Göt gegna lykilhlutverki í verkfræði og CNC vinnsla , en að skilja hinar ýmsu gerðir, tákn og forrit getur verið krefjandi. Hefur þú einhvern tíma velt því fyrir þér hvaða mótvægisgat er eða hvernig á að bera kennsl á mismunandi holuköllun í verkfræðiteikningum?
Þessi grein mun kafa djúpt í algengustu tegundir af götum sem notaðar eru í verkfræði, þar á meðal blindum götum, í gegnum göt, mótvægisgöt, blettandi andlitsholur og fleira. Við munum kanna einstök einkenni þeirra, forrit og hvernig á að bera kennsl á þau í verkfræðiteikningum með stöðluðum táknum og útköllum.
Mikilvægi holna í verkfræði
Göt gegna lykilhlutverki á ýmsum verkfræðisviðum. Þeir þjóna mörgum tilgangi, frá því að leyfa leið víra og vökva til að koma til móts við festingar. Göt eru nauðsynleg fyrir samsetningu og virkni óteljandi verkfræðilegra íhluta og kerfa.
Í vélaverkfræði eru göt notuð til að festa hluta saman. Þráður göt, sem eru með innri þræði sem eru búnir til með því að slá eða þráðmölun, leyfa boltum og skrúfum að halda íhlutum á sínum stað á sínum stað. Úthreinsunarholur veita aftur á móti pláss fyrir festingar til að fara í gegnum án þess að taka þræði.
Göt eru einnig lífsnauðsyn í raf- og rafrænu verkfræði. PCB (prentaðar hringrásarborð) treysta á göt til að festa og tengja rafræna íhluti. Í gegnum göt (Ø í gegnum) gera kleift að fara í vír og leiða, en blind göt, merkt með ⌴ tákninu, veita sérstaka dýpt fyrir staðsetningu íhluta.
Að skilja goluaðgerðir
Almenn skilgreining og einkenni
Lögun, stærð og dýpt
Göt eru nauðsynlegir þættir í verkfræðihönnun. Þeir koma í ýmsum stærðum, gerðum og dýpi. Grunnholtegundin er einföld opnun með hringlaga þversnið, táknað með Ø tákninu.
Holþvermál er mikilvægur þáttur í hönnunarhönnun. Það ákvarðar stærð festinga eða íhluta sem geta farið í gegnum eða passað í gatið. Dýpt er annað mikilvægt einkenni og tilgreinir hversu langt gatið nær út í efnið.
Gat staðsetningu og vikmörk
Staðsetning holu er mikilvæg í verkfræðiforritum. Það tryggir rétta röðun og virkni íhluta. Umburðarlyndi tilgreina viðunandi breytileika í holuvíddum og stöðu.
Nákvæm staðsetning gat er nauðsynleg fyrir samsetningarferla. Mismunandi göt geta leitt til málefna og málamiðlunar. Vikmörk hjálpa til við að viðhalda samræmi og skiptanleika hluta.
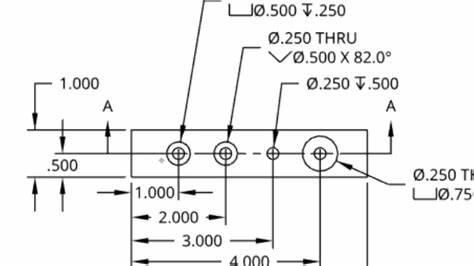
Kallatákn á verkfræðiteikningum gefa til kynna holuforskriftir. Má þar nefna þvermál, dýpt og staðsetningarvíddir. Rétt túlkun þessara tákna skiptir sköpum fyrir nákvæma vinnslu og holusköpun.
Vinnslutækni fyrir holusköpun
Borun, leiðinleg, reaming og fleira
Ýmsar vinnsluaðferðir eru notaðar til að búa til göt í verkfræði íhlutum. Val á aðferð fer eftir þáttum eins og holustærð, dýpt, nákvæmni kröfum og efniseiginleikum. Nokkur algeng götunarferli fela í sér:
1. Drilla: Þetta er algengasta aðferðin til að búa til sívalur göt. Það felur í sér að nota snúningsbora til að fjarlægja efni og búa til gat af æskilegum þvermál og dýpi.
2.borning: Leiðinlegt er notað til að stækka eða bæta nákvæmni götanna sem fyrir eru. Það felur í sér að nota eins stigs skurðartæki til að fjarlægja efni úr yfirborði holunnar, ná nákvæmum víddum og sléttum áferð.
3. REAMING: Reaming er frágangsaðgerð sem bætir yfirborðsáferð og víddar nákvæmni boraðra eða leiðinda göt. Það felur í sér að nota fjölbrjótandi skurðartæki sem kallast reamer til að fjarlægja lítið magn af efni og ná óaðfinnanlegum áferð.
4. THE MILLING: Þráðarmölun er ferli sem notað er til að búa til innri þræði í götum. Það felur í sér að nota þráðarmölunartæki til að skera þræði í yfirborð gatsins, sem gerir kleift að nota snittari festingar til samsetningar.
Önnur sérhæfð holutækni er meðal annars:
● Bankaðu: Búa til innri þræði með því að nota tappatæki
● Mótborði: Að búa til stærri þvermál.
● Countersinking: Búa til keilulaga lægð við inngang holu til að leyfa skola festingu af flathausskrúfum
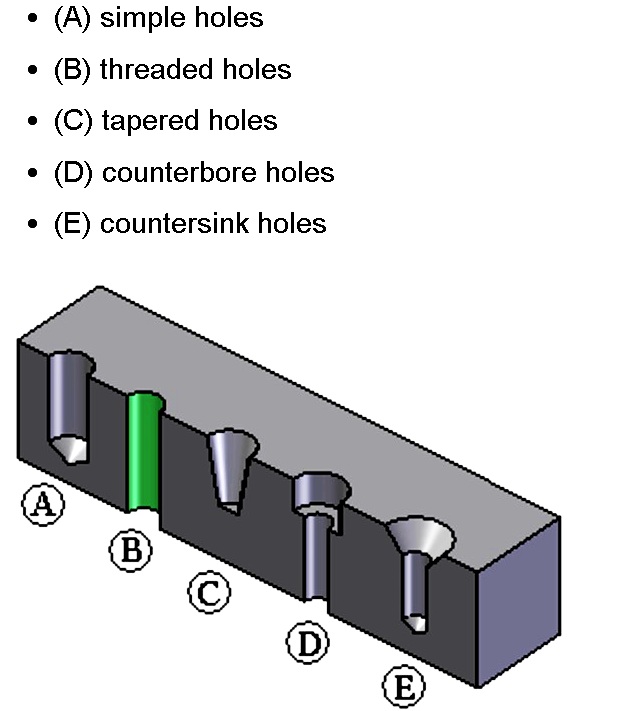
Algengar tegundir af götum í verkfræði
Einföld göt
Hvað er einfalt gat?
Einföld gat er grunngerðin af holu sem notuð er í verkfræði. Það er hringlaga útskurður í hlut, með stöðugum þvermál í gegn. Auðvelt er að búa til einfaldar göt og hafa mikið úrval af forritum.
Hægt er að búa til þessi göt með ýmsum aðferðum, svo sem borun, kýli eða leysirskurð. Val á aðferð fer eftir efninu, nauðsynlegri nákvæmni og framleiðslurúmmálinu.
Einfaldar göt eru fjölhæf og er að finna í mörgum mismunandi vörum og íhlutum í ýmsum atvinnugreinum.
Kallartákn einfaldrar holu
Á verkfræðiteikningum eru einfaldar göt táknaðar með þvermál tákninu (Ø). Þessu tákni er fylgt eftir með þvermál holunnar.
Til dæmis væri einfalt gat með 10mm þvermál merkt sem 'Ø10 ' á teikningunni. Ef gatið fer í gegnum allan hlutinn getur það verið merkt sem 'Ø10 í gegnum. '
Dýpt einfaldrar gats er einnig tilgreind á teikningunni ef það fer ekki í gegnum hlutinn.
Notkun einfaldrar holu
Einfaldar göt hafa fjölmörg forrit í verkfræði. Þeir þjóna ýmsum tilgangi, svo sem:
● Að bjóða upp á stig til festingar eða samsetningar, eins og að koma til móts við bolta eða skrúfur
● Að búa til úthreinsun eða aðgang að öðrum íhlutum
● Að leyfa fyrir vökva eða lofttegundir
● Að þjóna sem staðsetningar- eða aðlögunaraðgerðir fyrir pörunarhluta
Í þingum eru einfaldar göt oft notuð til að taka saman marga hluti saman. Þeir gera kleift að nota festingar, svo sem bolta, skrúfur eða hnoð, til að búa til öruggar tengingar.
Einnig er hægt að nota einfaldar holur til að draga úr þyngdarhlutum í íhlutum. Með því að fjarlægja óþarfa efni geta hönnuðir búið til léttari hluta án þess að skerða styrk eða virkni.
Að auki geta einfaldar holur þjónað sem leiðslur fyrir vökva eða lofttegundir. Þeir gera kleift að fara yfir vökva, loft eða önnur efni í gegnum íhlut eða samsetningu.
Blind göt
Hvað er blindt gat?
Blind gat er tegund af holu sem gengur ekki alla leið í gegnum efnið. Það er eins og vasi eða hola sem hefur ákveðna dýpt. Blind göt eru búin til með borun, reaming eða malun í efnið án þess að brjótast í gegn hinum megin.
Dýpt blindholsins getur verið breytileg eftir því hvaða notkun er. Sum blind göt eru grunn en önnur geta verið nokkuð djúp. Botn á blindu holu getur verið flatt, keilulaga eða bogið, allt eftir lögun skurðartækisins sem notað er til að búa til það.
Blind göt eru oft notuð í mörgum mismunandi vörum og íhlutum. Þeir er að finna í öllu frá vélarblokkum til rafeindatækja.
Kallstákn blindgat
Á verkfræðiteikningum eru blind göt táknuð með því að nota þvermál táknsins (Ø) og síðan dýpt holunnar. Dýptin er venjulega tilgreind með því að nota dýptartákn sem lítur út eins og fáni.
Til dæmis væri blind gat með 10mm þvermál og 20 mm dýpi væri merkt sem 'Ø10 x 20 ' eða 'Ø10 - 20 djúpt. ' Ef dýptartáknið er notað myndi það líta svona út: 'Ø10 ⚑ 20. '
Það er mikilvægt að hafa í huga að dýpt blindra holu er mæld frá yfirborði efnisins til botns á holunni. Þetta er frábrugðið A í gegnum gat, sem fer alla leið í gegnum efnið.
Notkun blindra göt
Blind göt hafa mörg mismunandi notkun í verkfræði. Nokkur algengustu forritin fela í sér:
● Bankar: Blind göt eru oft notuð til að slá, sem er ferlið við að skera þræði í gatið til að samþykkja skrúfu eða bolta.
● Þráður: Svipað og að slá, þráður felur í sér að klippa þræði í blindholu til að búa til snittari tengingu.
● Staðsetning: Hægt er að nota blind göt sem staðsetningaraðgerðir til að hjálpa til við að samræma eða staðsetja íhluti meðan á samsetningu stendur.
● Þyngd: Í sumum tilvikum er hægt að nota blind göt til að draga úr þyngd íhluta án þess að skerða styrk hans eða virkni.
Blind göt eru einnig oft notuð til að festa eða festa íhluti. Til dæmis væri hægt að nota blindt gat til að samþykkja pressuspilpinn eða snittari innskot.
Í sumum forritum eru blind göt notuð við smurningu eða afhendingu kælivökva. Hægt er að nota gatið til að beina smurolíu eða kælivökva á tiltekið svæði íhluta meðan á notkun stendur.
Í gegnum göt
Hvað er í gegnum gat?
A í gegnum gat er tegund af holu sem fer alveg í gegnum efni eða hlut. Ólíkt blindu holu, sem hefur sérstakt dýpt, skapar A í gegnum gat opnun á báðum hliðum efnisins. Þetta þýðir að þú getur séð ljós í gegnum gatið frá einni hlið til hinnar.
Í gegnum göt er hægt að búa til með ýmsum aðferðum, svo sem borun, kýlum eða leysirskurði. Val á aðferð fer eftir efninu, nauðsynlegri nákvæmni og framleiðslurúmmálinu.
Í gegnum göt eru mjög algeng í verkfræði og er að finna í mörgum mismunandi vörum og íhlutum. Þeir eru oft notaðir til að festa, samræma eða skapa leið fyrir vökva eða lofttegundir.
Kallit tákn um göt
Á verkfræðiteikningum eru í gegnum göt táknuð með því að nota þvermál táknsins (Ø) og síðan orðið 'í gegnum' eða 'í gegnum. '
Til dæmis væri a í gegnum gat með 10mm þvermál merkt sem 'Ø10 í gegnum ' eða 'Ø10 í gegnum ' á teikningunni. Þetta bendir til þess að gatið fari alla leið í gegnum efnið.
Ef A í gegnum gat er hluti af samsetningu eða hefur sérstakar kröfur, svo sem vikmörk eða yfirborðsáferð, verða þau einnig tilgreind á teikningunni.
Notkun í gegnum göt
Í gegnum göt hafa mörg mismunandi notkun í verkfræði. Nokkur algengustu forritin fela í sér:
● Festing: Í gegnum göt eru oft notuð fyrir bolta, skrúfur eða aðra festingar til að taka þátt í íhlutum.
● Jöfnun: Í gegnum göt er hægt að nota sem staðsetningaraðgerðir til að hjálpa til við að samræma eða staðsetja íhluti meðan á samsetningu stendur.
● Vökvi eða gasflæði: Í gegnum göt getur búið til leið fyrir vökva eða lofttegundir til að fara í gegnum íhlut eða samsetningu.
● Þyngdartap: Í sumum tilvikum er hægt að nota í gegnum göt til að draga úr þyngd íhluta án þess að skerða styrk hans eða virkni.
Í gegnum göt eru einnig oft notuð í raf- og rafeindahlutum. Sem dæmi má nefna að prentaðar hringrásarborð (PCB) hafa oft í gegnum göt til að festa íhluti eða búa til rafmagnstengingar.
Í sumum forritum eru í gegnum göt notuð við loftræstingu eða kælingu. Götin leyfa lofti að renna í gegnum íhlut eða samsetningu, hjálpa til við að dreifa hita og koma í veg fyrir ofhitnun.
Truflað göt
Hvað er truflað gat?
Truflað gat er tegund af holu sem er ekki stöðugt eða lokið. Það er gat sem er skorið eða farið yfir annan eiginleika, svo sem rauf, gróp eða aðra gat. Þetta skapar óstöðugleika eða truflun í rúmfræði holu.
Truflaðir göt eru venjulega gerðar með því að nota sambland af borunar- og mölunaraðgerðum. Ferlið felur í sér að bora röð skarast göt og malar síðan efnið sem eftir er til að búa til viðeigandi lögun.
Kallstákn af trufluðum götum
Það er ekkert sérstakt útkallstákn fyrir truflaðar göt á verkfræðiteikningum. Í staðinn eru einstök eiginleikar sem mynda truflaða gatið venjulega kallaðir út sérstaklega.
Til dæmis, ef truflað gat samanstendur af röð boraðra götum og malaðri rifa, myndi teikningin tilgreina þvermál og dýpt boraða götanna, svo og breidd, lengd og dýpt malaða raufarinnar.
Í sumum tilvikum er hægt að kalla út truflaða gatið sem einn eiginleika, með einstökum þáttum sem tilgreindir eru í athugasemdum eða vikmörkum. Þetta er oft gert til skýrleika eða einfaldleika, sérstaklega ef truflaða gatið er mikilvægur eiginleiki hlutans.
Notkun truflaðra göt
Truflað göt hefur nokkrar mismunandi notkun í verkfræði. Nokkur algengustu forritin fela í sér:
● Pörunaraðgerðir: Hægt er að nota truflaðar göt til að búa til pörunareiginleika sem gera tveimur hlutum kleift að passa saman eða hafa samskipti sín á milli.
● Úthreinsun: Truflað göt getur veitt úthreinsun fyrir aðra eiginleika eða íhluti, svo sem vír, snúrur eða festingar.
● Þyngd: Í sumum tilvikum er hægt að nota truflaðar göt til að draga úr þyngd hlutans án þess að skerða styrk hans eða virkni.
● Kælivökva eða smurolíu: truflaðar göt geta búið til gönguleiðir fyrir kælivökva eða smurefni til að renna í gegnum hluta eða samsetningu.
Einn helsti kostur truflaðra göt er að þeir gera ráð fyrir flóknum rúmfræði og samspili milli eiginleika. Með því að sameina borunar- og mölunaraðgerðir geta hönnuðir búið til göt sem ómögulegt væri að gera með einni aðgerð.
Hins vegar geta truflaðar göt einnig verið krefjandi að framleiða en einfaldar göt. Þeir þurfa vandlega skipulagningu og framkvæmd til að tryggja að einstakir eiginleikar samræma og hafa samskipti rétt. Umburðarlyndi og yfirborðsáferð geta einnig verið mikilvægari fyrir truflaðar göt, þar sem öll misskipting eða ójöfnur geta haft áhrif á virkni pörunareiginleikanna.
Mótvægisholur
Hvað er mótvægisgat?
Mótborhol er tegund af holu sem hefur tvo mismunandi þvermál. Það samanstendur af stærra þvermál gat sem er borað að hluta inn í efnið, fylgt eftir með minni þvermál gat sem gengur alla leið í gegn. Stærri þvermálshluti er kallaður mótvægið og hann er hannaður til að koma til móts við höfuð bolta eða skrúfu.
Mótborholur eru venjulega gerðar með því að nota sérhæfðan borbita sem kallast mótvægisverkfæri. Þetta tól er með tilraunaábending sem borar smærri þvermál gatið og stærri þvermál skurðarbrún sem býr til mótvægið.
Köllunartákn gegn götum
Á verkfræðiteikningum eru mótvægisholur táknaðar með því að nota mótmælatáknið, sem lítur út eins og hring með litlu ferningi inni í því. Þvermál mótvægis er fyrst tilgreindur, fylgt eftir með dýpt mótvægisins. Þvermál og dýpt minni gatsins eru einnig tilgreind.
Til dæmis, mótvægisgat með 10 mm þvermál mótvægis sem er 5mm djúpt, og 6mm þvermál í gegnum gat væri kallað út sem '⌴ 10mm ⨯ 5mm, ∅6mm í gegnum '.
Notkun mótvægis göt
Oftast er hægt að nota götin í verkfræði í nokkrum mismunandi forritum, þar á meðal:
● Skolfesting: Mótsagnarholur leyfa boltum eða skrúfum að sitja skola með yfirborði efnisins og skapa slétt og hreint útlit.
● Úthreinsun: Mótvægið veitir úthreinsun fyrir höfuð boltans eða skrúfunnar, sem gerir henni kleift að snúast frjálslega án truflana.
● Dreifing álags: Stærri þvermál mótvægisins hjálpar til við að dreifa álagi boltans eða skrúfa yfir stærra svæði og draga úr streituþéttni.
Mótsagöt eru oft notuð í forritum þar sem boltað tenging þarf að vera sterk og örugg, en þarf einnig að hafa hreint og fullunnið útlit. Þeir finnast oft í bifreiðum og geimverum, svo og í iðnaðarvélum og búnaði.
Spotface holur
Hvað er spotface gat?
Spotface gat er tegund af holu sem hefur grunnt mótvægis, venjulega notað til að búa til flatt yfirborð umhverfis gatið. Spotface er venjulega bara nógu djúpt til að hreinsa upp óreglu eða ójöfnur um gatið, sem veitir slétt og jafnvel yfirborð fyrir bolta eða skrúfu til að sitja á móti.
Spotface göt eru oft notuð við steypu eða smíðandi forrit, þar sem yfirborð efnisins getur verið gróft eða ójafnt. Með því að búa til spotface umhverfis gatið geta hönnuðir tryggt að festingin muni hafa stöðugan og öruggan festingarpunkt.
Kallstákn á götum
Á verkfræðiteikningum eru spotface holur táknaðar með því að nota Spotface táknið, sem lítur út eins og hring með stafunum 'sf ' inni í því. Þvermál spotface er fyrst tilgreindur, fylgt eftir með dýpt spotface. Þvermál og dýpt aðalholsins eru einnig tilgreind.
Sem dæmi má nefna að spotface gat með 20 mm þvermál spotface sem er 2mm djúpt, og 10 mm þvermál í gegnum gatið væri kallað út sem '⌴ sf 20mm ⨯ 2mm, ∅10mm í gegnum '.
Notkun á götum
Oft er notuð göt í verkfræði í nokkrum mismunandi forritum, þar á meðal:
● Yfirborðsundirbúningur: Spotface göt eru notuð til að undirbúa yfirborð efnis fyrir bolta eða skrúfaða tengingu, sem tryggir að festingin hafi flatan og stöðugan festingarpunkt.
● Streitudreifing: Spotface hjálpar til við að dreifa streitu festingarinnar yfir stærra svæði og draga úr hættu á tjóni eða bilun.
● Þétting: Í sumum tilvikum er hægt að nota spotface holur til að búa til þéttingaryfirborð fyrir þéttingu eða O-hring, sem hjálpar til við að koma í veg fyrir leka eða mengun.
Notkun á götum
Spotface göt eru oft notuð í forritum þar sem yfirborð efnisins er gróft eða misjafn, svo sem í steypu eða áli. Þeir finnast oft í bifreiðum og geimverum, svo og í iðnaðarvélum og búnaði.
Nokkur sérstök forrit í Spotface holum fela í sér:
● Vélarblokkir og strokkahausar
● Sendingartilfelli og hús
● Fjöðrunarhlutar
● Uppbygging ramma og styður
Í þessum forritum hjálpa Spotface holur til að tryggja að mikilvægir festingar hafi öruggan og stöðugan festingarpunkt, jafnvel á gróft eða óreglulegt yfirborð. Með því að skapa slétt og jafnvel yfirborð umhverfis gatið hjálpar Spotface holur til að bæta heildar gæði og áreiðanleika lokasamstæðunnar.
Countersink holur
Hvað er Countersink gat?
A. Countersink gat er tegund af holu sem er með keilulaga opnun efst, sem gerir flathausskrúfu kleift að sitja skola með yfirborði efnisins. Countersink er venjulega breiðari en þvermál skrúfunnar og hornið á Countersink passar við horn skrúfhöfuðsins.
Countersink göt eru oft notuð í forritum þar sem óskað er eftir yfirbragði eða lágt áberandi útliti, svo sem í Aerospace eða bifreiðaríhlutum. Einnig er hægt að nota þau til að draga úr hættu á meiðslum eða skemmdum vegna útstæðra skrúfhöfða.
Köllunartákn um göt á Countersink
Á verkfræðiteikningum eru göt í Countersink fulltrúi með því að nota Countersink táknið, sem lítur út eins og þríhyrningur með litlum hring efst. Þvermál Countersink er fyrst tilgreindur, fylgt eftir með horninu á Countersink. Þvermál og dýpt aðalholsins eru einnig tilgreind.
Sem dæmi má nefna að Countersink gat með 10 mm þvermál Countersink sem er 90 gráður, og 6mm þvermál í gegnum gat væri kallað út sem '⌵ 10mm ⨯ 90 °, ∅6mm í gegnum '.
Notkun á götum Countersink
Countersink holur eru almennt notuð í verkfræði fyrir nokkur mismunandi forrit, þar á meðal:
● Skola festing: Countersink holur leyfa flathausskrúfum að sitja skola með yfirborði efnisins og skapa slétt og lágt sniðmát.
● Loftaflfræði: Í geimferðum geta göt í gólum hjálpað til við að draga úr drag og bæta loftaflfræðilegan árangur með því að útrýma útstæðu skrúfustöðvum.
● Öryggi: Í sumum tilvikum er hægt að nota göt á Counersink til að draga úr hættu á meiðslum eða skemmdum vegna útstæðra skrúfhausa, svo sem í handrið eða búnaðarspjöld.
Beitingu göts Countersink
Countersink göt eru oft notuð í forritum þar sem skola eða lágt áberandi útlit er mikilvægt, svo sem í:
● Aircraft truselages og vængir
● Bifreiðarplötur og snyrta
● Rafeindabúnað
● húsgögn og skáp
Í þessum forritum hjálpa Countersink göt til að skapa slétt og straumlínulagað útlit, en jafnframt veita öruggan og stöðugan festingarstað fyrir flatskrúfur. Keilulaga lögun Countersink hjálpar til við að miðja skrúfuna og dreifa álaginu jafnt og draga úr hættu á tjóni eða bilun.
Countersink göt geta verið krefjandi að búa til en aðrar tegundir af götum, þar sem þær þurfa nákvæmar sjónarhorn og dýpi til að passa við skrúfhausinn. Hins vegar, með réttum tækjum og tækni, geta Countersink holur veitt hágæða og faglega útlit á hvaða samkomu sem er.
Gagnstætt holur
Hvað er mótvægisgat?
Mótadrill gat er tegund af holu sem er með sívalur mótvægi efst, fylgt eftir með minni þvermál gat sem kann að fara eða ekki fara alla leið í gegnum efnið. Mótadrillin er venjulega notuð til að veita úthreinsun fyrir höfuðið á skrúfunni á falshettu eða aðrar tegundir festinga.
Göt gegn útdráttum eru svipuð og göt á Countersink, en í stað keilulaga lögunar hefur mótvægið sívalur lögun. Þetta gerir festingarhausnum kleift að sitja skola með yfirborði efnisins, en jafnframt veitir höfuðið frekari úthreinsun.
Kallstákn á götum gegn útdráttum
Á verkfræðiteikningum eru gagnfræðilegar holur táknaðar með sama tákni og mótvægisgat, sem lítur út eins og hring með litlu ferningi inni í því. Þvermál mótvægisrillsins er fyrst tilgreindur, fylgt eftir með dýpt mótvægis. Þvermál og dýpt aðalholsins eru einnig tilgreind.
Til dæmis, mótvægisgat með 10 mm þvermál mótvægis sem er 5mm djúpt, og 6 mm þvermál blindhol sem er 10mm djúpt væri kallað út sem '⌴ 10mm ⨯ 5mm, ∅6mm ⨯ 10mm '.
Notkun á götum gegn útdrætti
Ofgnótt göt eru oft notuð í verkfræði fyrir nokkur mismunandi forrit, þar á meðal:
● Úthreinsun fyrir festingarhausum: Göt á mótmælum veita úthreinsun fyrir höfuðkraftinn á höfuðhöfuð og aðrar tegundir festinga, sem gerir þeim kleift að sitja skola með yfirborði efnisins.
● Dreifing streitu: Sívalur lögun mótvægisaðferðarinnar hjálpar til við að dreifa streitu festingarhöfuðsins yfir stærra svæði og draga úr hættu á skemmdum eða bilun.
● Samræming: Í sumum tilvikum er hægt að nota gagnafræðilega holur til að veita röðun fyrir pörunarhluta eða til að finna aðra eiginleika á íhlutanum.
Beitingu göt á mótum
Göt á mótmælum eru oft notuð í forritum þar sem krafist er festingar festingar, en þörf er á frekari úthreinsun fyrir höfuðið. Nokkur sérstök forrit á götum gegn útdráttum eru:
● Vélar og búnaðarhlutar
● Mygla og deyjahlutir
● Bifreiðar og geimverur
Í þessum forritum veita mótvægisholur öruggan og stöðugan festingarpunkt fyrir festingar, en jafnframt gerir það kleift að auðvelda uppsetningu og fjarlægingu. Sívalur lögun mótvægisrillsins hjálpar til við að draga úr streituþéttni og bæta heildarstyrk og endingu samsetningarinnar.
Hægt er að búa til göt í mótum með því að nota margvíslegar aðferðir, þar á meðal borun, leiðinlega og mölun. Val á aðferð fer eftir stærð og dýpi holunnar, sem og efnið sem er unnið. Með réttum verkfærum og tækni geta mótvægisholur veitt hágæða og hagnýtur lausn fyrir mörg mismunandi verkfræðiforrit.
Tapered göt
Hvað er tapered gat?
Tapered gat er tegund af holu þar sem þvermál breytist smám saman frá einum enda til annars og býr til keilulaga snið. Taper hornið er venjulega tilgreint sem hlutfall breytinga á þvermál og lengd holunnar.
Tapered göt eru oft notuð í forritum þar sem þörf er á þéttum, öruggum passa milli pörunarhluta. Tapered lögunin gerir kleift að auðvelda innsetningu og fjarlægingu en jafnframt veitir sterka og stöðug tengingu þegar hún er þátttakandi að fullu.
Kallstákn á tapered götum
Á verkfræðiteikningum eru tapered göt táknuð með taper tákninu, sem lítur út eins og þríhyrningur með litlum hring við toppinn. Taper hornið er tilgreint með því að nota hlutfall breytinga á þvermál og lengd holunnar. Til dæmis þýðir taper af 1:12 að þvermál breytist um 1 einingu fyrir hverja 12 einingar af lengd.
Litla endaþvermál og stór endaþvermál mjókkuðu gatsins eru einnig tilgreindir á teikningunni. Sem dæmi má nefna að mjókkað gat með litlu endaþvermál 10mm, stóran endaþvermál 12mm og taper horn 1:12 yrði kallaður út sem '∅10mm - ∅12mm ⨯ 1:12 Taper '.
Notkun tapered göt
Tapered göt eru oft notuð í verkfræði fyrir nokkur mismunandi forrit, þar á meðal:
● Pörunarhlutar: Tapered göt geta veitt örugg og stöðug tenging milli pörunarhluta, svo sem stokka og miðstöðvar eða loki stilkur og sæti.
● Jöfnun: Tapered lögun holunnar getur hjálpað til við að samræma pörunarhluta við samsetningu og draga úr hættu á misskiptingu eða tjóni.
● Þétting: Í sumum tilvikum er hægt að nota tapered göt til að búa til innsigli á milli pörunarhluta, svo sem í vökvakerfi eða loftkerfum.
Notkun tapered göt
Tapered göt eru oft notuð í forritum þar sem þörf er á þéttum, öruggum passa milli pörunarhluta. Nokkur sérstök forrit af tapered götum eru:
● Vélatól snældar og verkfærahafar
● Loki stilkur og sæti
● Hjólamiðstöðvar og ásar
● Taper Pins og Dowels
Í þessum forritum gerir tapered lögun holunnar kleift að auðvelda samsetningu og taka í sundur, en jafnframt veitir sterka og stöðug tengingu þegar hún er fullvirk. Tapered lögun hjálpar einnig til við að dreifa álaginu jafnt yfir pörunarflötina og draga úr hættu á skemmdum eða bilun.
Hægt er að búa til mjókkaðar göt með ýmsum aðferðum, þar á meðal reaming, leiðinlegum og mala. Val á aðferð fer eftir stærð og horn taps, svo og efnið sem er unnið. Með réttum tækjum og tækni geta tapered göt veitt hágæða og hagnýtur lausn fyrir mörg mismunandi verkfræðiforrit.
Skrúfa úthreinsunarholur
Hvað er skrúfuúthreinsunargat?
Skrúfahreinsunargat er tegund af holu sem er aðeins stærri en þvermál skrúfunnar sem mun fara í gegnum það. Auka rýmið gerir skrúfunni kleift að fara í gegnum gatið auðveldlega, án þess að bindast eða festast.
Skrúfahreinsunarholur eru venjulega notaðar í forritum þar sem þarf að festa einn hluta við annan, en skrúfan er ekki nauðsynleg til að skapa þétt passa. Úthreinsunargatið gerir kleift að setja skrúfuna og fjarlægja auðveldlega án þess að skemma hlutana eða skrúfuna sjálfa.
Kallstákn af skrúfugeymsluholum
Á verkfræðiteikningum eru skrúfgat göt fulltrúar með því að nota venjulegt holutákn, sem lítur út eins og hring með leiðtoga línu sem vísar til þess. Þvermál holunnar er tilgreint á leiðtogalínunni ásamt öllum viðbótarupplýsingum eins og gerð skrúfunnar sem verður notuð.
Sem dæmi má nefna að úthreinsunargat fyrir 1/4 '-20 skrúfu yrði kallað út sem ' ∅0.266 í gegnum ', sem gefur til kynna að gat þvermál 0,266 tommur og í gegnum gat.
Notkun skrúfuúthreinsunarhola
Skrúfahreinsunarholur eru almennt notuð í verkfræði fyrir nokkur mismunandi forrit, þar á meðal:
● Festing: Skrúfahreinsunarholur eru notaðar til að festa tvo eða fleiri hluta saman með skrúfum eða boltum. Úthreinsunargatið gerir skrúfunni kleift að fara auðveldlega í gegn án þess að skapa þétt passa.
● Aðlögunarhæfni: Í sumum tilvikum er hægt að nota skrúfgat til að gera kleift að stilla milli hluta. Úthreinsunargatið gerir kleift að losa og herða skrúfuna eftir þörfum án þess að skemma hlutana.
● Jöfnun: Einnig er hægt að nota skrúfuholur til að hjálpa til við að samræma hluta meðan á samsetningu stendur. Stærri þvermál holunnar gerir ráð fyrir einhverju sveiflu herbergi, sem gerir það auðveldara að stilla hlutina rétt upp.
Notkun skrúfuúthreinsunarhola
Skrúfahreinsunarholur eru oft notaðar í forritum þar sem krafist er ó varanlegt, stillanleg festing. Nokkur sérstök forrit á hreinsunarholum skrúfunnar eru:
● Húsgagnasamsetning
● Vélar og hlífar
● Rafmagnsskáp og spjöld
● Bifreiðar og geimverur
Í þessum forritum veita skrúfgat göt einfalda og áhrifaríkan hátt til að festa hluta saman, en gera einnig kleift að auðvelda samsetningu og taka í sundur. Stærri þvermál holunnar hjálpar einnig til við að draga úr streituþéttni umhverfis festinguna og bæta heildarstyrk og endingu samsetningarinnar.
Hægt er að búa til hreinsunargöt með skrúfu með ýmsum aðferðum, þar á meðal borun, götur og leysirskurð. Val á aðferð fer eftir stærð og lögun holunnar, sem og efnið sem er unnið. Með réttum verkfærum og tækni geta skrúfugeymsluholur veitt áreiðanlegar og hagkvæmar lausnir fyrir mörg mismunandi verkfræðiforrit.
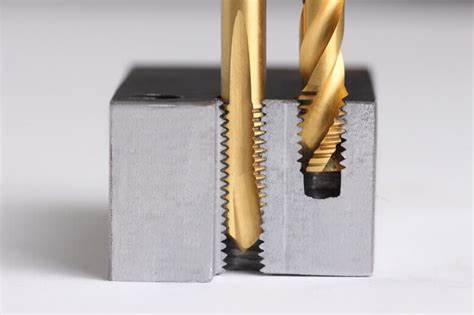
Bankaði göt
Hvað er tappað gat?
Takt gat er tegund af holu sem er með þræði skorin í það með því að nota tæki sem kallast kran. Þræðirnir leyfa skrúfu eða bolta að skrúfa í gatið og búa til sterkan og öruggan festingarpunkt.
Taktu holur eru venjulega búnar til með því að bora gat fyrst í efninu og nota síðan kranann til að skera þræðina í gatið. Kraninn er í meginatriðum skrúfa með beittum skurðarbrúnum sem fjarlægja efni þegar honum er snúið í gatið.
Köllunartákn tappa göt
Á verkfræðiteikningum eru tappaðar göt táknuð með því að nota sérstakt tákn sem gefur til kynna stærð og gerð þráðar sem notaður er. Algengasti staðallinn fyrir tappa göt er mælikvarðinn, sem notar stafinn 'm ' á eftir nafnþvermál holunnar í millimetrum.
Sem dæmi má nefna að tappað gat með M8 þráð væri kallað út sem 'm8 x 1,25 ', þar sem '1,25 ' gefur til kynna tónhæð þráðarinnar (fjarlægðin á milli hvers þráðar).
Notkun af tappa götum
Taktu holur eru almennt notuð í verkfræði í nokkrum mismunandi forritum, þar á meðal:
● Festing: Taktu göt eru notuð til að búa til sterka og örugga festingarpunkta fyrir skrúfur og bolta. Þræðirnir í gatinu grípa þræðina á skrúfuna eða boltann og halda honum þétt á sinn stað.
● Samsetning: Taktu göt eru oft notuð til að setja saman marga hluta saman í eina einingu. Með því að nota skrúfur eða bolta til að festa hlutana saman í gegnum tappa göt er hægt að búa til sterka og stöðugt samsetningu.
● Aðlögun: Í sumum tilvikum er hægt að nota göt til að gera kleift að aðlaga eða röðun hluta. Með því að losa eða herða skrúfuna eða boltann í tappa gatið er hægt að fínstilla staðsetningu hlutans.
Notkun tappa göt
Taktu göt eru notuð í fjölmörgum forritum í mörgum mismunandi atvinnugreinum, þar á meðal:
● Bifreiðar: Taktu göt eru mikið notuð í bifreiðaframleiðslu til að setja saman vélar, sendingar og aðra íhluti.
● Aerospace: Taktu göt eru notuð í geimferðaforritum til að setja saman mannvirki, vélar og aðra íhluti.
● Iðnaðarvélar: Taktu göt eru notuð í iðnaðarvélum til að setja saman og festa íhluti eins og gíra, legur og hús.
Í þessum forritum veita tappaðar holur sterkar, öruggar og áreiðanlegar leiðir til að festa og setja saman íhluti. Þræðirnir í holunni búa til stórt yfirborð fyrir skrúfuna eða boltann til að grípa, dreifa álaginu jafnt og draga úr hættu á bilun.
Hægt er að búa til göt í ýmsum efnum, þar á meðal málmum, plasti og samsetningum. Val á efni og þráðarstærð fer eftir sérstöku forriti og álaginu sem verður beitt á festingarstað. Með réttum tækjum og tækni geta tappaðar holur veitt fjölhæf og árangursríka lausn fyrir margar mismunandi verkfræðilegar áskoranir.
Snittari göt
Hvað er snittari gat?
Þráður gat er tegund af holu sem er með þræði skorin í það, sem gerir kleift að snittar skrúfu eða bolta í gatið. Þráður göt eru svipuð og tappað göt, en hugtakið 'snittara gat ' er oft notað almennt til að vísa til hvaða gats með þræði, óháð því hvernig þræðirnir voru búnir til.
Hægt er að búa til snittari göt með ýmsum aðferðum, þar á meðal að slá, þráðmölun og myndun þráðar. Val á aðferð fer eftir því að efnið er snitt, stærð og gerð þráðar sem krafist er og framleiðslurúmmálið.
Kallstákn á snittari göt
Á verkfræði teikningum eru snittari göt táknuð með því að nota tákn sem gefur til kynna stærð og gerð þráðar sem notaður er. Táknið samanstendur af þráðarútnefningunni, svo sem 'm ' fyrir mæligildi eða 'un ' fyrir sameinaða þræði, fylgt eftir með nafnþvermál og tónhæð þráðarinnar.
Til dæmis væri M10 x 1,5 snittari gat kallað út sem 'M10 x 1,5 ', þar sem 'm10 ' gefur til kynna mæligildi með nafnþvermál 10mm, og '1,5 ' gefur til kynna tónhæð þráðarinnar (fjarlægðin milli hvers þráðar).
Notkun snittari göt
Þráður göt eru oft notuð í verkfræði fyrir nokkur mismunandi forrit, þar á meðal:
● Festing: snittari göt eru notuð til að búa til sterka og örugga festingarpunkta fyrir skrúfur og bolta. Þræðirnir í gatinu grípa þræðina á skrúfuna eða boltann og halda honum þétt á sinn stað.
● Aðlögun: Hægt er að nota snittari holur til að gera kleift að aðlaga eða röðun hluta. Með því að snúa skrúfunni eða boltanum í snittari gatið er hægt að fínstilla staðsetningu hlutans.
● Samsetning: snittari göt eru oft notuð til að setja saman marga hluta saman í eina einingu. Með því að nota skrúfur eða bolta til að festa hlutana saman í gegnum snittari göt er hægt að búa til sterkt og stöðugt samsetningu.
Notkun snittari göt
Þráður göt eru notuð í fjölmörgum forritum í mörgum mismunandi atvinnugreinum, þar á meðal:
● Bifreiðar: snittari göt eru notuð mikið í bifreiðaframleiðslu til að setja saman vélar, sendingar og aðra íhluti.
● Aerospace: snittari göt eru notuð í geimferðaforritum til að setja saman mannvirki, vélar og aðra íhluti.
● Neysluvörur: Þráður göt eru notuð í mörgum neytendavörum, svo sem rafeindatækni og tækjum, til að setja saman og festa íhluti.
Í þessum forritum veita snittari holur sterkar, öruggar og áreiðanlegar leiðir til að festa og setja saman íhluti. Þræðirnir í holunni búa til stórt yfirborð fyrir skrúfuna eða boltann til að grípa, dreifa álaginu jafnt og draga úr hættu á bilun.
Hægt er að búa til snittari holur í ýmsum efnum, þar á meðal málmum, plasti og samsetningum. Val á efni og þráðarstærð fer eftir sérstöku forriti og álaginu sem verður beitt á festingarstað. Með réttum tækjum og tækni geta snittari holur veitt fjölhæf og árangursrík lausn fyrir margar mismunandi verkfræðilegar áskoranir.
Aðgerðir sem þarf að hafa í huga þegar þú býrð til göt
Þegar búið er að búa til göt í verkfræði verður að íhuga nokkra lykilatriði til að tryggja tilætluð útkomu. Þessir eiginleikar fela í sér dýpt, þvermál, umburðarlyndi og þær áskoranir sem stafar af erfitt að vél. Við skulum kanna hverja af þessum þáttum nánar.

Dýpt og áhrif þess
Dýpt holu gegnir lykilhlutverki í virkni þess og heildarafköstum lokaafurðarinnar. Í blindum götum ákvarðar dýptin magn efnis sem er eftir neðst, sem getur haft áhrif á styrk og stöðugleika íhlutans. Að stjórna nákvæmlega dýptinni er nauðsynlegt til að koma í veg fyrir að brotna í gegnum hina hliðina á vinnustykkinu óviljandi.
Dýpt holu hefur einnig áhrif á val á skurðarverkfærum og vinnslubreytum. Dýpri holur geta krafist sérhæfðra tækja, svo sem djúpra holuborana eða byssubora, til að viðhalda réttri og forðast sveigju. Hægt er að stilla skurðarhraða og fóðurhraða til að koma til móts við aukið dýpt og til að tryggja rétta brottflutning flísar.
Ennfremur getur dýpt holu haft áhrif á yfirborðsáferð og víddar nákvæmni. Eftir því sem dýptin eykst verður það krefjandi að viðhalda stöðugu yfirborðsáferð og stjórna stærð og lögun holunnar. Þess vegna er lykilatriði að huga að dýptarkröfum vandlega og velja viðeigandi vinnsluferla og tæki til að ná tilætluðum árangri.
Val á þvermál
Að velja réttan þvermál fyrir gat er annar mikilvægur þáttur í verkfræðiforritum. Þvermál holu getur haft áhrif á styrk, virkni og eindrægni íhlutans við aðra hluta. Þegar þeir velja þvermál verða verkfræðingar að huga að tilgangi holunnar, álagið sem það mun bera og pörunaríhlutir sem það mun hafa samskipti við.
Í mörgum tilvikum eru venjulegar borastærðir notaðar til að búa til göt með sameiginlegum þvermál. Þessar venjulegu stærðir eru aðgengilegar og geta einfaldað framleiðsluferlið. Hins vegar geta verið tilvik þar sem nauðsynlegt er að staðla þvermál til að uppfylla sérstakar hönnunarkröfur. Í slíkum tilvikum geta sérsniðin verkfæri eða sérhæfð vinnslutækni verið nauðsynleg.
Þvermál holu hefur einnig áhrif á val á festingum og öðrum vélbúnaði sem verður notaður í tengslum við gatið. Til dæmis verður að vera í úthreinsunarholum á viðeigandi hátt til að leyfa boltum eða skrúfum að fara í gegnum án truflana, meðan snittari göt verða að hafa réttan þvermál og þráðarstig til að taka þátt í pörunarfestingunni á öruggan hátt.
Umburðarlyndi kröfur
Umburðarlyndi er mikilvægt íhugun í holugerð, þar sem það ákvarðar viðunandi svið breytileika í stærð, lögun og staðsetningu holunnar. Nauðsynlegt umburðarlyndi veltur á sérstöku notkun og virkni íhlutans. Strangara vikmörk geta verið nauðsynleg fyrir samsetningar með miklum nákvæmni en lausari þol getur verið ásættanlegt fyrir minna gagnrýnin notkun.
Til að ná tilætluðu umburðarlyndi verða verkfræðingar að velja vandlega viðeigandi vinnsluferli og verkfæri. Sumir ferlar, svo sem reaming eða heiðing, geta framleitt göt með mjög þéttri vikmörk, á meðan aðrir, svo sem boranir eða kýla, geta haft mikilvægari afbrigði. Val á skurðarverkfærum, vinnslubreytum og vinnuhaldsaðferðum getur einnig haft áhrif á mögulegt umburðarlyndi.
Til viðbótar við stærð og lögun vikmörk verða verkfræðingar einnig að íhuga staðsetningarþol, sem tengjast staðsetningu holunnar miðað við aðra eiginleika á íhlutanum. Staðsetningarþol geta skipt sköpum til að tryggja rétta röðun og passa á milli pörunarhluta. Hægt er að nota sérhæfð verkfæri, svo sem djús eða innréttingar, til að viðhalda staðsetningarnákvæmni meðan á vinnsluferlinu stendur.
Vinnsla erfið efni
Sum efni eru veruleg viðfangsefni þegar kemur að holuframleiðslu. Þessi efni sem erfitt er að vél geta falið í sér:
● Superalloys: Hástyrkur, hitaþolnir málmblöndur sem notaðar eru í geim- og orkuforritum.
● Títan: Létt, sterk og tæringarþolinn, en tilhneigingu til að vinna herða og hitaöflun við vinnslu.
● Keramik: hörð, brothætt efni sem krefjast sérhæfðra tækja og tækni til að forðast beinbrot og flís.
● Samsetningar: Efni úr mörgum efnisþáttum, svo sem kolefnistrefunarstyrktum fjölliðum, sem geta afmarkað eða brotið við vinnslu.
Þegar vinnsla göt í þessum krefjandi efni verða verkfræðingar að nota viðeigandi aðferðir til að vinna bug á sérstökum erfiðleikum sem tengjast hverju efni. Til dæmis:
● Notaðu skarpar, hágæða skurðartæki með slitþolnum húðun.
● Notaðu viðeigandi skurðarhraða og fóðurhraða til að lágmarka hitamyndun og slit á verkfærum.
● Notaðu kælivökva og smurefni til að draga úr núningi og hitauppbyggingu.
● Innleiðing goggunarferða eða annarra tækni til að brjóta franskar og forðast brot á verkfærum.
● Notkun sérhæfðra tækja rúmfræði eða efni, svo sem fjölkristallað demantur (PCD) eða rúmmetra nítríð (CBN).



















