ოდესმე გაინტერესებთ, როგორ ქმნიან მწარმოებლები რთულ ნაწილებს, რომელსაც აქვს ძალა და სიზუსტე? შეიყვანეთ ნახშირბადის DLS (ციფრული შუქის სინთეზი), მიწისქვეშა 3D ბეჭდვის ტექნოლოგია, რომელიც გარდაქმნის თანამედროვე წარმოებას. ტრადიციული მეთოდებისგან განსხვავებით, ნახშირბადის DLS აერთიანებს ციფრული შუქის პროექციას ჟანგბადის გამტარი ოპტიკით და პროგრამირებადი ფისებით, განსაკუთრებული შედეგების შესაქმნელად.
მისი რევოლუციური კლიპის პროცესის საშუალებით, ეს ტექნოლოგია ხიდავს უფსკრული პროტოტიპინგსა და წარმოების წარმოებას შორის. საავტომობილო ნაწილებიდან სამედიცინო მოწყობილობებამდე, ნახშირბადის DLS არ არის მხოლოდ სხვანაირად დაბეჭდვა - ის ქმნის უკეთეს პროდუქტებს. მოდით განვიხილოთ, თუ როგორ ახდენს ამ ინოვაციის წარმოების შესაძლებლობების შეცვლა.
შემოგვიერთდით ღრმა ჩასასვლელად Carbon DLS ტექნოლოგიაში! ჩვენ განვიხილავთ ყველა მნიშვნელოვან ასპექტს - ძირითადი ოპერაციებიდან დაწყებული მატერიალური არჩევანიდან, ასევე ამ რევოლუციური 3D ბეჭდვის მეთოდის დადებითი და უარყოფითი მხარეები.
რა არის ნახშირბადის DLS?
ნახშირბადის ციფრული სინთეზის სინთეზი (DLS) წარმოადგენს 3D ბეჭდვის ტექნოლოგიის საფუძვლიან ნახტომი. იგი აერთიანებს ციფრული შუქის პროექციას, ჟანგბადის გამტარ ოპტიკას და პროგრამირებადი თხევადი ფისების შექმნას მაღალი ხარისხის, წარმოების დონის ნაწილების შესაქმნელად. ეს ინოვაციური ტექნოლოგია განასხვავებს კომპონენტებს განსაკუთრებული გამძლეობით, სიზუსტით და ზედაპირის უმაღლესი დასრულებით.
როგორ განსხვავდება ნახშირბადის DLS სხვა 3D ბეჭდვის მეთოდებისგან?
შედარება სტერეოლითოგრაფიასთან (SLA)
სამკურნალო პროცესი
სიძლიერის განვითარება
წარმოების სიჩქარე
შედარება Polyjet 3D ბეჭდვით
მატერიალური თვისებები
ზედაპირის ხარისხი
წარმოების ეფექტურობა
შედარება შერწყმული დეპონირების მოდელირებასთან (FDM)
სტრუქტურული მთლიანობა
დეტალების რეზოლუცია
მატერიალური ვარიანტები
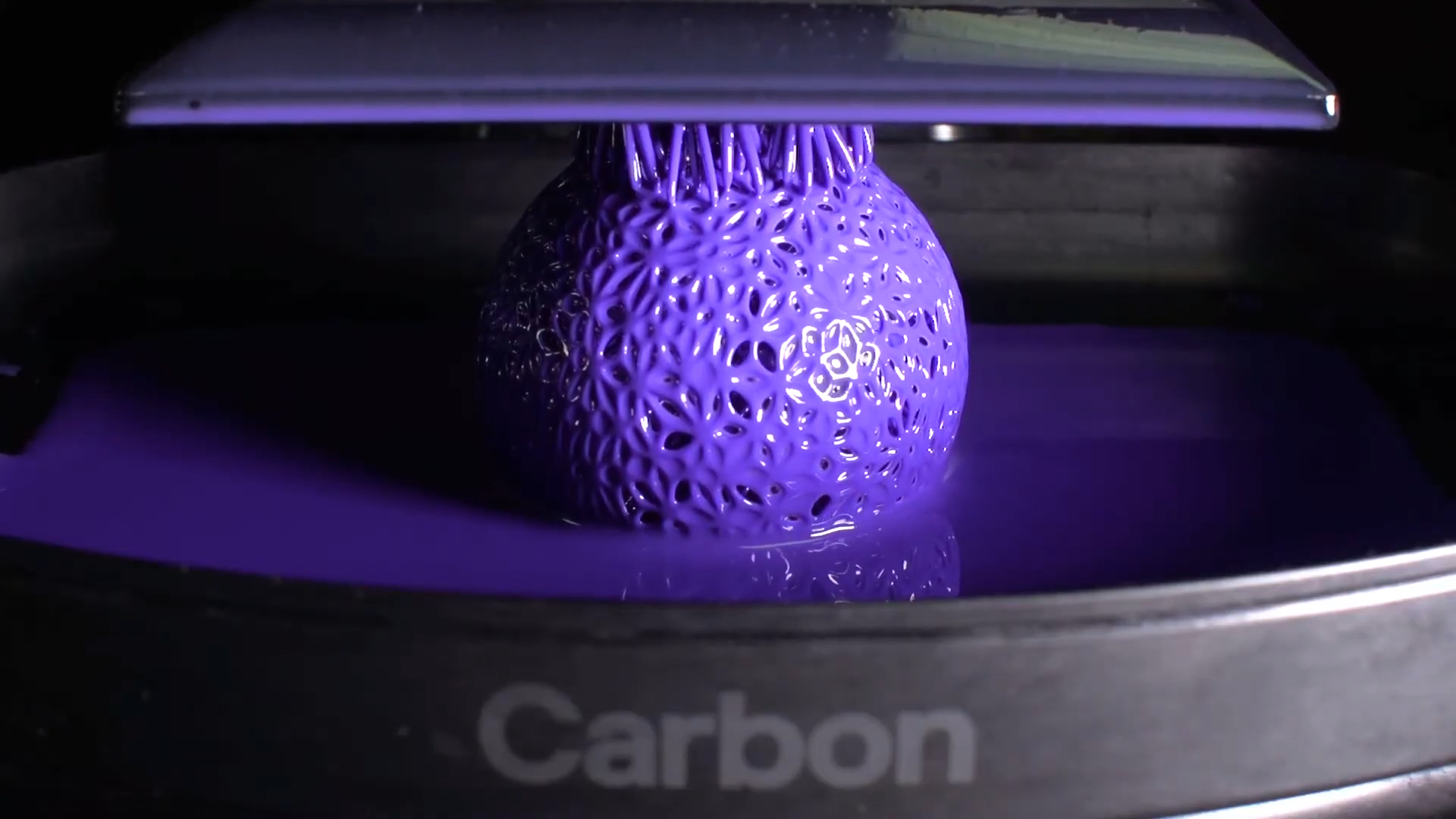
როგორ მუშაობს ნახშირბადის DLS?
ნახშირბადის DLS იყენებს დახვეწილ სამსაფეხურიან პროცესს მაღალი ხარისხის 3D ბეჭდური ნაწილების შესაქმნელად. მოდით განვსაზღვროთ ამ ინოვაციური ტექნოლოგიის თითოეული კომპონენტი და ეტაპი.
ციფრული შუქის პროექციის სისტემა
UV სინათლის წყარო
პროექტები ზუსტი შუქის ნიმუშები
აკონტროლებს ნაწილის გეომეტრიას
საშუალებას იძლევა მაღალი რეზოლუციის დეტალები
ციფრული ნიღაბი
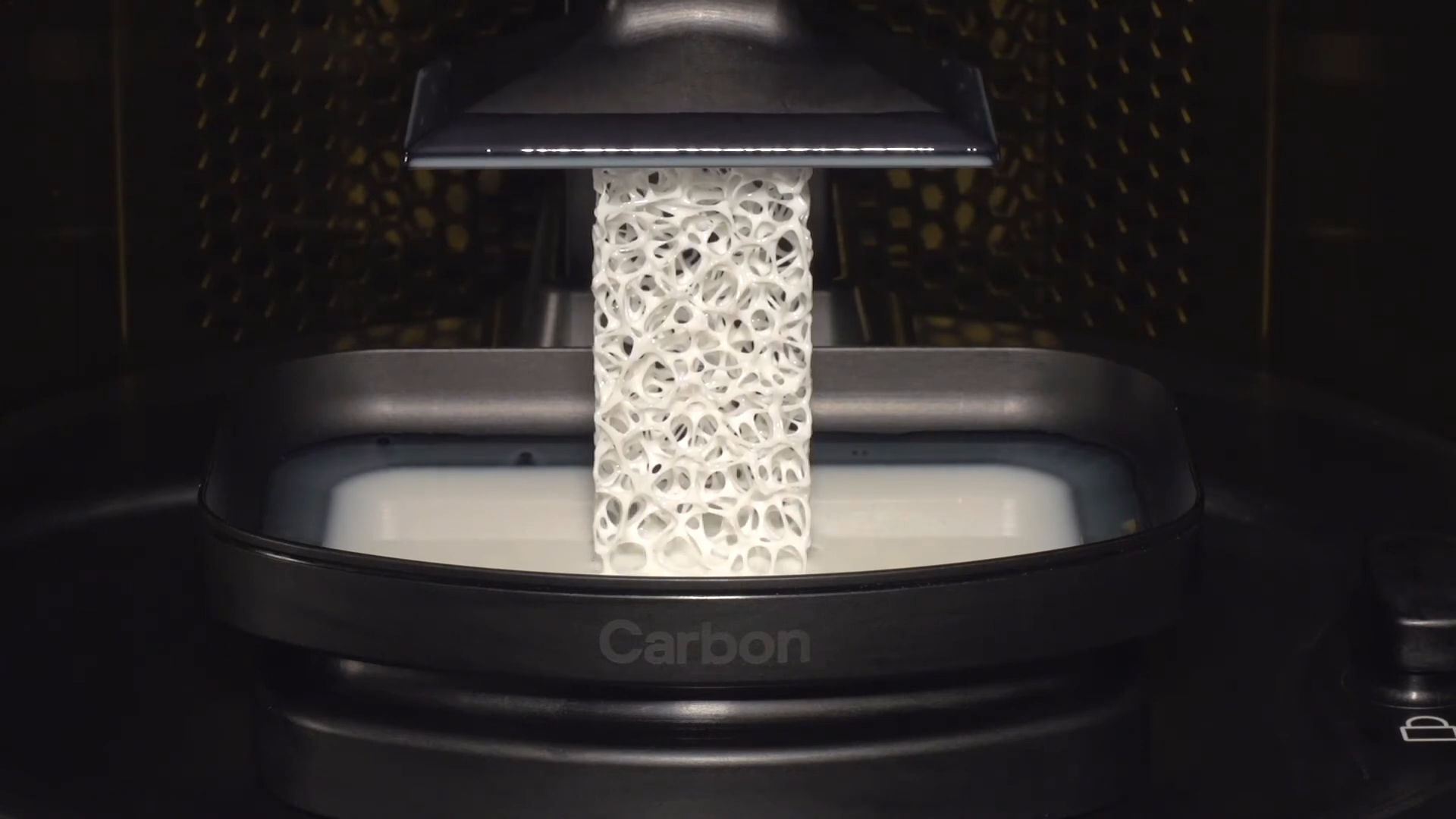
კლიპის პროცესი (უწყვეტი თხევადი ინტერფეისის წარმოება)
ეტაპი 1: საწყისი დაყენება
თხევადი ფისოვანი ავსებს მშენებლობის პალატას
შექმენით პლატფორმის პოზიციები დაწყების სიმაღლეზე
ჟანგბადის გამტარი ფანჯარა ემზადება პროექციისთვის
ეტაპი 2: უწყვეტი ფორმირება
მკვდარი ზონის შექმნა
ჟანგბადის თხელი ფენა (0.001 მმ სისქით)
ხელს უშლის ფისოვანი გადაბმის ფანჯარას
საშუალებას აძლევს უწყვეტი ბეჭდვას
მშენებლობის პროცესი
პლატფორმა სტაბილურად იზრდება
ფისოვანი მიედინება ნაწილის ქვეშ
არ არის საჭირო ფენის განცალკევება
ეტაპი 3: თერმული განკურნება
ძირითადი პროცესის მახასიათებლები
ჟანგბადის გამტარი ოპტიკა:
ქმნის თანმიმდევრულ მკვდარ ზონას
ინარჩუნებს თხევადი ინტერფეისს
ხელს უშლის ნაწილის ადჰეზიას
უწყვეტი წარმოების სარგებელი:
საბოლოო სამკურნალო შედეგები:
ტექნიკური მახასიათებლები:
| პროცესის პარამეტრი |
ტიპიური მნიშვნელობა |
| მკვდარი ზონის სისქე |
~ 0.001 მმ |
| ულტრაიისფერი რეზოლუცია |
0.005 'კვადრატი |
| აშენების მოცულობა |
7.4 'x 4.6 ' x 12.8 ' |
| კედლის მინიმალური სისქე |
0.030 ' |
ნახშირბადის DLS 3D ბეჭდვაში გამოყენებული მასალები
Carbon DLS ტექნოლოგია გთავაზობთ მრავალფეროვან მატერიალურ ვარიანტებს სხვადასხვა წარმოების საჭიროებების დასაკმაყოფილებლად. ეს მასალები ორ მთავარ კატეგორიაში შედის: ხისტი პლასტმასის და რეზინის მსგავსი მასალები.
ხისტი პლასტმასი
CE 221 (Cyanate Ester)
ძირითადი თვისებები
ექსტრემალური ტემპერატურის წინააღმდეგობა
უმაღლესი ქიმიური წინააღმდეგობა
მაღალი წნევის ტოლერანტობა
იდეალური პროგრამები
UMA 90 (მრავალ დანიშნულების)
მახასიათებლები
საუკეთესო გამოყენება
წარმოების მოწყობილობები
წარმოების ჯიგები
ვიზუალური პროტოტიპები
EPX 82 (ეპოქსია)
თვისებები
მინის მსგავსი ძალა
მაღალი გამძლეობა
ზემოქმედების გამძლე
პროგრამები
სტრუქტურული კომპონენტები
კონექტორები
დატვირთვის ფრჩხილები
რეზინის მსგავსი მასალები
EPU 40 (ელასტომერული პოლიურეთანი)
თვისებები
საერთო გამოყენებები
ბეჭდები
ვიბრაციის დემპენერები
მოქნილი კომპონენტები
SIL 30 (სილიკონი)
ატრიბუტები
პროგრამები
სამედიცინო მოწყობილობები
აცვიათ პროდუქტები
კანის კონტაქტის საგნები
მატერიალური თვისებები შედარება
| მასალის |
გამძლეობა |
მოქნილობა |
ქიმიური წინააღმდეგობა |
სითბოს წინააღმდეგობა |
| CE 221 |
საუკეთესო |
დაბლა |
საუკეთესო |
მაღალი |
| უმა 90 |
კარგი |
ზომიერი |
კარგი |
ზომიერი |
| EPX 82 |
საუკეთესო |
დაბლა |
კარგი |
კარგი |
| EPU 40 |
კარგი |
მაღალი |
ზომიერი |
ზომიერი |
| SIL 30 |
ზომიერი |
ძალიან მაღალი |
კარგი |
კარგი |
Carbo DLS- ის განსაკუთრებული თვისებები
ნახშირბადის DLS ტექნოლოგიის უპირატესობები
1. რატომ უნდა აირჩიოთ ნახშირბადის DLS რთული დიზაინისთვის?
მოწინავე გეომეტრიული შესაძლებლობები
რეალურ სამყაროში პროგრამები
ფეხსაცმლის შუამავლების ჩანაცვლება
საავტომობილო კომპონენტის კონსოლიდაცია
საჰაერო კოსმოსური მსუბუქი ნაწილები
სამედიცინო მოწყობილობის პერსონალიზაცია
2. ნახშირბადის DLS ნაწილების მექანიკური თვისებები
იზოტროპული სიძლიერის უპირატესობები
ერთიანი თვისებები
შესრულების მეტრიკა
ორმაგი სამკურნალო სარგებელი
UV სამკურნალო ეტაპი
საწყისი ფორმის ფორმირება
განზომილებიანი სიზუსტე
ზუსტი დეტალები
თერმული სამკურნალო ეტაპი
ააქტიურებს მიძინებულ ქიმიას
აძლიერებს მოლეკულურ ობლიგაციებს
აუმჯობესებს საერთო გამძლეობას
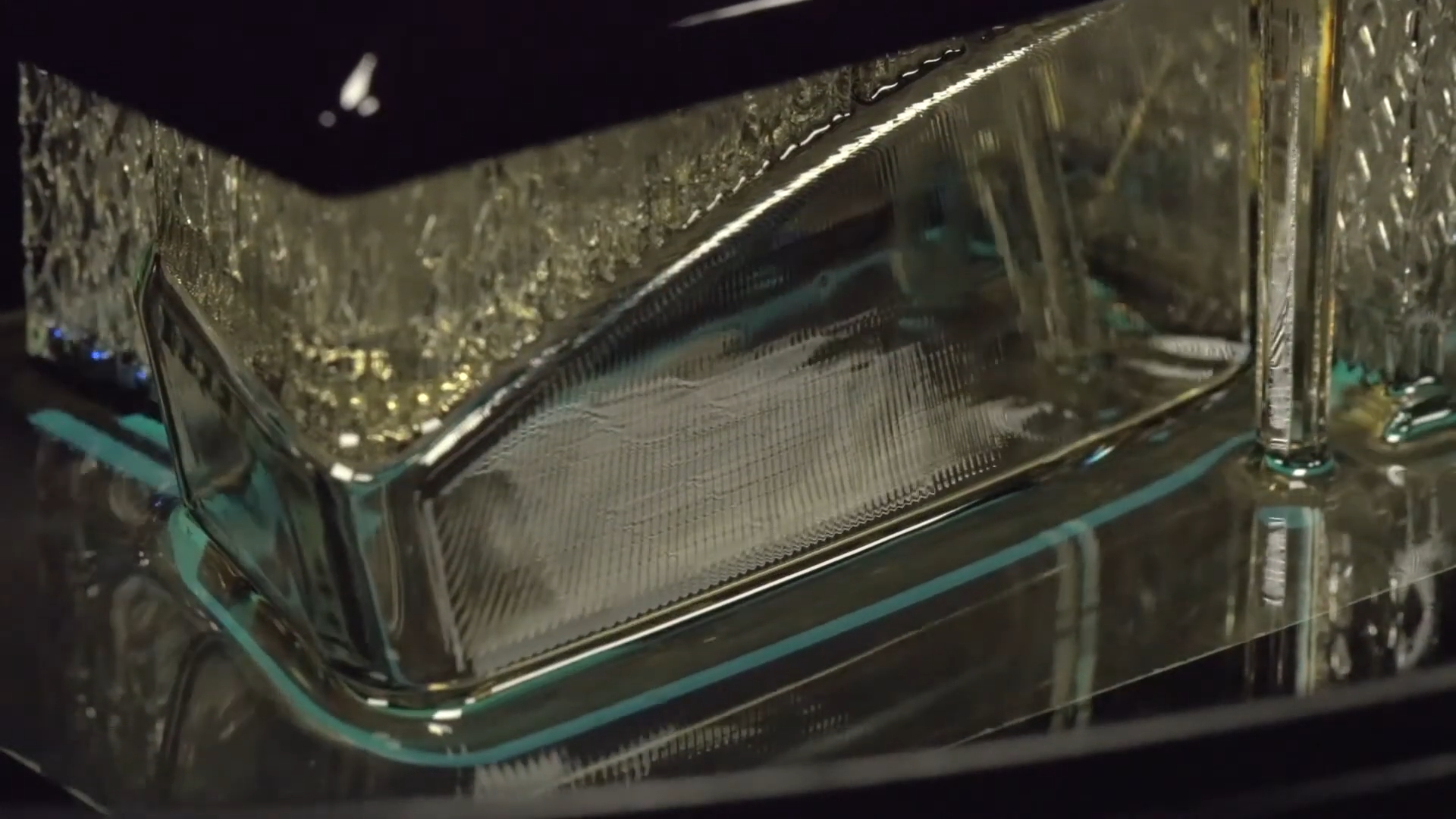
3. ზედაპირის დასრულების ხარისხი
ზედაპირის მახასიათებლები
ზომაზე დაფუძნებული შესრულების
| ნაწილის ზომა |
რეზოლუციის |
ზედაპირის ხარისხი |
| პატარა (<2 ') |
ულტრა მაღალი |
სარკის მსგავსი |
| საშუალო (2-6 ') |
მაღალი |
საუკეთესო |
| დიდი (> 6 ') |
სტანდარტი |
პროფესიული |
წარმოების უპირატესობები
ფხვნილის მოცილება არ არის საჭირო
მინიმალური შემდგომი დამუშავება
მზა ზედაპირის ხარისხი
თანმიმდევრული შედეგები ჯგუფების მასშტაბით
დამატებითი სარგებელი
წარმოების ეფექტურობა
დიზაინის თავისუფლება
ხარისხის უზრუნველყოფა
განმეორებითი შედეგები
პროგნოზირებადი თვისებები
საიმედო წარმოება
ნახშირბადის DL- ების მოსაზრებები და შეზღუდვები
ღირებულების ფაქტორები
საწყისი ინვესტიცია: პრემია მოწყობილობები, სპეციალიზირებული მასალები და პროექტის დაყენება მოითხოვს მნიშვნელოვან კაპიტალს.
საოპერაციო ხარჯები: საკუთრების ფისები და მიმდინარე მოვლა -პატრონობა უფრო მაღალი წარმოების ხარჯებს იწვევს, ვიდრე ტრადიციული მეთოდები.
შემდგომი დამუშავება: დამატებითი დასრულების ნაბიჯები ზრდის შრომის ხარჯებს და წარმოების დროს.
მატერიალური შეზღუდვები
შეზღუდული შერჩევა: მხოლოდ 8 საბაზო მასალები ხელმისაწვდომია, დიზაინის და განაცხადის ვარიანტების შემზღუდავი.
ფერის პარამეტრები: მინიმალური ფერის არჩევანი სტანდარტულ მასალებში. საბაჟო შეღებვა მოითხოვს დამატებით დამუშავებას.
მატერიალური თვისებები: მექანიკური მახასიათებლების შეზღუდული დიაპაზონი ტრადიციულ წარმოებასთან შედარებით.
როდის უნდა გაითვალისწინოთ ალტერნატივები
მარტივი პროტოტიპები: FDM ან ძირითადი SLA გთავაზობთ უფრო სწრაფად, უფრო ეფექტურ გადაწყვეტილებებს ძირითადი ტესტირებისთვის.
დიდი წარმოება: SLS ან ინექციის ჩამოსხმა გთავაზობთ მასშტაბის უკეთეს ეკონომიკას მაღალი მოცულობისთვის.
საბიუჯეტო პროექტები: წარმოების ტრადიციული მეთოდები იძლევა უფრო ეკონომიურ ვარიანტებს:
დროის მგრძნობიარე პროექტები: სტანდარტული 3D ბეჭდვის ტექნოლოგიები გთავაზობთ უფრო სწრაფად შემობრუნებას მარტივი დიზაინისთვის.
ნახშირბადის DLS ბრწყინავს რთულ, მაღალხარისხიან ნაწილებში, მაგრამ შეიძლება არ შეესაბამებოდეს ყველა პროექტს. განვიხილოთ თქვენი კონკრეტული საჭიროებები, ბიუჯეტი და წარმოების მოცულობა ამ ტექნოლოგიის არჩევის წინ.
ნახშირბადის DLS ტექნოლოგიის პროგრამები
მიმდინარე ინდუსტრიის პროგრამები
საავტომობილო წარმოება: მაღალი ხარისხის ნაწილების, საბაჟო კომპონენტების და ფუნქციური პროტოტიპების წარმოება. საშუალებას აძლევს ნაწილის კონსოლიდაციას და წონის შემცირებას.
სამედიცინო მოწყობილობები: ქმნის ბიოკომპანიტურ ინსტრუმენტებს, ქირურგიულ ინსტრუმენტებს და პაციენტის სპეციფიკურ იმპლანტანტებს. იდეალურია სტომატოლოგიური პროგრამებისა და სამედიცინო დონის კომპონენტებისთვის.
სამომხმარებლო პროდუქტები: Premium ფეხსაცმლის კომპონენტების, ელექტრონიკის სათავსოების და საბაჟო სპორტული აღჭურვილობის წარმოება. ექსკლუზიურია ერგონომიული დიზაინის შექმნისას.
კოსმოსური კომპონენტები: აწვდის მსუბუქი წონის ნაწილებს, სადინარში რთულ სისტემებს და სპეციალიზებულ ხელსაწყოებს. საშუალებას აძლევს დიზაინის ოპტიმიზაციას წონის შემცირებისთვის.
წარმოების შესაძლებლობები
სწრაფი პროტოტიპი: სწრაფი დიზაინის განმეორება და ფუნქციური ტესტირება საათების განმავლობაში. უზრუნველყოფს დაუყოვნებლივ გამოხმაურებას დიზაინის გაუმჯობესებისთვის.
წარმოების სკალირება: უწყვეტი გადასვლა პროტოტიპიდან სრულმასშტაბიანი წარმოებაზე. საშუალებას იძლევა თანმიმდევრული ხარისხი წარმოების მასშტაბით.
მასობრივი პერსონალიზაცია: ქმნის უნიკალურ პროდუქტებს, რომლებიც მორგებულია ინდივიდუალურ საჭიროებებზე. უფლებამოსილება პერსონალიზებული გადაწყვეტილებები სხვადასხვა ინდუსტრიისთვის.
წარმატების ისტორიები
Adidas– ის განხორციელება: რევოლუციამ მოახდინა midsole წარმოება lattice სტრუქტურების მეშვეობით. მიაღწია მასობრივ პერსონალიზაციას ფეხსაცმლის წარმოებაში.
სამედიცინო პროგრამები: გარდაქმნილი პაციენტის სპეციფიკური მოწყობილობის წარმოება. შემცირდა ტყვიის დრო 60% -ით საბაჟო სამედიცინო გადაწყვეტილებებისთვის.
საავტომობილო წარმატება: ნაწილების დათვლა შემცირებით კონსოლიდაციის გზით. მიაღწია 40% ხარჯების შემცირებას კომპონენტის წარმოებაში.
სამომავლო ტენდენციები
მასალის შემუშავება: მატერიალური ვარიანტების გაფართოება და მექანიკური თვისებების გაძლიერება. მდგრადი და ბიოზე დაფუძნებული მასალების დანერგვა.
ტექნიკური პროგრესი: მშენებლობის სიჩქარის და მოცულობის გაზრდა. მოწინავე ავტომატიზაციის სისტემების დანერგვა.
ინდუსტრიის ევოლუცია: ციფრული ინვენტარიზაციის გადაწყვეტილებებისკენ და ლოკალიზებული წარმოებისკენ. ახალი ბაზრის სეგმენტებში გაფართოება.
დასკვნა: რატომ უნდა აირჩიოთ ნახშირბადის DLS თქვენი შემდეგი პროექტისთვის?
ნახშირბადის DLS წარმოადგენს 3D ბეჭდვის ტექნოლოგიაში წინსვლის წინსვლას. ციფრული შუქის პროექციის, ჟანგბადის გამტარი ოპტიკისა და პროგრამირებადი ფისების უნიკალური კომბინაცია იძლევა გამონაკლის შედეგებს პროგრამების მოთხოვნით. მისი ინოვაციური კლიპის პროცესის საშუალებით, ეს ტექნოლოგია საშუალებას იძლევა შექმნას რთული გეომეტრია, რომელიც ადრე შეუძლებელია წარმოების ტრადიციული მეთოდებით.
მიუხედავად იმისა, რომ ნახშირბადის DLS შეიძლება შეიცავდეს უფრო მაღალ საწყის ხარჯებს, მისი მაღალი ხარისხის წარმოების უნარი, ფუნქციური ნაწილები მას შესანიშნავი არჩევანია ინოვაციური პროექტებისთვის, რომლებიც მოითხოვენ უმაღლესი შესრულების შესრულებას. ვინაიდან ეს ტექნოლოგია აგრძელებს რევოლუციას წარმოების წარმოებაში ინდუსტრიებში, ავტომობილიდან სამედიცინო მოწყობილობებამდე, იგი გთავაზობთ უპრეცედენტო დიზაინის თავისუფლებას და წარმოების შესაძლებლობებს. იმ პროექტებისთვის, რომლებიც მოითხოვს განსაკუთრებული ხარისხის, თანმიმდევრულობისა და რთული გეომეტრიების, ნახშირბადის DLS წარმოადგენს დამაჯერებელ გადაწყვეტას შემდეგი თაობის წარმოებისთვის.
მზად ხართ თქვენი წარმოების პროცესის გარდაქმნით?
მიიღეთ თქვენი პროდუქტის განვითარება შემდეგ ეტაპზე MFG– ის მოწინავე ნახშირბადის DLS ტექნოლოგიით. თუ თქვენ გჭირდებათ რთული პროტოტიპები ან წარმოების მზა ნაწილები, ჩვენი ექსპერტი გუნდი გამოაქვეყნებს განსაკუთრებულ შედეგებს.
საცნობარო წყაროები
ნახშირბადის DLS 3D ბეჭდვის ტექნოლოგია
ხშირად დასმული კითხვები ნახშირბადის შესახებ
Q1: რა არის შესაძლებელი კედლის მინიმალური სისქე ნახშირბადით?
პასუხი: კედლის მინიმალური რეკომენდებული სისქეა 0.030 '(0.762 მმ). ეს უზრუნველყოფს სტრუქტურულ მთლიანობას და სათანადო მახასიათებლების ფორმირებას ბეჭდვის დროს.
Q2: რამდენ ხანს სჭირდება ნახშირბადის DLS ბეჭდვის პროცესი?
პასუხი: ბეჭდვის დრო განსხვავდება ზომისა და სირთულის მიხედვით. ნაწილების უმეტესობა სრულდება ბეჭდვა 1-3 საათში, დამატებით 2-4 საათის განმავლობაში ღუმელში თერმული სამკურნალოდ.
Q3: შეიძლება ნახოთ ნახშირბადის ნაწილები შეღებილი ან ფერადი?
_ დიახ. ნახშირბადის ნაწილები იღებენ სტანდარტულ ფერწერისა და შეღებვის პროცესებს. ამასთან, ფერის შემდგომი დამუშავება დამატებით დროსა და ღირებულებას მატებს წარმოებას.
Q4: რა არის მაქსიმალური მშენებლობის ზომა ნახშირბადის DLS ბეჭდვისთვის?
A: ტიპიური მშენებლობის არეალი არის 7.4 'x 4.6 ' x 12.8 '. ნაწილები, რომლებიც აღემატება 4 ' x 4 'x 6 ' მოითხოვს სახელმძღვანელო განხილვას ბეჭდვის ოპტიმალური შედეგებისთვის.
Q5: არის ნახშირბადის DLS მასალები საკვები-უსაფრთხო და ბიოკომპანიური?
პასუხი: შეარჩიეთ მასალები, როგორიცაა SIL 30 და RPU 70, ბიოკომპანიური და შესაფერისია კვების საკონტაქტო პროგრამებისთვის. თითოეული მასალა მოითხოვს კონკრეტულ სერტიფიკაციას განზრახული გამოყენებისთვის.
Q6: როგორ ადარებს ღირებულება წარმოების ტრადიციულ მეთოდებს?
პასუხი: ნახშირბადის DLS, როგორც წესი, უფრო მეტ ნაწილს ხარჯავს მცირე მოცულობისთვის. ამასთან, ეს გახდება ეფექტური რთული გეომეტრია და საშუალო ზომის წარმოების გადინება, სადაც ხელსაყრელი ხარჯები იქნება აკრძალული.
Q7: რა სახის შემდგომი დამუშავებაა საჭირო ნახშირბადის DLS ნაწილებისთვის?
პასუხი: ნაწილების უმეტესობას მოითხოვს თერმული განკურნება ბეჭდვის შემდეგ. შემდგომი დამუშავების დამატებითი დამუშავებისას დამოკიდებულია პროგრამაზე - მარტივი მხარდაჭერის მოცილებით დაწყებული ზედაპირის დასრულებამდე ესთეტიკური ნაწილებისთვის.




















