. Mae deall a rheoli'r ffactorau hyn yn hanfodol ar gyfer cynhyrchu cydrannau o ansawdd uchel sy'n cwrdd â'r manylebau gofynnol.
Deall Goddefiannau Peiriannu
Mae goddefiannau peiriannu yn diffinio'r ystod dderbyniol o wyriad o'r dimensiynau penodedig. Mae yna sawl math o oddefiadau:
1. Goddefiannau dimensiwn: yr amrywiad a ganiateir o ran maint, megis hyd, lled neu ddiamedr
2. Goddefiannau geometrig: Y gwyriad a ganiateir ar ffurf, cyfeiriadedd, lleoliad neu redeg allan
3. Goddefiannau Gorffen Arwyneb: Yr ystod dderbyniol o garwedd arwyneb neu wead
Mynegir goddefiannau fel arfer gan ddefnyddio symbolau a gwerthoedd ar luniadau peirianneg, megis:
l ± 0.005 '(plws/minws 0.005 modfedd)
L 0.001 '(goddefgarwch diamedr o 0.001 modfedd)
L 32 μin (Gorffeniad arwyneb 32 microinhes
I gael mwy o wybodaeth am beiriannu goddefiannau, ewch i: Goddefiannau Peiriannu CNC.
Ffactorau sy'n effeithio ar gywirdeb peiriannu manwl CNC
Gall sawl ffactor ddylanwadu ar gywirdeb rhannau wedi'u peiriannu manwl gywirdeb CNC:
1. Cywirdeb Offer Peiriant: Cywirdeb cynhenid y peiriant CNC, gan gynnwys ei leoli a'i ailadroddadwyedd
2. Offer a gosod: Ansawdd a chyflwr offer torri, deiliaid a dyfeisiau dal gwaith
3. Amodau Amgylcheddol: Tymheredd, Lleithder a Lefelau Dirgryniad yn yr Amgylchedd Peiriannu
4. Sgil Gweithredwr: Profiad ac Arbenigedd Gweithredwr Peiriant CNC
5. Priodweddau Deunydd: Machinability, Sefydlogrwydd a Chysondeb y Deunydd Workpiece
Cyflawni goddefiannau tynn mewn peiriannu manwl CNC
Er mwyn cyflawni goddefiannau tynn a chynnal cywirdeb uchel, ystyriwch yr arferion gorau canlynol:
1. Defnyddiwch beiriannau CNC manwl uchel gydag amgodyddion llinol ac adeiladu anhyblyg
2. Graddnodi a chynnal offer peiriant, spindles ac echelinau yn rheolaidd
3. Defnyddio offer torri o ansawdd uchel, miniog a gwrthsefyll gwisgo
4. Gweithredu atebion dal gwaith a gosodiadau cadarn i leihau gwyro a dirgryniad i leihau
5. Rheoli ffactorau amgylcheddol, megis tymheredd a lleithder, yn yr ardal beiriannu
6. Hyfforddi ac ardystio gweithredwyr peiriannau CNC i sicrhau ansawdd cyson
7. Optimeiddio paramedrau torri, megis cyfradd porthiant, cyflymder gwerthyd, a dyfnder y toriad
8. Perfformio archwiliadau rheolaidd mewn proses ac ôl-broses i wirio cywirdeb
Dulliau Arolygu a Rheoli Ansawdd
Mae archwilio a gwirio cywirdeb rhannau wedi'u peiriannu manwl CNC yn hanfodol ar gyfer sicrhau ansawdd a chwrdd â gofynion cwsmeriaid. Mae dulliau archwilio cyffredin yn cynnwys:
1. Cydlynu Peiriannau Mesur (CMMs): Systemau awtomataidd sy'n mesur dimensiynau rhan a geometregau yn union
2. Cymharwyr Optegol: Dyfeisiau sy'n defnyddio silwetau chwyddedig i gymharu nodweddion rhan yn erbyn llun cyfeirio
3. Blociau a phinnau mesur: safonau corfforol a ddefnyddir i wirio dimensiynau a graddnodi offer mesur
4. Profwyr garwedd arwyneb: offerynnau sy'n mesur ac yn meintioli gwead a gorffeniad arwyneb
5. Rheoli Proses Ystadegol (SPC): Dull sy'n cael ei yrru gan ddata o fonitro a rheoli'r broses beiriannu
Ddulliau |
Pwrpasol |
Cydlynu peiriannau mesur |
Mesur manwl gywir o ddimensiynau a geometregau rhan |
Cymaryddion optegol |
Cymhariaeth o nodweddion rhan yn erbyn llun cyfeirnod |
Blociau a phinnau mesur |
Gwirio dimensiynau a graddnodi offer mesur |
Profwyr garwedd arwyneb |
Mesur a meintioli gwead a gorffeniad arwyneb |
Rheoli Proses Ystadegol |
Monitro a rheoli'r broses beiriannu sy'n cael ei yrru gan ddata |
Rhaglennu a meddalwedd ar gyfer peiriannu manwl CNC
Mae datrysiadau rhaglennu a meddalwedd effeithiol yn hanfodol ar gyfer peiriannu manwl gywirdeb CNC llwyddiannus. Mae'r offer hyn yn galluogi dylunwyr, peirianwyr a gweithredwyr peiriannau i greu, efelychu a gweithredu prosesau peiriannu cymhleth gyda chywirdeb ac effeithlonrwydd uchel.

Meddalwedd CAD a CAM
Mae meddalwedd CAD a CAM yn chwarae rolau hanfodol mewn peiriannu manwl CNC:
L CAD i greu modelau manwl 2D a 3D o rannau a chynulliadau Defnyddir meddalwedd
Mae Meddalwedd CAM yn cymryd modelau CAD ac yn cynhyrchu llwybrau offer a chod peiriant CNC (G-Code a M-Code)
Mae pecynnau meddalwedd CAD a CAM poblogaidd yn cynnwys:
1. AutoCAD ac Autodesk Fusion 360
2. Solidworks a solidcam
3. Meistrau
4. Catia
5. Siemens NX
Mae'r atebion meddalwedd hyn yn cynnig nodweddion pwerus, megis:
l Awtomeiddio Modelu a Dylunio Parametrig
l Optimization ac osgoi gwrthdrawiad
l Efelychu tynnu deunydd ac amcangyfrif amser beicio
l ôl-brosesu ar gyfer amrywiol reolwyr peiriannau CNC
Rhaglennu Cod-G a M-Code ar gyfer Peiriannau CNC
Cod-G a M-Code yw'r prif ieithoedd rhaglennu a ddefnyddir i reoli peiriannau CNC:
Mae L -Code (Cod Geometrig) yn diffinio symudiadau'r peiriant, megis llwybrau offer, cyfraddau porthiant, a chyflymder gwerthyd
Mae L M-Code (Cod Amrywiol) yn rheoli swyddogaethau ategol, fel oerydd, newidiadau offer, ac arosfannau rhaglenni
Enghraifft Gorchmynion Cod-G:
L G00: Lleoli Cyflym
L G01: Rhyngosod Llinol
L G02/G03: Rhyngosod crwn (clocwedd/gwrthglocwedd)
L G90/G91: Lleoli Absoliwt/Cynyddrannol
Enghraifft o orchmynion cod M:
L M03/M04: werthyd ar (clocwedd/gwrthglocwedd)
L M05: SPINDLE STOP
L M08/M09: Oerydd ymlaen/i ffwrdd
L M30: Diwedd y Rhaglen ac Ailosod
Meddalwedd Efelychu a Gwirio Peiriannu Precision CNC
Mae meddalwedd efelychu a gwirio yn caniatáu i raglenwyr a gweithredwyr ddilysu llwybrau offer, canfod materion posibl, a gwneud y gorau o brosesau peiriannu cyn eu rhedeg ar beiriannau CNC go iawn. Mae'r buddion o ddefnyddio meddalwedd efelychu yn cynnwys:
1. Llai o amseroedd gosod a mwy o ddefnydd o beiriant
2. Y risg fach o ddamweiniau offer a difrod peiriant
3. Gwell ansawdd rhan a chyfraddau sgrap is
4. Gwell cydweithredu rhwng rhaglenwyr a gweithredwyr
Enghreifftiau o feddalwedd efelychu a gwirio CNC:
l vericut
L Peiriant Rhithwir CamWorks
l efelychydd mastercam
efelychiad integredig l Siemens NX Cam
Pwysigrwydd rhaglenwyr a gweithredwyr CNC medrus
Mae rhaglenwyr a gweithredwyr CNC medrus yn hanfodol ar gyfer gwneud y mwyaf o botensial peiriannu manwl CNC:
l Rhaid i raglenwyr fod â dealltwriaeth ddofn o feddalwedd CAD/CAM, cod-G a chod M, a phrosesau peiriannu
l Dylai gweithredwyr fod yn wybodus am osod peiriannau CNC, rheoli offer a gweithdrefnau rheoli ansawdd
l Mae hyfforddiant ac addysg barhaus yn hanfodol i aros yn gyfredol gyda'r technolegau a'r arferion gorau diweddaraf
Rôl |
Cyfrifoldebau Allweddol |
Rhaglennydd CNC |
Creu a optimeiddio rhaglenni CNC gan ddefnyddio meddalwedd CAD/CAM |
Gweithredwr CNC |
Sefydlu a gweithredu peiriannau CNC, monitro ansawdd y broses |
Mae buddsoddi mewn personél medrus a darparu hyfforddiant parhaus yn hanfodol i sefydliadau sy'n ceisio cyflawni'r lefelau uchaf o gywirdeb, effeithlonrwydd ac ansawdd yn eu gweithrediadau peiriannu CNC.
Cymhwyso peiriannu manwl CNC
Mae peiriannu manwl CNC wedi dod yn broses weithgynhyrchu hanfodol ar draws amrywiol ddiwydiannau, gan alluogi cynhyrchu cydrannau o ansawdd uchel, cymhleth a chywir. Mae ei amlochredd a'i ddibynadwyedd wedi ei gwneud yn anhepgor mewn nifer o sectorau, o awyrofod i ddyfeisiau meddygol.

Diwydiant Awyrofod a Hedfan
Mae'r diwydiant awyrofod a hedfan yn dibynnu'n fawr ar beiriannu manwl CNC ar gyfer cynhyrchu cydrannau critigol, megis:
l llafnau tyrbin a rhannau injan
l cydrannau gêr glanio
l Elfennau strwythurol (asennau, rhawiau, a fframiau)
L Cydrannau System Tanwydd
l Gwladau a mowntiau afioneg
Mae gallu peiriannu CNC i gyflawni goddefiannau tynn a gweithio gyda deunyddiau perfformiad uchel, fel titaniwm ac inconel, yn ei gwneud yn ddelfrydol ar gyfer gofynion heriol y sector awyrofod.
Gweithgynhyrchu Dyfeisiau Meddygol
Mae peiriannu manwl CNC yn chwarae rhan hanfodol wrth gynhyrchu dyfeisiau meddygol a mewnblaniadau, gan sicrhau'r lefelau uchaf o gywirdeb ac ansawdd. Ymhlith y ceisiadau mae:
L mewnblaniadau orthopedig (mewnblaniadau clun, pen -glin ac asgwrn cefn)
l Offerynnau ac offer llawfeddygol
l Mewnblaniadau deintyddol a phrostheteg
l Cydrannau Offer Diagnostig
l Dyfeisiau microfluidig a thechnoleg lab-ar-sglodyn
Mae biocompatibility a manwl gywirdeb cydrannau wedi'u peiriannu CNC yn hanfodol ar gyfer diogelwch cleifion ac effeithiolrwydd triniaethau meddygol.
Diwydiant Modurol
Mae'r diwydiant modurol yn trosoli peiriannu manwl CNC ar gyfer cynhyrchu ystod eang o gydrannau, megis:
l Rhannau injan (pistons, falfiau, a phennau silindr)
l cydrannau trosglwyddo (gerau a siafftiau)
l Cydrannau System Atal a Brêc
L Systemau Chwistrellu Tanwydd
l rhannau corff a siasi
Mae gallu peiriannu CNC i gynhyrchu rhannau o ansawdd uchel yn effeithlon â goddefiannau cyson yn hanfodol ar gyfer gofynion cynhyrchu cyfaint uchel y sector modurol.
Diwydiant electroneg a lled -ddargludyddion
Mae peiriannu manwl CNC yn hanfodol ar gyfer cynhyrchu cydrannau a ddefnyddir yn y diwydiant electroneg a lled -ddargludyddion, gan gynnwys:
l Heatsinks a chydrannau rheoli thermol
l amgelloedd a gorchuddion
l Cysylltwyr a chysylltiadau
l Offer Gweithgynhyrchu Bwrdd Cylchdaith Argraffedig (PCB)
L Systemau Trin ac Arolygu Wafer
Mae gofynion miniaturization a manwl gywirdeb uchel cydrannau electronig yn gwneud peiriannu CNC yn broses anhepgor yn y diwydiant hwn.
Ceisiadau Amddiffyn a Milwrol
Defnyddir peiriannu manwl CNC yn helaeth yn y sector amddiffyn a milwrol ar gyfer cynhyrchu:
l cydrannau arfau (rhannau gwn, casinau bwledi)
L Awyrofod ac Cydrannau UAV
l arfwisg ac offer amddiffynnol
l offer cyfathrebu a gwyliadwriaeth
l Systemau optegol a thargedu
Mae garw, dibynadwyedd a manwl gywirdeb cydrannau a beiriannau CNC yn hanfodol ar gyfer perfformiad a diogelwch offer milwrol.
Cynhyrchu Ynni a Phwer
Mae peiriannu manwl CNC yn hanfodol ar gyfer cynhyrchu cydrannau a ddefnyddir mewn amrywiol gymwysiadau cynhyrchu ynni a phwer, megis:
l cydrannau tyrbinau nwy
l blychau gêr a siafftiau tyrbin gwynt
L systemau mowntio panel solar
l rhannau tyrbin trydan dŵr
L Cydrannau Adweithydd Niwclear
Mae'r gallu i beiriannu cydrannau mawr, cymhleth a manwl uchel yn gwneud peiriannu CNC yn broses hanfodol yn y sector ynni.
Niwydiant |
Ceisiadau Allweddol |
Awyrofod a Hedfan |
Llafnau tyrbin, offer glanio, cydrannau strwythurol |
Gweithgynhyrchu Dyfeisiau Meddygol |
Mewnblaniadau Orthopedig, Offerynnau Llawfeddygol, Prostheteg Ddeintyddol |
Modurol |
Rhannau injan, cydrannau trosglwyddo, systemau brêc |
Electroneg a lled -ddargludyddion |
Heatsinks, Clostiroedd, Offer Gweithgynhyrchu PCB |
Amddiffyn a milwrol |
Cydrannau arfau, rhannau awyrofod, offer cyfathrebu |
Cynhyrchu Ynni a Phwer |
Rhannau tyrbinau nwy, blychau gêr tyrbinau gwynt, cydrannau adweithydd niwclear |
Mae amlochredd a manwl gywirdeb peiriannu CNC yn ei gwneud yn broses hanfodol ar draws y diwydiannau amrywiol hyn, gan alluogi cynhyrchu cydrannau dibynadwy o ansawdd uchel sy'n cwrdd â'r gofynion perfformiad a diogelwch mwyaf heriol.
Dylunio ar gyfer peiriannu manwl CNC
Mae dyluniad effeithiol yn hanfodol ar gyfer peiriannu manwl CNC llwyddiannus. Trwy ddilyn arferion gorau ac ystyried ffactorau allweddol, gall dylunwyr greu rhannau sydd wedi'u optimeiddio ar gyfer gweithgynhyrchu, ansawdd a chost-effeithiolrwydd.
Canllawiau dylunio ac arferion gorau
Wrth ddylunio rhannau ar gyfer peiriannu manwl CNC, cadwch at y canllawiau canlynol:
1. Osgoi corneli ac ymylon miniog; Defnyddiwch ffiledi a siamffwyr yn lle
2. Cynnal trwch wal unffurf i atal warping ac ystumio
3. Lleihau'r defnydd o bocedi dwfn neu geudodau i leihau gwisgo offer
4. Dyluniad ar gyfer symlrwydd, gan osgoi cymhlethdod diangen
5. Defnyddiwch feintiau twll safonol a dimensiynau edau pan fo hynny'n bosibl
6. Ystyriwch gyfyngiadau'r peiriant CNC ac offer
Ystyriaethau ar gyfer goddefiannau, gorffeniadau arwyneb, a dewis deunydd
Rhaid i ddylunwyr ystyried sawl ffactor hanfodol wrth greu rhannau ar gyfer peiriannu manwl CNC:
L Goddefiannau: Nodwch oddefiadau sy'n briodol ar gyfer cymhwysiad a galluoedd y peiriant CNC. Gall goddefiannau tynnach gynyddu amser a chost peiriannu.
led Gorffeniadau Arwyneb : Diffiniwch y gorffeniad arwyneb gofynnol yn seiliedig ar swyddogaeth ac estheteg y rhan. Efallai y bydd angen gweithrediadau peiriannu ychwanegol neu ôl-brosesu ar orffeniadau llyfnach.
led Dewis Deunydd : Dewiswch ddeunyddiau sy'n cydbwyso perfformiad, machinability a chost. Ystyriwch ffactorau fel cryfder, gwydnwch, sefydlogrwydd thermol, ac ymwrthedd cemegol.
Ffactor |
Ystyriaethau |
Oddefiadau |
Gofynion cais, galluoedd peiriant CNC |
Gorffeniadau Arwyneb |
Swyddogaeth rhannol, estheteg, prosesu ychwanegol |
Dewis deunydd |
Perfformiad, machinability, cost, priodweddau materol |
Optimeiddio dyluniadau ar gyfer effeithlonrwydd peiriannu manwl CNC
Er mwyn cynyddu effeithlonrwydd a chost-effeithiolrwydd peiriannu manwl CNC, dylai dylunwyr:
1. Lleihau nifer y setiau sy'n ofynnol trwy ddylunio rhannau y gellir eu peiriannu mewn un setup
2. Lleihau newidiadau offer trwy ddefnyddio meintiau offer cyffredin a lleihau'r amrywiaeth o nodweddion
3. Optimeiddio llwybrau offer i leihau amser peiriannu a gwisgo offer
4. Ymgorffori nodweddion sy'n hwyluso gwaith gwaith a gosod
5. Dyluniad er hwylustod gwacáu sglodion a llif oerydd
Trwy optimeiddio dyluniadau ar gyfer effeithlonrwydd peiriannu CNC, gall gweithgynhyrchwyr leihau amseroedd beicio, cynyddu oes offer, a gwella cynhyrchiant cyffredinol.
Cydweithredu rhwng timau dylunio a gweithgynhyrchu
Mae cydweithredu effeithiol rhwng timau dylunio a gweithgynhyrchu yn hanfodol ar gyfer peiriannu manwl gywirdeb CNC llwyddiannus. Ymhlith yr arferion gorau mae:
1. Cynnwys peirianwyr gweithgynhyrchu yn gynnar yn y broses ddylunio i nodi materion a chyfleoedd posibl ar gyfer optimeiddio
2. Defnyddio Egwyddorion Dylunio ar gyfer Gweithgynhyrchu (DFM) i greu rhannau sy'n hawdd ac yn gost-effeithiol i'w cynhyrchu
3. Sefydlu sianeli cyfathrebu clir a dolenni adborth rhwng timau dylunio a gweithgynhyrchu
4. Defnyddio meddalwedd CAD/CAM i efelychu a dilysu prosesau peiriannu cyn cynhyrchu
5. Monitro a dadansoddi data gweithgynhyrchu yn barhaus i nodi meysydd ar gyfer gwella a mireinio dyluniadau
Trwy feithrin amgylchedd cydweithredol a sbarduno arbenigedd timau dylunio a gweithgynhyrchu, gall sefydliadau greu rhannau sydd wedi'u optimeiddio ar gyfer peiriannu manwl CNC, gan arwain at ansawdd uwch, costau is, ac amser-i-farchnad gyflymach.

Dewis Darparwr Gwasanaeth Peiriannu Precision CNC
Mae dewis y darparwr gwasanaeth peiriannu manwl CNC cywir yn hanfodol ar gyfer llwyddiant eich prosiect. Gall partner dibynadwy sicrhau rhannau o ansawdd uchel, danfon ar amser, a chost-effeithiolrwydd. Ystyriwch y ffactorau canlynol wrth ddewis cwmni peiriannu manwl CNC.
Ffactorau i'w hystyried wrth ddewis partner peiriannu manwl CNC
1. Galluoedd ac offer technegol: Sicrhewch fod gan y darparwr y peiriannau, yr offer a'r technolegau angenrheidiol i fodloni gofynion eich prosiect.
2. Profiad ac Arbenigedd y Diwydiant: Chwiliwch am bartner sydd â hanes profedig yn eich diwydiant neu gais penodol.
3. Systemau Rheoli Ansawdd: Dewiswch ddarparwr gyda phrosesau ac ardystiadau rheoli ansawdd cadarn, megis ISO 9001, AS9100, neu IATF 16949.
4. Capasiti a scalability: Gwiriwch y gall y cwmni drin eich cyfeintiau cynhyrchu a graddio wrth i'ch anghenion dyfu.
5. Lleoliad a Logisteg: Ystyriwch agosrwydd y darparwr at eich cyfleuster a'u gallu i reoli llongau a logisteg yn effeithlon.
Gwerthuso galluoedd, profiad ac ardystiadau ansawdd
Wrth werthuso partneriaid peiriannu manwl CNC posibl, gofynnwch am:
1. Rhestr Peiriannau a Manylebau
2. Rhestr o ddeunyddiau a goddefiannau y gallant weithio gyda nhw
3. Rhannau enghreifftiol neu astudiaethau achos yn dangos eu galluoedd
4. Ardystiadau o ansawdd a chanlyniadau archwilio
5. Cyfeiriadau gan gwsmeriaid presennol yn eich diwydiant
Pwysigrwydd cyfathrebu a chefnogaeth i gwsmeriaid
Mae cyfathrebu effeithiol a chefnogaeth i gwsmeriaid yn hanfodol ar gyfer partneriaeth lwyddiannus. Chwiliwch am ddarparwr gwasanaeth peiriannu manwl CNC sy'n cynnig:
1. Rheoli prosiect pwrpasol ac un pwynt cyswllt
2. Diweddariadau cynnydd rheolaidd a chyfathrebu tryloyw
3. Hyblygrwydd ac ymatebolrwydd i newidiadau yn eich gofynion
4. Cefnogaeth dechnegol a galluoedd datrys problemau
5. Dull cydweithredol o ddylunio ar gyfer gweithgynhyrchu (DFM) ac optimeiddio prosesau
Sianel Gyfathrebu |
Pwrpasol |
Rheolwr Prosiect |
Yn goruchwylio llinell amser prosiect, cyllideb a chyflawniadau |
Cefnogaeth Dechnegol |
Yn darparu arweiniad ar ddylunio, deunyddiau ac optimeiddio prosesau |
Rheoli Ansawdd |
Yn sicrhau bod rhannau'n cwrdd â manylebau a safonau ansawdd |
Logisteg |
Yn rheoli llongau, pecynnu, a dosbarthu rhannau gorffenedig |
Ystyriaethau Cost a Dadansoddiad ROI
Er bod cost yn ffactor pwysig, ni ddylai fod yr unig sail ar gyfer dewis darparwr gwasanaeth peiriannu manwl CNC. Ystyriwch y canlynol wrth werthuso costau:
1. Cyfanswm cost perchnogaeth (TCO), gan gynnwys deunydd, llafur, offer a chostau cludo
2. Gwasanaethau gwerth ychwanegol, megis cefnogaeth ddylunio, cydosod, neu orffen gweithrediadau
3. Arbedion cost o optimeiddiadau prosesau a gwelliannau effeithlonrwydd
4. Enillion ar fuddsoddiad (ROI) yn seiliedig ar ansawdd rhan, perfformiad a chostau cylch bywyd
Cynnal dadansoddiad ROI trylwyr i gymharu costau a buddion gwahanol ddarparwyr gwasanaeth peiriannu manwl gywirdeb CNC. Bydd hyn yn eich helpu i wneud penderfyniad gwybodus sy'n cydbwyso costau tymor byr â gwerth tymor hir.
Datgloi manwl gywirdeb ac arloesi gydag arbenigedd peiriannu CNC Tîm MFG. Mae ein hoffer o'r radd flaenaf, technegwyr medrus, a'n hymrwymiad i ansawdd yn sicrhau bod eich prosiectau'n cael eu cyflwyno mewn pryd, o fewn y gyllideb, ac i'r safonau uchaf. Cael atebion gweithgynhyrchu manwl heddiw - Tîm MFG
















