इंजीनियरिंग च छेद इक महत्वपूर्ण भूमिका निभांदे न ते सीएनसी मशीनिंग , पर बक्ख-बक्ख किस्म, प्रतीक, ते अनुप्रयोगें गी समझना चुनौतीपूर्ण होई सकदा ऐ। क्या तुसें कदें सोचेआ ऐ जे इंजीनियरिंग ड्राइंग च बक्ख-बक्ख छेद कॉलआउट दी पन्छान कीऽ ऐ जां इसदी पन्छान कीऽ कीती जंदी ऐ?
एह् लेख इंजीनियरिंग च इस्तेमाल कीते गेदे सारें शा आम किस्म दे छेद च गहराई कन्नै गोता लाग, जिंदे च अंधा छेद, छेद, काउंटरबोर छेद, स्पॉट चेहरे दे छेद, ते होर मते शामल न। अस उंदी अनोखी विशेषताएं, अनुप्रयोगें, ते मानक चिह् नें ते कालआउटें दा इस्तेमाल करियै इंजीनियरिंग ड्राइंग च उंदी पन्छान करने दी तलाश करगे।
इंजीनियरिंग च छेद दा महत्व
बक्ख-बक्ख इंजीनियरिंग क्षेत्रें च छेद दी अहम भूमिका होंदी ऐ। एह् मते सारे मकसदें गी पूरा करदे न , तारें ते तरल पदार्थें दे गुजरने थमां लेइयै फास्टनरें गी समायोजित करने तकर । अनगिनत इंजीनियरिंग घटकें ते सिस्टमें दी असेंबली ते कार्यक्षमता आस्तै छेद जरूरी न।
मैकेनिकल इंजीनियरिंग च, छेड़ें दा इस्तेमाल इक साथ भागें गी जकड़ने लेई कीता जंदा ऐ। थ्रेडेड छेद, जेह् ड़े टैपिंग जां थ्रेड मिलिंग दे राहें बनाए गेदे अंदरूनी थ्रेड दी सुविधा दिंदे न, बोल्ट ते स्क्रू गी सुरक्षत रूप कन्नै घटकें गी जगह च रखने दी अनुमति दिंदे न। दूई बक्खी, निकासी दे छेद, धागे गी संलग्न कीते बगैर फास्टनरें गी गुजरने आस्तै जगह प्रदान करदे न।
इलेक्ट्रिकल ते इलेक्ट्रानिक इंजीनियरिंग च बी छेद मते जरूरी न। पीसीबी (प्रिंट सर्किट बोर्ड) इलेक्ट्रानिक घटकें गी माउंट ते कनेक्ट करने लेई छेद पर भरोसा करदे न। छेद दे माध्यम कन्नै (Ø थ्रू) तारें ते लीड्स दे गुजरने गी सक्षम बनांदे न, जदके ⌴ चिह् न कन्नै चिह्नित अंधे छेद, घटक प्लेसमेंट आस्तै इक विशिष्ट गहराई प्रदान करदे न।
होल गी समझना सुविधाएं
सामान्य परिभाषा ते विशेषताएं
आकार, आकार, और गहराई
इंजीनियरिंग डिजाइन च छेद जरूरी तत्व न। एह् बक्ख-बक्ख आकारें, आकारें ते गहराई च औंदे न। सबतूं बुनियादी छेद दा किस्म इक सीधा खुलना ऐ जिस च इक गोलाकार क्रॉस-सेक्शन ऐ, जिसगी Ø प्रतीक कन्नै दर्शाया गेदा ऐ।
छेद व्यास छेद डिजाइन दा इक महत्वपूर्ण पहलू ऐ। एह् फास्टनर जां घटकें दा आकार निर्धारत करदा ऐ जेह् ड़ा छेद च गुजरी सकदा ऐ जां फिट होई सकदा ऐ। गहराई इक होर महत्वपूर्ण विशेषता ऐ, जेह्ड़ी निर्दिश्ट करदी ऐ जे छेद सामग्री च किस हद तकर फैलदा ऐ।
छेद स्थान ते सहिष्णुता
इंजीनियरिंग अनुप्रयोगें च होल स्थान महत्वपूर्ण ऐ। एह् घटकें दी उचित संरेखण ते कार्यक्षमता गी सुनिश्चित करदा ऐ। सहिष्णुता छेद आयाम ते स्थिति च स्वीकार्य बदलाव गी निर्दिष्ट करदी ऐ।
असेंबली प्रक्रियाएं लेई सटीक छेद स्थान जरूरी ऐ। गलत संरेखित छेद फिटमेंट दे मुद्दे ते समझौता कीते गेदे प्रदर्शन गी लेई सकदे न। सहिष्णुताएं गी हिस्सें दी स्थिरता ते विनिमयता गी बनाए रखने च मदद मिलदी ऐ ।
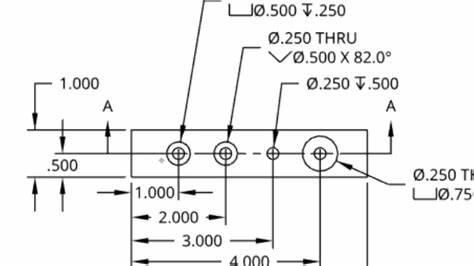
इंजीनियरिंग ड्राइंग पर कॉलआउट चिह् न छेद विनिर्देशें गी दर्शांदे न। इनें च व्यास, गहराई, ते स्थान आयाम शामल न। इनें प्रतीकें दी उचित व्याख्या सटीक मशीनिंग ते छेद पैदा करने आस्तै मती जरूरी ऐ ।
छेद सृजन के लिए मशीनिंग तकनीकें
ड्रिलिंग, बोरिंग, रीमिंग, ते होर मते सारे
इंजीनियरिंग दे घटकें च छेद बनाने लेई बक्ख-बक्ख मशीनिंग तकनीकें दा इस्तेमाल कीता जंदा ऐ। विधि दा चयन छेद दा आकार, गहराई, सटीक जरूरतें, ते सामग्री दे गुणें जनेह् कारकें उप्पर निर्भर करदा ऐ। कुछ आम छेद बनाने दी प्रक्रियाएं च शामल न:
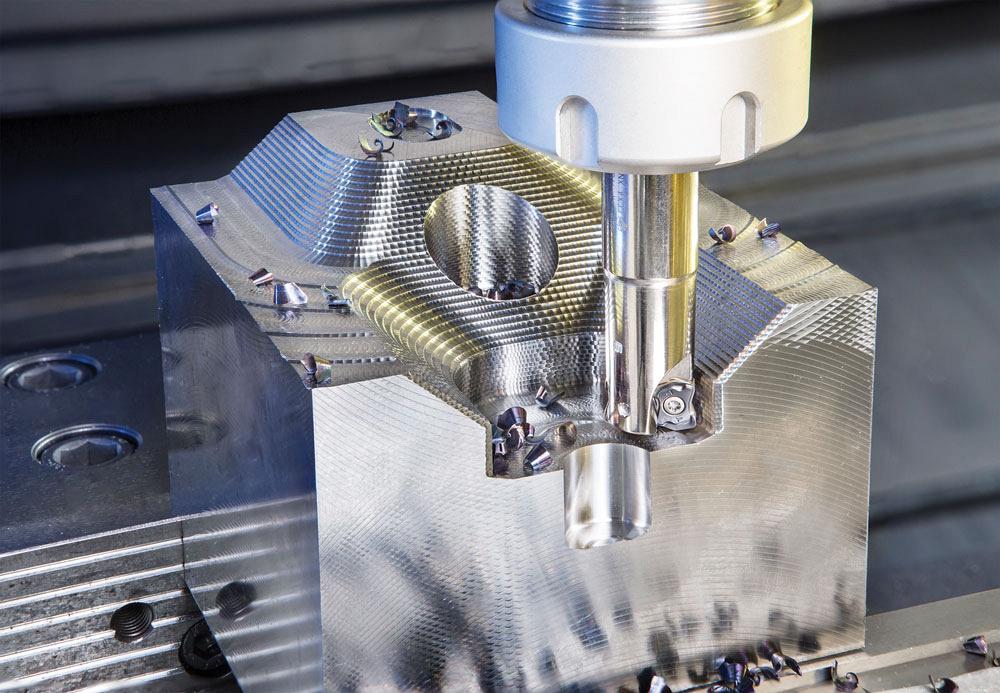
1.ड्रिलिंग: बेलनाकार छेद बनाने दा एह् सबनें शा आम तरीका ऐ। इस च सामग्री गी हटाने ते वांछित व्यास ते गहराई दा छेद बनाने आस्तै घूमने आह् ली ड्रिल बिट दा इस्तेमाल करना शामल ऐ।
2.बोरिंग: बोरिंग दा इस्तेमाल पूर्व-मौजूद छेद दी सटीकता गी बधाने जां बेहतर बनाने लेई कीता जंदा ऐ। इस च छेद दी सतह थमां सामग्री गी हटाने आस्तै इक-बिंदु कट्टने आह् ला उपकरण दा उपयोग करना शामल ऐ, सटीक आयाम ते चिकनी खत्म हासल करना शामल ऐ।
3.रीमिंग: रीमिंग इक फिनिशिंग ऑपरेशन ऐ जेह् ड़ा ड्रिल जां ऊब दे छेद दी सतह खत्म ते आयामी सटीकता च सुधार करदा ऐ। इस च इक बहु-धार कट्टने आह् ले उपकरण दा इस्तेमाल करना शामल ऐ जिसदा नांऽ ऐ रीमर गी घट्ट मात्रा च सामग्री गी हटाने ते इक निर्बाध खत्म हासल करने आस्तै।
4.थ्रेड मिलिंग: थ्रेड मिलिंग इक प्रक्रिया ऐ जिसदा इस्तेमाल छेद च आंतरिक धागे बनाने लेई कीता जंदा ऐ। इस च छेद दी सतह च थ्रेड गी कटने आस्तै इक थ्रेड मिलिंग टूल दा इस्तेमाल करना शामल ऐ, जिस कन्नै थ्रेडेड फास्टनरें गी असेंबली आस्तै इस्तेमाल कीता जाई सकदा ऐ।
होर विशिष्ट छेद बनाने दी तकनीकें च शामल न:
● टैपिंग: टैपिंग टूल दा इस्तेमाल करदे होई आंतरिक थ्रेड्स बनाना
● काउंटरबोरिंग: बोल्ट जां पेंच सिरें गी समायोजित करने आस्तै इक ड्रिल कीते गेदे छेद दे शीर्शक पर इक बड्डा व्यास रिसेस बनाना
● काउंटरसिंकिंग: छेद दे प्रवेश द्वार पर इक शंक्वाकार रिसेस बनाना तां जे फ्लैट-हेड स्क्रू दे फ्लश फिटिंग दी अनुमति दित्ती जा
इंजीनियरिंग च आम किस्म दे छेद
सादे छेद
साधारण छेद कीह ऐ?
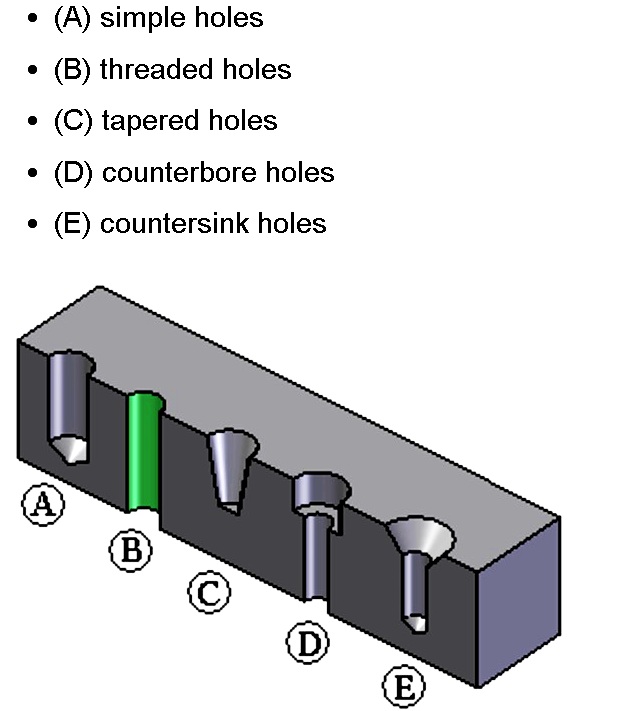
इक साधारण छेद इंजीनियरिंग च इस्तेमाल कीता जाने आह् ला सबनें थमां बुनियादी किस्म दा छेद ऐ। एह् इक वस्तु च इक गोलाकार कट-आउट ऐ, जिसदा पूरे च लगातार व्यास ऐ। साधारण छेद बनाने च आसान ऐ ते एह्दे च एप्लीकेशनें दी व्यापक श्रृंखला होंदी ऐ।
एह् छेद बक्ख-बक्ख तरीकें दा इस्तेमाल करियै कीते जाई सकदे न, जि’यां ड्रिलिंग, पंचिंग, जां लेजर कटिंग। विधि दा चयन सामग्री, लोड़चदी सटीकता, ते उत्पादन दी मात्रा उप्पर निर्भर करदा ऐ।
साधारण छेद बहुमुखी न ते बक्ख-बक्ख उद्योगें च मते सारे बक्ख-बक्ख उत्पादें ते घटकें च पाया जाई सकदा ऐ।
साधारण छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, व्यास चिह्न (Ø) दा उपयोग करियै सरल छेद दा प्रतिनिधित्व कीता जंदा ऐ। इस प्रतीक दे बाद छेद दा व्यास होंदा ऐ।
उदाहरण दे तौर पर, 10 मिमी व्यास आह् ला इक साधारण छेद ड्राइंग पर 'Ø10' दे रूप च लेबल कीता जाग। जेकर छेद पूरी वस्तु कोला गुजरदा ऐ तां इसगी 'ø10 थ्रू.' दे रूप च लेबल कीता जाई सकदा ऐ।
जेकर वस्तु दे राहें नेईं गुजरदा तां ड्राइंग पर इक साधारण छेद दी गहराई बी निर्दिश्ट कीती जंदी ऐ।
साधारण छेद के उपयोग
साधारण छेद इंजीनियरिंग च मते सारे अनुप्रयोग न। एह् बक्ख-बक्ख मकसदें गी पूरा करदे न, जि'यां:
● जकड़ने जां असेंबली आस्तै बिंदु उपलब्ध करोआना, जि’यां बोल्ट जां पेंच गी समायोजित करना
● होर घटकें लेई निकासी जां एक्सेस बनाना
● तरल पदार्थ जां गैसें दे गुजरने दी अनुमति
● संभोग भागें लेई स्थापित जां संरेखण सुविधाएं दे रूप च सेवा करना
असेंबली च, साधारण छेद दा इस्तेमाल अक्सर मते सारे घटकें गी इक कन्नै जोड़ने आस्तै कीता जंदा ऐ। एह् सुरक्षत कनेक्शन बनाने लेई फास्टनर, जि’यां बोल्ट, स्क्रू, जां कीलें दा इस्तेमाल करने दी अनुमति दिंदे न।
घटकें च वजन घट्ट करने आस्तै बी साधारण छेद दा इस्तेमाल कीता जाई सकदा ऐ । गैर-जरूरी सामग्री गी हटाइयै, डिजाइनर ताकत जां कार्यक्षमता कन्नै समझौता कीते बगैर हल्के हिस्से बनाई सकदे न।
इसदे अलावा, साधारण छेद तरल पदार्थ जां गैसें आस्तै नाली दे रूप च कम्म करी सकदे न। एह् इक घटक जां असेंबली दे माध्यम कन्नै तरल पदार्थ, हवा, जां होर पदार्थें दे गुजरने दी अनुमति दिंदे न।
अंधे छेद
अंधा छेद क्या ऐ?
अंधा छेद इक किस्म दा छेद ऐ जेह्ड़ा सामग्री दे माध्यम कन्नै सारे रस्ते नेईं चलदा। एह् इक जेब जां गुहा दी तर्ज पर ऐ जिस च इक विशिष्ट गहराई होंदी ऐ। अंधे छेद दूए पास्सै टूटने दे बगैर सामग्री च ड्रिलिंग, रीमिंग, जां मिलिंग करियै बनांदे न।
अंध छेद दी गहराई एप्लीकेशन दे आधार उप्पर बक्ख-बक्ख होई सकदी ऐ। कुछ अंधे छेद उथले होंदे न, जदके कुझ काफी गहरे हो सकदे न। अंधे छेद दा तल समतल, शंक्वाकार, जां घुमावदार होई सकदा ऐ, जेह्ड़ा इसगी बनाने आस्तै इस्तेमाल कीते जाने आह् ले कटिंग टूल दे आकार उप्पर निर्भर करदा ऐ।
अंध छेद आमतौर उप्पर मते सारे बक्ख-बक्ख उत्पादें ते घटकें च इस्तेमाल कीते जंदे न। इंजन दे ब्लॉक थमां लेइयै इलेक्ट्रानिक उपकरणें तगर हर इक चीज च पाया जाई सकदा ऐ।
अंधे छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंगें पर, व्यास चिह् न (Ø) दे बाद छेद दी गहराई दा उपयोग करियै अंधा छेद दा प्रतिनिधित्व कीता जंदा ऐ। आमतौर पर गहराई गी इक गहराई चिह् न दा इस्तेमाल करियै निर्दिश्ट कीता जंदा ऐ जेह् ड़ा झंडे आह् ले रूप च दिक्खदा ऐ।
उदाहरण दे तौर पर, 10mm दा व्यास ते 20 मिमी दी गहराई कन्नै इक अंधा छेद 'Ø10 x 20' जां 'Ø10 - 20 गहरी दे रूप च लेबल कीता जाग।' जेकर गहराई प्रतीक दा इस्तेमाल कीता जंदा ऐ, तां एह् इस चाल्ली दिक्खना होग: 'Ø10 ⚑ 20.'
एह् दिक्खना बड़ा जरूरी ऐ जे इक अंध छेद दी गहराई सामग्री दी सतह थमां छेद दे थल्लै तकर मापी जंदी ऐ। एह् इक थ्रू होल थमां बक्ख ऐ, जेह्ड़ा सामग्री दे माध्यम कन्नै सारे रस्ते च जंदा ऐ।
अंधे छेद के उपयोग
अंध छेद इंजीनियरिंग च मते सारे बक्ख-बक्ख इस्तेमाल होंदे न। किश सारें शा मते अनुप्रयोगें च शामल न:
● टैपिंग: टैप करने आस्तै अक्सर अंधे छेद दा इस्तेमाल कीता जंदा ऐ, जेह्ड़ा इक पेंच जां बोल्ट गी स्वीकार करने आस्तै छेद च धागे गी कट्टने दी प्रक्रिया ऐ।
● थ्रेडिंग: टैपिंग दे समान, थ्रेडिंग च थ्रेड गी इक थ्रेडेड कनेक्शन बनाने आस्तै इक अंधे छेद च कट्टना शामल ऐ।
● पता लाना: असेंबली दौरान घटकें गी संरेखित करने जां स्थिति च रखने च मदद करने आस्तै सुविधाएं दे रूप च अंधा छेद दा इस्तेमाल कीता जाई सकदा ऐ।
● वजन च कमी: किश मामलें च, इक घटक दे वजन गी घट्ट करने आस्तै अंधे छेद दा इस्तेमाल कीता जाई सकदा ऐ, इसदी ताकत जां कार्यक्षमता कन्नै समझौता कीते बगैर।
घटकें गी माउंट करने जां अटैच करने आस्तै बी आमतौर पर अंधे छेद दा इस्तेमाल कीता जंदा ऐ। मसाल आस्तै, प्रेस-फिट डवेल पिन जां थ्रेडेड इन्सर्ट गी स्वीकार करने आस्तै इक अंध छेद दा इस्तेमाल कीता जाई सकदा ऐ।
किश अनुप्रयोगें च चिकनाई जां शीतलक डिलीवरी आस्तै अंध छेद दा इस्तेमाल कीता जंदा ऐ। छेद दा इस्तेमाल संचालन दौरान इक घटक दे विशिष्ट क्षेत्र च चिकनाई जां शीतलक गी चैनल बनाने लेई कीता जाई सकदा ऐ।
छेद के माध्यम से
थ्रू होल क्या ऐ?
थ्रू होल इक किस्म दा छेद ऐ जेह्ड़ा इक सामग्री जां वस्तु दे माध्यम कन्नै पूरी चाल्ली कन्नै चलदा ऐ। इक अंध छेद दे विपरीत, जिस च इक विशिष्ट गहराई होंदी ऐ, इक थ्रू होल सामग्री दे दौनें बक्खें पर इक खुलना पैदा करदा ऐ। मतलब तुस इक पास्सै थमां दुए पास्सै छेद दे राहें रोशनी दिक्खी सकदे ओ।
छेद दे माध्यम कन्नै बक्ख-बक्ख तरीकें दा इस्तेमाल करियै बनाया जाई सकदा ऐ, जि’यां ड्रिलिंग, पंचिंग, जां लेजर कटिंग। विधि दा चयन सामग्री, लोड़चदी सटीकता, ते उत्पादन दी मात्रा उप्पर निर्भर करदा ऐ।
इंजीनियरिंग च छेद दे माध्यम कन्नै बड़ा आम ऐ ते मते सारे बक्ख-बक्ख उत्पादें ते घटकें च पाया जाई सकदा ऐ। इ’नेंगी अक्सर द्रव जां गैसें आस्तै इक गुजरने आस्तै, संरेखण, जां इक गुजरने आस्तै बरतेआ जंदा ऐ।
थ्रू होल दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, छेद दे माध्यम कन्नै व्यास प्रतीक (Ø) दा उपयोग करदे होई प्रतिनिधित्व कीता जंदा ऐ ते उसदे बाद शब्द 'थ्रू' जां 'thy.'
उदाहरण दे तौर पर, 10mm दे व्यास आह् ले इक थ्रू छेद गी 'ø10 थ्रू' जां 'Ø10 थ्रू' दे रूप च लेबल कीता जाग। इस कन्नै एह् संकेत होंदा ऐ जे छेद समग्गरी दे राहें सारे रस्ते चली जंदा ऐ।
जेकर थ्रू होल इक असेंबली दा हिस्सा ऐ जां इस च विशिश्ट जरूरतें दा हिस्सा ऐ, जि’यां सहिष्णुता जां सतह खत्म करने, तां एह् ड्राइंग पर बी निर्दिश्ट कीते जाङन।
थ्रू होल के उपयोग
थ्रू होलें दे इंजीनियरिंग च मते सारे बक्ख-बक्ख इस्तेमाल होंदे न। किश सारें शा मते अनुप्रयोगें च शामल न:
● बकवास: छेद दे माध्यम कन्नै अक्सर घटकें गी इक कन्नै जोड़ने आस्तै बोल्ट, पेंच, जां होर फास्टनरें आस्तै इस्तेमाल कीता जंदा ऐ।
● संरेखण: छेद दे माध्यम कन्नै असेंबली दे दौरान घटकें गी संरेखित करने जां स्थिति च मदद देने आस्तै फीचरें गी ढूँढने दे रूप च इस्तेमाल कीता जाई सकदा ऐ।
● तरल जां गैस दा प्रवाह: छेद दे माध्यम कन्नै इक घटक जां असेंबली च जाने आस्तै तरल पदार्थ जां गैसें आस्तै इक मार्ग पैदा करी सकदा ऐ।
● वजन च कमी: किश मामलें च, छेद दे माध्यम कन्नै इक घटक दे वजन गी घट्ट करने आस्तै इस्तेमाल कीता जाई सकदा ऐ, बिना उंदी ताकत जां कार्यक्षमता कन्नै।
विद्युत ते इलेक्ट्रानिक घटकें च बी छेड़ें दे माध्यम कन्नै आमतौर पर इस्तेमाल कीता जंदा ऐ। मसाल आस्तै, छपे दे सर्किट बोर्डें (पीसीबीएस) च अक्सर घटकें गी माउंट करने जां बिजली कनेक्शन बनाने लेई छेद होंदे न।
किश अनुप्रयोगें च, छेद दे माध्यम कन्नै वेंटिलेशन जां ठंडा करने आस्तै इस्तेमाल कीता जंदा ऐ। छेद इक घटक जां असेंबली दे माध्यम कन्नै हवा गी बहने दी अनुमति दिंदे न, गर्मी गी घट्ट करने ते ज़्यादा गरम होने थमां रोकने च मदद करदे न।
टोकने वाले छेद
इक रूकावट आह्ला छेद केह् ऐ ?
रुके दा छेद इक किस्म दा छेद ऐ जेह्ड़ा निरंतर जां पूरा नेईं होंदा ऐ । एह् इक ऐसा छेद ऐ जेह्ड़ा कुसै होर फीचर कन्नै कटदे जां पार कीता गेदा ऐ, जि’यां स्लाट, खांचे, जां कुसै होर छेद कन्नै। इस कन्नै छेद दी ज्यामिति च इक असंतुलन जां रुकावट पैदा होंदी ऐ।
रूकावट आह् ले छेद आमतौर पर ड्रिलिंग ते मिलिंग संचालन दे संयोजन दा उपयोग करियै कीते जंदे न। इस प्रक्रिया च ओवरलैपिंग छेद दी इक श्रृंखला ड्रिल करना ते उसदे बाद बची दी सामग्री गी मिलना तां जे वांछित आकृति पैदा होई सकै।
बाधित छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर रुकावट आह् ले छेद आस्तै कोई खास कॉलआउट चिह् न नेईं ऐ। इसदे बजाय, रूकावट आह् ले छेद गी बनाने आह् ली व्यक्तिगत विशेषताएं गी आमतौर पर बक्ख-बक्ख तरीके कन्नै बुलाया जंदा ऐ।
मसाल आस्तै, जेकर इक रूकावट आह् ला छेद ड्रिल कीते गेदे छेद दी श्रृंखला ते इक मिल आह् ला स्लॉट होंदा ऐ तां ड्राइंग ड्रिल कीते गेदे छेद दी व्यास ते गहराई दे कन्नै-कन्नै मिल्ड स्लॉट दी चौड़ाई, लंबाई, ते गहराई गी निर्दिश्ट करग।
किश मामलें च, रुके दे छेद गी इक गै फीचर दे रूप च बुलाया जाई सकदा ऐ, जिस च व्यक्तिगत तत्वें गी नोटें जां सहिष्णुताएं च निर्दिश्ट कीता जंदा ऐ। एह् अक्सर स्पष्टता जां सादगी आस्तै कीता जंदा ऐ , खास करियै जेकर रूकावट आह् ला छेद हिस्सा दी इक महत्वपूर्ण विशेषता ऐ ।
रूकते हुए छेद के उपयोग
रूकावट आह् ले छेद इंजीनियरिंग च केईं बक्ख-बक्ख उपयोग होंदे न। किश सारें शा मते अनुप्रयोगें च शामल न:
● संभोग दे फीचर: रूकावट आह् ले छेद दा इस्तेमाल संभोग दे फीचर बनाने लेई कीता जाई सकदा ऐ जेह् ड़े दो भागें गी इक दुए कन्नै फिट होने जां परस्पर संपर्क करने दी अनुमति दिंदे न।
● क्लीयरेंस: रुके दे छेद होर फीचरें जां घटकें लेई क्लीयरेंस उपलब्ध करोआई सकदे न, जि’यां तार, केबल, जां फास्टनर।
● वजन च कमी: किश मामलें च, इक हिस्से दे वजन गी घट्ट करने आस्तै टोकदे छेद दा इस्तेमाल कीता जाई सकदा ऐ, इसदी ताकत जां कार्यक्षमता कन्नै समझौता कीते बगैर।
● शीतलक जां चिकनाई आह् ले मार्ग : रूकावट आह् ले छेद इक हिस्से जां असेंबली दे राहें बगने आस्तै शीतलक जां चिकनाई आह् ले दे मार्ग पैदा करी सकदे न।
रुके दे छेद दा इक मुक्ख फायदा एह् ऐ जे एह् फीचरें दे बश्कार जटिल ज्यामिति ते परस्पर क्रियाएं दी अनुमति दिंदे न। ड्रिलिंग ते मिलिंग आपरेशनें गी मिलाइयै डिजाइनर ऐसे छेद बनाई सकदे न जेह् ड़े इक गै आपरेशन कन्नै बनाना असंभव होग।
पर, टोकदे छेद बी साधारण छेद थमां बी मता चुनौतीपूर्ण होई सकदे न। उ’नेंगी इस गल्लै गी सुनिश्चत करने आस्तै सावधानीपूर्वक योजना ते निष्पादन दी लोड़ होंदी ऐ जे व्यक्तिगत सुविधाएं गी ठीक ढंगै कन्नै संरेखित ते परस्पर संपर्क कीता जा। सहिष्णुता ते सतह खत्म बी रूकावट आह् ले छेद आस्तै मता जरूरी होई सकदे न, की जे कुसै बी गलत संरेखण जां खुरदरापन संभोग सुविधाएं दे कम्मै गी प्रभावित करी सकदा ऐ।
काउंटरबोर छेद
काउंटरबोर होल क्या ऐ?
काउंटरबोर छेद इक किस्म दा छेद ऐ जिस च दो बक्ख-बक्ख व्यास होंदे न। इस च इक बड्डा व्यास आह् ला छेद होंदा ऐ जेह् ड़ा सामग्री च पार्ट वे ड्रिल कीता जंदा ऐ, जिसदे बाद इक छोटा व्यास दा छेद होंदा ऐ जेह् ड़ा सारे रस्ते च चली जंदा ऐ। बड्डे व्यास आह्ले हिस्से गी काउंटरबोर आखेआ जंदा ऐ, ते एह् बोल्ट जां पेंच दे सिर गी समायोजित करने आस्तै डिजाइन कीता गेदा ऐ।
काउंटरबोर होल आमतौर पर इक विशिष्ट ड्रिल बिट दा उपयोग करियै बनाया जंदा ऐ जिसगी काउंटरबोर टूल आखेआ जंदा ऐ। इस औजार च इक पायलट टिप ऐ जेह् ड़ी घट्ट व्यास आह् ले छेद गी ड्रिल करदी ऐ, ते इक बड्डा व्यास आह् ली कटिंग धार ऐ जेह् ड़ी काउंटरबोर पैदा करदी ऐ।
काउंटरबोर छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, काउंटरबोर छेद दा प्रतिनिधित्व काउंटरबोर चिह् न दा उपयोग करदे होई कीता जंदा ऐ, जेह् ड़ा इसदे अंदर इक छोटे चौक कन्नै इक घेरे दी तर्ज पर दिक्खदा ऐ। काउंटरबोर दा व्यास पैह् ले निर्दिश्ट कीता जंदा ऐ, जिसदे बाद काउंटरबोर दी गहराई। छोटे छेद दा व्यास ते गहराई बी निर्दिष्ट कीती गेई ऐ।
उदाहरण दे तौर पर, 10mm व्यास काउंटरबोर कन्नै इक काउंटरबोर छेद जेह् ड़ा 5 मिमी गहरा ऐ, ते छेद दे माध्यम कन्नै 6 मिमी व्यास '⌴ 10mm ⨯ 5mm, ∅6mm thru' दे रूप च बुलाया जाग।
काउंटरबोर होल के उपयोग
काउंटरबोर होल दा इस्तेमाल आमतौर पर इंजीनियरिंग च केईं बक्ख-बक्ख अनुप्रयोगें लेई कीता जंदा ऐ, जिंदे च:
● फ्लश माउंटिंग: काउंटरबोर छेद बोल्ट जां स्क्रू गी सामग्री दी सतह कन्नै फ्लश बैठने दी अनुमति दिंदे न, जिस कन्नै इक चिकनी ते साफ रूप पैदा होंदा ऐ।
● क्लीयरेंस: काउंटरबोर बोल्ट जां पेंच दे सिर आस्तै क्लीयरेंस प्रदान करदा ऐ, जिस कन्नै ओह् बिना कुसै हस्तक्षेप दे आजादी कन्नै घुमाने दी अनुमति दिंदा ऐ।
● भार वितरण: काउंटरबोर दा बड्डा व्यास इक बड्डे क्षेत्र च बोल्ट जां पेंच दा भार बंडने च मदद करदा ऐ, जिस कन्नै तनाव दी सांद्रता च कमी औंदी ऐ।
काउंटरबोर होल दा इस्तेमाल अक्सर ऐसे ऐपलीकेशनें च कीता जंदा ऐ जित्थें बोल्ट कन्नै जुड़े दा कनेक्शन मजबूत ते सुरक्षत होने दी लोड़ होंदी ऐ, पर एह्दे कन्नै गै साफ-सुथरा ते तैयार रूप होने दी लोड़ होंदी ऐ। एह् आमतौर उप्पर मोटर वाहन ते एयरोस्पेस घटकें च, ते कन्नै गै औद्योगिक मशीनरी ते उपकरणें च बी पाये जंदे न।
स्पॉटफेस छेद
स्पॉटफेस होल क्या ऐ?
स्पॉटफेस छेद इक किस्म दा छेद ऐ जिस च उथले काउंटरबोर होंदे न, आमतौर पर छेद दे चारों-पार समतल सतह बनाने आस्तै इस्तेमाल कीता जंदा ऐ। स्पॉटफेस आमतौर उप्पर सिर्फ इन्ना गै गहरा होंदा ऐ जे छेद दे चारों-पार कुसै बी गड़बड़ी जां खुरदरापन गी साफ कीता जाई सकै, जिस कन्नै बोल्ट जां पेंच गी बैठने आस्तै इक चिकनी ते इत्थूं तगर जे सतह उपलब्ध करोआई जंदी ऐ।
स्पॉटफेस दे छेद दा इस्तेमाल अक्सर ढलाई जां गढ़ने आह् ले अनुप्रयोगें च कीता जंदा ऐ, जित्थै सामग्री दी सतह खुरदुरा जां असमान होंदी ऐ। छेद दे चारों-पार स्पॉटफेस बनाने कन्नै, डिजाइनर इस गल्लै गी सुनिश्चित करी सकदे न जे फास्टनर च इक स्थिर ते सुरक्षत माउंटिंग बिंदु होग।
स्पॉटफेस छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, स्पॉटफेस होल स्पॉटफेस चिह्न दा उपयोग करदे होई दर्शाया जंदा ऐ, जेह् ड़ा इसदे अंदर 'sf' अक्षरें कन्नै इक घेरे दी तर्ज पर दिक्खदा ऐ। स्पॉटफेस दा व्यास पैह् ले निर्दिश्ट कीता जंदा ऐ, जिसदे बाद स्पॉटफेस दी गहराई। मुख्य छेद दा व्यास ते गहराई बी निर्दिष्ट कीती गेई ऐ।
उदाहरण दे तौर पर, 20 मिमी व्यास स्पॉटफेस कन्नै इक स्पॉटफेस छेद जेह् ड़ा 2 मिमी गहरी ऐ, ते छेद दे माध्यम कन्नै 10 मिमी व्यास '⌴ Sf 20mm ⨯ 2mm, ∅10mm थ्रू' दे रूप च बुलाया जाग।
स्पॉटफेस होल के उपयोग
स्पॉटफेस होल दा इस्तेमाल आमतौर पर इंजीनियरिंग च केईं बक्ख-बक्ख ऐपलीकेशनें लेई कीता जंदा ऐ, जिंदे च:
● सतह दी तैयारी: स्पॉटफेस छेद दा इस्तेमाल बोल्ट जां पेंच कनेक्शन आस्तै इक सामग्री दी सतह तैयार करने आस्तै कीता जंदा ऐ, जिस कन्नै एह् सुनिश्चित कीता जंदा ऐ जे फास्टनर च समतल ते स्थिर माउंटिंग बिंदु होऐ।
● तनाऽ बंड : स्पॉटफेस बड्डे इलाके उप्पर फास्टनर दे तनाव गी बंडने च मदद करदा ऐ , जिस कन्नै नुकसान जां विफलता दा खतरा घट्ट होई जंदा ऐ ।
● सीलिंग: किश मामलें च, गैसकेट जां ओ-रिंग आस्तै सीलिंग सतह बनाने आस्तै स्पॉटफेस दे छेद दा इस्तेमाल कीता जाई सकदा ऐ, जिस कन्नै लीक जां प्रदूषण गी रोकने च मदद मिलदी ऐ।
स्पॉटफेस छेद दा प्रयोग
स्पॉटफेस दे छेद अक्सर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें सामग्री दी सतह खुरदुरा जां असमान होंदी ऐ, जि’यां कास्टिंग जां गॉर्जिंग च। एह् आमतौर उप्पर मोटर वाहन ते एयरोस्पेस घटकें च, ते कन्नै गै औद्योगिक मशीनरी ते उपकरणें च बी पाये जंदे न।
स्पॉटफेस होल दे किश विशिष्ट अनुप्रयोगें च शामल न:
● इंजन ब्लॉक ते सिलेंडर हेड
● संचरण केस ते आवास
● निलंबन घटक ऐ
● संरचनात्मक फ्रेम ते समर्थन
इनें अनुप्रयोगें च स्पॉटफेस होल इस गल्लै गी सुनिश्चित करने च मदद करदा ऐ जे महत्वपूर्ण फास्टनरें च इक सुरक्षत ते स्थिर माउंटिंग बिंदु होऐ, इत्थूं तगर जे खुरदुरे जां अनियमित सतहें उप्पर। छेद दे आसपास इक चिकनी ते सम सतह बनाइयै, स्पॉटफेस छेद अंतिम असेंबली दी समग्र गुणवत्ता ते विश्वसनीयता गी बेहतर बनाने च मदद करदे न।
काउंटरसिंक छेद
काउंटरसिंक होल क्या ऐ?
इक काउंटरसिंक छेद इक किस्म दा छेद ऐ जिस च शीर्ष पर शंक्वाकार आह् ला खुल्ला होंदा ऐ, जेह् ड़ा समतल-सिर पेंच गी सामग्री दी सतह कन्नै फ्लश बैठने दी अनुमति दिंदा ऐ। काउंटरसिंक आमतौर पर पेंच दे व्यास थमां चौड़ा होंदा ऐ, ते काउंटरसिंक दा कोन पेंच सिर दे कोन कन्नै मेल खांदा ऐ।
काउंटरसिंक छेद अक्सर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें फ्लश जां निम्न-प्रोफाइल रूप वांछित होंदा ऐ, जि’यां एयरोस्पेस जां मोटर वाहन घटकें च। इनें दा इस्तेमाल चोट दे जोखिम गी घट्ट करने जां उगने आह्ले पेंच सिरें थमां होने आह्ले नुकसान गी घट्ट करने आस्तै बी कीता जाई सकदा ऐ ।
काउंटरसिंक छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, काउंटरसिंक छेद दा प्रतिनिधित्व काउंटरसिंक चिह्न दा उपयोग करदे होई कीता जंदा ऐ, जेह् ड़ा त्रिकोण दी तर्ज पर दिक्खने गी मिलदा ऐ जिसदे उप्पर इक छोटा सर्कल होंदा ऐ। काउंटरसिंक दा व्यास पैह् ले निर्दिश्ट कीता जंदा ऐ, जिसदे बाद काउंटरसिंक दा कोन होंदा ऐ। मुख्य छेद दा व्यास ते गहराई बी निर्दिष्ट कीती गेई ऐ।
उदाहरण दे तौर पर, 10 मिमी व्यास काउंटरसिंक कन्नै इक काउंटरसिंक छेद जेह् ड़ा 90 डिग्री ऐ, ते छेद दे माध्यम कन्नै 6 मिमी व्यास '⌵ 10mm ⨯ 90°, ∅6 मिमी थ्रू' दे रूप च बुलाया जाग।
काउंटरसिंक छेद के उपयोग
कई बक्ख-बक्ख अनुप्रयोगें लेई इंजीनियरिंग च आमतौर पर काउंटरसिंक छेद दा इस्तेमाल कीता जंदा ऐ, जिंदे च:
● फ्लश माउंटिंग: काउंटरसिंक छेद समतल-हेड स्क्रू गी सामग्री दी सतह कन्नै फ्लश बैठने दी अनुमति दिंदे न, जिस कन्नै इक चिकनी ते निम्न-प्रोफाइल रूप पैदा होंदा ऐ।
● एरोडायनामिक्स: एयरोस्पेस अनुप्रयोगें च, काउंटरसिंक छेद ड्रैग गी घट्ट करने च मदद करी सकदे न ते उभरे दे पेंच सिरें गी खत्म करियै एरोडायनामिक प्रदर्शन च सुधार करी सकदे न।
● सुरक्षा: किश मामलें च, काउंटरसिंक दे छेद दा इस्तेमाल चोट जां प्रगट कीते गेदे पेंच सिरें थमां होने आह् ले खतरे गी घट्ट करने आस्तै कीता जाई सकदा ऐ, जि’यां हैंडरेल जां उपकरण पैनल च।
काउंटरसिंक छेद दा लागू
काउंटरसिंक छेद अक्सर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें फ्लश जां निम्न-प्रोफाइल रूप जरूरी होंदा ऐ , जि’यां इस च :
● हवाई जहाज दे धड़ ते पंख
● मोटर वाहन शरीर पैनल ते ट्रिम
● इलेक्ट्रॉनिक डिवाइस बाड़े
● फर्नीचर ते कैबिनेटरी
इनें अनुप्रयोगें च, काउंटरसिंक छेद इक चिकनी ते सुव्यवस्थित रूप बनाने च मदद करदे न, ते कन्नै गै फ्लैट-हेड स्क्रू आस्तै इक सुरक्षत ते स्थिर माउंटिंग बिंदु बी उपलब्ध करोआंदे न। काउंटरसिंक दा शंक्वाकार आकृति पेंच गी केंद्रत करने ते लोड गी बराबर बंडने च मदद करदी ऐ, जिस कन्नै नुकसान जां विफलता दा खतरा घट्ट होई जंदा ऐ।
काउंटरसिंक छेद बनाने च होर किस्म दे छेद थमां मता चुनौतीपूर्ण होई सकदा ऐ, की जे उनेंगी पेंच सिर कन्नै मेल खाने आस्तै सटीक कोन ते गहराई दी लोड़ होंदी ऐ। पर, सच्चे औजारें ते तकनीकें कन्नै, काउंटरसिंक होल कुसै बी असेंबली गी उच्च गुणवत्ता आह् ले ते पेशेवर दिखने आह् ले खत्म करी सकदे न।
काउंटरड्रिल छेद
काउंटरड्रिल होल क्या ऐ?
काउंटरड्रिल छेद इक किस्म दा छेद ऐ जिसदे उप्पर इक बेलनाकार काउंटरबोर होंदा ऐ, जिसदे बाद इक छोटा व्यास दा छेद होंदा ऐ जेह्ड़ा सामग्री दे माध्यम कन्नै सारे रस्ते च जाई सकदा ऐ जां नेईं। आमतौर उप्पर काउंटरड्रिल दा इस्तेमाल सॉकेट हेड कैप स्क्रू जां होर किस्म दे फास्टनर दे सिर आस्तै क्लीयरेंस देने लेई कीता जंदा ऐ।
काउंटरड्रिल छेद काउंटरसिंक छेद दे समान होंदे न, पर शंक्वाकार आकृति दे बजाय, काउंटरड्रिल च इक बेलनाकार आकृति होंदी ऐ। इस कन्नै फास्टनर सिर गी सामग्री दी सतह कन्नै फ्लश बैठने दी अनुमति दित्ती जंदी ऐ, ते कन्नै गै सिर आस्तै अतिरिक्त मंजूरी बी दित्ती जंदी ऐ।
काउंटरड्रिल छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, काउंटरड्रिल छेद गी काउंटरबोर छेद दे समान चिह् न दा इस्तेमाल करियै दर्शाया जंदा ऐ, जेह् ड़ा इसदे अंदर इक छोटे चौक कन्नै इक घेरे दी तर्ज पर दिक्खदा ऐ। काउंटरड्रिल दा व्यास पैह् ले निर्दिश्ट कीता जंदा ऐ, जिसदे बाद काउंटरड्रिल दी गहराई ऐ। मुख्य छेद दा व्यास ते गहराई बी निर्दिष्ट कीती गेई ऐ।
उदाहरण दे तौर पर, 10mm व्यास काउंटरड्रिल कन्नै इक काउंटरड्रिल छेद जेह् ड़ा 5 मिमी गहरी ऐ, ते 6 मिमी व्यास आह्ला अंधा छेद जेह्ड़ा 10 मिमी गहरा ऐ, '⌴ 10mm ∯ 5mm, ∅6mm ∯ 10mm' दे रूप च बुलाया जाग।
काउंटरड्रिल छेद के उपयोग
कई बक्ख-बक्ख अनुप्रयोगें लेई इंजीनियरिंग च आमतौर पर काउंटरड्रिल छेद दा इस्तेमाल कीता जंदा ऐ, जिंदे च:
● फास्टनर सिरें आस्तै क्लीयरेंस: काउंटरड्रिल छेद सॉकेट हेड कैप स्क्रू ते होर किस्म दे फास्टनर दे सिरें आस्तै क्लीयरेंस प्रदान करदे न, जिस कन्नै ओह् सामग्री दी सतह कन्नै फ्लश बैठने दी अनुमति दिंदे न।
● तनाऽ बंड : काउंटरड्रिल दा बेलनाकार आकृति फास्टनर दे सिर दे तनाव गी बड्डे इलाके उप्पर बंडने च मदद करदी ऐ , जिस कन्नै नुकसान जां विफलता दा खतरा घट्ट होई जंदा ऐ ।
● संरेखण: किश मामलें च, संभोग दे हिस्सें लेई संरेखण देने जां घटक पर होर फीचरें दा पता लाने आस्तै काउंटरड्रिल छेद दा इस्तेमाल कीता जाई सकदा ऐ।
काउंटरड्रिल छेद दा प्रयोग
काउंटरड्रिल छेद दा इस्तेमाल अक्सर ऐसे ऐपलीकेशनें च कीता जंदा ऐ जित्थें फ्लश-माउंट फास्टनर दी लोड़ होंदी ऐ, पर सिर आस्तै अतिरिक्त मंजूरी दी लोड़ होंदी ऐ। काउंटरड्रिल छेद दे किश विशिष्ट अनुप्रयोगें च शामल न:
● मशीनरी ते उपकरण घटक
● सांचे ते मरने दे घटक
● मोटर वाहन ते एयरोस्पेस घटक
इनें अनुप्रयोगें च, काउंटरड्रिल छेद फास्टनरें आस्तै इक सुरक्षत ते स्थिर माउंटिंग बिंदु प्रदान करदे न, ते कन्नै गै इंस्टालेशन ते हटाने दी बी अनुमति बी दिंदे न। काउंटरड्रिल दा बेलनाकार आकृति तनाव दी सांद्रता गी घट्ट करने ते असेंबली दी समग्र ताकत ते स्थायित्व च सुधार करने च मदद करदी ऐ।
काउंटरड्रील छेद गी बक्ख-बक्ख तरीकें दा इस्तेमाल करियै बनाया जाई सकदा ऐ, जिंदे च ड्रिलिंग, बोरिंग, ते मिलिंग शामल न। विधि दा चयन छेद दे आकार ते गहराई पर निर्भर करदा ऐ, ते कन्नै गै मशीन कन्नै बने दा समग्गरी बी। सही उपकरणें ते तकनीकें कन्नै, काउंटरड्रिल छेद मते सारे बक्ख-बक्ख इंजीनियरिंग अनुप्रयोगें लेई इक उच्च गुणवत्ता ते कार्यात्मक समाधान प्रदान करी सकदे न।
पतला छेद
पतला छेद क्या ऐ?
पतला छेद इक किस्म दा छेद ऐ जित्थें व्यास इक छोर थमां दुए छोर तकर धीरे-धीरे बदलदा ऐ, जिस कन्नै शंकु दे आकार दा प्रोफाइल पैदा होंदा ऐ। टेपर कोन गी आमतौर पर छेद दी लंबाई ते व्यास च बदलाव दे अनुपात दे रूप च निर्दिष्ट कीता जंदा ऐ।
पतले छेद अक्सर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें संभोग दे हिस्सें दे बिच्च इक तंग, सुरक्षत फिट दी लोड़ होंदी ऐ। पतला आकार, पूरी चाल्लीं कन्नै जुड़े दे होने पर इक मजबूत ते स्थिर कनेक्शन बी उपलब्ध करोआने दी अनुमति दिंदा ऐ।
पतला छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, पतला छेद टेपर चिह्न दा उपयोग करियै दर्शाया जंदा ऐ, जेह् ड़ा शिखर पर इक छोटे घेरे आह् ले त्रिकोण दी तर्ज पर दिक्खने गी मिलदा ऐ। टेपर कोन गी छेद दी लंबाई ते व्यास च बदलाव दे अनुपात दा उपयोग करियै निर्दिष्ट कीता जंदा ऐ। मसाल आस्तै, 1:12 दी टेपर दा मतलब ऐ जे हर 12 इकाइयें दी लंबाई आस्तै व्यास 1 इकाई कन्नै बदलदा ऐ।
पतला छेद दा छोटा सिरा व्यास ते बड्डा अंत व्यास बी ड्राइंग पर निर्दिष्ट कीता गेदा ऐ। उदाहरण दे तौर पर, 10 मिमी दा इक छोटा सिरा व्यास, 12 मिमी दा इक बड्डा अंत व्यास, ते 1:12 दा टेपर कोन '∅10mm - ∅12mm ⨯ 1:12 टेपर' दे रूप च बुलाया जाग।
पतला छेद के उपयोग
कई बक्ख-बक्ख अनुप्रयोगें लेई इंजीनियरिंग च आमतौर पर पतले छेद दा इस्तेमाल कीता जंदा ऐ, जिंदे च:
● संभोग दे हिस्से: पतला छेद संभोग दे हिस्सें, जि’यां शाफ्ट ते हब जां वाल्व स्टेम ते सीटें दे बीच इक सुरक्षत ते स्थिर कनेक्शन प्रदान करी सकदे न।
● संरेखण: छेद दा पतला आकार असेंबली दे दौरान संभोग दे हिस्सें गी संरेखित करने च मदद करी सकदा ऐ, गलत संरेखण जां नुकसान दा जोखिम घट्ट करी सकदा ऐ।
● सीलिंग: किश मामलें च, पतले छेद दा इस्तेमाल संभोग दे हिस्सें दे बश्कार सील बनाने लेई कीता जाई सकदा ऐ, जि’यां हाइड्रोलिक जां वायवीय प्रणाली च।
पतला छेद दा प्रयोग
पतले छेद अक्सर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें संभोग दे हिस्सें दे बिच्च इक तंग, सुरक्षत फिट दी लोड़ होंदी ऐ। पतला छेद दे किश विशिष्ट अनुप्रयोगें च शामल न:
● मशीन टूल स्पिंडल्स ते टूल धारक
● वाल्व दे तना ते सीटें
● पहिया हब और धुरा
● टेपर पिन ते डौवेल
इनें अनुप्रयोगें च, छेद दा पतला आकार आसान असेंबली ते डिस्सैम्बलिंग दी अनुमति दिंदा ऐ, ते कन्नै गै पूरी चाल्ली कन्नै जुड़े दे होने पर इक मजबूत ते स्थिर कनेक्शन बी उपलब्ध करोआंदा ऐ। पतला आकार बी संभोग सतहें दे पार भार गी बराबर बंडने च मदद करदा ऐ, जिस कन्नै नुकसान जां विफलता दा खतरा घट्ट होई जंदा ऐ।
पतले छेद गी बक्ख-बक्ख तरीकें दा इस्तेमाल करियै बनाया जाई सकदा ऐ, जिंदे च रीमिंग, बोरिंग, ते पीसना शामल ऐ। विधि दा चयन टेपर दे आकार ते कोन पर निर्भर करदा ऐ, ते कन्नै गै मशीन कन्नै बने दा समग्गरी बी। सच्चे औजारें ते तकनीकें कन्नै, पतला छेद मते सारे बक्ख-बक्ख इंजीनियरिंग अनुप्रयोगें लेई इक उच्च गुणवत्ता ते कार्यात्मक समाधान प्रदान करी सकदे न।
पेंच निकासी छेद
पेंच क्लीयरेंस होल क्या ऐ?
स्क्रू क्लीयरेंस छेद इक किस्म दा छेद ऐ जेह् ड़ा इस पेंच दे व्यास थमां किश बड्डा ऐ जेह् ड़ा इसदे राहें गुजरे दा होग। अतिरिक्त स्पेस पेंच गी छेद थमां आसानी कन्नै गुजरने दी अनुमति दिंदा ऐ, बिना बाइंडिंग जां अटकने दे।
स्क्रू क्लीयरेंस छेद आमतौर पर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें इक हिस्से गी दुए कन्नै बंधने दी लोड़ होंदी ऐ, पर तंग फिट बनाने लेई पेंच दी लोड़ नेईं ऐ। क्लीयरेंस छेद पेंच गी आसानी कन्नै अंदर पाने ते हटाने दी अनुमति दिंदा ऐ, बगैर हिस्सें गी नुकसान नेईं पुज्जे जां अपने आप पेच गी।
पेंच क्लीयरेंस छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, स्क्रू क्लीयरेंस छेद गी मानक छेद चिह्न दा उपयोग करियै प्रतिनिधित्व कीता जंदा ऐ, जेह् ड़ा इक चक्र दी तर्ज पर दिक्खने गी मिलदा ऐ जिस च इक नेता रेखा गी इशारा करदा ऐ। छेद दा व्यास लीडर लाइन पर निर्दिष्ट कीता जंदा ऐ, ते कन्नै गै कुसै बी अतिरिक्त जानकारी जि’यां पेंच दा किस्म जेह् ड़ा इस्तेमाल कीता जाग।
उदाहरण दे तौर पर, 1/4'-20 पेंच आस्तै इक क्लीयरेंस छेद '∅0.266 थ्रू' दे रूप च बुलाया जाग, जेह् ड़ा 0.266 इंच दा छेद व्यास ते इक थ्रू होल दा संकेत दिंदा ऐ।
पेंच क्लीयरेंस छेद के उपयोग
कई बक्ख-बक्ख अनुप्रयोगें लेई इंजीनियरिंग च आमतौर पर पेंच क्लीयरेंस छेद दा इस्तेमाल कीता जंदा ऐ, जिंदे च:
● बकवास: पेंच क्लीयरेंस छेद दा इस्तेमाल स्क्रू जां बोल्ट दा इस्तेमाल करियै दो जां मते हिस्सें गी इक कन्नै जकड़ने आस्तै कीता जंदा ऐ। क्लीयरेंस छेद स्क्रू गी आसानी कन्नै गुजरने दी अनुमति दिंदा ऐ, बिना टाइट फिट पैदा कीते।
● समायोज्यता: किश मामलें च, स्क्रू क्लीयरेंस छेद दा इस्तेमाल हिस्सें दे बश्कार समायोजन दी अनुमति देने लेई कीता जाई सकदा ऐ। निकासी दा छेद पेंच गी ढीला ते जरूरत मताबक कसने दी अनुमति दिंदा ऐ, बगैर हिस्सें गी नुकसान पजाने दे।
● संरेखण: असेंबली दे दौरान हिस्सें गी संरेखित करने च मदद करने आस्तै स्क्रू क्लीयरेंस छेद दा बी इस्तेमाल कीता जाई सकदा ऐ। छेद दा बड्डा व्यास किश विगले कमरे दी अनुमति दिंदा ऐ, जिस कन्नै पार्ट्स गी सही तरीके कन्नै लाइन करना सस्ता होई जंदा ऐ।
पेंच क्लीयरेंस छेद दा अनुप्रयोग
स्क्रू क्लीयरेंस छेद अक्सर ऐसे अनुप्रयोगें च इस्तेमाल कीते जंदे न जित्थें गैर-स्थायी, समायोजत बन्नी दी लोड़ होंदी ऐ। पेंच क्लीयरेंस छेद दे किश विशिष्ट अनुप्रयोगें च शामल न:
● फर्नीचर दी सभा ऐ
● मशीन गार्ड ते कवर
● बिजली बाड़े ते पैनल
● मोटर वाहन ते एयरोस्पेस घटक
इनें अनुप्रयोगें च, पेंच क्लीयरेंस होल इक साथ भागें गी जकड़ने दा इक सरल ते प्रभावी तरीका प्रदान करदा ऐ, ते कन्नै गै असेंबली ते डिसैम्बलिंग दी बी अनुमति दिंदा ऐ। छेद दा बड्डा व्यास फास्टनर दे आसपास तनाव दी सांद्रता गी घट्ट करने च बी मदद करदा ऐ, जिस कन्नै असेंबली दी समग्र ताकत ते स्थायित्व च सुधार होंदा ऐ।
स्क्रू क्लीयरेंस छेद गी बक्ख-बक्ख तरीकें दा इस्तेमाल करियै बनाया जाई सकदा ऐ, जिंदे च ड्रिलिंग, पंचिंग, ते लेजर कटिंग शामल न। विधि दा चयन छेद दे आकार ते आकार उप्पर निर्भर करदा ऐ, ते कन्नै गै मशीन कन्नै बने दा समग्गरी बी। सच्चे औजारें ते तकनीकें कन्नै, पेंच क्लीयरेंस छेद मते सारे बक्ख-बक्ख इंजीनियरिंग अनुप्रयोगें लेई इक भरोसेमंद ते लागत प्रभावी समाधान प्रदान करी सकदे न।
टैप होल
टैप होल क्या ऐ?
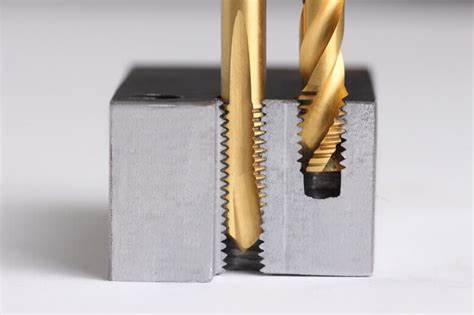
टैप कीता गेदा छेद इक किस्म दा छेद ऐ जिस च नलका नांऽ दे औजार दा इस्तेमाल करियै उस च थ्रेड कट्टदे न। धागे इक पेंच जां बोल्ट गी छेद च पेंच लाने दी अनुमति दिंदे न, जिस कन्नै इक मजबूत ते सुरक्षित बंधन बिंदु पैदा होंदा ऐ।
टैप कीते गेदे छेद आमतौर पर पैह् ले सामग्री च इक छेद ड्रिल करियै पैदा कीते जंदे न, फिर धागे गी छेद च कटने आस्तै नलके दा इस्तेमाल करदे न। नल अनिवार्य रूप कन्नै इक पेंच ऐ जिस च तेज कटिंग किनारा होंदा ऐ जेह् ड़ा सामग्री गी हटांदा ऐ की जे एह् छेद च घुमाया जंदा ऐ।
टैप होल दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, टैप कीते गेदे छेद गी इक खास चिह् न दा उपयोग करियै दर्शाया जंदा ऐ जेह् ड़ा इसदे इस्तेमाल कीते जा करदे थ्रेड दे आकार ते किस्म गी दर्शांदा ऐ। टैप कीते गेदे छेद आस्तै सबनें शा आम मानक मीट्रिक मानक ऐ , जेह् ड़ा 'm' अक्षर दा उपयोग करदा ऐ ते उसदे बाद मिलीमीटर च छेद दा नाममात्र व्यास होंदा ऐ ।
उदाहरण दे तौर पर, M8 थ्रेड कन्नै इक टैप छेद 'M8 x 1.25' दे रूप च बुलाया जाग, जित्थें '1.25' थ्रेड दी पिच गी दर्शांदा ऐ (हर थ्रेड दे बश्कार दी दूरी)।
टैप होल के उपयोग
टैप कीते गेदे छेद आमतौर पर इंजीनियरिंग च केईं बक्ख-बक्ख अनुप्रयोगें लेई इस्तेमाल कीते जंदे न, जिंदे च:
● बकवास: टैप कीते गेदे छेद दा इस्तेमाल स्क्रू ते बोल्ट आस्तै मजबूत ते सुरक्षित बंधन बिंदु बनाने लेई कीता जंदा ऐ। छेद च धागे पेंच जां बोल्ट उप्पर धागे गी पकड़दे न , इसगी जगह च कसकर पकड़दे न ।
● असेंबली: टैप कीते गेदे छेद दा इस्तेमाल अक्सर इक इकाई च इकट्ठे मते हिस्सें गी इकट्ठा करने लेई कीता जंदा ऐ। टैप कीते गेदे छेद दे माध्यम कन्नै हिस्सें गी इकट्ठा करने आस्तै पेंच जां बोल्ट दा इस्तेमाल करियै इक मजबूत ते स्थिर असेंबली बनाई जाई सकदी ऐ।
● समायोजन: किश मामलें च, टैप कीते गेदे छेद दा इस्तेमाल भागें दे समायोजन जां संरेखण दी अनुमति देने लेई कीता जाई सकदा ऐ। टैप होल च पेंच जां बोल्ट गी ढीला जां कसने कन्नै, हिस्से दी स्थिति गी ठीक ट्यून कीता जाई सकदा ऐ।
टैप होल दा प्रयोग
टैप कीते गेदे छेद दा इस्तेमाल मते सारे बक्ख-बक्ख उद्योगें च बक्ख-बक्ख किस्म दे अनुप्रयोगें च कीता जंदा ऐ, जिंदे च:
● मोटर वाहन: इंजनें, संचरण, ते होर घटकें गी इकट्ठा करने आस्तै मोटर वाहन निर्माण च टैप कीते गेदे छेद दा व्यापक रूप कन्नै इस्तेमाल कीता जंदा ऐ।
● एयरोस्पेस: हवाई जहाज दी संरचनाएं, इंजनें, ते होर घटकें गी इकट्ठा करने आस्तै एयरोस्पेस अनुप्रयोगें च टैप कीते गेदे छेद दा इस्तेमाल कीता जंदा ऐ।
● औद्योगिक मशीनरी: गियर, बीयरिंग, ते हाउसिंग जनेह् घटकें गी इकट्ठा करने ते जकड़ने आस्तै औद्योगिक मशीनरी च टैप कीते गेदे छेद दा इस्तेमाल कीता जंदा ऐ।
इनें अनुप्रयोगें च, टैप कीते गेदे छेद गी बन्नी ते इकट्ठा करने दा इक मजबूत, सुरक्षत, ते भरोसेमंद साधन उपलब्ध करोआंदे न। छेद च धागे स्क्रू जां बोल्ट गी पकड़ने आस्तै इक बड्डा सतह दा क्षेत्रफल बनांदे न, भार गी समान रूप कन्नै बंडदे न ते विफलता दा खतरा घट्ट करदे न।
टैप कीते गेदे छेद किस्म-किस्म दे समग्गरी च पैदा कीते जाई सकदे न, जिंदे च धातुएं, प्लास्टिक, ते कम्पोजिट शामल न। सामग्री ते धागे दे आकार दी पसंद विशिष्ट अनुप्रयोग ते भार पर निर्भर करदी ऐ जेह् ड़े बंधन बिंदु पर लागू कीते जाङन। सही औजारें ते तकनीकें कन्नै, टैप कीते गेदे छेद मते सारे बक्ख-बक्ख इंजीनियरिंग चुनौतियें आस्तै इक बहुमुखी ते प्रभावी समाधान उपलब्ध करोआई सकदे न।
थ्रेडेड छेद
थ्रेडेड छेद क्या ऐ?
थ्रेडेड छेद इक किस्म दा छेद ऐ जिस च थ्रेड उस च कट्टे दे होंदे न, जिस कन्नै इक पेंच जां बोल्ट गी छेद च थ्रेड कीता जंदा ऐ। थ्रेडेड छेद टैप कीते गेदे छेद दे समान न, पर 'थ्रेडेड छेद' शब्द दा इस्तेमाल अक्सर थ्रेड्स कन्नै कुसै बी छेद दा संदर्भ देने आस्तै मता आम तौर पर कीता जंदा ऐ, चाहे थ्रेड किस चाल्ली बनाई गेदे हे।
थ्रेडेड छेद किस्म-किस्म दे तरीकें दा इस्तेमाल करियै बनाया जाई सकदा ऐ, जिंदे च टैपिंग, थ्रेड मिलिंग, ते थ्रेड बनाने शामल न। विधि दा चयन सामग्री गी थ्रेडेड करने, थ्रेड दा आकार ते किस्म दी लोड़, ते उत्पादन दी मात्रा उप्पर निर्भर करदा ऐ।
थ्रेडेड छेद दा कॉलआउट प्रतीक
इंजीनियरिंग ड्राइंग पर, थ्रेडेड छेद गी इक चिह् न दा उपयोग करियै दर्शाया जंदा ऐ जेह् ड़ा इसदे इस्तेमाल कीते जा करदे थ्रेड दे आकार ते किस्म गी दर्शांदा ऐ। चिह् न च थ्रेड दे नामांकन, जिऱयां मीट्रिक थ्रेड्स आस्तै 'm' जां इकीकृत थ्रेड आस्तै 'un' शामल ऐ, जिसदे बाद थ्रेड दा नाममात्र व्यास ते पिच होंदा ऐ.
उदाहरण दे तौर पर, इक M10 x 1.5 थ्रेडेड छेद 'M10 x 1.5' दे रूप च बुलाया जाग, जित्थें 'M10' 10mm दे नाममात्र व्यास कन्नै इक मीट्रिक थ्रेड गी दर्शांदा ऐ, ते '1.5' धागे दी पिच गी दर्शांदा ऐ (हर धागे दे बश्कार दी दूरी)।
थ्रेडेड छेद के उपयोग
कई बक्ख-बक्ख अनुप्रयोगें लेई इंजीनियरिंग च आमतौर पर थ्रेडेड छेद दा इस्तेमाल कीता जंदा ऐ, जिंदे च:
● बकवास: स्क्रैक ते बोल्ट आस्तै मजबूत ते सुरक्षित बंधन बिंदु बनाने आस्तै थ्रेडेड छेद दा इस्तेमाल कीता जंदा ऐ। छेद च धागे पेंच जां बोल्ट उप्पर धागे गी पकड़दे न , इसगी जगह च कसकर पकड़दे न ।
● समायोजन: थ्रेडेड छेद दा इस्तेमाल भागें दे समायोजन जां संरेखण दी अनुमति देने लेई कीता जाई सकदा ऐ। थ्रेडेड छेद च पेंच जां बोल्ट गी घुमाइयै, हिस्से दी स्थिति गी ठीक ट्यून कीता जाई सकदा ऐ।
● असेंबली: थ्रेडेड छेद दा इस्तेमाल अक्सर इक इकाई च इकट्ठे मते हिस्सें गी इकट्ठा करने लेई कीता जंदा ऐ। थ्रेडेड छेद दे माध्यम कन्नै हिस्सें गी इकट्ठा करने आस्तै पेंच जां बोल्ट दा इस्तेमाल करियै इक मजबूत ते स्थिर असेंबली बनाई जाई सकदी ऐ।
थ्रेडेड छेद दा प्रयोग
थ्रेडेड छेद दा इस्तेमाल मते सारे बक्ख-बक्ख उद्योगें च बक्ख-बक्ख किस्म दे अनुप्रयोगें च कीता जंदा ऐ, जिंदे च:
● मोटर वाहन: इंजनें, संचरण, ते होर घटकें गी इकट्ठा करने आस्तै मोटर वाहन निर्माण च थ्रेडेड छेद दा व्यापक रूप कन्नै इस्तेमाल कीता जंदा ऐ।
● एयरोस्पेस: हवाई जहाज दी संरचनाएं, इंजनें, ते होर घटकें गी इकट्ठा करने आस्तै एयरोस्पेस अनुप्रयोगें च थ्रेडेड छेद दा इस्तेमाल कीता जंदा ऐ।
● उपभोक्ता उत्पादें दा इस्तेमाल मते सारे उपभोक्ता उत्पादें च, जि’यां इलेक्ट्रानिक्स ते उपकरणें च, घटकें गी इकट्ठा करने ते कसने आस्तै कीता जंदा ऐ।
इनें अनुप्रयोगें च, थ्रेडेड छेद कनक ते इकट्ठा करने आह् ले घटकें गी इक मजबूत, सुरक्षत, ते भरोसेमंद साधन प्रदान करदे न। छेद च धागे स्क्रू जां बोल्ट गी पकड़ने आस्तै इक बड्डा सतह दा क्षेत्रफल बनांदे न, भार गी समान रूप कन्नै बंडदे न ते विफलता दा खतरा घट्ट करदे न।
थ्रेडेड छेद किस्म-किस्म दे समग्गरी च पैदा कीते जाई सकदे न, जिंदे च धातुएं, प्लास्टिक, ते कम्पोजिट शामल न। सामग्री ते धागे दे आकार दी पसंद विशिष्ट अनुप्रयोग ते भार पर निर्भर करदी ऐ जेह् ड़े बंधन बिंदु पर लागू कीते जाङन। सच्चे औजारें ते तकनीकें कन्नै, थ्रेडेड छेद मते सारे बक्ख-बक्ख इंजीनियरिंग चुनौतियें आस्तै इक बहुमुखी ते प्रभावी समाधान प्रदान करी सकदे न।
छेद बनाने पर विचार करने आस्तै सुविधाएं
इंजीनियरिंग च छेद बनांदे बेल्लै वांछित नतीजे गी सुनिश्चित करने आस्तै केईं चाल्लीं दे मुक्ख फीचरें पर विचार करना जरूरी ऐ। इनें फीचरें च गहराई, व्यास, सहिष्णुता, ते मशीन दी मुश्कल सामग्री कन्नै पैदा होने आह् ली चुनौतियां शामल न। आओ इनें हर इक पहलू गी होर विस्तार कन्नै खोजचै।

गहराई ते उसदा असर
छेद दी गहराई अपनी कार्यक्षमता ते अंतिम उत्पाद दे समग्र प्रदर्शन च इक महत्वपूर्ण भूमिका निभांदी ऐ। अंध छेद च, गहराई तल पर बची दी सामग्री दी मात्रा निर्धारत करदी ऐ, जेह् ड़ी घटक दी ताकत ते स्थिरता गी प्रभावित करी सकदी ऐ। अनजाने च वर्कपीस दे दुए पास्सै गी तोड़ने थमां रोकने आस्तै गहराई गी सटीक रूप कन्नै नियंत्रित करना जरूरी ऐ ।
इक छेद दी गहराई कटिंग उपकरणें ते मशीनिंग पैरामीटर दी पसंद गी बी प्रभावित करदी ऐ। गहरे छेद च सीधे तौर पर ते विक्षेपन थमां बचने आस्तै विशेश उपकरणें, जि’यां गहरे छेद ड्रिल जां बंदूकें दी ड्रिल दी लोड़ होंदी ऐ। बधाए गेदे गहराई गी समायोजित करने ते उचित चिप निकासी गी सुनिश्चित करने आस्तै कट्टने दी गति ते फीड दर गी समायोजित करने दी लोड़ हो सकदी ऐ।
इत्थूं तगर जे इक छेद दी गहराई सतह खत्म ते आयामी सटीकता गी प्रभावित करी सकदी ऐ। जि’यां-जि’यां गहराई बधदी जा करदी ऐ, लगातार सतह खत्म गी बनाए रखना ते छेद दे आकार ते आकार गी नियंत्रित करना होर चुनौतीपूर्ण होई जंदा ऐ। इसलेई गहराई दी जरूरतें गी ध्यान च रक्खना ते वांछित नतीजें गी हासल करने आस्तै उचित मशीनिंग प्रक्रियाएं ते उपकरणें दा चयन करना बड़ा जरूरी ऐ ।
व्यास चयन
इक छेद आस्तै सही व्यास चुनना इंजीनियरिंग अनुप्रयोगें च इक होर महत्वपूर्ण कारक ऐ। छेद दा व्यास घटक दी ताकत, कार्यक्षमता, ते संगतता गी दुए हिस्सें कन्नै प्रभावित करी सकदा ऐ। व्यास दा चयन करदे बेल्लै इंजीनियरें गी छेद दे मकसद, भार गी सहन करने आह् ले भार, ते संभोग घटकें कन्नै इस कन्नै गल्लबात करना होग।
कई मामलें च, आम व्यास आह् ले छेद बनाने लेई मानक ड्रिल आकारें दा इस्तेमाल कीता जंदा ऐ। एह् मानक आकार आसानी कन्नै उपलब्ध न ते निर्माण प्रक्रिया गी सरल बनाई सकदे न। पर, ऐसे मामले बी होई सकदे न जित्थै विशिश्ट डिजाइन दी जरूरतें गी पूरा करने आस्तै गैर-मानक व्यास दी लोड़ होंदी ऐ। ऐसे मामलें च कस्टम उपकरण जां विशेश मशीनिंग तकनीकें दी लोड़ बी होई सकदी ऐ।
छेद दा व्यास फास्टनर ते होर हार्डवेयर दी पसंद गी बी प्रभावित करदा ऐ जेह् ड़ा छेद कन्नै मिलियै इस्तेमाल कीता जाग। मसाल आस्तै, निकासी दे छेद दा आकार उचित रूप कन्नै कीता जाना चाहिदा तां जे बोल्ट जां स्क्रू गी बिना कुसै हस्तक्षेप दे गुजरने दी अनुमति दित्ती जा, जिसलै के थ्रेडेड छेद च संभोग फास्टनर कन्नै सुरक्षत रूप कन्नै संलग्न होने आस्तै सही व्यास ते धागे दी पिच होनी चाहिदी।
सहिष्णुता दी लोड़ ऐ
सहिष्णुता छेद बनाने च इक महत्वपूर्ण विचार ऐ, की जे एह् छेद दे आकार, आकार, ते स्थिति च बदलाव दी स्वीकार्य श्रेणी गी निर्धारत करदा ऐ। लोड़चदी सहिष्णुता विशिष्ट ऐपलीकेशन ते घटक दी कार्यक्षमता उप्पर निर्भर करदी ऐ। उच्च परिशुद्धता आह् ली असेंबली आस्तै सख्त सहिष्णुता जरूरी होई सकदी ऐ, जदके ढीले सहिष्णुताएं गी घट्ट महत्वपूर्ण अनुप्रयोगें आस्तै स्वीकार्य कीता जाई सकदा ऐ।
वांछित सहिष्णुता हासल करने लेई, इंजीनियरें गी उचित मशीनिंग प्रक्रियाएं ते औजारें दा ध्यान कन्नै चुनना होग। किश प्रक्रियाएं, जि’यां रीमिंग जां होलिंग, बड़ी तंग सहिष्णुता कन्नै छेद पैदा करी सकदी ऐ, जदके किश, जि’यां ड्रिलिंग जां मुक्का मारना, च होर मते महत्व आह् ले बदलाव हो सकदे न। कटिंग उपकरणें, मशीनिंग पैरामीटर, ते वर्कहोल्डिंग दे तरीकें दी पसंद हासल करने योग्य सहिष्णुता गी बी प्रभावित करी सकदी ऐ।
आकार ते आकार सहिष्णुताएं दे अलावा, इंजीनियरें गी स्थितिगत सहिष्णुताएं पर बी विचार करना होग, जेह् ड़े घटक पर होर फीचरें दे सापेक्ष छेद दे स्थान कन्नै सरबंधत न। संभोग दे हिस्सें दे बिच्च उचित संरेखण ते फिट गी सुनिश्चित करने आस्तै स्थितिगत सहिष्णुता मती जरूरी होई सकदी ऐ । मशीनिंग प्रक्रिया दे दौरान स्थिति सटीकता गी बनाए रखने लेई विशेश उपकरणें, जि’यां जिग जां फिक्सचर दा इस्तेमाल कीता जाई सकदा ऐ।
मशीनिंग कठिन सामग्री
किश सामग्री छेद बनाने दी गल्ल आवै करदी ऐ तां मती चुनौतियां पैदा करदियां न। इनें कठिन-मशीन सामग्री च शामल होई सकदे न:
● सुपर मिश्र: एयरोस्पेस ते ऊर्जा अनुप्रयोगें च इस्तेमाल कीते जाने आह् ले उच्च-शक्ति, गर्मी-प्रतिरोधी मिश्र धातुएं।
● टाइटेनियम: हल्के, मजबूत, ते जंग-प्रतिरोधी, पर मशीनिंग दे दौरान सख्त ते गर्मी पैदा करने दा प्रवृत्त।
● सिरेमिक: कठोर, भंगुर सामग्री जिंदे च फ्रैक्चर ते चिपिंग थमां बचने आस्तै विशिष्ट औजारें ते तकनीकें दी लोड़ होंदी ऐ।
● कम्पोजिट: कई घटकें कन्नै बने दे समग्गरी, जि’यां कार्बन फाइबर-प्रबलित बहुलक, जेह् ड़े मशीनिंग दे दौरान डिलामिनिंग जां फीह् करी सकदे न।
जदूं इनें चुनौतीपूर्ण सामग्री च मशीनिंग दे छेद होंदे न तां इंजीनियरें गी हर इक समग्गरी कन्नै जुड़ी दी विशिश्ट दिक्कतें गी दूर करने आस्तै उचित रणनीतियां अपनानी पौंदी ऐ। मसाल दे तौर पर:
● पहनने-प्रतिरोधी कोटिंग्स कन्नै तेज, उच्च गुणवत्ता आह्ले कटिंग उपकरणें दा इस्तेमाल करना।
● गर्मी पैदा करने ते औजार पहनने गी घट्ट करने आस्तै उचित कटिंग गति ते फीड दरें गी लागू करना।
● घर्षण ते गर्मी जमाव गी घट्ट करने आस्तै शीतलक ते चिकनाई आह्ले पदार्थें दा कम्म करना।
● चिप्स तोड़ने ते औजार टूटने थमां बचने आस्तै पेकिंग चक्र जां होर तकनीकें गी लागू करना।
● विशिष्ट उपकरण ज्यामिति जां सामग्री दा उपयोग करना, जि’यां पॉलीक्रिस्टलाइन हीरा (पीसीडी) जां घन बोरेन नाइट्राइड (सीबीएन)।



















