Các lỗ đóng vai trò quan trọng trong kỹ thuật và Gia công CNC , nhưng hiểu các loại, biểu tượng và ứng dụng khác nhau có thể là một thách thức. Bạn đã bao giờ tự hỏi lỗ đối thủ là gì hoặc làm thế nào để xác định các chú thích lỗ khác nhau trong các bản vẽ kỹ thuật?
Bài viết này sẽ đi sâu vào các loại lỗ phổ biến nhất được sử dụng trong kỹ thuật, bao gồm các lỗ mù, thông qua các lỗ, lỗ đối với các lỗ hổng mặt, và nhiều hơn nữa. Chúng tôi sẽ khám phá các đặc điểm, ứng dụng độc đáo của chúng và cách xác định chúng trong các bản vẽ kỹ thuật bằng các ký hiệu và chú thích tiêu chuẩn.
Tầm quan trọng của các lỗ hổng trong kỹ thuật
Các lỗ đóng một vai trò quan trọng trong các lĩnh vực kỹ thuật khác nhau. Họ phục vụ nhiều mục đích, từ việc cho phép các dây và chất lỏng đi qua các ốc vít. Các lỗ hổng rất cần thiết cho việc lắp ráp và chức năng của vô số thành phần và hệ thống được thiết kế.
Trong kỹ thuật cơ học, các lỗ được sử dụng để buộc các bộ phận lại với nhau. Các lỗ ren, có các luồng bên trong được tạo ra thông qua việc khai thác hoặc phay chủ đề, cho phép bu lông và ốc vít giữ các thành phần an toàn tại chỗ. Mặt khác, các lỗ giải phóng mặt bằng, cung cấp không gian cho các ốc vít đi qua mà không tham gia vào các chủ đề.
Lỗ cũng rất quan trọng trong kỹ thuật điện và điện tử. PCB (bảng mạch in) dựa vào các lỗ để gắn và kết nối các thành phần điện tử. Thông qua các lỗ (Ø Thru) cho phép đi qua dây và dây dẫn, trong khi các lỗ mù, được đánh dấu bằng ký hiệu ⌴, cung cấp một độ sâu cụ thể cho vị trí thành phần.
Hiểu các tính năng lỗ
Định nghĩa chung và đặc điểm
Hình dạng, kích thước và độ sâu
Lỗ là những yếu tố thiết yếu trong thiết kế kỹ thuật. Chúng có nhiều hình dạng, kích cỡ và độ sâu khác nhau. Loại lỗ cơ bản nhất là một lỗ mở đơn giản với mặt cắt hình tròn, được biểu thị bằng ký hiệu Ø.
Đường kính lỗ là một khía cạnh quan trọng của thiết kế lỗ. Nó xác định kích thước của ốc vít hoặc các thành phần có thể đi qua hoặc vừa với lỗ. Độ sâu là một đặc điểm quan trọng khác, chỉ định lỗ kéo dài bao xa vào vật liệu.
Vị trí lỗ và dung sai
Vị trí lỗ là rất quan trọng trong các ứng dụng kỹ thuật. Nó đảm bảo sự liên kết và chức năng thích hợp của các thành phần. Dung sai chỉ định sự thay đổi chấp nhận được trong kích thước và vị trí lỗ.
Vị trí lỗ chính xác là điều cần thiết cho các quy trình lắp ráp. Các lỗ hổng sai lệch có thể dẫn đến các vấn đề về đồ đạc và hiệu suất bị xâm phạm. Dung sai giúp duy trì tính nhất quán và khả năng thay thế của các bộ phận.
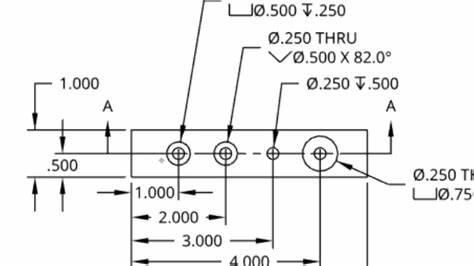
Biểu tượng chú thích trên bản vẽ kỹ thuật cho thấy thông số kỹ thuật lỗ. Chúng bao gồm đường kính, độ sâu và kích thước vị trí. Giải thích đúng của các biểu tượng này là rất quan trọng để gia công chính xác và tạo lỗ.
Kỹ thuật gia công để tạo lỗ
Khoan, nhàm chán, ream, và nhiều hơn nữa
Các kỹ thuật gia công khác nhau được sử dụng để tạo ra các lỗ hổng trong các thành phần kỹ thuật. Việc lựa chọn phương pháp phụ thuộc vào các yếu tố như kích thước lỗ, độ sâu, yêu cầu chính xác và tính chất vật liệu. Một số quy trình tạo lỗ thông thường bao gồm:
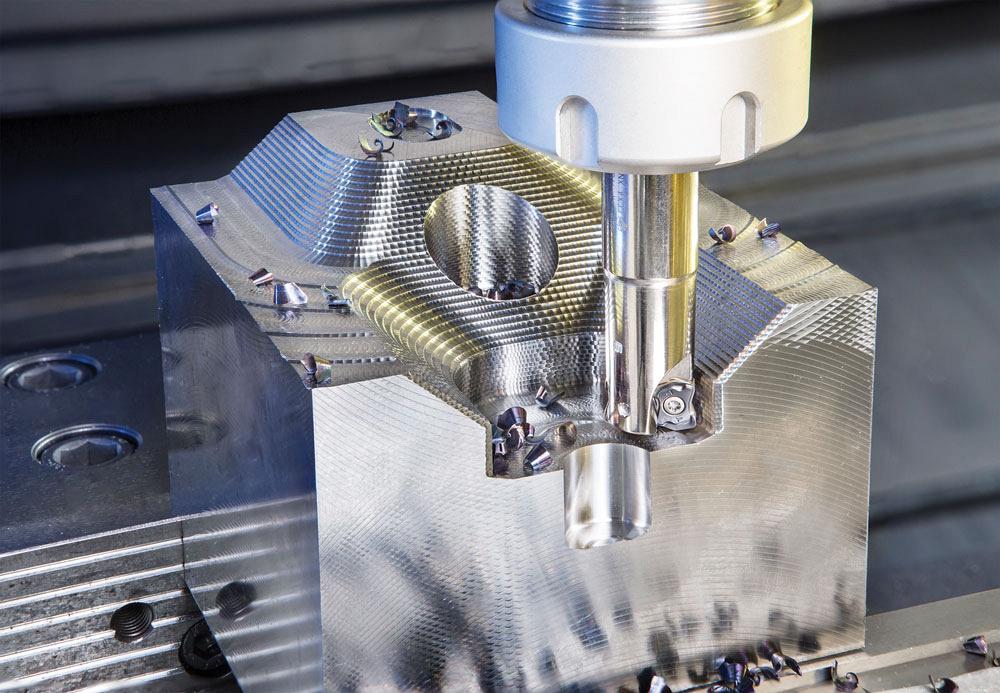
1.Drilling: Đây là phương pháp phổ biến nhất để tạo các lỗ hình trụ. Nó liên quan đến việc sử dụng một mũi khoan xoay để loại bỏ vật liệu và tạo một lỗ có đường kính và độ sâu mong muốn.
2.boring: nhàm chán được sử dụng để phóng to hoặc cải thiện độ chính xác của các lỗ có sẵn. Nó liên quan đến việc sử dụng một công cụ cắt một điểm để loại bỏ vật liệu khỏi bề mặt của lỗ, đạt được kích thước chính xác và kết thúc mịn.
3. Phân loại: REAM là một hoạt động hoàn thiện giúp cải thiện độ chính xác của bề mặt và độ chính xác kích thước của các lỗ khoan hoặc nhàm chán. Nó liên quan đến việc sử dụng một công cụ cắt nhiều tính năng được gọi là một máy thu nhỏ để loại bỏ một lượng nhỏ vật liệu và đạt được một kết thúc liền mạch.
Phay 4.Thread: Phay chủ đề là một quá trình được sử dụng để tạo các luồng bên trong trong các lỗ. Nó liên quan đến việc sử dụng một công cụ phay sợi chỉ để cắt các luồng vào bề mặt của lỗ, cho phép sử dụng các ốc vít ren để lắp ráp.
Các kỹ thuật tạo lỗ chuyên dụng khác bao gồm:
● Khai thác: Tạo các luồng nội bộ bằng công cụ khai thác
● Phản đối: Tạo ra một hốc có đường kính lớn hơn ở đầu lỗ khoan để chứa bu lông hoặc đầu vít
● Việc liên kết không
Các loại lỗ phổ biến trong kỹ thuật
Lỗ đơn giản
Một lỗ đơn giản là gì?
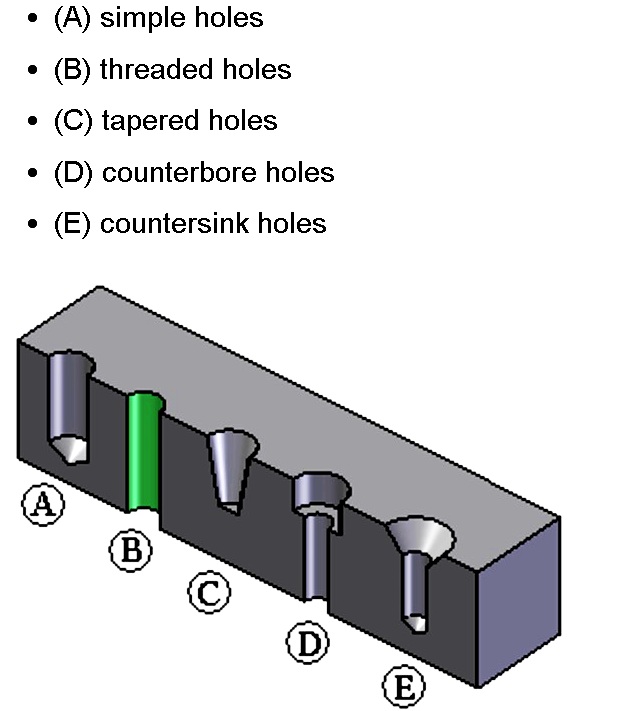
Một lỗ đơn giản là loại lỗ cơ bản nhất được sử dụng trong kỹ thuật. Đó là một đường cắt tròn trong một vật thể, với đường kính không đổi trong suốt. Các lỗ đơn giản rất dễ tạo và có một loạt các ứng dụng.
Những lỗ này có thể được thực hiện bằng các phương pháp khác nhau, chẳng hạn như khoan, đấm hoặc cắt laser. Việc lựa chọn phương pháp phụ thuộc vào vật liệu, độ chính xác cần thiết và khối lượng sản xuất.
Các lỗ đơn giản là linh hoạt và có thể được tìm thấy trong nhiều sản phẩm và thành phần khác nhau trong các ngành công nghiệp khác nhau.
Biểu tượng chú thích của lỗ đơn giản
Trên các bản vẽ kỹ thuật, các lỗ đơn giản được biểu diễn bằng ký hiệu đường kính (). Biểu tượng này được theo sau bởi đường kính của lỗ.
Ví dụ, một lỗ đơn giản có đường kính 10 mm sẽ được dán nhãn là 'Ø10 ' trên bản vẽ. Nếu lỗ đi qua toàn bộ đối tượng, nó có thể được dán nhãn là 'Ø10 đến. '
Độ sâu của một lỗ đơn giản cũng được chỉ định trên bản vẽ nếu nó không đi qua đối tượng.
Việc sử dụng lỗ đơn giản
Các lỗ đơn giản có nhiều ứng dụng trong kỹ thuật. Họ phục vụ các mục đích khác nhau, chẳng hạn như:
● Cung cấp các điểm để buộc hoặc lắp ráp, như hỗ trợ bu lông hoặc ốc vít
● Tạo giải phóng mặt bằng hoặc truy cập cho các thành phần khác
● Cho phép truyền chất lỏng hoặc khí
● Phục vụ như các tính năng định vị hoặc căn chỉnh cho các bộ phận giao phối
Trong các hội đồng, các lỗ đơn giản thường được sử dụng để kết hợp nhiều thành phần với nhau. Chúng cho phép sử dụng các ốc vít, chẳng hạn như bu lông, ốc vít hoặc đinh tán, để tạo các kết nối an toàn.
Các lỗ đơn giản cũng có thể được sử dụng để giảm cân trong các thành phần. Bằng cách loại bỏ vật liệu không cần thiết, các nhà thiết kế có thể tạo ra các bộ phận nhẹ hơn mà không ảnh hưởng đến sức mạnh hoặc chức năng.
Ngoài ra, các lỗ đơn giản có thể đóng vai trò là ống dẫn cho chất lỏng hoặc khí. Chúng cho phép truyền chất lỏng, không khí hoặc các chất khác thông qua một thành phần hoặc lắp ráp.
Lỗ mù
Một lỗ mù là gì?
Một lỗ mù là một loại lỗ không đi qua vật liệu. Nó giống như một túi hoặc khoang có độ sâu cụ thể. Các lỗ mù được thực hiện bằng cách khoan, ream hoặc phay vào vật liệu mà không đột nhập sang phía bên kia.
Độ sâu của một lỗ mù có thể thay đổi tùy thuộc vào ứng dụng. Một số lỗ mù là nông, trong khi những lỗ khác có thể khá sâu. Đáy của một lỗ mù có thể bằng phẳng, hình nón hoặc cong, tùy thuộc vào hình dạng của công cụ cắt được sử dụng để làm cho nó.
Các lỗ mù thường được sử dụng trong nhiều sản phẩm và thành phần khác nhau. Chúng có thể được tìm thấy trong mọi thứ, từ các khối động cơ đến các thiết bị điện tử.
Biểu tượng chú thích của lỗ mù
Trên các bản vẽ kỹ thuật, các lỗ mù được biểu diễn bằng ký hiệu đường kính () theo sau là độ sâu của lỗ. Độ sâu thường được chỉ định bằng biểu tượng độ sâu trông giống như một lá cờ.
Ví dụ, một lỗ mù có đường kính 10 mm và độ sâu 20 mm sẽ được dán nhãn là '10 x 20 ' hoặc 'Ø10 - 20 Deep.
Điều quan trọng cần lưu ý là độ sâu của lỗ mù được đo từ bề mặt vật liệu đến đáy lỗ. Điều này khác với một lỗ qua, đi qua các vật liệu.
Việc sử dụng các lỗ mù
Lỗ mù có nhiều cách sử dụng khác nhau trong kỹ thuật. Một số ứng dụng phổ biến nhất bao gồm:
● Khai thác: Các lỗ mù thường được sử dụng để khai thác, đó là quá trình cắt các sợi vào lỗ để chấp nhận một ốc vít hoặc bu -lông.
● Chủ đề: Tương tự như khai thác, luồng liên quan đến việc cắt các luồng vào lỗ mù để tạo kết nối ren.
● Định vị: Các lỗ mù có thể được sử dụng làm tính năng định vị để giúp căn chỉnh hoặc định vị các thành phần trong quá trình lắp ráp.
● Giảm trọng lượng: Trong một số trường hợp, các lỗ mù có thể được sử dụng để giảm trọng lượng của một thành phần mà không ảnh hưởng đến sức mạnh hoặc chức năng của nó.
Các lỗ mù cũng thường được sử dụng để lắp hoặc gắn các thành phần. Ví dụ, một lỗ mù có thể được sử dụng để chấp nhận chốt chốt phù hợp với báo chí hoặc chèn ren.
Trong một số ứng dụng, lỗ mù được sử dụng để bôi trơn hoặc phân phối chất làm mát. Lỗ có thể được sử dụng để kênh bôi trơn kênh hoặc chất làm mát đến một khu vực cụ thể của một thành phần trong quá trình hoạt động.
Thông qua các lỗ
Một lỗ thông qua là gì?
A qua lỗ là một loại lỗ hoàn toàn đi qua vật liệu hoặc vật thể. Không giống như một lỗ mù, có độ sâu cụ thể, A qua lỗ tạo ra một lỗ mở ở cả hai mặt của vật liệu. Điều này có nghĩa là bạn có thể nhìn thấy ánh sáng qua lỗ từ bên này sang bên kia.
Thông qua các lỗ có thể được thực hiện bằng các phương pháp khác nhau, chẳng hạn như khoan, đấm hoặc cắt laser. Việc lựa chọn phương pháp phụ thuộc vào vật liệu, độ chính xác cần thiết và khối lượng sản xuất.
Thông qua các lỗ rất phổ biến trong kỹ thuật và có thể được tìm thấy trong nhiều sản phẩm và thành phần khác nhau. Chúng thường được sử dụng để buộc chặt, căn chỉnh hoặc tạo ra một lối đi cho chất lỏng hoặc khí.
Biểu tượng chú thích của qua các lỗ
Trên các bản vẽ kỹ thuật, thông qua các lỗ được biểu diễn bằng ký hiệu đường kính () theo sau là từ 'thru ' hoặc 'thông qua. '
Ví dụ, một lỗ qua có đường kính 10 mm sẽ được dán nhãn là 'Ø10 đến Điều này chỉ ra rằng lỗ trên tất cả các vật liệu.
Nếu một lỗ qua là một phần của lắp ráp hoặc có các yêu cầu cụ thể, chẳng hạn như dung sai hoặc hoàn thiện bề mặt, chúng cũng sẽ được chỉ định trên bản vẽ.
Sử dụng thông qua các lỗ
Thông qua các lỗ có nhiều cách sử dụng khác nhau trong kỹ thuật. Một số ứng dụng phổ biến nhất bao gồm:
● Tính buộc: Thông qua các lỗ thường được sử dụng cho bu lông, ốc vít hoặc các ốc vít khác để kết hợp các thành phần với nhau.
● Căn chỉnh: Thông qua các lỗ có thể được sử dụng làm các tính năng định vị để giúp căn chỉnh hoặc định vị các thành phần trong quá trình lắp ráp.
● Chất lỏng hoặc lưu lượng khí: Thông qua các lỗ có thể tạo ra một lối đi cho chất lỏng hoặc khí để di chuyển qua một thành phần hoặc lắp ráp.
● Giảm trọng lượng: Trong một số trường hợp, thông qua các lỗ có thể được sử dụng để giảm trọng lượng của một thành phần mà không ảnh hưởng đến sức mạnh hoặc chức năng của nó.
Thông qua các lỗ cũng thường được sử dụng trong các thành phần điện và điện tử. Ví dụ, các bảng mạch được in (PCB) thường có thông qua các lỗ để lắp các thành phần hoặc tạo kết nối điện.
Trong một số ứng dụng, thông qua các lỗ được sử dụng để thông gió hoặc làm mát. Các lỗ cho phép không khí chảy qua một thành phần hoặc lắp ráp, giúp tiêu tan nhiệt và ngăn ngừa quá nóng.
Các lỗ bị gián đoạn
Một lỗ bị gián đoạn là gì?
Một lỗ bị gián đoạn là một loại lỗ không liên tục hoặc đầy đủ. Đó là một lỗ hổng được giao nhau hoặc chéo bởi một tính năng khác, chẳng hạn như khe cắm, rãnh hoặc lỗ khác. Điều này tạo ra sự gián đoạn hoặc gián đoạn trong hình học của lỗ.
Các lỗ bị gián đoạn thường được thực hiện bằng cách sử dụng kết hợp các hoạt động khoan và phay. Quá trình này liên quan đến việc khoan một loạt các lỗ chồng chéo và sau đó phay các vật liệu còn lại để tạo ra hình dạng mong muốn.
Biểu tượng chú thích của các lỗ bị gián đoạn
Không có biểu tượng chú thích cụ thể cho các lỗ bị gián đoạn trên bản vẽ kỹ thuật. Thay vào đó, các tính năng riêng lẻ tạo nên lỗ bị gián đoạn thường được gọi riêng biệt.
Ví dụ, nếu một lỗ bị gián đoạn bao gồm một loạt các lỗ khoan và khe cắm, bản vẽ sẽ chỉ định đường kính và độ sâu của các lỗ khoan, cũng như chiều rộng, chiều dài và độ sâu của khe cắm xay.
Trong một số trường hợp, lỗ bị gián đoạn có thể được gọi là một tính năng duy nhất, với các phần tử riêng lẻ được chỉ định trong các ghi chú hoặc dung sai. Điều này thường được thực hiện cho sự rõ ràng hoặc đơn giản, đặc biệt nếu lỗ bị gián đoạn là một tính năng quan trọng của phần.
Việc sử dụng các lỗ bị gián đoạn
Các lỗ bị gián đoạn có một số cách sử dụng khác nhau trong kỹ thuật. Một số ứng dụng phổ biến nhất bao gồm:
● Các tính năng giao phối: Các lỗ bị gián đoạn có thể được sử dụng để tạo các tính năng giao phối cho phép hai phần khớp với nhau hoặc tương tác với nhau.
● Giải phóng mặt bằng: Các lỗ bị gián đoạn có thể cung cấp giải phóng mặt bằng cho các tính năng hoặc thành phần khác, chẳng hạn như dây, cáp hoặc ốc vít.
● Giảm trọng lượng: Trong một số trường hợp, các lỗ bị gián đoạn có thể được sử dụng để giảm trọng lượng của một phần mà không ảnh hưởng đến sức mạnh hoặc chức năng của nó.
● Các đoạn làm mát hoặc chất bôi trơn: Các lỗ bị gián đoạn có thể tạo ra các đoạn cho chất làm mát hoặc chất bôi trơn chảy qua một phần hoặc lắp ráp.
Một trong những lợi thế chính của các lỗ bị gián đoạn là chúng cho phép hình học và tương tác phức tạp giữa các tính năng. Bằng cách kết hợp các hoạt động khoan và phay, các nhà thiết kế có thể tạo ra các lỗ hổng không thể thực hiện với một hoạt động duy nhất.
Tuy nhiên, các lỗ bị gián đoạn cũng có thể khó khăn hơn đối với sản xuất so với các lỗ đơn giản. Họ yêu cầu lập kế hoạch và thực hiện cẩn thận để đảm bảo rằng các tính năng riêng lẻ phù hợp và tương tác chính xác. Dung sai và hoàn thiện bề mặt cũng có thể quan trọng hơn đối với các lỗ bị gián đoạn, vì bất kỳ sự sai lệch hoặc độ nhám nào cũng có thể ảnh hưởng đến chức năng của các tính năng giao phối.
Lỗ đối thủ
Lỗ đối nghịch là gì?
Một lỗ đối thủ là một loại lỗ có hai đường kính khác nhau. Nó bao gồm một lỗ đường kính lớn hơn được khoan vào một phần vào vật liệu, theo sau là một lỗ đường kính nhỏ hơn đi qua. Phần đường kính lớn hơn được gọi là đối ứng, và nó được thiết kế để chứa đầu của một bu lông hoặc vít.
Các lỗ đối thủ thường được thực hiện bằng cách sử dụng một mũi khoan chuyên dụng gọi là công cụ đối trọng. Công cụ này có một đầu thí điểm khoan lỗ có đường kính nhỏ hơn và cạnh cắt có đường kính lớn hơn tạo ra đối ứng.
Biểu tượng chú thích của các lỗ đối thủ
Trên các bản vẽ kỹ thuật, các lỗ đối thủ được biểu diễn bằng biểu tượng đối ứng, trông giống như một vòng tròn với một hình vuông nhỏ bên trong nó. Đường kính của đối ứng được chỉ định đầu tiên, theo sau là độ sâu của đối ứng. Đường kính và độ sâu của lỗ nhỏ hơn cũng được chỉ định.
Ví dụ, một lỗ đối kháng với mặt đối kế đường kính 10 mm sâu 5 mm và đường kính 6 mm qua lỗ sẽ được gọi là '⌴ 10 mm ⨯ 5 mm, ∅6mm qua '.
Việc sử dụng các lỗ đối thủ
Các lỗ đối thủ thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
A
● Giải phóng mặt bằng: Counterbore cung cấp giải phóng mặt bằng cho đầu của bu lông hoặc vít, cho phép nó xoay tự do mà không cần nhiễu.
● Phân phối tải: Đường kính lớn hơn của đối thủ giúp phân phối tải trọng của bu lông hoặc vít trên một khu vực lớn hơn, làm giảm nồng độ ứng suất.
Các lỗ đối thủ thường được sử dụng trong các ứng dụng trong đó kết nối được bắt vít cần phải mạnh mẽ và an toàn, nhưng cũng cần phải có ngoại hình sạch sẽ và hoàn thiện. Chúng thường được tìm thấy trong các thành phần ô tô và hàng không vũ trụ, cũng như trong máy móc và thiết bị công nghiệp.
Lỗ hổng spotface
Một lỗ hổng spotface là gì?
Một lỗ hổng spotface là một loại lỗ có mặt đối thủ nông, thường được sử dụng để tạo ra một bề mặt phẳng xung quanh lỗ. Spotface thường chỉ đủ sâu để làm sạch mọi bất thường hoặc độ nhám xung quanh lỗ, cung cấp một bề mặt mịn và thậm chí cho một bu -lông hoặc vít để ngồi chống lại.
Các lỗ spotface thường được sử dụng trong các ứng dụng đúc hoặc rèn, trong đó bề mặt của vật liệu có thể là thô hoặc không đồng đều. Bằng cách tạo ra một điểm phát hiện xung quanh lỗ hổng, các nhà thiết kế có thể đảm bảo rằng dây buộc sẽ có điểm gắn ổn định và an toàn.
Biểu tượng chú thích của các lỗ spotface
Trên các bản vẽ kỹ thuật, các lỗ spotface được biểu diễn bằng biểu tượng Spotface, trông giống như một vòng tròn với các chữ cái 'sf ' bên trong nó. Đường kính của spotface được chỉ định đầu tiên, tiếp theo là độ sâu của spotface. Đường kính và độ sâu của lỗ chính cũng được chỉ định.
Ví dụ, một lỗ hổng spotface có đường kính 20 mm có độ sâu 2 mm và đường kính 10 mm qua lỗ sẽ được gọi là '⌴ SF 20mm ⨯ 2 mm, ∅10mm qua '.
Việc sử dụng các lỗ spotface
Các lỗ spotface thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Chuẩn bị bề mặt: Các lỗ spotface được sử dụng để chuẩn bị bề mặt của vật liệu cho kết nối bắt vít hoặc vít, đảm bảo rằng dây buộc có điểm gắn phẳng và ổn định.
● Phân phối ứng suất: Spotface giúp phân phối ứng suất của dây buộc trên một khu vực lớn hơn, giảm nguy cơ thiệt hại hoặc thất bại.
● Niêm phong: Trong một số trường hợp, các lỗ spotface có thể được sử dụng để tạo ra một bề mặt niêm phong cho một miếng đệm hoặc vòng chữ O, giúp ngăn ngừa rò rỉ hoặc ô nhiễm.
Áp dụng các lỗ spotface
Các lỗ spotface thường được sử dụng trong các ứng dụng trong đó bề mặt của vật liệu là thô hoặc không đồng đều, chẳng hạn như trong đúc hoặc rèn. Chúng thường được tìm thấy trong các thành phần ô tô và hàng không vũ trụ, cũng như trong máy móc và thiết bị công nghiệp.
Một số ứng dụng cụ thể của các lỗ spotface bao gồm:
● Khối động cơ và đầu xi lanh
● Trường hợp truyền và vỏ
● Thành phần treo
● Khung cấu trúc và hỗ trợ
Trong các ứng dụng này, các lỗ spotface giúp đảm bảo rằng các ốc vít quan trọng có điểm gắn an toàn và ổn định, ngay cả trên các bề mặt thô hoặc không đều. Bằng cách tạo ra một bề mặt mịn màng và thậm chí xung quanh lỗ, các lỗ hổng Spotface giúp cải thiện chất lượng và độ tin cậy tổng thể của lắp ráp cuối cùng.
Các lỗ thông minh
Một lỗ thông minh là gì?
MỘT Lỗ xe là một loại lỗ có lỗ mở hình nón ở trên cùng, cho phép một vít đầu phẳng ngồi xả với bề mặt của vật liệu. Các quầy thường rộng hơn đường kính của vít và góc của thông báo khớp với góc của đầu vít.
Các lỗ thông tin thường được sử dụng trong các ứng dụng trong đó mong muốn có sự xuất hiện hoặc cấu hình thấp, chẳng hạn như trong các thành phần hàng không vũ trụ hoặc ô tô. Chúng cũng có thể được sử dụng để giảm nguy cơ chấn thương hoặc thiệt hại từ đầu vít nhô ra.
Biểu tượng chú thích của các lỗ thông minh
Trên các bản vẽ kỹ thuật, các lỗ thông minh được biểu diễn bằng biểu tượng của quầy, trông giống như một hình tam giác với một vòng tròn nhỏ ở phía trên. Đường kính của quầy được chỉ định đầu tiên, theo sau là góc của thông tin. Đường kính và độ sâu của lỗ chính cũng được chỉ định.
Ví dụ, một lỗ thông minh với một bộ đếm đường kính 10 mm có 90 độ và đường kính 6 mm qua lỗ sẽ được gọi là '⌵ 10 mm ⨯ 90 °, ∅6mm qua '.
Việc sử dụng các lỗ thông minh
Các lỗ thông thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Khai thác xả: Các lỗ thông minh cho phép các ốc vít đầu phẳng ngồi xả với bề mặt của vật liệu, tạo ra vẻ ngoài mịn màng và thấp.
● Khí động học: Trong các ứng dụng hàng không vũ trụ, các lỗ thông tin có thể giúp giảm lực cản và cải thiện hiệu suất khí động học bằng cách loại bỏ các đầu vít nhô ra.
● An toàn: Trong một số trường hợp, các lỗ thông tin có thể được sử dụng để giảm nguy cơ chấn thương hoặc thiệt hại từ đầu vít nhô ra, chẳng hạn như trong tay vịn hoặc tấm thiết bị.
Áp dụng các lỗ thông minh
Các lỗ thông tin thường được sử dụng trong các ứng dụng trong đó sự xuất hiện hoặc cấu hình thấp là quan trọng, chẳng hạn như trong:
● Máy bay và cánh máy bay
● Tấm cơ thể ô tô và trang trí
● Vỏ bọc thiết bị điện tử
● Nội thất và tủ
Trong các ứng dụng này, các lỗ thông minh giúp tạo ra vẻ ngoài mượt mà và hợp lý, đồng thời cung cấp một điểm gắn an toàn và ổn định cho các ốc vít đầu phẳng. Hình dạng hình nón của các bộ đếm giúp tập trung vào vít và phân phối tải đều, giảm nguy cơ thiệt hại hoặc thất bại.
Các lỗ thông minh có thể khó khăn hơn để tạo ra so với các loại lỗ khác, vì chúng yêu cầu các góc và độ sâu chính xác để phù hợp với đầu vít. Tuy nhiên, với các công cụ và kỹ thuật phù hợp, các lỗ thông minh có thể cung cấp một kết thúc chất lượng cao và chuyên nghiệp cho bất kỳ hội nghị nào.
Lỗ đối thủ
Một lỗ hổng đối thủ là gì?
Một lỗ hổng đối thủ là một loại lỗ có mặt đối ứng hình trụ ở phía trên, sau đó là một lỗ có đường kính nhỏ hơn có thể hoặc không thể đi qua vật liệu. Counterdrill thường được sử dụng để cung cấp độ thanh thải cho đầu của vít nắp đầu ổ cắm hoặc các loại ốc vít khác.
Các lỗ Counterdrill tương tự như các lỗ thông tin, nhưng thay vì hình dạng hình nón, bộ đếm có hình dạng hình trụ. Điều này cho phép đầu dây buộc ngồi tuôn ra với bề mặt của vật liệu, đồng thời cung cấp thêm giải phóng mặt bằng cho đầu.
Biểu tượng chú thích của các lỗ hổng đối thủ
Trên các bản vẽ kỹ thuật, các lỗ đối thủ được biểu thị bằng cách sử dụng cùng một biểu tượng như một lỗ đối thủ, trông giống như một vòng tròn với một hình vuông nhỏ bên trong nó. Đường kính của bộ đếm được chỉ định đầu tiên, theo sau là độ sâu của bộ đếm. Đường kính và độ sâu của lỗ chính cũng được chỉ định.
Ví dụ, một lỗ đối kháng với bộ đếm đường kính 10 mm sâu 5 mm và lỗ mù có đường kính 6 mm sâu 10 mm sẽ được gọi là '⌴ 10 mm ⨯ 5 mm, ∅6mm ⨯ 10 mm '.
Việc sử dụng các lỗ đối thủ
Các lỗ đối thủ thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Giải phóng mặt bằng cho đầu dây buộc: Các lỗ đối thủ cung cấp độ thanh thải cho đầu ốc vít nắp đầu ổ cắm và các loại ốc vít khác, cho phép chúng ngồi xả với bề mặt của vật liệu.
● Phân phối ứng suất: Hình dạng hình trụ của bộ đếm giúp phân phối ứng suất của đầu dây buộc trên một khu vực lớn hơn, làm giảm nguy cơ thiệt hại hoặc thất bại.
● Căn chỉnh: Trong một số trường hợp, các lỗ đối thủ có thể được sử dụng để cung cấp sự liên kết cho các bộ phận giao phối hoặc để xác định vị trí các tính năng khác trên thành phần.
Áp dụng các lỗ đối diện
Các lỗ hổng đối thủ thường được sử dụng trong các ứng dụng mà cần có dây buộc gắn được, nhưng cần có thêm thông tin giải phóng mặt bằng cho đầu. Một số ứng dụng cụ thể của các lỗ hổng Counterdrill bao gồm:
● Các thành phần máy móc và thiết bị
● Các thành phần khuôn và khuôn
● Các thành phần ô tô và hàng không vũ trụ
Trong các ứng dụng này, các lỗ CounterRill cung cấp một điểm gắn an toàn và ổn định cho các ốc vít, đồng thời cho phép cài đặt và loại bỏ dễ dàng. Hình dạng hình trụ của bộ đếm giúp giảm nồng độ căng thẳng và cải thiện sức mạnh tổng thể và độ bền của lắp ráp.
Các lỗ của Counterdrill có thể được tạo ra bằng nhiều phương pháp khác nhau, bao gồm khoan, nhàm chán và phay. Việc lựa chọn phương pháp phụ thuộc vào kích thước và độ sâu của lỗ, cũng như vật liệu được gia công. Với các công cụ và kỹ thuật phù hợp, các lỗ hổng đối thủ có thể cung cấp một giải pháp chất lượng cao và chức năng cho nhiều ứng dụng kỹ thuật khác nhau.
Lỗ thon
Một lỗ thon là gì?
Một lỗ thon là một loại lỗ trong đó đường kính dần dần thay đổi từ đầu này sang đầu kia, tạo ra một cấu hình hình nón. Góc côn thường được chỉ định là tỷ lệ của sự thay đổi đường kính so với chiều dài của lỗ.
Các lỗ thon thường được sử dụng trong các ứng dụng trong đó cần có sự phù hợp an toàn, an toàn giữa các bộ phận giao phối. Hình dạng thon cho phép chèn và loại bỏ dễ dàng, đồng thời cung cấp kết nối mạnh mẽ và ổn định khi tham gia đầy đủ.
Biểu tượng chú thích của các lỗ thon
Trên các bản vẽ kỹ thuật, các lỗ thon được biểu diễn bằng biểu tượng côn, trông giống như một hình tam giác với một vòng tròn nhỏ ở đỉnh. Góc giảm dần được chỉ định bằng cách sử dụng tỷ lệ thay đổi đường kính so với chiều dài của lỗ. Ví dụ, độ côn 1:12 có nghĩa là đường kính thay đổi 1 đơn vị cho mỗi 12 đơn vị có độ dài.
Đường kính đầu nhỏ và đường kính đầu lớn của lỗ thon cũng được chỉ định trên bản vẽ. Ví dụ, một lỗ thon có đường kính đầu nhỏ là 10 mm, đường kính đầu lớn là 12 mm và góc thon 1:12 sẽ được gọi là '∅10mm - ∅12mm 1:12 thon '.
Việc sử dụng các lỗ thon
Các lỗ thon thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Các bộ phận giao phối: Các lỗ thon có thể cung cấp kết nối an toàn và ổn định giữa các bộ phận giao phối, chẳng hạn như trục và trung tâm hoặc thân van và ghế.
● Căn chỉnh: Hình dạng thon của lỗ có thể giúp căn chỉnh các bộ phận giao phối trong quá trình lắp ráp, giảm nguy cơ sai lệch hoặc thiệt hại.
● Niêm phong: Trong một số trường hợp, các lỗ thon có thể được sử dụng để tạo ra một con dấu giữa các bộ phận giao phối, chẳng hạn như trong các hệ thống thủy lực hoặc khí nén.
Áp dụng các lỗ thon
Các lỗ thon thường được sử dụng trong các ứng dụng trong đó cần có sự phù hợp an toàn, an toàn giữa các bộ phận giao phối. Một số ứng dụng cụ thể của các lỗ thon bao gồm:
● Máy móc và giá đỡ công cụ máy công cụ
● Van và ghế
● Hub và trục bánh xe
● Ghim và chốt thon
Trong các ứng dụng này, hình dạng thon của lỗ cho phép lắp ráp và tháo gỡ dễ dàng, đồng thời cung cấp kết nối mạnh mẽ và ổn định khi tham gia đầy đủ. Hình dạng thon cũng giúp phân phối tải đều trên các bề mặt giao phối, làm giảm nguy cơ thiệt hại hoặc thất bại.
Các lỗ thon có thể được tạo ra bằng nhiều phương pháp khác nhau, bao gồm ream, nhàm chán và mài. Việc lựa chọn phương pháp phụ thuộc vào kích thước và góc của côn, cũng như vật liệu được gia công. Với các công cụ và kỹ thuật phù hợp, các lỗ thon có thể cung cấp một giải pháp chất lượng cao và chức năng cho nhiều ứng dụng kỹ thuật khác nhau.
Vít lỗ giải phóng mặt bằng
Một lỗ giải phóng vít là gì?
Một lỗ giải phóng vít là một loại lỗ lớn hơn một chút so với đường kính của vít sẽ đi qua nó. Không gian thêm cho phép vít đi qua lỗ một cách dễ dàng, mà không bị ràng buộc hoặc bị kẹt.
Các lỗ giải phóng vít thường được sử dụng trong các ứng dụng trong đó một phần cần được gắn chặt vào phần khác, nhưng vít không bắt buộc để tạo ra một sự phù hợp chặt chẽ. Lỗ giải phóng mặt bằng cho phép vít được chèn và loại bỏ dễ dàng, mà không làm hỏng các bộ phận hoặc chính vít.
Biểu tượng chú thích của các lỗ giải phóng vít
Trên các bản vẽ kỹ thuật, các lỗ giải phóng vít được thể hiện bằng biểu tượng lỗ tiêu chuẩn, trông giống như một vòng tròn với một dòng người lãnh đạo chỉ vào nó. Đường kính của lỗ được chỉ định trên dòng trưởng, cùng với bất kỳ thông tin bổ sung nào như loại ốc vít sẽ được sử dụng.
Ví dụ, một lỗ giải phóng mặt bằng cho một ốc vít 1/4 '-20 sẽ được gọi là '.
Việc sử dụng lỗ giải phóng vít
Các lỗ giải phóng vít thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Tính buộc: Các lỗ giải phóng mặt bằng vít được sử dụng để gắn chặt hai hoặc nhiều phần lại với nhau bằng ốc vít hoặc bu lông. Lỗ giải phóng mặt bằng cho phép vít đi qua dễ dàng, mà không tạo ra sự phù hợp chặt chẽ.
● Khả năng điều chỉnh: Trong một số trường hợp, các lỗ giải phóng vít có thể được sử dụng để cho phép điều chỉnh giữa các bộ phận. Lỗ giải phóng mặt bằng cho phép vít được nới lỏng và siết chặt khi cần thiết, mà không làm hỏng các bộ phận.
● Căn chỉnh: Các lỗ giải phóng mặt bằng vít cũng có thể được sử dụng để giúp căn chỉnh các bộ phận trong quá trình lắp ráp. Đường kính lớn hơn của lỗ cho phép một số phòng ngọ nguậy, giúp việc xếp các bộ phận dễ dàng hơn.
Áp dụng lỗ giải phóng vít
Các lỗ giải phóng vít thường được sử dụng trong các ứng dụng mà cần phải buộc chặt, có thể điều chỉnh. Một số ứng dụng cụ thể của các lỗ giải phóng vít bao gồm:
● Lắp ráp đồ nội thất
● Bộ phận bảo vệ máy và nắp
● Vỏ điện và bảng điều khiển
● Các thành phần ô tô và hàng không vũ trụ
Trong các ứng dụng này, các lỗ giải phóng vít cung cấp một cách đơn giản và hiệu quả để buộc các bộ phận lại với nhau, đồng thời cho phép lắp ráp và tháo gỡ dễ dàng. Đường kính lớn hơn của lỗ cũng giúp giảm nồng độ ứng suất xung quanh dây buộc, cải thiện sức mạnh tổng thể và độ bền của lắp ráp.
Các lỗ giải phóng vít có thể được tạo ra bằng nhiều phương pháp khác nhau, bao gồm khoan, đấm và cắt laser. Việc lựa chọn phương pháp phụ thuộc vào kích thước và hình dạng của lỗ, cũng như vật liệu được gia công. Với các công cụ và kỹ thuật phù hợp, các lỗ giải phóng vít có thể cung cấp một giải pháp đáng tin cậy và hiệu quả về chi phí cho nhiều ứng dụng kỹ thuật khác nhau.
Khai thác lỗ
Một lỗ khai thác là gì?
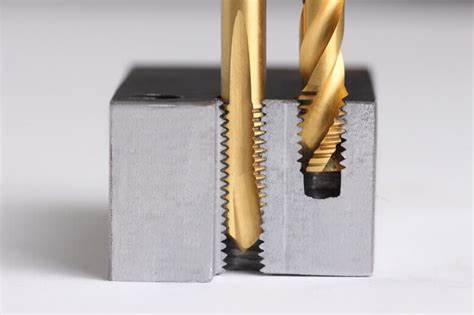
Một lỗ khai thác là một loại lỗ có chủ đề được cắt vào nó bằng một công cụ gọi là vòi. Các luồng cho phép một ốc vít hoặc bu lông được vặn vào lỗ, tạo ra một điểm buộc mạnh và an toàn.
Các lỗ khai thác thường được tạo ra bằng cách khoan một lỗ trong vật liệu, sau đó sử dụng một vòi để cắt các luồng vào lỗ. Tap về cơ bản là một ốc vít với các cạnh cắt sắc nét loại bỏ vật liệu khi nó được xoay vào lỗ.
Biểu tượng chú thích của các lỗ khai thác
Trên các bản vẽ kỹ thuật, các lỗ khai thác được biểu diễn bằng một biểu tượng đặc biệt cho biết kích thước và loại luồng đang được sử dụng. Tiêu chuẩn phổ biến nhất cho các lỗ khai thác là tiêu chuẩn số liệu, sử dụng chữ cái 'm ' theo sau là đường kính danh nghĩa của lỗ tính bằng milimet.
Ví dụ, một lỗ khai thác với một luồng M8 sẽ được gọi ra là 'M8 x 1.25 ', trong đó '1.25 ' biểu thị cao độ của luồng (khoảng cách giữa mỗi luồng).
Việc sử dụng các lỗ khai thác
Các lỗ hổng thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Tính buộc: Các lỗ khai thác được sử dụng để tạo các điểm buộc mạnh và an toàn cho ốc vít và bu lông. Các sợi trong lỗ kẹp các sợi trên vít hoặc bu lông, giữ chặt nó vào vị trí.
● Lắp ráp: Các lỗ khai thác thường được sử dụng để lắp ráp nhiều phần lại với nhau thành một đơn vị. Bằng cách sử dụng ốc vít hoặc bu lông để buộc các bộ phận lại với nhau thông qua các lỗ khai thác, một cụm mạnh và ổn định có thể được tạo ra.
● Điều chỉnh: Trong một số trường hợp, các lỗ khai thác có thể được sử dụng để cho phép điều chỉnh hoặc căn chỉnh các bộ phận. Bằng cách nới lỏng hoặc siết vít hoặc bu lông trong lỗ khai thác, vị trí của bộ phận có thể được tinh chỉnh.
Áp dụng các lỗ khai thác
Các lỗ hổng được sử dụng trong nhiều ứng dụng khác nhau trong nhiều ngành công nghiệp khác nhau, bao gồm:
● Ô tô: Các lỗ khai thác được sử dụng rộng rãi trong sản xuất ô tô để lắp ráp động cơ, truyền và các thành phần khác.
● Hàng không vũ trụ: Các lỗ khai thác được sử dụng trong các ứng dụng hàng không vũ trụ để lắp ráp các cấu trúc máy bay, động cơ và các thành phần khác.
● Máy móc công nghiệp: Các lỗ khai thác được sử dụng trong máy móc công nghiệp để lắp ráp và buộc các bộ phận như bánh răng, vòng bi và vỏ.
Trong các ứng dụng này, các lỗ khai thác cung cấp một phương tiện mạnh mẽ, an toàn và đáng tin cậy của các thành phần buộc và lắp ráp. Các luồng trong lỗ tạo ra một diện tích bề mặt lớn cho vít hoặc bu lông để cầm, phân phối tải đều và giảm nguy cơ thất bại.
Các lỗ khai thác có thể được tạo ra trong nhiều loại vật liệu, bao gồm kim loại, nhựa và vật liệu tổng hợp. Việc lựa chọn kích thước vật liệu và luồng phụ thuộc vào ứng dụng cụ thể và tải trọng sẽ được áp dụng cho điểm buộc. Với các công cụ và kỹ thuật phù hợp, các lỗ khai thác có thể cung cấp một giải pháp linh hoạt và hiệu quả cho nhiều thách thức kỹ thuật khác nhau.
Lỗ ren
Một lỗ ren là gì?
Một lỗ ren là một loại lỗ có các sợi được cắt vào nó, cho phép một ốc vít hoặc bu lông được luồn vào lỗ. Các lỗ ren tương tự như các lỗ khai thác, nhưng thuật ngữ 'lỗ ren ' thường được sử dụng chung hơn để chỉ bất kỳ lỗ nào với các luồng, bất kể các luồng được tạo ra như thế nào.
Các lỗ ren có thể được tạo bằng nhiều phương pháp khác nhau, bao gồm khai thác, phay chủ đề và hình thành luồng. Việc lựa chọn phương pháp phụ thuộc vào vật liệu được ren, kích thước và loại chỉ cần, và khối lượng sản xuất.
Biểu tượng chú thích của các lỗ ren
Trên các bản vẽ kỹ thuật, các lỗ ren được biểu diễn bằng biểu tượng biểu thị kích thước và loại luồng đang được sử dụng. Biểu tượng bao gồm chỉ định luồng, chẳng hạn như 'M ' cho các luồng số liệu hoặc 'un ' cho các luồng thống nhất, theo sau là đường kính danh nghĩa và cao độ của luồng.
Ví dụ, lỗ ren m10 x 1.5 sẽ được gọi là 'm10 x 1.5 ', trong đó 'm10 ' biểu thị một luồng số liệu có đường kính danh nghĩa là 10 mm và '1.5 ' cho biết độ cao của luồng (khoảng cách giữa mỗi luồng).
Sử dụng các lỗ ren
Các lỗ ren thường được sử dụng trong kỹ thuật cho một số ứng dụng khác nhau, bao gồm:
● Tính buộc: Các lỗ ren được sử dụng để tạo các điểm buộc mạnh và an toàn cho ốc vít và bu lông. Các sợi trong lỗ kẹp các sợi trên vít hoặc bu lông, giữ chặt nó vào vị trí.
● Điều chỉnh: Các lỗ ren có thể được sử dụng để cho phép điều chỉnh hoặc căn chỉnh các bộ phận. Bằng cách xoay vít hoặc bu lông trong lỗ ren, vị trí của phần có thể được tinh chỉnh.
● Lắp ráp: Các lỗ ren thường được sử dụng để lắp ráp nhiều phần lại với nhau thành một đơn vị. Bằng cách sử dụng ốc vít hoặc bu lông để buộc các bộ phận lại với nhau thông qua các lỗ ren, một cụm mạnh và ổn định có thể được tạo ra.
Áp dụng các lỗ ren
Các lỗ ren được sử dụng trong nhiều ứng dụng khác nhau trong nhiều ngành công nghiệp khác nhau, bao gồm:
● Ô tô: Các lỗ ren được sử dụng rộng rãi trong sản xuất ô tô để lắp ráp động cơ, truyền và các thành phần khác.
● Hàng không vũ trụ: Các lỗ ren được sử dụng trong các ứng dụng hàng không vũ trụ để lắp ráp các cấu trúc máy bay, động cơ và các thành phần khác.
● Sản phẩm tiêu dùng: Các lỗ ren được sử dụng trong nhiều sản phẩm tiêu dùng, chẳng hạn như thiết bị điện tử và thiết bị, để lắp ráp và buộc các thành phần.
Trong các ứng dụng này, các lỗ ren cung cấp một phương tiện mạnh mẽ, an toàn và đáng tin cậy của các thành phần buộc và lắp ráp. Các luồng trong lỗ tạo ra một diện tích bề mặt lớn cho vít hoặc bu lông để cầm, phân phối tải đều và giảm nguy cơ thất bại.
Các lỗ ren có thể được tạo ra trong một loạt các vật liệu, bao gồm kim loại, nhựa và vật liệu tổng hợp. Việc lựa chọn kích thước vật liệu và luồng phụ thuộc vào ứng dụng cụ thể và tải trọng sẽ được áp dụng cho điểm buộc. Với các công cụ và kỹ thuật phù hợp, các lỗ ren có thể cung cấp một giải pháp linh hoạt và hiệu quả cho nhiều thách thức kỹ thuật khác nhau.
Các tính năng cần xem xét khi tạo lỗ
Khi tạo các lỗ hổng trong kỹ thuật, một số tính năng chính phải được xem xét để đảm bảo kết quả mong muốn. Những tính năng này bao gồm độ sâu, đường kính, dung sai và những thách thức được đặt ra bởi các vật liệu khó máy. Hãy khám phá từng khía cạnh chi tiết hơn.

Độ sâu và tác động của nó
Độ sâu của một lỗ đóng một vai trò quan trọng trong chức năng của nó và hiệu suất tổng thể của sản phẩm cuối cùng. Trong các lỗ mù, độ sâu xác định lượng vật liệu còn lại ở phía dưới, có thể ảnh hưởng đến sức mạnh và sự ổn định của thành phần. Kiểm soát chính xác độ sâu là điều cần thiết để ngăn chặn sự phá vỡ qua phía bên kia của phôi vô tình.
Độ sâu của một lỗ cũng ảnh hưởng đến việc lựa chọn các công cụ cắt và các thông số gia công. Các lỗ sâu hơn có thể yêu cầu các công cụ chuyên dụng, chẳng hạn như máy khoan lỗ sâu hoặc khoan súng, để duy trì sự thẳng thắn và tránh lệch. Tốc độ cắt và tốc độ thức ăn có thể cần được điều chỉnh để phù hợp với độ sâu tăng và để đảm bảo sơ tán chip thích hợp.
Hơn nữa, độ sâu của một lỗ có thể ảnh hưởng đến độ hoàn thiện bề mặt và độ chính xác kích thước. Khi độ sâu tăng lên, nó trở nên khó khăn hơn để duy trì một bề mặt hoàn hảo nhất quán và kiểm soát kích thước và hình dạng của lỗ. Do đó, điều quan trọng là phải xem xét các yêu cầu độ sâu một cách cẩn thận và chọn các quy trình và công cụ gia công thích hợp để đạt được kết quả mong muốn.
Lựa chọn đường kính
Chọn đường kính phù hợp cho một lỗ là một yếu tố quan trọng khác trong các ứng dụng kỹ thuật. Đường kính của một lỗ có thể ảnh hưởng đến sức mạnh, chức năng và khả năng tương thích của thành phần với các phần khác. Khi chọn đường kính, các kỹ sư phải xem xét mục đích của lỗ, tải trọng mà nó sẽ chịu và các thành phần giao phối mà nó sẽ tương tác.
Trong nhiều trường hợp, kích thước khoan tiêu chuẩn được sử dụng để tạo các lỗ có đường kính phổ biến. Các kích thước tiêu chuẩn này có sẵn và có thể đơn giản hóa quy trình sản xuất. Tuy nhiên, có thể có những trường hợp cần có đường kính không chuẩn để đáp ứng các yêu cầu thiết kế cụ thể. Trong những trường hợp như vậy, các công cụ tùy chỉnh hoặc kỹ thuật gia công chuyên dụng có thể là cần thiết.
Đường kính của một lỗ cũng ảnh hưởng đến sự lựa chọn của ốc vít và phần cứng khác sẽ được sử dụng cùng với lỗ. Ví dụ, các lỗ giải phóng mặt bằng phải được kích thước phù hợp để cho phép bu lông hoặc ốc vít đi qua mà không cần nhiễu, trong khi các lỗ ren phải có đường kính chính xác và cường độ ren để tham gia vào dây buộc giao phối một cách an toàn.
Yêu cầu dung nạp
Dung sai là một cân nhắc quan trọng trong việc tạo lỗ, vì nó xác định phạm vi biến đổi có thể chấp nhận được về kích thước, hình dạng và vị trí của lỗ. Dung sai cần thiết phụ thuộc vào ứng dụng cụ thể và chức năng của thành phần. Dung sai chặt chẽ hơn có thể cần thiết cho các tổ hợp chính xác cao, trong khi dung sai lỏng hơn có thể được chấp nhận đối với các ứng dụng ít quan trọng hơn.
Để đạt được dung sai mong muốn, các kỹ sư phải cẩn thận chọn các quy trình và công cụ gia công thích hợp. Một số quá trình, chẳng hạn như ream hoặc mài giũa, có thể tạo ra các lỗ hổng với dung sai rất chặt chẽ, trong khi những quá trình khác, chẳng hạn như khoan hoặc đấm, có thể có các biến thể đáng kể hơn. Việc lựa chọn các công cụ cắt, các thông số gia công và phương pháp giữ công việc cũng có thể ảnh hưởng đến khả năng chịu đựng có thể đạt được.
Ngoài dung sai kích thước và hình dạng, các kỹ sư cũng phải xem xét dung sai vị trí, liên quan đến vị trí của lỗ so với các tính năng khác trên thành phần. Dung sai vị trí có thể rất quan trọng để đảm bảo căn chỉnh và phù hợp giữa các bộ phận giao phối. Các công cụ chuyên dụng, chẳng hạn như đồ gá hoặc đồ đạc, có thể được sử dụng để duy trì độ chính xác vị trí trong quá trình gia công.
Gia công vật liệu khó
Một số vật liệu đặt ra những thách thức đáng kể khi làm lỗ. Những vật liệu khó máy này có thể bao gồm:
● Superalloys: Hợp kim có độ bền cao, chịu nhiệt được sử dụng trong các ứng dụng hàng không vũ trụ và năng lượng.
● Titanium: Nhẹ, mạnh và chống ăn mòn, nhưng có xu hướng làm việc cứng và tạo nhiệt trong quá trình gia công.
● Gốm sứ: Vật liệu cứng, giòn đòi hỏi các công cụ và kỹ thuật chuyên dụng để tránh gãy xương và sứt mẻ.
● Vật liệu tổng hợp: Các vật liệu được làm từ nhiều thành phần, chẳng hạn như các polyme được gia cố bằng sợi carbon, có thể phân tách hoặc sờn trong quá trình gia công.
Khi các lỗ gia công trong các vật liệu thách thức này, các kỹ sư phải sử dụng các chiến lược phù hợp để khắc phục những khó khăn cụ thể liên quan đến từng vật liệu. Ví dụ:
● Sử dụng các công cụ cắt sắc nét, chất lượng cao với lớp phủ chống mài mòn.
● Áp dụng tốc độ cắt thích hợp và tốc độ thức ăn để giảm thiểu việc tạo nhiệt và hao mòn công cụ.
● Sử dụng chất làm mát và chất bôi trơn để giảm sự tích tụ ma sát và nhiệt.
● Thực hiện các chu kỳ mổ hoặc các kỹ thuật khác để phá vỡ chip và tránh phá vỡ công cụ.
● Sử dụng hình học hoặc vật liệu công cụ chuyên dụng, chẳng hạn như kim cương đa tinh thể (PCD) hoặc boron nitride khối (CBN).



















