Díry hrají klíčovou roli ve strojírenství a Obrábění CNC , ale pochopení různých typů, symbolů a aplikací může být náročné. Přemýšleli jste někdy o tom, co je to pro Counterbore Hole nebo jak identifikovat různé popisky pro díry ve výkresech inženýrství?
Tento článek se ponoří hluboko do nejběžnějších typů děr používaných ve strojírenství, včetně slepých děr, otvory, otvory proti botu, obličejových otvorů a dalších. Prozkoumáme jejich jedinečné vlastnosti, aplikace a jak je identifikovat v inženýrských výkresech pomocí standardizovaných symbolů a popisky.
Význam děr ve strojírenství
Díry hrají klíčovou roli v různých inženýrských polích. Slouží více účelům, od umožnění průchodu vodičů a tekutin až po ubytování upevňovacích prvků. Otvory jsou nezbytné pro sestavu a funkčnost nespočetných inženýrských komponent a systémů.
Ve strojírenství se otvory používají pro upevňovací díly dohromady. Vtiskové otvory, které mají vnitřní vlákna vytvořená pomocí klepání nebo frézování nití, umožňují, aby šrouby a šrouby bezpečně držely komponenty na místě. Na druhé straně otvory pro odbavení poskytují prostor pro procházení spojovacích prostředků bez zapojení vláken.
Otvory jsou také životně důležité v elektrickém a elektronickém inženýrství. PCB (desky s obvody) spoléhají na otvory pro připojení a připojení elektronických součástí. Prostřednictvím otvorů (Ø Thru) umožňují průchod vodičů a vodičů, zatímco slepé otvory, označené ⌴ symbolem, poskytují specifickou hloubku pro umístění komponenty.
Porozumění prvkům díry
Obecná definice a charakteristiky
Tvar, velikost a hloubka
Otvory jsou základními prvky v inženýrském designu. Přicházejí v různých tvarech, velikostech a hloubkách. Nejzákladnějším typem díry je přímý otvor s kruhovým průřezem, označený symbolem Ø.
Průměr díry je klíčovým aspektem designu díry. Určuje velikost upevňovacích prvků nebo součástí, které mohou projít nebo zapadnout do díry. Hloubka je další důležitá charakteristika, která specifikuje, jak daleko se díra rozprostírá do materiálu.
Umístění díry a tolerance
Umístění díry je rozhodující v inženýrských aplikacích. Zajišťuje správné zarovnání a funkčnost komponent. Tolerance určují přijatelnou změnu rozměrů a polohy díry.
Přesné umístění díry je nezbytné pro montážní procesy. Nesrovnané otvory mohou vést k problémům s montáží a ohrožení výkonu. Tolerance pomáhají udržovat konzistenci a zaměnitelnost částí.
Symboly popisky na inženýrských výkresech označují specifikace díry. Patří sem průměr, hloubka a rozměry polohy. Správná interpretace těchto symbolů je zásadní pro přesné obrábění a tvorbu děr.
Techniky obrábění pro tvorbu díry
Vrtání, nudné, vytahování a další
K vytváření děr ve strojírenských komponentách se používají různé techniky obrábění. Výběr metody závisí na faktorech, jako je velikost díry, hloubka, požadavky na přesnost a vlastnosti materiálu. Některé běžné procesy pro výrobu díry zahrnují:
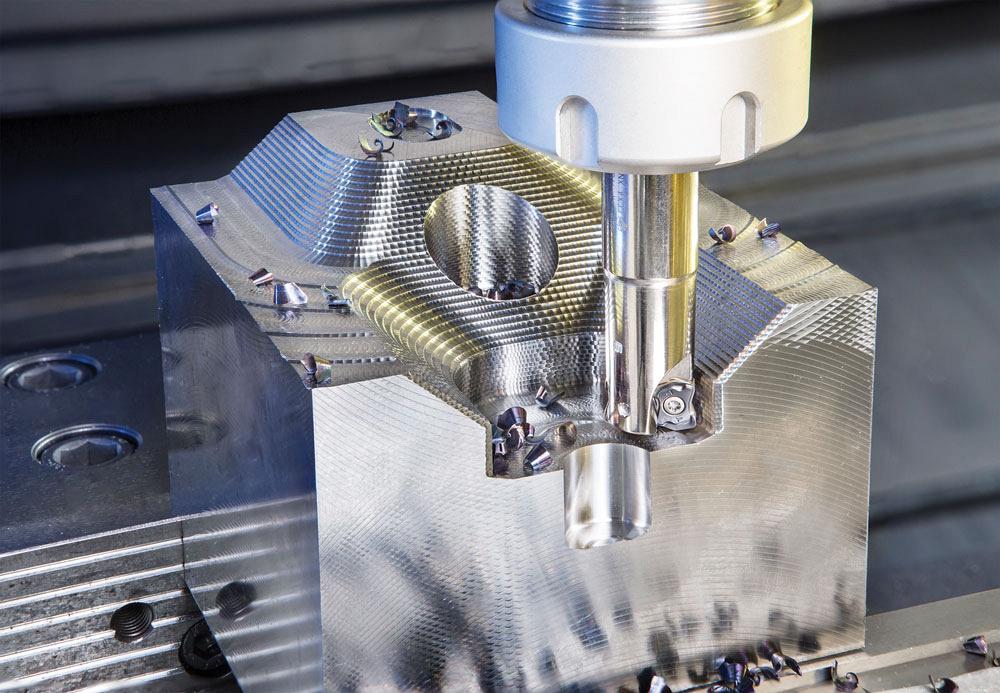
1. Drilling: Toto je nejběžnější metoda pro vytváření válcových děr. Zahrnuje použití rotujícího vrtného bitů k odstranění materiálu a vytvoření otvoru požadovaného průměru a hloubky.
2.boring: nuda se používá ke zvětšení nebo zlepšení přesnosti již existujících děr. Zahrnuje použití jednobodového řezacího nástroje k odstranění materiálu z povrchu díry, dosažení přesných rozměrů a hladké povrchové úpravy.
3. Vytváření: Využití je dokončovací operace, která zlepšuje povrchovou úpravu a rozměrovou přesnost vrtaných nebo znuděných otvorů. Zahrnuje použití vícekopného řezacího nástroje nazývaného reamer k odstranění malého množství materiálu a dosažení plynulého povrchu.
4.Thread frézování: Frézování nití je proces používaný k vytváření vnitřních vláken v dírách. Zahrnuje použití nástroje pro frézování nití k odříznutí nití do povrchu otvoru, což umožňuje použití spojovacích prvků pro sestavení.
Mezi další specializované techniky výroby díry patří:
● Klepání: Vytváření vnitřních vláken pomocí nástroje klepnutí
● Projdoucích: Vytvoření výklenku s větším průměrem v horní části vyvrtané díry pro ubytování šroubů nebo šroubů hlavy
● Countersinking: Vytvoření kuželového výklenku u vchodu do díry, aby se umožnilo splachování šroubů s plochou hlavou
Běžné typy děr ve strojírenství
Jednoduché díry
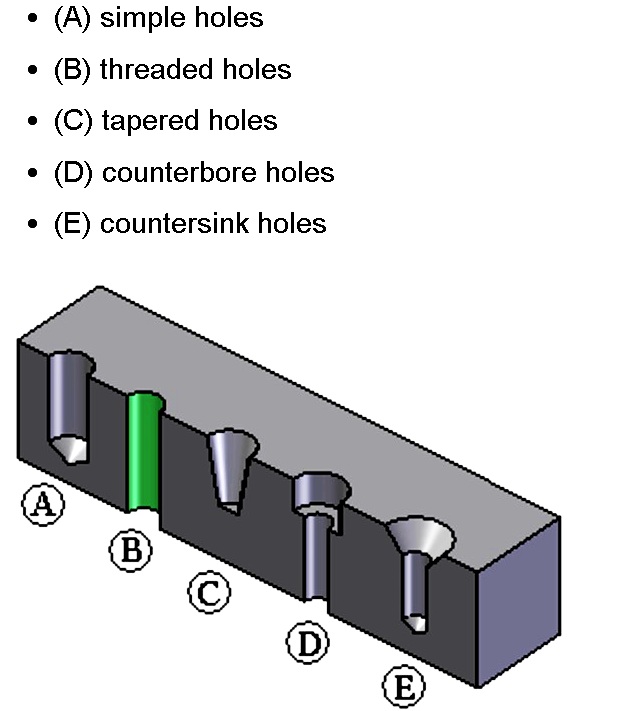
Co je to jednoduchá díra?
Jednoduchá díra je nejzákladnější typ díry používané ve strojírenství. Je to kruhový výřez v předmětu s konstantním průměrem. Jednoduché díry se snadno vytvářejí a mají širokou škálu aplikací.
Tyto otvory mohou být vyrobeny pomocí různých metod, jako je vrtání, děrování nebo řezání laseru. Výběr metody závisí na materiálu, požadované přesnosti a objemu výroby.
Jednoduché díry jsou všestranné a lze je nalézt v mnoha různých produktech a komponentách napříč různými průmyslovými odvětvími.
Symbol popisky jednoduché díry
Na inženýrských výkresech jsou jednoduché díry reprezentovány pomocí symbolu průměru (Ø). Po tomto symbolu následuje průměr otvoru.
Například jednoduchá díra s průměrem 10 mm by byla na výkresu označena jako 'Ø10 '. Pokud díra prochází celým objektem, může být označena jako 'Ø10 přes. '
Hloubka jednoduché díry je také specifikována na výkresu, pokud neprochází objektem.
Použití jednoduché díry
Jednoduché díry mají v inženýrství řadu aplikací. Slouží různým účelům, například:
● Poskytování bodů pro upevnění nebo montáž, jako je ubytování šroubů nebo šroubů
● Vytváření povolení nebo přístupu pro jiné komponenty
● Povolení průchodu tekutin nebo plynů
● Slouží jako funkce lokalizace nebo zarovnání pro páření dílů
V sestavách se často používají jednoduché díry k připojení k více komponentám dohromady. Umožňují použití upevňovacích prvků, jako jsou šrouby, šrouby nebo nýty k vytváření zabezpečených připojení.
Jednoduché otvory lze také použít pro snížení hmotnosti složek. Odstraněním zbytečného materiálu mohou návrháři vytvářet lehčí části bez ohrožení síly nebo funkčnosti.
Navíc jednoduché díry mohou sloužit jako potrubí pro tekutiny nebo plyny. Umožňují průchod kapalin, vzduchu nebo jiných látek prostřednictvím komponenty nebo sestavy.
Slepé díry
Co je to slepá díra?
Slepá díra je typ díry, která nejedná až po materiálu. Je to jako kapsa nebo dutina, která má konkrétní hloubku. Slepé otvory se vyrábějí vrtáním, vytažením nebo frézováním do materiálu, aniž by se prorazily na druhou stranu.
Hloubka slepé díry se může lišit v závislosti na aplikaci. Některé slepé díry jsou mělké, zatímco jiné mohou být docela hluboké. Spodní část slepé díry může být plochá, kuželová nebo zakřivená, v závislosti na tvaru nástroje pro řezání používaného k jeho výrobě.
Slepé otvory se běžně používají v mnoha různých produktech a komponentách. Najdete je ve všem od bloků motoru po elektronická zařízení.
Symbol popisky slepé díry
Na inženýrských výkresech jsou slepé otvory reprezentovány pomocí symbolu průměru (Ø) následované hloubkou díry. Hloubka je obvykle specifikována pomocí symbolu hloubky, který vypadá jako vlajka.
Například slepá díra s průměrem 10 mm a hloubka 20 mm by byla označena jako 'Ø10 x 20 ' nebo 'Ø10 - 20 Deep. ' Pokud je použit hloubkový symbol, vypadal by takto: 'Ø10 ⚑ 20. '
Je důležité si uvědomit, že hloubka slepé díry se měří z povrchu materiálu ke dnu díry. To se liší od díry, která prochází materiálem.
Použití slepých děr
Slepé otvory mají v inženýrství mnoho různých využití. Některé z nejběžnějších aplikací zahrnují:
● Klepání: Slepé otvory se často používají k klepání, což je proces řezání nití do otvoru, aby se přijala šroub nebo šroub.
● Vtiteň: Podobně jako klepání, navlékání zahrnuje řezání nití do slepé díry, aby se vytvořilo připojení k závitu.
● Vyhledání: Slepé otvory lze použít jako lokalizační prvky, které pomáhají vyrovnat nebo položit komponenty během sestavy.
● Snížení hmotnosti: V některých případech lze slepé otvory použít ke snížení hmotnosti komponenty, aniž by byla ohrožena její síla nebo funkčnost.
Slepé otvory se také běžně používají pro montáž nebo připojení komponent. Například slepá díra by mohla být použita k přijetí kolíku s lisovacími hmotami nebo vložkou závitem.
V některých aplikacích se slepé otvory používají pro mazání nebo dodávku chladicí kapaliny. Během provozu lze díru použít k nasměrování maziva nebo chladicí kapaliny do konkrétní oblasti komponenty.
Přes díry
Co je to skrz díru?
A skrz díra je typ díry, která prochází úplně materiálem nebo předmětem. Na rozdíl od slepé díry, která má specifickou hloubku, vytvoří otvor přes otvor na obou stranách materiálu. To znamená, že můžete vidět světlo skrz díru z jedné strany na druhou.
Prostřednictvím otvorů lze vyrobit pomocí různých metod, jako je vrtání, děrování nebo řezání laseru. Výběr metody závisí na materiálu, požadované přesnosti a objemu výroby.
Prostřednictvím otvorů jsou velmi běžné v inženýrství a lze je nalézt v mnoha různých produktech a komponentách. Často se používají pro upevnění, vyrovnání nebo vytváření průchodu pro tekutiny nebo plyny.
Symbol popisky skrz díry
Na inženýrských výkresech jsou skrze díry reprezentovány pomocí symbolu průměru (Ø) následované slovem 'Thru ' nebo 'přes '
Například otvor s průměrem 10 mm by byl označen jako 'Ø10 přes ' nebo 'Ø10 až ' na výkresu. To ukazuje, že díra prochází až do materiálu.
Pokud je otvor přes díru součástí sestavy nebo má specifické požadavky, jako jsou tolerance nebo povrchové povrchové úpravy, budou také uvedeny na výkresu.
Použití otvorů
Prostřednictvím otvorů mají v inženýrství mnoho různých využití. Některé z nejběžnějších aplikací zahrnují:
● Upevňování: Prostřednictvím otvorů se často používají pro šrouby, šrouby nebo jiné upevňovací prvky, aby se spojily do komponent dohromady.
● Zarovnání: Prostřednictvím otvorů lze použít jako lokalizační prvky, které pomáhají vyrovnat nebo položit komponenty během sestavy.
● Kapalina nebo průtok plynu: Prostřednictvím otvorů může vytvořit průchod pro tekutiny nebo plyny, aby se pohybovali komponentou nebo sestavou.
● Snížení hmotnosti: V některých případech lze pomocí otvorů použít ke snížení hmotnosti složky, aniž by byla ohrožena její síla nebo funkčnost.
Prostřednictvím otvorů se také běžně používají v elektrických a elektronických komponentách. Například desky z tištěných obvodů (PCB) mají často skrz otvory pro montážní komponenty nebo vytváření elektrických připojení.
V některých aplikacích se prostřednictvím otvorů používají pro ventilaci nebo chlazení. Otvory umožňují protékat vzduchem komponentou nebo sestavou, což pomáhá rozptýlit teplo a zabránit přehřátí.
Přerušené otvory
Co je to přerušená díra?
Přerušená díra je typ díry, která není spojitá nebo úplná. Je to díra, která se protíná nebo zkřížena jiným prvkem, jako je slot, drážky nebo jiná díra. To vytváří diskontinuitu nebo přerušení geometrie díry.
Přerušené otvory se obvykle vyrábějí pomocí kombinace vrtných a frézovacích operací. Proces zahrnuje vrtání řady překrývajících se otvorů a poté frézování zbývajícího materiálu, aby se vytvořil požadovaný tvar.
Symbol popisky přerušených otvorů
Neexistuje žádný specifický symbol popisky pro přerušené otvory na inženýrských výkresech. Místo toho jsou jednotlivé funkce, které tvoří přerušenou díru, obvykle volány samostatně.
Například, pokud přerušená díra sestává z řady vrtaných otvorů a frézovaného štěrbiny, kresba by specifikovala průměr a hloubku vrtaných otvorů, jakož i šířky, délky a hloubky frézovaného štěrbiny.
V některých případech může být přerušená díra vyvolána jako jediný rys, s jednotlivými prvky uvedenými v poznámkách nebo tolerancích. To se často provádí pro jasnost nebo jednoduchost, zejména pokud je přerušená díra kritickým rysem této části.
Použití přerušených otvorů
Přerušené otvory mají v inženýrství několik různých využití. Některé z nejběžnějších aplikací zahrnují:
● Páření funkcí: Přerušené otvory lze použít k vytvoření funkcí páření, které umožňují dvě části, aby se spojily nebo vzájemně interagovaly.
● Odbavení: Přerušené otvory mohou poskytnout vůli pro jiné funkce nebo komponenty, jako jsou dráty, kabely nebo spojovací prvky.
● Snížení hmotnosti: V některých případech lze přerušit otvory použít ke snížení hmotnosti části, aniž by byla ohrožena její síla nebo funkčnost.
● Pasáže chladicí kapaliny nebo maziva: Přerušené otvory mohou vytvářet pasáže pro chladicí kapalinu nebo mazivo protékat částí nebo sestavou.
Jednou z hlavních výhod přerušených děr je to, že umožňují složité geometrie a interakce mezi rysy. Kombinací vrtání a frézování mohou návrháři vytvářet díry, které by nebylo možné vytvořit s jedinou operací.
Přerušené otvory však mohou být také náročnější na výrobu než jednoduché díry. Vyžadují pečlivé plánování a provádění, aby se zajistilo, že jednotlivé funkce jsou zarovnány a správně interagují. Tolerance a povrchové povrchové úpravy mohou být také kritičtější pro přerušené otvory, protože jakékoli nesoulad nebo drsnost může ovlivnit funkci prvků páření.
Otvory proti kontraboru
Co je to kontrastovní díra?
Otvor pro kontrapusty je typ díry, která má dva různé průměry. Skládá se z otvoru s větším průměrem, který je vyvrtán do materiálu, následuje otvor s menším průměrem, který prochází celou cestu. Část většího průměru se nazývá Counterbore a je navržena tak, aby vyhovovala hlavě šroubu nebo šroubu.
Otvory proti kontraborům se obvykle vyrábějí pomocí specializovaného vrtacího bitu s názvem nástroj Counterbore. Tento nástroj má pilotní špičku, která vrhá otvor s menším průměrem a řeznou hranu většího průměru, která vytváří protiopatr.
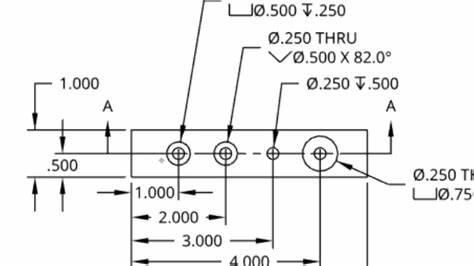
Symbol popisky proti otvorům
Na inženýrských výkresech jsou díry proti kontraborům zastoupeny pomocí symbolu Counterbore, který vypadá jako kruh s malým čtvercem uvnitř. Průměr protiopatření je nejprve specifikován, následovaný hloubkou protioparování. Je také specifikován průměr a hloubka menšího otvoru.
Například protiopatření s pultem s průměrem o průměru 10 mm, která je hluboká 5 mm, a průměr 6 mm skrz otvor by byl vyvolán jako '⌴ 10 mm ⨯ 5 mm, ∅6 mm přes '.
Použití otvorů proti boji
Otvory proti kontraborům se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Splachovací montáž: Otvory proti kontraborům umožňují šroubům nebo šroubům sedět s povrchem materiálu a vytvářejí hladký a čistý vzhled.
● Clearance: Counterbore poskytuje vůli hlavy šroubu nebo šroubu, což mu umožňuje volně se otáčet bez rušení.
● Distribuce zatížení: Větší průměr protiútoku pomáhá distribuovat zatížení šroubu nebo šroubu přes větší plochu a snižuje koncentrace napětí.
Otvory proti boru se často používají v aplikacích, kde musí být šroubové připojení silné a bezpečné, ale také musí mít čistý a hotový vzhled. Běžně se vyskytují v automobilových a leteckých komponentách, jakož i v průmyslových strojích a vybavení.
Otvory spotface
Co je to díra Spotface?
Díra Spotface je typ díry, která má mělký protiváh, obvykle používaný k vytvoření rovného povrchu kolem otvoru. Spotface je obvykle dostatečně hluboký, aby vyčistil nepravidelnosti nebo drsnost kolem díry a poskytoval hladký a rovnoměrný povrch pro šroub nebo šroub, proti kterému se posadí.
Otvory Spotface se často používají při odlévání nebo kování aplikací, kde povrch materiálu může být drsný nebo nerovnoměrný. Vytvořením bodového povrchu kolem otvoru mohou návrháři zajistit, aby spojovač bude mít stabilní a bezpečný montážní bod.
Symbol popisky s díry
Na inženýrských výkresech jsou otvory Spotface reprezentovány pomocí symbolu Spotface, který vypadá jako kruh s písmeny 'sf ' uvnitř. Průměr bodového povrchu je nejprve zadán, následovaný hloubkou bodového povrchu. Je také specifikován průměr a hloubka hlavní díry.
Například otvor spotface s průměrem o průměru 20 mm, který je hluboký 2 mm, a průměr 10 mm skrz otvor by byl vyvolán jako '⌴ SF 20mm ⨯ 2 mm, ∅10 mm přes '.
Použití otvorů Spotface
Otvory Spotface se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Příprava povrchu: K přípravě povrchu materiálu pro šroubové nebo šroubované připojení se používají otvory na bodové ploše, což zajišťuje, že spojovač má plochý a stabilní montážní bod.
● Rozložení napětí: Spotface pomáhá distribuovat napětí spojovacího prostředku na větší plochu, což snižuje riziko poškození nebo selhání.
● Těsnění: V některých případech mohou být otvory spotface použity k vytvoření těsnicího povrchu pro těsnění nebo O-kroužek, což pomáhá zabránit únikům nebo kontaminaci.
Aplikace otvorů Spotface
Otvory Spotface se často používají v aplikacích, kde je povrch materiálu drsný nebo nerovnoměrný, například v odlitcích nebo vypuštění. Běžně se vyskytují v automobilových a leteckých komponentách, jakož i v průmyslových strojích a vybavení.
Některé konkrétní aplikace otvorů Spotface zahrnují:
● Bloky motoru a hlavy válců
● Přenosové případy a pouzdra
● Komponenty zavěšení
● Strukturální rámečky a podpěry
V těchto aplikacích pomáhají otvory Spotface zajistit, aby kritické upevňovací prvky měly bezpečný a stabilní montážní bod, a to i na drsných nebo nepravidelných površích. Vytvořením hladkého a rovnoměrného povrchu kolem otvoru pomáhají otvory Spotface zlepšit celkovou kvalitu a spolehlivost konečného sestavy.
Otvory Countersink
Co je to díra Countersink?
A Čekánková díra je typ otvoru, který má nahoře otvor ve tvaru kuželu, což umožňuje šroubu s plochou hlavou sedět s povrchem materiálu. Countersink je obvykle širší než průměr šroubu a úhel Countersink odpovídá úhlu hlavy šroubu.
Otvory Countersink se často používají v aplikacích, kde je požadován splachovací nebo nízkoprofilový vzhled, například v leteckých nebo automobilových komponentách. Mohou být také použity ke snížení rizika zranění nebo poškození vyčnívajícími hlavami šroubů.
Symbol popisky s otvory
Na inženýrských výkresech jsou díry Countersink reprezentovány pomocí symbolu Countersink, který vypadá jako trojúhelník s malým kruhem nahoře. Průměr CounterSink je nejprve zadán, následuje úhel Countersink. Je také specifikován průměr a hloubka hlavní díry.
Například otvor Countersink s průměrem 10 mm, který je 90 stupňů, a průměr 6 mm skrz otvor by byl vyvolán jako '⌵ 10 mm ⨯ 90 °, ∅6 mm thru '.
Použití otvorů pro CounterSink
Otvory Countersink se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Splachovací montáž: Časové otvory umožňují šrouby s plochou hlavou sedět s povrchem materiálu a vytvářejí hladký a nízkoprofilový vzhled.
● Aerodynamika: V aplikacích Aerospace mohou otvory pro Countersink pomoci snížit odpočinek a zlepšit aerodynamický výkon odstraněním vyčnívajících hlav šroubů.
● Bezpečnost: V některých případech mohou být otvory Countersink použity ke snížení rizika zranění nebo poškození vyčnívajícími hlavami šroubů, například v zábranách nebo panelech zařízení.
Aplikace otvorů pro CounterSink
Otvory Countersink se často používají v aplikacích, kde je důležitý nával nebo nízkoprofilový vzhled, například v:
● Fuse a křídla letadla
● Panely a obložení automobilového průmyslu
● Elektronické přílohy zařízení
● Nábytek a skříňka
V těchto aplikacích pomáhají otvory Countersink vytvořit hladký a efektivní vzhled a zároveň poskytují bezpečný a stabilní bod montáže pro šrouby s plochou hlavou. Kuželový tvar Countersink pomáhá vystřelit šroub a rovnoměrně distribuovat zátěž, což snižuje riziko poškození nebo selhání.
Vytváření otvorů Countersink mohou být náročnější než jiné typy otvorů, protože vyžadují přesné úhly a hloubky, aby odpovídaly hlavě šroubu. Se správnými nástroji a technikami však mohou díry Countersink však poskytovat vysoce kvalitní a profesionálně vypadající dokončení jakékoli sestavy.
Otvory proti protikladu
Co je to protiopatrná díra?
Protiotrill otvor je typ díry, která má nahoře válcové protiopatr, následovaný menším průměrem otvorem, který může nebo nemusí projít celou cestou materiálem. Protipgrill se obvykle používá k zajištění vůle hlavy šroubu hlavy zásuvky nebo jiných typů upevňovacích prvků.
Otvory pro proticházení jsou podobné dílům Countersink, ale místo kuželového tvaru má protichůdný tvar válcový tvar. To umožňuje, aby hlava upevňovala hlavu sedět s povrchem materiálu a zároveň poskytuje další vůli hlavě.
Symbol popisku pro protichůdné díry
Na inženýrských výkresech jsou otvory pro protichůdce zastoupeny za použití stejného symbolu jako otvor proti protiplynu, který vypadá jako kruh s malým čtvercem uvnitř. Průměr protiopatření je nejprve specifikován, následovaný hloubkou boje. Je také specifikován průměr a hloubka hlavní díry.
Například protiopatrná díra s protiopatřením o průměru 10 mm, která je hluboká 5 mm, a slepá díra o průměru 6 mm, která je 10 mm hluboká, by byla vyvolána jako '⌴ 10 mm ⨯ 5 mm, 6 mm ⨯ 10 mm '.
Použití boje proti prodloužení
Otvory pro protiútok se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Vřetení hlavy upevňovacích hlav: Otvory pro protichůdce poskytují vůli hlavy šroubů hlavy zásuvky a jiných typů spojovacích prvků, což jim umožňuje sedět spláchnutím s povrchem materiálu.
● Distribuce napětí: Válcový tvar protichůdce pomáhá distribuovat napětí hlavy upevňovacího prostředku přes větší plochu, čímž se snižuje riziko poškození nebo selhání.
● Zarovnání: V některých případech mohou být otvory proti prodloužení použity k zajištění vyrovnání pro páření částí nebo k nalezení jiných funkcí na komponentě.
Aplikace boje proti prodloužení
Otvory pro protiútok se často používají v aplikacích, kde je vyžadován splachovací upevňovací prvek, ale pro hlavu je zapotřebí další vůle. Některé specifické aplikace pro protichůdné otvory zahrnují:
● Komponenty strojního zařízení a vybavení
● Komponenty plísní a zemřít
● Automobilové a letecké komponenty
V těchto aplikacích poskytují otvory proti prodloužení bezpečný a stabilní bod montáže pro upevňovací prvky a zároveň umožňují snadnou instalaci a odstranění. Válcový tvar protichůdce pomáhá snižovat koncentrace stresu a zlepšit celkovou sílu a trvanlivost sestavy.
Otvory pro protichůdce mohou být vytvořeny pomocí různých metod, včetně vrtání, nudných a frézování. Výběr metody závisí na velikosti a hloubce díry, jakož i na obrábění materiálu. Se správnými nástroji a technikami mohou otvory proti prodloužení poskytnout vysoce kvalitní a funkční řešení pro mnoho různých inženýrských aplikací.
Zúžené otvory
Co je to zužující díra?
Zúžená díra je typ díry, kde se průměr postupně mění z jednoho konce na druhý a vytváří profil ve tvaru kužele. Úhel zúžení je obvykle specifikován jako poměr změny průměru k délce díry.
Zúžené otvory se často používají v aplikacích, kde je mezi pářeními zapotřebí těsné a bezpečné přizpůsobení. Zúžený tvar umožňuje snadné vložení a odstranění a zároveň poskytuje silné a stabilní spojení, když je plně zapojeno.
Symbol popisky zkosených otvorů
Na inženýrských výkresech jsou zúžené otvory reprezentovány pomocí kuželového symbolu, který vypadá jako trojúhelník s malým kruhem na vrcholu. Úhel zúžení je specifikován pomocí poměru změny průměru k délce díry. Například zúžení 1:12 znamená, že průměr se mění o 1 jednotku za každých 12 jednotek délky.
Na výkresu je také specifikován malý průměr koncového průměru a velký koncový průměr zúžené díry. Například zužující se otvor s malým koncovým průměrem 10 mm, velký koncový průměr 12 mm a úhel zúžení 1:12 by byl vyvolán jako '∅10mm - ∅12 mm ⨯ 1:12 TAPER '.
Použití zúžených otvorů
Zúžené otvory se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Pářené díly: Zúžené otvory mohou poskytnout bezpečné a stabilní spojení mezi pářeními, jako jsou hřídele a náboje nebo stonky ventilu a sedadla.
● Zarovnání: Zúženěný tvar otvoru může během sestavení pomoci vyrovnat části páření, čímž se sníží riziko nesprávného vyrovnání nebo poškození.
● Těsnění: V některých případech mohou být zúžené otvory použity k vytvoření těsnění mezi pářeními, například v hydraulických nebo pneumatických systémech.
Aplikace zúžených otvorů
Zúžené otvory se často používají v aplikacích, kde je mezi pářeními zapotřebí těsné a bezpečné přizpůsobení. Některé specifické aplikace zúžených otvorů zahrnují:
● Strojové přístrojové vřeteny a držáky nástrojů
● Stonky a sedadla ventilu
● Huby a nápravy kol
● Zúžení špendlíků a hmoždinek
V těchto aplikacích umožňuje zužující tvar otvoru snadnou montáž a demontáž a zároveň poskytuje silné a stabilní spojení, když je plně zapojeno. Zučený tvar také pomáhá rovnoměrně distribuovat zátěž přes pářicí povrchy, což snižuje riziko poškození nebo selhání.
Zúžené otvory mohou být vytvořeny pomocí různých metod, včetně vystružování, nud a broušení. Výběr metody závisí na velikosti a úhlu zúžení, jakož i na obrábění materiálu. Se správnými nástroji a technikami mohou zúžené otvory poskytnout vysoce kvalitní a funkční řešení pro mnoho různých inženýrských aplikací.
Otvory pro odběr šroubu
Co je to otvor o šroubu?
Otvorací otvor šroubu je typ otvoru, který je o něco větší než průměr šroubu, který projde. Prostor navíc umožňuje, aby šroub procházel otvorem snadno, bez vazby nebo uvíznutí.
Otvory pro odběr šroubu se obvykle používají v aplikacích, kde je třeba jednu část připevnit k druhé, ale šroub není vyžadován k vytvoření pevného přizpůsobení. Vřela vůle umožňuje snadno vložit a odstranit šroub, aniž by poškodil části nebo samotný šroub.
Symbol popisku otvorů pro odběr šroubu
Na inženýrských výkresech jsou otvory pro odbavení šroubu reprezentovány pomocí symbolu standardního otvoru, který vypadá jako kruh s linií vůdce směřující na něj. Průměr otvoru je specifikován na linii vůdce, spolu s dalšími informacemi, jako je typ šroubu, který bude použit.
Například vůle pro šroub 1/4 '-20 by bylo vyvoláno jako ' ∅0,266 Thru ', což by naznačovalo průměr otvoru 0,266 palce a skrz otvor.
Použití otvorů pro odbavení šroubu
Otvory pro odběr šroubu se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Upevňování: Otvory na šrouby se používají k připevnění dvou nebo více částí dohromady pomocí šroubů nebo šroubů. Vřela vůle umožňuje, aby šroub procházel snadno, aniž by vytvořil pevné uložení.
● Nastavitelnost: V některých případech mohou být otvory pro vůli šroubu použity k umožnění nastavitelnosti mezi díly. Část vůle umožňuje, aby byl šroub uvolněn a utažen podle potřeby, aniž by došlo k poškození součástí.
● Zarovnání: Otvory pro odstranění šroubu lze také použít k zarovnání částí během sestavy. Větší průměr otvoru umožňuje nějakou místnost kroucením, což usnadňuje správné zarovnání dílů.
Aplikace otvorů pro clearance šroubu
Otvory šroubu se často používají v aplikacích, kde je nutné nepermanentní nastavitelné upevnění. Některé specifické aplikace otvorů pro clearance šroubu zahrnují:
● Sestava nábytku
● Stráže a kryty strojů
● Elektrické přílohy a panely
● Automobilové a letecké komponenty
V těchto aplikacích poskytují otvory pro odběr šroubů jednoduchý a efektivní způsob, jak upevnit díly dohromady, a zároveň umožňují snadnou sestavu a demontáž. Větší průměr otvoru také pomáhá snižovat koncentrace napětí kolem spojovacího prostředku, což zvyšuje celkovou sílu a trvanlivost sestavy.
Otvory pro odběr šroubu mohou být vytvořeny pomocí různých metod, včetně vrtání, děrování a řezání laseru. Volba metody závisí na velikosti a tvaru díry, jakož i na obrábění materiálu. Se správnými nástroji a technikami mohou otvory pro odbavení šroubů poskytnout spolehlivé a nákladově efektivní řešení pro mnoho různých inženýrských aplikací.
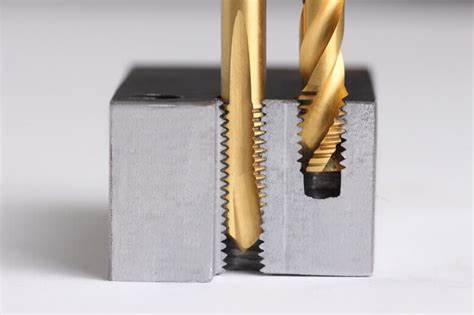
Poklepané otvory
Co je to díra?
Klepnutá díra je typ díry, která do něj nařízne vlákna pomocí nástroje zvaného klepnutí. Vlákna umožňují, aby byl šroub nebo šroub zašroubován do díry a vytvořil silný a bezpečný upevňovací bod.
Klepnuté otvory se obvykle vytvářejí nejprve vrtáním otvoru v materiálu a poté pomocí klepnutí nařízněte vlákna do díry. Klepnutím je v podstatě šroub s ostrými řezacími hranami, které odstraňují materiál, když se otáčí do otvoru.
Symbol popisky klepnutím na otvory
Na inženýrských výkresech jsou otvory s poklepáním reprezentovány pomocí speciálního symbolu, který označuje velikost a typ použitého vlákna. Nejběžnějším standardem pro otvory s poklepáním je metrický standard, který používá písmeno 'm ' následovaný nominálním průměrem díry v milimetrech.
Například, poklepána díra s vláknem M8 by byla vyvolána jako 'M8 x 1,25 ', kde '1.25 ' označuje rozteč vlákna (vzdálenost mezi každým vláknem).
Použití otvorů s poklepáním
Klepnuté otvory se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Upevňování: Klepnuté otvory se používají k vytvoření silných a bezpečných upevňovacích bodů pro šrouby a šrouby. Vlákna v díře sevřujte závity na šroubu nebo šroubu a pevně je drží na místě.
● Sestava: Klepnuté otvory se často používají k sestavení více částí do jedné jednotky. Použitím šroubů nebo šroubů k upevnění dílů dohromady skrz otvory s poklepáním může být vytvořena silná a stabilní sestava.
● Nastavení: V některých případech mohou být použity otvory pro povolení k umožnění nastavení nebo zarovnání částí. Uvolněním nebo utažením šroubu nebo šroubu v otvoru s poklepáním může být poloha dílu doladěna.
Aplikace otvorů s poklepáním
Klepnuté otvory se používají v celé řadě aplikací napříč mnoha různými průmyslovými odvětvími, včetně:
● Automobilový průmysl: Klepnuté otvory se značně používají v automobilové výrobě pro montáž motorů, přenosů a dalších komponent.
● Aerospace: Klepnutím na otvory se používají v leteckých aplikacích pro sestavení letadlových struktur, motorů a dalších komponent.
● Průmyslové stroje: Klepnuté otvory se používají v průmyslových strojích pro montáž a upevňovací komponenty, jako jsou ozubená kola, ložiska a pouzdra.
V těchto aplikacích poskytují otvory s poklepáním silné, bezpečné a spolehlivé prostředky pro upevnění a sestavení komponent. Vlákna v díře vytvářejí velkou plochu povrchu pro uchopení šroubu nebo šroubu, rovnoměrně distribuovaly zátěž a snížily riziko selhání.
Klepnuté otvory mohou být vytvořeny v různých materiálech, včetně kovů, plastů a kompozitů. Výběr velikosti materiálu a vlákna závisí na konkrétní aplikaci a zatížení, které budou aplikovány na bod upevnění. Se správnými nástroji a technikami mohou klepnuté díry poskytnout všestranné a efektivní řešení pro mnoho různých inženýrských výzev.
Podprocesové otvory
Co je to závitová díra?
Vtisková díra je typ díry, která má do ní nařezáno vlákna, což umožňuje šroub nebo šroub do otvoru. Vtiskové otvory jsou podobné otvorům s poklepáním, ale termín 'závitový díra ' se často používá obecněji odkazovat na jakoukoli díru s vlákny, bez ohledu na to, jak byla vlákna vytvořena.
Vtiskové otvory mohou být vytvořeny pomocí různých metod, včetně klepání, frézování nití a formování nití. Výběr metody závisí na závislosti materiálu, velikosti a typu požadovaném vláknu a objemu výroby.
Symbol popisky podprocesů
Na inženýrských výkresech jsou závitové otvory reprezentovány pomocí symbolu, který označuje velikost a typ použitého vlákna. Symbol sestává z označení vlákna, jako je 'm ' pro metrická vlákna nebo 'un ' pro sjednocená vlákna, následovaný nominálním průměrem a roztečem vlákna.
Například otvor s závitem M10 x 1,5 by byl vyvolán jako 'm10 x 1.5 ', kde 'm10 ' označuje metrický vlákno s nominálním průměrem 10 mm a '1.5 ' označuje rozteč vlákna (vzdálenost mezi každým vláknem).
Použití závitových otvorů
Podpřivové otvory se běžně používají ve strojírenství pro několik různých aplikací, včetně:
● Upevňování: Vtiskové otvory se používají k vytvoření silných a bezpečných upevňovacích bodů pro šrouby a šrouby. Vlákna v díře sevřujte závity na šroubu nebo šroubu a pevně je drží na místě.
● Nastavení: Podpřivové otvory lze použít k umožnění nastavení nebo zarovnání dílů. Otočením šroubu nebo šroubu do závitového otvoru může být poloha části jemně vyladěna.
● Sestava: Otvory závitových otvorů se často používají k sestavení více částí do jedné jednotky. Použitím šroubů nebo šroubů k upevnění dílů dohromady prostřednictvím podprocelých otvorů lze vytvořit silnou a stabilní sestavu.
Aplikace závitových otvorů
Vtipné otvory se používají v celé řadě aplikací napříč mnoha různými průmyslovými odvětvími, včetně:
● Automobilový průmysl: Podpřivové otvory se rozsáhle používají v automobilové výrobě pro montáž motorů, přenosů a dalších komponent.
● Aerospace: V leteckých aplikacích se pro montáž letadlových struktur, motorů a dalších komponent používají otvory s závitem.
● Spotřebitelské výrobky: V mnoha spotřebních výrobcích, jako jsou elektronika a spotřebiče, se pro montáž a upevňování komponent používají otvory.
V těchto aplikacích poskytují závitové otvory silné, bezpečné a spolehlivé prostředky pro upevnění a sestavení komponent. Vlákna v díře vytvářejí velkou plochu povrchu pro uchopení šroubu nebo šroubu, rovnoměrně distribuovaly zátěž a snížily riziko selhání.
Vtipné otvory mohou být vytvořeny v různých materiálech, včetně kovů, plastů a kompozitů. Výběr velikosti materiálu a vlákna závisí na konkrétní aplikaci a zatížení, které budou aplikovány na bod upevnění. Se správnými nástroji a technikami mohou podprocesné otvory poskytnout všestranné a efektivní řešení pro mnoho různých inženýrských výzev.
Funkce, které je třeba zvážit při vytváření děr
Při vytváření děr ve strojírenství je třeba zvážit několik klíčových funkcí, aby se zajistil požadovaný výsledek. Mezi tyto vlastnosti patří hloubka, průměr, tolerance a výzvy, které představují obtížně strojové materiály. Pojďme podrobněji prozkoumat každý z těchto aspektů.

Hloubka a její dopad
Hloubka díry hraje klíčovou roli ve své funkčnosti a celkovém výkonu konečného produktu. V slepých otvorech hloubka určuje množství materiálu zbývajícího na dně, což může ovlivnit sílu a stabilitu složky. Přesné ovládání hloubky je nezbytné, aby se zabránilo prolomení druhé strany obrobku neúmyslně.
Hloubka otvoru také ovlivňuje výběr řezných nástrojů a parametrů obrábění. Hlubší otvory mohou vyžadovat specializované nástroje, jako jsou hluboké vrtačky nebo vrtačky zbraní, aby se udržovaly přímou a vyhýbaly se vychylování. Může být nutné upravit rychlost řezání a rychlost krmiva tak, aby vyhovovala zvýšené hloubce a zajistila správnou evakuaci čipu.
Hloubka otvoru navíc může ovlivnit povrch povrchu a přesnost rozměru. Jak se hloubka zvyšuje, je náročnější udržovat konzistentní povrchovou úpravu a ovládat velikost a tvar díry. Proto je zásadní pečlivě zvážit požadavky na hloubku a vybrat příslušné procesy a nástroje obrábění k dosažení požadovaných výsledků.
Výběr průměru
Výběr správného průměru pro díru je dalším kritickým faktorem v inženýrských aplikacích. Průměr otvoru může ovlivnit sílu, funkčnost a kompatibilitu komponenty s jinými částmi. Při výběru průměru musí inženýři zvážit účel díry, zatížení, které bude nést, a komponenty páření, se kterými bude interagovat.
V mnoha případech se standardní velikosti vrtáků používají k vytváření otvorů s běžnými průměry. Tyto standardní velikosti jsou snadno dostupné a mohou zjednodušit výrobní proces. Mohou však existovat případy, kdy je pro splnění specifických požadavků na návrh vyžadován nestandardní průměr. V takových případech mohou být nutné vlastní nástroje nebo specializované techniky obrábění.
Průměr otvoru také ovlivňuje výběr spojovacích prostředků a jiného hardwaru, který bude použit ve spojení s otvorem. Například otvory vůle musí být přiměřeně dimenzovány, aby se šrouby nebo šrouby procházely bez rušení, zatímco pod závitním otvorem musí mít správný průměr a sklon k nitě, aby se bezpečně zapojily do spojovacího prostředku.
Požadavky na tolerance
Tolerance je kritickým zvážením při tvorbě díry, protože určuje přijatelný rozsah variace velikosti, tvaru a polohy díry. Požadovaná tolerance závisí na konkrétní aplikaci a funkčnosti komponenty. Přísnější tolerance mohou být nezbytné pro vysoce přesné sestavy, zatímco volnější tolerance mohou být přijatelné pro méně kritické aplikace.
K dosažení požadované tolerance musí inženýři pečlivě vybrat příslušné obráběcí procesy a nástroje. Některé procesy, jako je využití nebo honění, mohou produkovat díry s velmi těsnými tolerancemi, zatímco jiné, jako je vrtání nebo děrování, mohou mít významnější variace. Výběr řezacích nástrojů, parametrů obrábění a metod pracovních míst může také ovlivnit dosažitelnou toleranci.
Kromě tolerance velikosti a tvaru musí inženýři také zvážit poziční tolerance, které se vztahují k umístění díry vzhledem k jiným prvkům na komponentě. Poziční tolerance mohou být rozhodující pro zajištění správného zarovnání a přizpůsobení mezi pářeními. Specializované nástroje, jako jsou přípravky nebo příslušenství, mohou být během procesu obrábění použity k udržení přesnosti polohy.
Obráběcí obtížné materiály
Některé materiály představují významné výzvy, pokud jde o výrobu díry. Tyto obtížně strojové materiály mohou zahrnovat:
● Superheriloys: Vysoce pevné slitiny odolné proti teply používané v leteckých a energetických aplikacích.
● Titan: Lehký, silný a odolný vůči korozi, ale během obrábění je náchylný k práci s tvrzením a výrobou tepla.
● Ceramika: tvrdé, křehké materiály, které vyžadují specializované nástroje a techniky, aby se zabránilo zlomeninám a štěpení.
● Kompozity: Materiály vyrobené z více složek, jako jsou polymery vyztužené z uhlíkových vláken, které mohou během obrábění delaminovat nebo roztřídit.
Při obráběcích otvorů v těchto náročných materiálech musí inženýři používat vhodné strategie k překonání specifických obtíží spojených s každým materiálem. Například:
● Používání ostrých, vysoce kvalitních řezacích nástrojů s opotřebenými povlaky.
● Použití vhodných řezných rychlostí a rychlostí krmiva, aby se minimalizovalo tvorbu tepla a opotřebení nástroje.
● Zaměstnávání chladičů a maziv ke snížení tření a nahromadění tepla.
● Implementace cyklů klování nebo jiných technik pro rozbití čipů a vyhýbání se rozbití nástrojů.
● Využití specializovaných geometrií nebo materiálů nástrojů, jako je polykrystalický diamant (PCD) nebo kubický nitrid borů (CBN).



















