इंजेक्शन मोल्डिंग नित्य उत्पादों का आकार करता है, खिलौने से अधिक चिकित्सा उपकरण तक। गुणवत्तायाः, कार्यक्षमतायाश्च कृते समीचीनस्य सांचां चयनं अत्यावश्यकम् अस्ति । अस्मिन् पोस्ट् मध्ये, भवान् 2-प्लेट् तथा 3-प्लेट् मोल्ड् इत्येतयोः मध्ये प्रमुखान् अन्तरान् ज्ञास्यति, येन भवान् स्वस्य आवश्यकतानां कृते उत्तमं विकल्पं चयनं कर्तुं साहाय्यं करोति।
२-प्लेट्-सांचा किम् ?
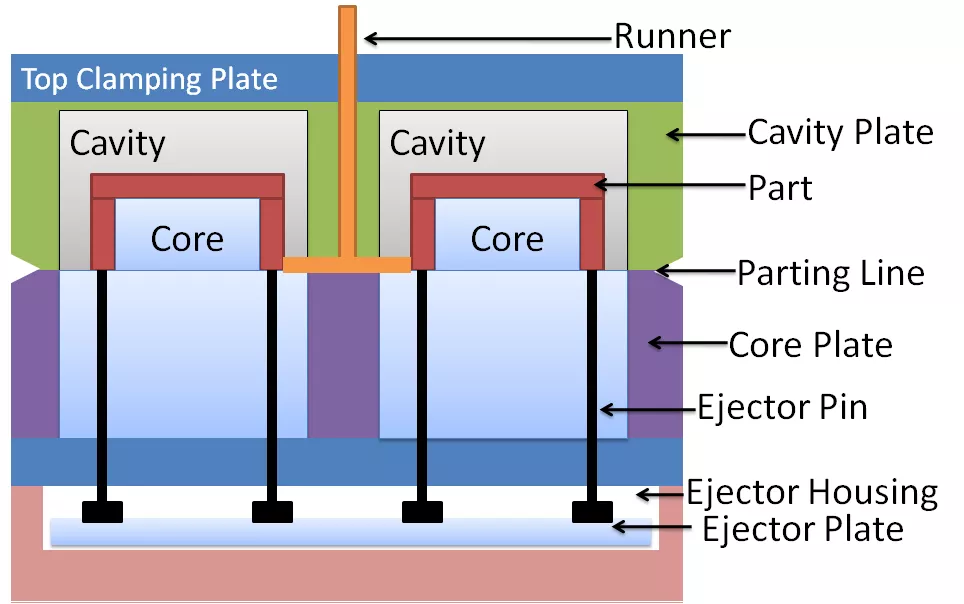
२-प्लेट्-सांचः, द्वि-प्लेट्-सांचा इति अपि ज्ञायते, एकः । इंजेक्शन मोल्डिंग मोल्ड का प्रकार । प्लास्टिक भागों का निर्माण करने के लिए प्रयुक्त अस्मिन् मुख्यप्लेटद्वयं भवति : गुहाप्लेटः, कोरप्लेटः च ।
गुहाप्लेटस्य अन्तिमभागस्य बाह्यरूपस्य, सतहपरिष्करणस्य च धारणा भवति । कोर-प्लेट् गुहा-प्लेटस्य पूरकं भवति तथा च भागस्य आन्तरिक-आकारस्य निर्माणं करोति ।
2-प्लेट-सांचेन सह इन्जेक्शन-मोल्डिंग-प्रक्रियायां अन्तर्भवति ।
ढाल को बंद करें, गुहा एवं कोर प्लेट को एक साथ लाएं।
उच्च दबाव के तहत गुहा में प्लास्टिक सामग्री को इंजेक्शन करना
प्लास्टिकं गुहां पूरयितुं च अनुमतिं ददाति तथा च ठोसीकरणं कर्तुं शक्नोति।
ढाल को उद्घाड़ने एवं समाप्त भाग को बाहर करना
2-प्लेट् मोल्ड के लाभ 1 .
सरल डिजाइन को लागत-प्रभावी निर्माण होता है।
लघु चक्र समय के कारण उच्च-मात्रायां उत्पादनार्थं आदर्शः
समतल या सरल ज्यामिति के साथ भागों के ढालने के लिए सुव्यवस्थित।
२-प्लेट्-सांचानां दोषाः २.
जटिल डिजाइन वा बहुत गेटिंग बिन्दु वाला भागों के लिए सीमित लचीलापन
एकलगरबिन्दुः प्रसाधनदोषं जनयितुं शक्नोति ।
विदाई रेखा एवं गेट संरेखण में 2019 में बहु-गलता सांचाई 1 .
३-प्लेट्-सांचा का अस्ति ?
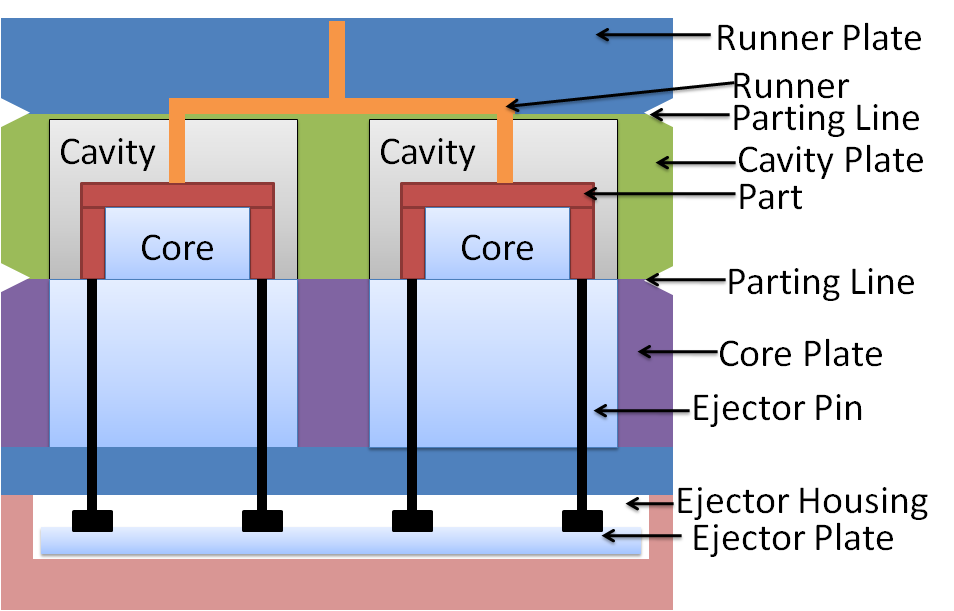
३-प्लेट्-सांचा, अथवा त्रि-प्लेट-सांचः इंजेक्शन मोल्डिंग उपकरण । प्लास्टिक भागों का निर्माण करने के लिए प्रयुक्त अस्य अतिरिक्तं प्लेट् अस्ति यस्य नाम धावक-प्लेट् अथवा गेटिङ्ग्-प्लेट् अस्ति ।
एषा अतिरिक्त-प्लेट् सरलतर-२-प्लेट्-सांचात् पृथक् करोति । ३-प्लेट्-सांचः अस्ति : १.
गुहा प्लेट: भाग के बाहरी आकार एवं सतह का छाप करती है।
कोर प्लेट: भाग के अंतरिक आकार को परिभाषित करता है।
धावकप्लेट: गुहायाम् प्लास्टिकप्रवाहस्य कृते पृथक् चैनलं निर्माति ।
3-प्लेट-सांचेन सह इन्जेक्शन-मोल्डिंग्-प्रक्रियायां अन्तर्भवति ।
सांचा को बंद करें, सभी प्लेट को एक साथ लाएं।
प्लास्टिकं प्रविष्ट्वा . धावक प्रणाली उच्च दबाव के तहत
प्लास्टिकं बहुविध-मेलन-बिन्दुभिः गुहायाम् प्रवाहितुं अनुमतिं ददाति ।
ढाल को उद्घाड़ने एवं समाप्त भाग को बाहर करना
3-प्लेट मोल्ड के लाभ
अंडरकट या बहुविध गेटिंग बिन्दु के साथ जटिल भागों के ढालने के लिए बहुमुखी।
सामग्री प्रवाह एवं सामरिक गेट स्थापन को नियंत्रित करके सौन्दर्य दोषों को कम करता है।
अधिक डिजाइन लचीलापन एवं उन्नत भाग इजेक्शन प्रदान करता है
3-प्लेट ढाल के हानि: 1 .
2-प्लेट-सांचानां अपेक्षया डिजाइनं निर्माणं च कर्तुं अधिकं जटिलं महत्त्वपूर्णं च
जटिलता के कारण दीर्घतर चक्र समय
धावक प्रणाली से सामग्री अपशिष्ट वृद्धि
2-प्लेट एवं 3-प्लेट मोल्ड के बीच प्रमुख अंतर
यदा चयनं करोति तदा . 2-plate and 3-plate monds , तेषां प्रमुखभेदानाम् अवगमनं महत्त्वपूर्णम् अस्ति।
संरचनात्मक भेद 1 .
२-प्लेट-सांचानां एका विभाजनरेखा भवति यत्र सांचः विभज्यते । इत्यस्मिन् Multi-cavity 2-plate monch , द्वारं धावकं च अस्मिन् विदाईविमाने स्थितम् अस्ति । ३-प्लेट-सांचानां द्वौ विभाजन-रेखाः सन्ति । अतिरिक्त विदाई रेखा धावक प्रणाली ढालित भाग से अलग किया जाना चाहिए।
कार्यात्मकता भेद 1 .
२-प्लेट-सांचाः एकस्मिन् पदे उद्घाट्यन्ते, पिगलन्तु च । यदा सांचः उद्घाट्यते तदा भागः धावकः च सांचस्य चलितपक्षे तिष्ठतः । ततः भागः ततः एकस्मात् विभाजनपृष्ठात् निष्कासितः भवति । 3-प्लेट्-सांचानां अधिक-जटिल-उद्घाटन-क्रमः भवति ।
सांचा उद्घाट्यते, गुहां कोरप्लेटं च धावकप्लेटतः पृथक् करोति ।
द्वारं भागात् विभज्यते यतः धावक-प्लेटः प्रत्याहरति ।
भागः 2-प्लेट्-सांचासु गुहाया: कोर-प्लेटानां च उत्प्रेरितः भवति, गेट्-निष्कासनं एकं मैनुअल् प्रक्रिया अस्ति । ३-प्लेट् मोल्ड् इत्यनेन एतत् पदं स्वचालितं भवति, यथा यथा द्वारं ढाल-उद्घाटन-क्रमस्य समये भग्नं भवति ।
डिजाइन लचीलापन .
3-प्लेट्-सांचाः अधिकं डिजाइन-लचीलतां प्रदान्ति । ते बहुविध-गैटिङ्ग-बिन्दु-सम्बद्धानि, तेषां कृते अण्डरकट्-युक्तानां जटिल-भागानाम् अथवा जटिल-ज्यामितीय-युक्तानां कृते उपयुक्तानि भवन्ति । २-प्लेट्-सांचाः परिकल्पने अधिकं प्रतिबन्धकाः भवन्ति । तेषु सामान्यतया एकः गेटिंग् बिन्दुः भवति, जटिलविशेषताः वा बहुद्वाराणि वा समायोजयितुं तेषां क्षमताम् सीमितं करोति ।
| फीचर | 2-प्लेट मोल्ड | 3-प्लेट मोल्ड . |
| विदाई रेखाएँ . | एकैकः | द्विद्वार |
| धावक एवं गेट स्थिति . | विदाई विमाने . | विदाई विमानतः पृथक् 10. |
| मोल्ड उद्घाटन 1 . | एकल सोपान 1 . | बहु-चरणीय अनुक्रम . |
| गेट निष्कासन 1 . | शास्त्र | स्वचालित 1 . |
| डिजाइन लचीलापन . | सीमित 1 . | वर्धितः २. |
सामान्य अनुप्रयोग 1 .
2-प्लेट् तथा 3-प्लेट चाचाओं का उपयोग विभिन्न उद्योगों में उपयोग किया जाता है कि एक विस्तृत श्रेणी के उत्पाद बनाने के लिए। प्रत्येकस्य ढालस्य प्रकारस्य कृते केचन विशिष्टाः अनुप्रयोगाः अन्वेषयामः ।
2-प्लेट मोल्ड के लिए सामान्य अनुप्रयोग
उद्योगस्य उदाहरणानि .
२-प्लेट्-सांचानां उपयोगः सामान्यतया उद्योगेषु भवति ये सरलाः प्लास्टिक-भागाः उपभोक्तृ-वस्तूनि च उत्पादयन्ति । एतेषु अन्तर्भवति- १.
गृहस्थवस्तूनि (उदा., पाकशालायाः उपकरणानि, भण्डारणपात्राणि)
क्रीडनक एवं खेल .
पैकेजिंग (उदा., बोतल, टोपी, ढक्कन)
उत्पाद प्रकार 1 .
2-प्लेट् ढालनस्य कृते समतलभागाः, न्यूनसटीकता-घटकाः च सुयोग्याः सन्ति । उदाहरणानि सन्ति : १.
सरल प्लास्टिक ट्रे एवं ढक्कन
प्रचार-वस्तूनि (उदा., कीचेन, बिल्लाः)
मूलभूत यांत्रिक घटक (उदा., गियर्स, चरखी)
3-प्लेट् मोल्ड कृते सामान्यम् अनुप्रयोगम् .
उद्योगस्य उदाहरणानि .
उच्च-सटीकता-निर्माणस्य, जटिल-भाग-ज्यामितीयानां च आवश्यकता येषु उद्योगेषु ३-पट्टिका-सांचानां उपयोगः भवति । ठेठ उद्योग अन्तर्भवन्ति : १.
ऑटोमोटिव (जैसे, आंतरिक ट्रिम, कार्यात्मक घटक)
चिकित्सा (उदा., उपकरण, प्रत्यारोपण) .
एरोस्पेस (उदाहरणम्, लघु, जटिल भाग)
उत्पाद प्रकार 1 .
जटिल-आकाराः, जटिल-ज्यामिताः च 3-प्लेट्-ढालनस्य कृते सर्वोत्तमरूपेण उपयुक्ताः सन्ति । विशिष्ट उत्पादों शामिल हैं:
| मोल्ड प्रकार | सामान्य उद्योग | ठेठ उत्पाद |
| २-प्लेट् २. | - उपभोक्ता माल
- पैकेजिंग
- खिलौने एवं खेल | - सरल प्लास्टिक भाग
- सपाट घटक
- कम-सटीकता आइटम |
| ३-प्लेट् ६. | - वाहन
- चिकित्सा
- एयरोस्पेस | - जटिल आकृतियाँ
- जटिल ज्यामिति
- उच्च-सटीक भाग |
2-प्लेट् तथा 3-प्लेट् मोल्ड् इत्येतयोः मध्ये चयनं कुर्वन् विचारणीयाः कारकाः
भवतः इन्जेक्शन-मोल्डिंग-प्रकल्पस्य कृते समीचीन-ढाल-प्रकारस्य चयनं महत्त्वपूर्णम् अस्ति । 2-प्लेट् तथा 3-प्लेट् मोल्ड् इत्येतयोः मध्ये निर्णयं कुर्वन् भवता विचारणीयाः प्रमुखाः कारकाः अन्वेषयामः ।
भाग ज्यामिति एवं डिजाइन जटिलता
भवतः भागस्य डिजाइनस्य जटिलता ढालचयनस्य महती भूमिका अस्ति। 2-प्लेट्-सांचाः सरल-सपाट-भागानाम् न्यूनतम-अण्डरकट-युक्तानां कृते उपयुक्ताः भवन्ति । यदि भवतः भागस्य जटिलज्यामिताः, अण्डरकट्, अथवा बहुविधं गेटिंग् बिन्दुम् आवश्यकं भवति तर्हि 3-प्लेट-सांचः उत्तमः विकल्पः भवितुम् अर्हति ।
गेटिंग आवश्यकताएँ एवं सौंदर्य विचार
भवतः भागे द्वारं कुत्र स्थापयितुं आवश्यकता अस्ति इति विचारयन्तु। 2-प्लेट-सांचानां सामान्यतया एकः गेटिंग्-बिन्दुः भवति, यः डिजाइन-लचीलतां सीमितं कर्तुं शक्नोति तथा च सौन्दर्य-दोषं कर्तुं शक्नोति । 3-प्लेट-सांचाः द्वार-स्थापने अधिकं स्वतन्त्रतां प्रदान्ति, येन सामरिक-स्थितिः दृश्य-दण्डानि न्यूनीकर्तुं शक्नोति ।
उत्पादन मात्रा एवं बजट .
भवतः उत्पादनस्य मात्रा, बजटं च ढालचयनं अपि प्रभावितं करोति। 2-प्लेट्-सांचाः सामान्यतया सरल-भागानाम् उच्च-मात्रायां उत्पादनार्थं अधिकं व्यय-प्रभावी भवन्ति । तेषां प्रारम्भिकनिवेशः लघुतरचक्रसमयः च न्यूनः भवति । ३-प्लेट्-सांचाः, यद्यपि महत्तरं, न्यून-मात्रायां जटिल-भागानाम् उत्पादनार्थं बहुमूल्यं भवन्ति ।
सामग्री गुण एवं ढालने आवश्यकताएँ 1 .
भवन्तः यत् सामग्रीं उपयोक्तुं योजनां कुर्वन्ति, तस्य विशिष्टानि ढालन-आवश्यकतानि अपि ग्रहीतव्यानि । केषाञ्चन पदार्थानां आवश्यकता भवितुम् अर्हति यत् इंजेक्शन-दबावस्य अथवा दीर्घतर-शीतलन-समयस्य आवश्यकता भवितुम् अर्हति, येन ढाल-चयनं प्रभावितं कर्तुं शक्यते । सर्वाधिकं उपयुक्तं ढालप्रकारं निर्धारयितुं स्वस्य इन्जेक्शन-ढालन-साझेदारेन सह स्वस्य सामग्री-परिचयस्य चर्चां कुर्वन्तु ।
| कारक | 2-प्लेट मोल्ड | 3-प्लेट मोल्ड . |
| भाग जटिलता 1 . | सरल, समतल भाग 1 . | जटिल ज्यामिति, अंडरकट 1 . |
| गेटिंग 1 . | एकल गेटिंग बिन्दु 1 . | बहुविध गेटिंग बिन्दु 1 . |
| उत्पादन आयतन 1 . | उच्च-खण्ड, सरल भाग | कम-मात्रा, जटिल भाग |
| अर्थसंकल्पम् | कम प्रारम्भिक निवेश 1 . | उच्चतर प्रारम्भिक निवेश 1 . |
| सामग्री गुण 1 . | मोल्डिंग भागीदार के साथ चर्चा करें | मोल्डिंग भागीदार के साथ चर्चा करें |
संक्षेपः
सारांशतः, 2-प्लेट्-सांचाः सरलतराः सन्ति, न्यूनाः, चक्र-समयः च द्रुततरः भवति, यदा तु 3-प्लेट्-सांचाः अधिकं लचीलतां, उत्तमं सतह-गुणवत्तां च प्रददति ।.. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. . तेषां मध्ये चयनं भवतः भागस्य डिजाइन, उत्पादनमात्रा, बजटं च उपरि निर्भरं भवति । दक्षता तथा व्यय-प्रभावशीलता सुनिश्चित्य एतेषां कारकानाम् सन्तुलनं महत्त्वपूर्णम् अस्ति। जटिलनिर्णयानां कृते इन्जेक्शन-ढालन-विशेषज्ञैः सह परामर्शः बहुमूल्यं अन्वेषणं, अनुरूपं अनुशंसां च दातुं शक्नोति । एतेन सुनिश्चितं भवति यत् भवान् स्वस्य विशिष्टनिर्माण-आवश्यकतानां कृते सम्यक् सांचां चयनं करोति ।












