穴は、エンジニアリングにおいて重要な役割を果たします CNCの機械加工ですが、さまざまなタイプ、シンボル、アプリケーションを理解することは困難です。カウンターボアの穴が何であるか、またはエンジニアリング図面で異なる穴のコールアウトを識別する方法を疑問に思ったことはありますか?
この記事では、ブラインドホール、穴、カウンターボアの穴、スポットフェイスホールなど、ブラインドホールなど、エンジニアリングで使用される最も一般的なタイプの穴に深く潜ります。標準化されたシンボルとコールアウトを使用して、エンジニアリング図面でそれらを識別する方法、アプリケーションの独自の特性、アプリケーション、およびそれらを識別する方法を探ります。
エンジニアリングにおける穴の重要性
穴は、さまざまなエンジニアリング分野で重要な役割を果たします。それらは、ワイヤや流体の通過を可能にすることから、ファスナーに対応するまで、複数の目的を果たします。穴は、無数のエンジニアリングコンポーネントとシステムのアセンブリと機能に不可欠です。
機械工学では、部品を一緒に固定するために穴が使用されます。タッピングまたはスレッドミリングで作成された内部スレッドを特徴とするねじ穴により、ボルトとネジがコンポーネントを安全に保持できるようにします。一方、クリアランスホールは、スレッドを関与せずにファスナーが通過できるスペースを提供します。
穴は、電気工学および電子工学にも不可欠です。 PCB(印刷回路板)は、電子コンポーネントをマウントおよび接続するために穴に依存しています。穴(Øスルー)を介して、ワイヤーとリードの通過を可能にしますが、⌴シンボルでマークされたブラインドホールは、コンポーネントの配置に特定の深さを提供します。
穴の機能を理解します
一般的な定義と特性
形状、サイズ、深さ
穴は、エンジニアリング設計に不可欠な要素です。それらはさまざまな形、サイズ、深さで提供されます。最も基本的な穴の種類は、Ø記号で示される円形の断面を備えた簡単な開口部です。
穴の直径は、穴の設計の重要な側面です。穴に通過したり収まることができるファスナーまたはコンポーネントのサイズを決定します。深さはもう1つの重要な特性であり、穴が材料に及ぶ程度を指定します。
穴の位置と公差
ホールの位置は、エンジニアリングアプリケーションで重要です。コンポーネントの適切なアラインメントと機能を保証します。公差は、穴の寸法と位置の許容可能な変動を指定します。
正確なホールの位置は、アセンブリプロセスに不可欠です。穴の配置がずれていると、装備の問題やパフォーマンスが侵害される可能性があります。許容範囲は、部品の一貫性と互換性を維持するのに役立ちます。
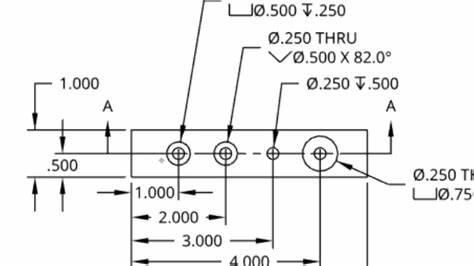
エンジニアリング図面のコールアウト記号は、穴の仕様を示しています。これらには、直径、深さ、場所の寸法が含まれます。これらのシンボルの適切な解釈は、正確な機械加工と穴の作成に不可欠です。
穴の作成のための機械加工技術
掘削、退屈、リーミングなど
エンジニアリングコンポーネントに穴を作成するために、さまざまな機械加工技術が採用されています。メソッドの選択は、穴のサイズ、深さ、精密要件、材料特性などの要因に依存します。いくつかの一般的なホールメイキングプロセスには次のものがあります。
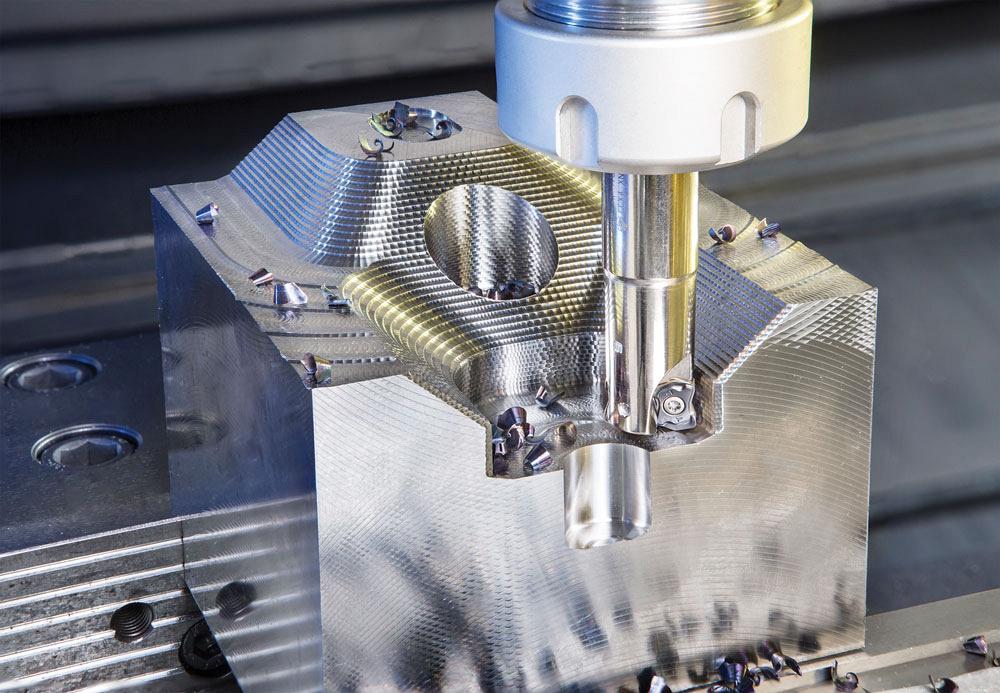
1.ドリング: これは、円筒形の穴を作成するための最も一般的な方法です。回転ドリルビットを使用して材料を削除し、目的の直径と深さの穴を作成することが含まれます。
2.ボーリング: 退屈は、既存の穴の精度を拡大または改善するために使用されます。単一点切削工具を使用して、穴の表面から材料を除去し、正確な寸法と滑らかな仕上げを実現することが含まれます。
3. Reaming: Reamingは、掘削または退屈した穴の表面仕上げと寸法精度を改善する仕上げ操作です。リーマーと呼ばれるマルチエッジの切削工具を使用して、少量の材料を除去し、シームレスな仕上げを実現することが含まれます。
4.スレッドミリング: スレッドミリングは、穴に内部スレッドを作成するために使用されるプロセスです。スレッドミリングツールを使用して、糸の表面に糸を切り、ねじ付きのファスナーをアセンブリに使用できるようにします。
その他の専門的な穴を開ける技術は次のとおりです。
●タッピング:タッピングツールを使用して内部スレッドの作成
●カウンターボルト:ボルトまたはねじヘッドを収容するために、ドリル穴の上部に大きな直径の凹部を作成する
●カウンタリンク:穴の入り口に円錐形のくぼみを作成して、フラットヘッドネジのフラッシュフィッティングを可能にします
エンジニアリングの一般的なタイプの穴
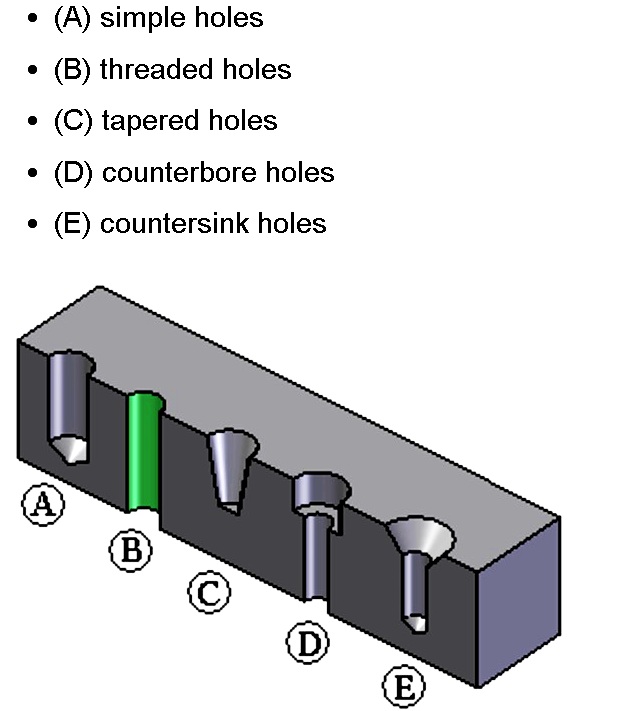
単純な穴
シンプルな穴とは何ですか?
シンプルな穴は、エンジニアリングで使用される最も基本的なタイプの穴です。それはオブジェクトの円形の切り抜きであり、全体に一定の直径があります。シンプルな穴は、簡単に作成でき、幅広いアプリケーションを備えています。
これらの穴は、掘削、パンチング、レーザー切断など、さまざまな方法を使用して作成できます。メソッドの選択は、材料、必要な精度、および生産量に依存します。
単純な穴は汎用性が高く、さまざまな業界のさまざまな製品やコンポーネントにあります。
単純な穴のコールアウトシンボル
エンジニアリング図面では、直径シンボル(Ø)を使用して単純な穴が表されます。このシンボルの後には、穴の直径が続きます。
たとえば、直径10mmの単純な穴は、図面に 'Ø10'とラベル付けされます。穴がオブジェクト全体を通過する場合、 'Ø10thru。'としてラベル付けされる場合があります。
単純な穴の深さは、オブジェクトを通過しない場合、図面にも指定されています。
シンプルな穴の使用
単純な穴には、エンジニアリングに多数のアプリケーションがあります。彼らは次のようなさまざまな目的を果たします。
●ボルトやネジの収容など、固定またはアセンブリのポイントを提供する
●他のコンポーネントのクリアランスまたはアクセスの作成
●流体またはガスの通過を可能にします
●交配部品の配置またはアライメント機能として機能する
アセンブリでは、複数のコンポーネントを結合するためにシンプルな穴がよく使用されます。これらは、ボルト、ネジ、リベットなどのファスナーを使用して、安全な接続を作成することを可能にします。
単純な穴は、コンポーネントの体重減少にも使用できます。不要な素材を削除することにより、設計者は強度や機能を損なうことなく軽い部品を作成できます。
さらに、単純な穴は、液体またはガスの導管として機能します。それらは、成分またはアセンブリを通じて液体、空気、またはその他の物質の通過を可能にします。
ブラインドホール
ブラインドホールとは何ですか?
ブラインドホールは、材料をずっと通らない一種の穴です。特定の深さを持つポケットやキャビティのようなものです。ブラインドホールは、反対側に突入することなく、掘削、リーミング、または材料に粉砕することによって作られます。
ブラインドホールの深さは、アプリケーションによって異なります。盲目の穴は浅く、他の穴は非常に深いことがあります。ブラインドホールの底は、それを作るために使用される切削工具の形状に応じて、平ら、円錐形、または湾曲している場合があります。
ブラインドホールは、多くの異なる製品やコンポーネントで一般的に使用されています。エンジンブロックから電子デバイスまで、あらゆるものに見つけることができます。
ブラインドホールのコールアウトシンボル
エンジニアリング図面では、直径シンボル(Ø)に続いて穴の深さを使用してブラインドホールが表されます。深さは通常、フラグのように見える深度記号を使用して指定されます。
たとえば、直径10mmと深さ20mmのブラインドホールには、 'Ø10x 20 'または 'Ø10-20深さ。'深さ記号が使用される場合、次のようになります。
盲目の穴の深さは、材料の表面から穴の底まで測定されることに注意することが重要です。これはスルーホールとは異なり、材料をずっと通り抜けます。
ブラインドホールの使用
ブラインドホールには、エンジニアリングでさまざまな用途があります。最も一般的なアプリケーションには次のものがあります。
●タッピング: ブラインドホールはタッピングによく使用されます。これは、ネジまたはボルトを受け入れるために糸に糸を切断するプロセスです。
●スレッド: タッピングと同様に、スレッドはスレッドをブラインドホールに切断して、スレッド接続を作成します。
●位置: ブラインドホールは、アセンブリ中にコンポーネントを整列または配置するのに役立つ配置機能として使用できます。
●体重減少: 場合によっては、ブラインドホールを使用して、その強度や機能を損なうことなく、コンポーネントの重量を減らすことができます。
ブラインドホールは、コンポーネントの取り付けまたは取り付けにも一般的に使用されます。たとえば、ブラインドホールを使用して、プレスフィットダボピンまたはスレッドインサートを受け入れる場合があります。
いくつかの用途では、潤滑またはクーラントの送達にブラインドホールが使用されます。穴を使用して、操作中に潤滑剤またはクーラントをコンポーネントの特定の領域にチャンネル化できます。
穴を通して
スルーホールとは何ですか?
スルーホールは、材料またはオブジェクトを完全に通過する穴の一種です。特定の深さを持つブラインドホールとは異なり、スルーホールは材料の両側に開口部を作成します。これは、片側から他方への穴から光を見ることができることを意味します。
穴を介して、掘削、パンチング、レーザー切断などのさまざまな方法を使用して作成できます。メソッドの選択は、材料、必要な精度、および生産量に依存します。
穴を介してエンジニアリングでは非常に一般的であり、多くの異なる製品やコンポーネントにあります。それらはしばしば、液体またはガスの通路を固定、アライメント、または作成するために使用されます。
穴のシンボルを呼び出します
エンジニアリング図面では、穴を通して直径記号(Ø)を使用して表され、その後に「」または 'を介して'を介して 'を使用して表現されます。
たとえば、直径10mmのスルーホールは、図面の 'Ø10thru 'または 'Ø10から'Ø10のようにラベル付けされます。これは、穴が素材をずっと通過することを示しています。
スルーホールがアセンブリの一部である場合、または許容値や表面仕上げなどの特定の要件がある場合、これらも図面に指定されます。
スルーホールの使用
穴を介して、エンジニアリングではさまざまな用途があります。最も一般的なアプリケーションには次のものがあります。
●固定: ボルト、ネジ、またはその他のファスナーがコンポーネントを結合するために穴を介して使用されることがよくあります。
●アラインメント: 穴を介して、アセンブリ中にコンポーネントを整列または配置するのに役立つ機能の位置化として使用できます。
●液体またはガスの流れ: 穴を通ることで、液体またはガスがコンポーネントまたはアセンブリを通過する通路を作成できます。
●体重減少: 場合によっては、穴を介して、強度や機能を損なうことなく、コンポーネントの重量を減らすために使用できます。
穴を介して、電気コンポーネントおよび電子コンポーネントでも一般的に使用されます。たとえば、印刷回路基板(PCB)は、多くの場合、コンポーネントの取り付けや電気接続の作成のための穴を介してあります。
一部のアプリケーションでは、穴を介して換気または冷却に使用されます。穴により、空気がコンポーネントまたはアセンブリを通ることができ、熱を消散させ、過熱を防ぐことができます。
中断された穴
中断された穴とは何ですか?
中断された穴は、連続または完全ではない穴の一種です。それは、スロット、溝、別の穴など、別の機能と交差または交差する穴です。これにより、穴のジオメトリに不連続性または中断が生じます。
中断された穴は、通常、掘削操作とフライス操作の組み合わせを使用して作成されます。このプロセスには、一連の重複する穴を掘削し、残りの材料を粉砕して目的の形状を作成することが含まれます。
中断された穴のコールアウトシンボル
エンジニアリング図面に中断された穴のための特定のコールアウト記号はありません。代わりに、中断された穴を構成する個々の機能は通常、個別に呼び出されます。
たとえば、中断された穴が一連の掘削穴と製粉されたスロットで構成されている場合、図面は、掘削された穴の直径と深さ、および製粉されたスロットの幅、長さ、深さを指定します。
場合によっては、中断された穴が単一の機能として呼び出され、個々の要素がメモまたは公差で指定されています。これは、特に中断された穴が部品の重要な特徴である場合、明確さやシンプルさのために行われることがよくあります。
中断された穴の使用
中断された穴は、エンジニアリングでいくつかの異なる用途があります。最も一般的なアプリケーションには次のものがあります。
●交尾機能: 中断された穴を使用して、2つの部分が互いに収まるか、相互作用できるようにする交配機能を作成できます。
●クリアランス: 中断された穴は、ワイヤー、ケーブル、ファスナーなど、他の機能やコンポーネントにクリアランスを提供できます。
●体重減少: 場合によっては、中断された穴を使用して、その強度や機能を損なうことなく、部品の重量を減らすことができます。
●クーラントまたは潤滑剤の通路: 中断された穴は、クーラントまたは潤滑剤が部品またはアセンブリを流れる通路を作成できます。
中断された穴の主な利点の1つは、それらが複雑な形状と機能間の相互作用を可能にすることです。掘削と製粉作業を組み合わせることにより、設計者は単一の操作で作ることが不可能な穴を作成できます。
ただし、中断された穴は、単純な穴よりも製造するのが難しい場合があります。個々の機能が正しく整列し、相互作用することを確認するために、慎重な計画と実行が必要です。耐性や粗さは、交尾機能の機能に影響を与える可能性があるため、中断された穴には耐性と表面仕上げがより重要になる場合があります。
カウンターボアの穴
カウンターボアホールとは何ですか?
カウンターボアの穴は、2つの異なる直径を持つ一種の穴です。材料に途中で掘削されたより大きな直径の穴で構成され、その後、より小さな直径の穴が続きます。より大きな直径の部分はカウンターボアと呼ばれ、ボルトまたはネジの頭を収容するように設計されています。
カウンターボアホールは、通常、カウンターボアツールと呼ばれる特殊なドリルビットを使用して作成されます。このツールには、直径が小さい穴を掘削するパイロットチップと、カウンターボアを作成するより大きな直径の最先端があります。
カウンターボアホールのコールアウトシンボル
エンジニアリング図面では、カウンターボアの穴は、その中に小さな正方形がある円のように見えるカウンターボアシンボルを使用して表されます。カウンターボアの直径が最初に指定され、その後、カウンターボアの深さが続きます。小さな穴の直径と深さも指定されています。
たとえば、深さ5mmの直径10mmのカウンターボアと直径6mmの穴を備えたカウンターボアの穴は、 '⌴10mm⨯5mm、∅6mmから'と呼ばれます。
カウンターボアホールの使用
カウンターボアホールは、次のようないくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●フラッシュマウント: カウンターボアの穴により、ボルトまたはネジが材料の表面で洗い流され、滑らかできれいな外観が生まれます。
●クリアランス: カウンターボアは、ボルトまたはネジの頭のクリアランスを提供し、干渉なしに自由に回転できるようにします。
●荷重分布: カウンターボアのより大きな直径は、ボルトまたはネジの荷重をより大きな領域に分配するのに役立ち、応力濃度を減らします。
カウンターボアの穴は、ボルトで固定された接続が強力で安全である必要があるが、きれいで完成した外観を持つ必要があるアプリケーションでよく使用されます。それらは、一般的に自動車および航空宇宙のコンポーネント、および産業機械と機器に見られます。
スポットフェイスホール
スポットフェイスホールとは何ですか?
スポットフェイスホールは、通常、穴の周りに平らな表面を作成するために使用される浅いカウンターボアを持つ穴の一種です。スポットフェイスは通常、穴の周りの不規則性や粗さをきれいにするのに十分なほど深く、ボルトやネジに座るための滑らかで偶数の表面を提供します。
スポットフェイスの穴は、材料の表面が粗いまたは不均一である可能性のある鋳造または鍛造アプリケーションによく使用されます。穴の周りにスポットフェイスを作成することにより、デザイナーは、ファスナーが安定した安全な取り付けポイントを持つことを確認できます。
スポットフェイスホールのコールアウトシンボル
エンジニアリング図面では、スポットフェイスの穴は、その内側に文字 'sf 'を備えた円のように見えるSpotfaceシンボルを使用して表されます。スポットフェイスの直径が最初に指定され、その後、スポットフェイスの深さが続きます。メインホールの直径と深さも指定されています。
たとえば、深さ2mmの直径20mmのスポットフェイスと直径10mmの穴のあるスポットフェイスホールは、「sf 20mm⨯2mm、∅10mmスルー」として呼ばれます。
スポットフェイスホールの使用
スポットフェイスホールは、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●表面の準備: スポットフェイスホールは、材料の表面をボルト留めまたはねじ込まれた接続用に準備し、ファスナーに平らで安定した取り付けポイントがあることを確認します。
●応力分布: スポットフェイスは、ファスナーのストレスをより大きな領域に分配するのに役立ち、損傷や障害のリスクを軽減します。
●シーリング: 場合によっては、スポットフェイスホールを使用して、ガスケットまたはOリングのシーリング表面を作成し、漏れや汚染を防ぐのに役立ちます。
スポットフェイスホールの適用
スポットフェイスホールは、鋳物や鍛造など、材料の表面が粗いまたは不均一な用途でよく使用されます。それらは、一般的に自動車および航空宇宙のコンポーネント、および産業機械と機器に見られます。
スポットフェイスホールのいくつかの特定のアプリケーションには次のものがあります。
●エンジンブロックとシリンダーヘッド
●送信ケースとハウジング
●サスペンションコンポーネント
●構造フレームとサポート
これらのアプリケーションでは、スポットフェイスホールは、粗いまたは不規則な表面でさえ、重要なファスナーが安全で安定した取り付けポイントを確保するのに役立ちます。穴の周りに滑らかで均一な表面を作成することにより、スポットフェイスホールは最終アセンブリの全体的な品質と信頼性を向上させるのに役立ちます。
countersink穴
Countersinkホールとは何ですか?
a Bountersink Holeは 、上部に円錐形の開口部がある穴の一種です。これにより、平らなねじが材料の表面で洗い流されることができます。カウンテルインクは通常、ネジの直径よりも広く、カウンターインクの角度はネジ頭の角度と一致します。
countersink穴は、航空宇宙や自動車コンポーネントなど、フラッシュまたは控えめな外観が望まれるアプリケーションでよく使用されます。また、ひっかくねじヘッドによる損傷や損傷のリスクを減らすためにも使用できます。
countersink穴のコールアウトシンボル
エンジニアリング図面では、bountersink穴は、上部に小さな円がある三角形のように見えるcountersinkシンボルを使用して表されます。 bountersinkの直径が最初に指定され、その後、bountersinkの角度が続きます。メインホールの直径と深さも指定されています。
たとえば、直径10mmのカウンターインクを備えたカウンターインクホールは、90度で、直径6mmの穴は、 '⌵10mm⨯90°、∅6mmから'と呼ばれます。
countersinkホールの使用
countersinkホールは、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●フラッシュ取り付け: countersink穴により、平らなねじが材料の表面で洗い流されると、滑らかで目立たない外観が生まれます。
●空気力学: 航空宇宙アプリケーションでは、穴を刻むことで、ひっくり返すねじヘッドを排除することで抗力を減らし、空力性能を改善するのに役立ちます。
●安全性: 場合によっては、手すりや機器パネルなどの突出したねじヘッドによる負傷または損傷のリスクを減らすために、bountersink穴を使用する場合があります。
countersink穴の適用
countersink穴は、以下のように、フラッシュまたは控えめな外観が重要であるアプリケーションでよく使用されます。
●航空機の胴体と翼
●自動車用ボディパネルとトリム
●電子デバイスエンクロージャー
●家具とキャビネット
これらのアプリケーションでは、Boutersink Holesは、滑らかで合理化された外観を作成するのに役立ち、同時にフラットヘッドネジに安全で安定した取り付けポイントを提供します。 BountersInkの円錐形の形状は、ネジを中央に配置して荷重を均等に分配するのに役立ち、損傷や故障のリスクを軽減します。
カウンターインクホールは、ネジヘッドに合わせて正確な角度と深さを必要とするため、他のタイプの穴よりも作成するのが難しい場合があります。ただし、適切なツールとテクニックを使用すると、BountersInkホールは、あらゆるアセンブリに高品質でプロフェッショナルな仕上げを提供できます。
カウンタードリルホール
カウンタードリルホールとは何ですか?
カウンタードリルの穴は、上部に円筒形のカウンターボアを備えた穴の一種で、その後、材料を通り抜ける場合としない場合がある直径の穴が小さくなります。カウンタードリルは、通常、ソケットヘッドキャップネジまたは他の種類のファスナーのヘッドのクリアランスを提供するために使用されます。
カウンタードリルの穴はbountersink穴に似ていますが、円錐形の形状の代わりに、カウンタードリルは円筒形です。これにより、ファスナーヘッドは材料の表面で洗い流し、ヘッドに追加のクリアランスを提供できます。
カウンタードリルホールのコールアウトシンボル
エンジニアリング図面では、カウンタードリルホールは、カウンターボアホールと同じシンボルを使用して表されます。これは、その中に小さな正方形のある円のように見えます。カウンタードリルの直径が最初に指定され、その後、カウンタードリルの深さが続きます。メインホールの直径と深さも指定されています。
たとえば、深さ5mmの直径10mmのカウンタードリルと、深さ10mmの直径6mmのブラインドホールを備えたカウンタードリルホールは、 '⌴10mm⨯5mm、∅6mm⨯10mm 'と呼ばれます。
カウンタードリルホールの使用
カウンタードリルホールは、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●ファスナーヘッドのクリアランス: カウンタードリルホールは、ソケットヘッドキャップネジやその他の種類のファスナーのヘッドにクリアランスを提供し、材料の表面で洗い流すことができます。
●応力分布: カウンタードリルの円筒形の形状は、ファスナーヘッドのストレスをより大きな領域に分配するのに役立ち、損傷や故障のリスクを軽減します。
●アラインメント: 場合によっては、カウンタードリルホールを使用して、部品の交尾を提供したり、コンポーネントの他の機能を見つけたりするために使用される場合があります。
カウンタードリル穴の適用
カウンタードリルホールは、フラッシュマウントファスナーが必要なアプリケーションでよく使用されますが、ヘッドには追加のクリアランスが必要です。カウンタードリル穴の特定のアプリケーションには次のものがあります。
●機械および機器のコンポーネント
●カビとダイのコンポーネント
●自動車および航空宇宙コンポーネント
これらのアプリケーションでは、カウンタードリルホールは、ファスナーに安全で安定した取り付けポイントを提供し、同時に簡単に設置と削除を可能にします。カウンタードリルの円筒形の形状は、ストレス集中を減らし、アセンブリの全体的な強度と耐久性を改善するのに役立ちます。
カウンタードリルホールは、掘削、退屈、フライス式など、さまざまな方法を使用して作成できます。メソッドの選択は、穴のサイズと深さ、および機械加工された材料に依存します。適切なツールとテクニックを備えたカウンタードリルホールは、さまざまなエンジニアリングアプリケーションに高品質で機能的なソリューションを提供できます。
テーパー穴
テーパーホールとは何ですか?
テーパーの穴は、直径が一方の端から他方に徐々に変化し、円錐形のプロファイルを作成する穴の一種です。テーパー角は通常、直径の変化と穴の長さの比率として指定されます。
テーパー穴は、交配部品の間にタイトで安全なフィットが必要なアプリケーションでよく使用されます。テーパー形状により、簡単に挿入して取り外し、完全に関与すると強く安定した接続を提供します。
テーパー穴のコールアウトシンボル
エンジニアリング図面では、テーパー穴がテーパー記号を使用して表されます。これは、頂点に小さな円がある三角形のように見えます。テーパー角度は、直径の変化と穴の長さの比率を使用して指定されています。たとえば、1:12のテーパーは、長さ12単位ごとに直径が1ユニットずつ変化することを意味します。
テーパー穴の小さな端径と大きな端直径も、図面に指定されています。たとえば、10mmの小さな端直径、12mmの大きな末端直径、1:12のテーパー角を持つテーパー穴は、 '∅10mm-12mm⨯1:12テーパー'として呼ばれます。
テーパー穴の使用
テーパー穴は、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●交配部品: テーパー穴は、シャフトやハブ、バルブの茎、シートなど、交配部品間の安全で安定した接続を提供できます。
●アラインメント: 穴の先細りの形状は、組み立て中に交尾部分を整列させ、不整合または損傷のリスクを減らすのに役立ちます。
●シーリング: 場合によっては、テーパー穴を使用して、油圧システムや空気圧システムなどの交配部品間にシールを作成することができます。
テーパー穴の適用
テーパー穴は、交配部品の間にタイトで安全なフィットが必要なアプリケーションでよく使用されます。テーパー穴の特定のアプリケーションには次のものがあります。
●工作機械のスピンドルとツールホルダー
●バルブの茎とシート
●ホイールハブと車軸
●ピンとダボをテーパーします
これらのアプリケーションでは、穴のテーパー形状により、組み立てや分解が簡単になり、完全に係合すると強く安定した接続を提供できます。テーパー形状は、交尾表面全体に荷重を均等に分配するのにも役立ち、損傷や故障のリスクを軽減します。
テーパー穴は、リーミング、退屈、研削など、さまざまな方法を使用して作成できます。メソッドの選択は、テーパーのサイズと角度、および機械加工された材料に依存します。適切なツールとテクニックを備えたテーパーホールは、多くの異なるエンジニアリングアプリケーションに高品質で機能的なソリューションを提供できます。
ねじクリアランスホール
ねじクリアランスホールとは何ですか?
ねじクリアランスホールは、それを通過するネジの直径よりわずかに大きい穴の一種です。余分なスペースにより、ネジをバインディングしたり、立ち往生したりすることなく、ネジを簡単に通過できます。
ネジクリアランス穴は、通常、ある部品を別の部品に固定する必要があるアプリケーションで使用されますが、ネジはタイトなフィットを作成する必要はありません。クリアランス穴により、ネジ自体を損傷することなく、ネジを簡単に挿入して取り外すことができます。
ねじクリアランスホールのコールアウトシンボル
エンジニアリング図面では、ネジクリアランスホールは、標準の穴シンボルを使用して表されます。これは、リーダーラインを指している円のように見えます。穴の直径は、使用されるネジの種類などの追加情報とともに、リーダーラインで指定されています。
たとえば、1/4 '-20ネジのクリアランスホールは、'∅0.266thru 'として呼ばれ、0.266インチとスルーホールの穴の直径を示します。
ネジクリアランスホールの使用
ネジクリアランスホールは、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●固定: ネジ穴を使用して、ネジまたはボルトを使用して2つ以上の部品を固定します。クリアランスホールにより、ネジを密着させることなく簡単に通過できます。
●調整可能性: 場合によっては、部品間の調整可能性を可能にするために、ネジクリアランス穴を使用する場合があります。クリアランスホールにより、部品を損傷することなく、必要に応じてネジを緩めて締めます。
●アライメント: ねじクリアランス穴を使用して、アセンブリ中に部品を整列させることもできます。穴の直径が大きいほど、いくつかの小刻みの部屋が可能になり、部品を正しく並べやすくなります。
ねじクリアランス穴の適用
ネジクリアランス穴は、非透過性の調整可能な留め具が必要なアプリケーションでよく使用されます。ネジクリアランスホールの特定のアプリケーションには次のものがあります。
●家具アセンブリ
●マシンガードとカバー
●電気エンクロージャーとパネル
●自動車および航空宇宙コンポーネント
これらのアプリケーションでは、ネジクリアランスホールは、部品を一緒に固定するためのシンプルで効果的な方法を提供しながら、簡単に組み立てて分解します。穴の直径が大きいほど、ファスナーの周りのストレス濃度を減らすのにも役立ち、アセンブリの全体的な強度と耐久性が向上します。
ネジクリアランスホールは、掘削、パンチング、レーザー切断など、さまざまな方法を使用して作成できます。メソッドの選択は、穴のサイズと形状、および機械加工された材料に依存します。適切なツールとテクニックを備えたネジクリアランスホールは、多くの異なるエンジニアリングアプリケーションに信頼できる費用対効果の高いソリューションを提供できます。
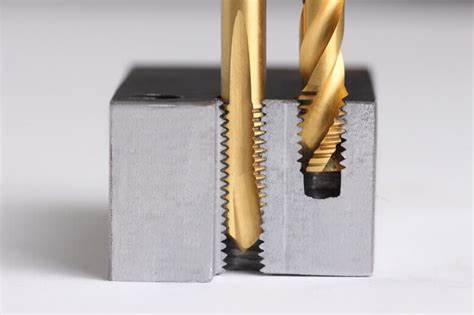
タップ穴
タップの穴とは何ですか?
タップされた穴は、タップと呼ばれるツールを使用してスレッドがカットされた穴の一種です。糸により、ネジまたはボルトを穴にねじ込み、強力で安全な固定点を作成できます。
タップされた穴は、通常、材料に最初に穴を開けることによって作成され、次にタップを使用して糸を穴にカットします。タップは、基本的に、穴に回転するときに材料を除去する鋭い切断端のネジです。
タップされた穴のコールアウトシンボル
エンジニアリング図面では、タップされた穴は、使用されているスレッドのサイズとタイプを示す特別なシンボルを使用して表されます。タップ穴の最も一般的な標準はメトリック標準です。メトリック標準は、文字 'm 'を使用して、その後にミリメートルの穴の公称直径を使用します。
たとえば、M8スレッドのタップ穴は、 'm8 x 1.25 'として呼ばれます。ここで、 '1.25 'はスレッドのピッチ(各スレッド間の距離)を示します。
タップされた穴の使用
タップされた穴は、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●固定: タップ穴は、ネジとボルトの強力で安全な固定点を作成するために使用されます。穴の糸がネジまたはボルトの糸を握り、しっかりと所定の位置に保持します。
●アセンブリ: タップされた穴は、複数の部品を単一のユニットに組み立てるためによく使用されます。ネジまたはボルトを使用して、タップされた穴を通して部品を固定することにより、強力で安定したアセンブリを作成できます。
●調整: 場合によっては、パーツの調整またはアラインメントを可能にするために、タップされた穴を使用する場合があります。タップされた穴のネジまたはボルトを緩めたり締めたりすることにより、部品の位置を微調整できます。
タップ穴の適用
タップされた穴は、以下を含む多くの異なる業界でさまざまなアプリケーションで使用されています。
●自動車: タップされた穴は、エンジン、トランスミッション、その他のコンポーネントの組み立てのために自動車製造で広く使用されています。
●航空宇宙: タップされた穴は、航空機の構造、エンジン、およびその他のコンポーネントを組み立てるための航空宇宙アプリケーションで使用されます。
●産業機械: タップされた穴は、ギア、ベアリング、ハウジングなどのコンポーネントの組み立てと固定化のために工業機械で使用されます。
これらのアプリケーションでは、タップされた穴は、コンポーネントを固定および組み立てる強力で安全で信頼できる手段を提供します。穴の糸は、ネジまたはボルトを握るための大きな表面積を作成し、荷重を均等に分配し、故障のリスクを減らします。
タップされた穴は、金属、プラスチック、複合材料など、さまざまな材料で作成できます。材料と糸のサイズの選択は、特定のアプリケーションと、固定点に適用される負荷に依存します。適切なツールとテクニックを備えたタップ穴は、さまざまなエンジニアリングの課題に汎用性が高く効果的なソリューションを提供できます。
ねじ付き穴
ねじ付き穴とは何ですか?
ねじ穴は、糸がカットされた穴の一種であり、ネジまたはボルトを穴に通すことができます。ねじれた穴はタップされた穴に似ていますが、「ねじ穴」という用語は、スレッドの作成方法に関係なく、より一般的にはスレッドのある穴を参照するためによく使用されます。
ねじれた穴は、タッピング、スレッドフライス、糸の形成など、さまざまな方法を使用して作成できます。メソッドの選択は、スレッドにされている素材、必要なスレッドのサイズとタイプ、および生産量に依存します。
スレッドホールのコールアウトシンボル
エンジニアリング図面では、使用されているスレッドのサイズとタイプを示すシンボルを使用して、ねじ穴が表されます。シンボルは、メトリックスレッドの 'm 'または統一されたスレッドの 'un 'などのスレッド指定で構成され、その後にスレッドの公称直径とピッチが続きます。
たとえば、m10 x 1.5のねじ穴は 'm10 x 1.5 'として呼び出されます。ここで、 'm10 'は名目直径10mmのメトリックスレッドを示し、 '1.5 'はスレッドのピッチ(各スレッド間の距離)を示します。
スレッドホールの使用
ねじ穴は、以下を含むいくつかの異なるアプリケーションのエンジニアリングで一般的に使用されます。
●固定: ねじ穴は、ネジとボルトの強力で安全な固定点を作成するために使用されます。穴の糸がネジまたはボルトの糸を握り、しっかりと所定の位置に保持します。
●調整: ねじ穴を使用して、部品の調整またはアラインメントを可能にすることができます。ネジまたはボルトをねじ込み穴に回すことにより、部品の位置を微調整できます。
●アセンブリ: スレッド穴は、複数の部品を単一のユニットに組み立てるためによく使用されます。ネジまたはボルトを使用して、ねじれた穴を通して部品を固定することにより、強力で安定したアセンブリを作成できます。
スレッド穴の適用
ねじれた穴は、以下を含む多くの異なる業界でさまざまなアプリケーションで使用されています。
●自動車: エンジン、トランスミッション、その他のコンポーネントの組み立てのために、自動車製造で広範囲に使用されています。
●航空宇宙: 航空機の構造、エンジン、およびその他のコンポーネントを組み立てるための航空宇宙アプリケーションでは、ねじ穴が使用されています。
●消費者製品: ネジ付き穴は、コンポーネントの組み立ておよび固定化のために、電子機器やアプライアンスなどの多くのコンシューマ製品で使用されます。
これらのアプリケーションでは、ねじれた穴は、コンポーネントを固定および組み立てる強力で安全で信頼できる手段を提供します。穴の糸は、ネジまたはボルトを握るための大きな表面積を作成し、荷重を均等に分配し、故障のリスクを減らします。
ねじれた穴は、金属、プラスチック、複合材料など、さまざまな材料で作成できます。材料と糸のサイズの選択は、特定のアプリケーションと、固定点に適用される負荷に依存します。適切なツールとテクニックを備えたスレッドホールは、さまざまなエンジニアリングの課題に汎用性が高く効果的なソリューションを提供できます。
穴を作成する際に考慮すべき機能
エンジニアリングの穴を作成するときは、目的の結果を確保するために、いくつかの重要な機能を考慮する必要があります。これらの機能には、深さ、直径、寛容、およびマシンが困難な素材によってもたらされる課題が含まれます。これらの側面のそれぞれをより詳細に調べましょう。

深さとその影響
穴の深さは、その機能と最終製品の全体的なパフォーマンスにおいて重要な役割を果たします。ブラインドホールでは、深さが底に残っている材料の量を決定し、コンポーネントの強度と安定性に影響します。深さを正確に制御することは、意図せずにワークの反対側を突破するのを防ぐために不可欠です。
穴の深さは、切削工具と機械加工パラメーターの選択にも影響します。より深い穴には、真っ直ぐ性を維持し、たわみを避けるために、ディープホールドリルや銃ドリルなどの特殊なツールが必要になる場合があります。切削速度と飼料速度は、深さの増加に対応し、適切なチップ避難を確保するために調整する必要がある場合があります。
さらに、穴の深さは、表面仕上げと寸法の精度に影響を与える可能性があります。深さが増えると、一貫した表面仕上げを維持し、穴のサイズと形状を制御することがより困難になります。したがって、深さの要件を慎重に検討し、適切な機械加工プロセスとツールを選択して目的の結果を達成することが重要です。
直径の選択
穴の正しい直径を選択することは、エンジニアリングアプリケーションのもう1つの重要な要因です。穴の直径は、コンポーネントの強度、機能、および他の部分との互換性に影響を与える可能性があります。直径を選択するとき、エンジニアは穴の目的、耐える荷物、およびそれが相互作用する交配コンポーネントを考慮する必要があります。
多くの場合、標準のドリルサイズを使用して、一般的な直径の穴を作成します。これらの標準サイズは容易に入手でき、製造プロセスを簡素化できます。ただし、特定の設計要件を満たすために標準以外の直径が必要な場合がある場合があります。そのような場合、カスタムツールまたは特殊な機械加工技術が必要になる場合があります。
穴の直径は、穴と組み合わせて使用されるファスナーやその他のハードウェアの選択にも影響します。たとえば、クリアランスホールは、ボルトまたはネジが干渉なしに通過できるように適切にサイズにする必要がありますが、ねじ穴には、交配ファスナーと安全に関与するために正しい直径と糸ピッチが必要です。
許容要件
耐性は、穴のサイズ、形状、および位置の許容可能な変動範囲を決定するため、穴作りにおける重要な考慮事項です。必要な耐性は、特定のアプリケーションとコンポーネントの機能に依存します。高精度のアセンブリにはより緊密な許容範囲が必要になる場合がありますが、より重要でないアプリケーションでは緩い許容範囲は受け入れられる場合があります。
望ましい耐性を達成するには、エンジニアは適切な機械加工プロセスとツールを慎重に選択する必要があります。リーミングやホーニングなどの一部のプロセスでは、非常に厳しい許容範囲を備えた穴を生成できますが、掘削やパンチングなどの他のプロセスでは、より大きなバリエーションがある場合があります。切削工具、機械加工パラメーター、およびワークホールディング方法の選択も、達成可能な耐性に影響を与える可能性があります。
サイズと形状の許容度に加えて、エンジニアは、コンポーネント上の他の特徴に関連する穴の位置に関連する位置許容度も考慮する必要があります。位置許容度は、交配部品間の適切なアライメントと適合を確保するために重要です。ジグや備品などの特殊なツールを使用して、機械加工プロセス中に位置の精度を維持することができます。
困難な材料を機械加工します
一部の材料は、ホールメイキングに関して大きな課題をもたらします。これらのマシンが困難な素材には次のものが含まれます。
●超合金:航空宇宙およびエネルギーの用途で使用される高強度、熱耐性合金。
●チタン:軽量、強く、腐食耐性ですが、加工中に強化と熱の生成を行う傾向があります。
●セラミック:骨折やチッピングを避けるために特殊なツールと技術を必要とする硬くて脆い材料。
●複合材料:機械加工中にデラミネートまたはほつれを可能にする炭素繊維強化ポリマーなど、複数の成分から作られた材料。
これらの挑戦的な材料の穴を加工する場合、エンジニアは各材料に関連する特定の困難を克服するために適切な戦略を採用する必要があります。例えば:
●耐摩耗性コーティングを備えた鋭く高品質の切削工具を使用します。
●適切な切断速度と飼料レートを適用して、熱の生成とツールの摩耗を最小限に抑えます。
●摩擦と熱の蓄積を減らすために、クーラントと潤滑剤を採用します。
●チップを破り、ツールの破損を避けるための、サイクルまたはその他のテクニックを実装します。
●多結晶ダイヤモンド(PCD)または窒化キュービックボロン(CBN)などの特殊なツールの幾何学または材料を利用します。



















