Hål spelar en avgörande roll i teknik och CNC -bearbetning , men att förstå de olika typerna, symbolerna och applikationerna kan vara utmanande. Har du någonsin undrat vad ett motborrhål är eller hur man identifierar olika hålutrop i tekniska ritningar?
Den här artikeln kommer att dyka djupt in i de vanligaste typerna av hål som används i konstruktion, inklusive blinda hål, genom hål, motborrhål, hål i spotytor och mer. Vi kommer att utforska deras unika egenskaper, applikationer och hur man identifierar dem i tekniska ritningar med standardiserade symboler och utrop.
Betydelsen av hål i teknik
Hål spelar en avgörande roll inom olika tekniska områden. De tjänar flera syften, från att tillåta passage av ledningar och vätskor till att rymma fästelement. Hål är viktiga för montering och funktionalitet för otaliga konstruerade komponenter och system.
I maskinteknik används hål för fästdelar tillsammans. Gängade hål, som har inre trådar som skapas genom tappning eller trådfräsning, gör det möjligt för bultar och skruvar att säkert hålla komponenter på plats. Avståndshål ger å andra sidan utrymme för fästelement att passera utan att engagera trådarna.
Hål är också avgörande för elektrisk och elektronisk teknik. PCB (tryckta kretskort) förlitar sig på hål för att montera och ansluta elektroniska komponenter. Genom hål (Ø Thru) möjliggör passage av ledningar och ledningar, medan blinda hål, markerade med ⌴ -symbolen, ger ett specifikt djup för komponentplacering.
Förstå hålfunktioner
Allmän definition och egenskaper
Form, storlek och djup
Hål är viktiga element i teknisk design. De finns i olika former, storlekar och djup. Den mest grundläggande håltypen är en enkel öppning med ett cirkulärt tvärsnitt, betecknat med Ø-symbolen.
Håldiameter är en avgörande aspekt av håldesign. Den bestämmer storleken på fästelement eller komponenter som kan passera genom eller passa in i hålet. Djupet är en annan viktig egenskap och specificerar hur långt hålet sträcker sig in i materialet.
Hålplats och toleranser
Hålplats är avgörande i tekniska applikationer. Det säkerställer korrekt anpassning och funktionalitet hos komponenter. Toleranser specificerar den acceptabla variationen i håldimensioner och position.
Exakt hålplats är avgörande för monteringsprocesser. Feljusterade hål kan leda till monteringsproblem och komprometterade prestanda. Toleranser hjälper till att upprätthålla konsistens och utbytbarhet av delar.
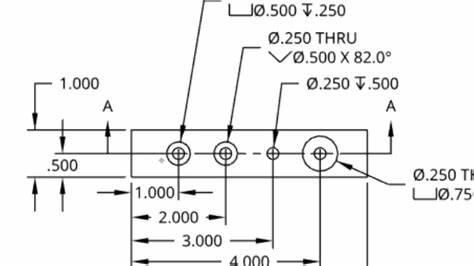
Utropssymboler på tekniska ritningar indikerar hålspecifikationer. Dessa inkluderar diameter, djup och platsdimensioner. Korrekt tolkning av dessa symboler är avgörande för exakt bearbetning och hålskapande.
Bearbetningstekniker för hålskapande
Borrning, tråkig, reaming och mer
Olika bearbetningstekniker används för att skapa hål i tekniska komponenter. Valet av metod beror på faktorer som hålstorlek, djup, precisionskrav och materialegenskaper. Vissa vanliga håltillverkningsprocesser inkluderar:
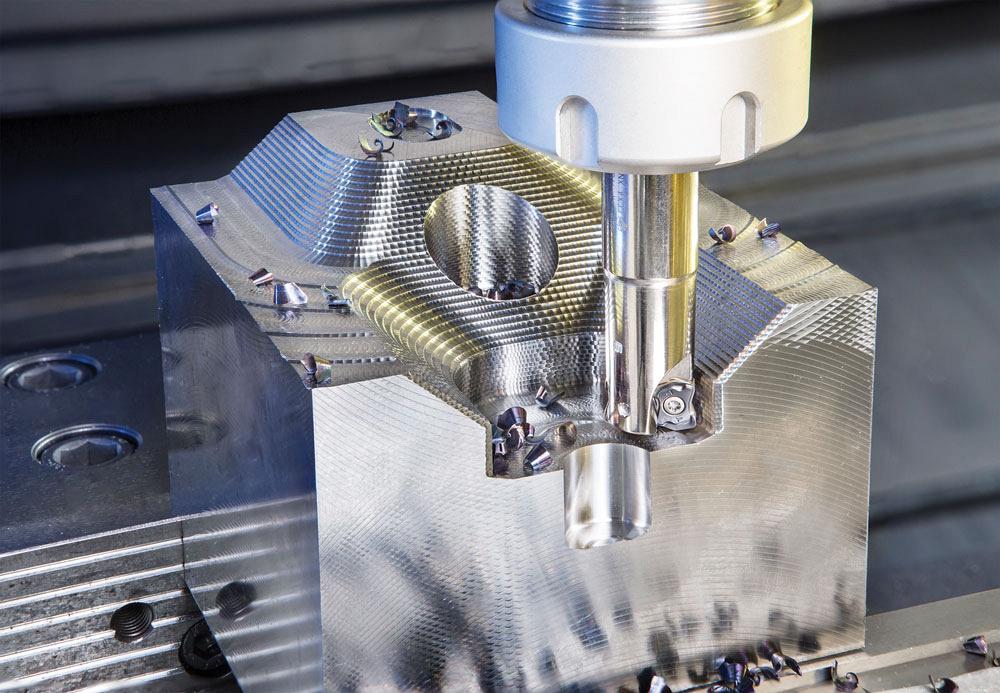
1.Drilling: Detta är den vanligaste metoden för att skapa cylindriska hål. Det handlar om att använda en roterande borrbit för att ta bort material och skapa ett hål med önskad diameter och djup.
2.BORING: Boring används för att förstora eller förbättra noggrannheten för befintliga hål. Det handlar om att använda ett skärverktyg för en punkt för att ta bort material från hålets yta, uppnå exakta dimensioner och släta ytbehandlingar.
3.Reaming: Reaming är en efterbehandling som förbättrar ytfinish och dimensionell noggrannhet hos borrade eller uttråkade hål. Det handlar om att använda ett flerkantigt skärverktyg som kallas en reamer för att ta bort små mängder material och uppnå en sömlös finish.
4. Thread -fräsning: Trådfräsning är en process som används för att skapa inre trådar i hål. Det handlar om att använda ett trådfräsverktyg för att klippa trådar i hålets yta, vilket gör att gängade fästelement kan användas för montering.
Andra specialiserade håltekniker inkluderar:
● Tappning: Skapa interna trådar med ett tappningsverktyg
● Kobil: Skapa en urtag med större diameter på toppen av ett borrat hål för att rymma bult eller skruvhuvuden
● Räknare: Skapa en konisk fördjupning vid hålets ingång för att tillåta spolningsbeslag av plattskruvar
Vanliga typer av hål i teknik
Enkla hål
Vad är ett enkelt hål?
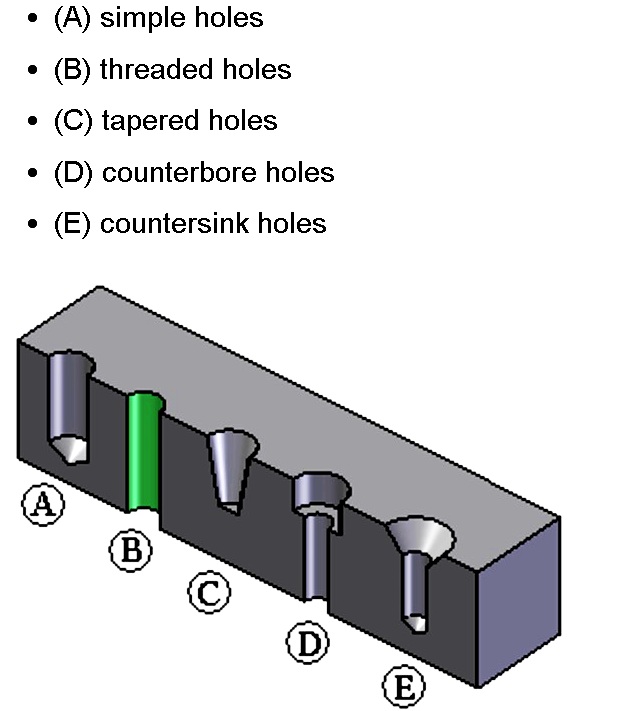
Ett enkelt hål är den mest grundläggande typen av hål som används inom teknik. Det är en cirkulär utskärning i ett objekt, med en konstant diameter hela tiden. Enkla hål är enkla att skapa och ha ett brett utbud av applikationer.
Dessa hål kan göras med olika metoder, såsom borrning, stansning eller laserskärning. Valet av metod beror på materialet, den erforderliga precisionen och produktionsvolymen.
Enkla hål är mångsidiga och kan hittas i många olika produkter och komponenter i olika branscher.
Callout -symbol för enkelt hål
På tekniska ritningar representeras enkla hål med hjälp av diameter -symbolen (Ø). Denna symbol följs av hålets diameter.
Till exempel skulle ett enkelt hål med en diameter på 10 mm märkas som 'Ø10 ' på ritningen. Om hålet passerar genom hela objektet kan det märkas som 'Ø10 genom. '
Djupet på ett enkelt hål anges också på ritningen om det inte passerar genom objektet.
Användning av enkelt hål
Enkla hål har många applikationer inom teknik. De tjänar olika syften, till exempel:
● Tillhandahålla poäng för fästning eller montering, som att rymma bultar eller skruvar
● Skapa avstånd eller åtkomst för andra komponenter
● Tillåter passage av vätskor eller gaser
● Tjäna som lokalisering eller inriktningsfunktioner för parningsdelar
I enheter används ofta enkla hål för att förena flera komponenter tillsammans. De tillåter användning av fästelement, såsom bultar, skruvar eller nitar, för att skapa säkra anslutningar.
Enkla hål kan också användas för viktminskning i komponenter. Genom att ta bort onödigt material kan designers skapa lättare delar utan att kompromissa med styrka eller funktionalitet.
Dessutom kan enkla hål tjäna som ledningar för vätskor eller gaser. De tillåter passage av vätskor, luft eller andra ämnen genom en komponent eller montering.
Blinda hål
Vad är ett blint hål?
Ett blint hål är en typ av hål som inte går hela vägen genom materialet. Det är som en ficka eller hålrum som har ett specifikt djup. Blinda hål tillverkas genom att borra, reaming eller malning i materialet utan att bryta igenom till andra sidan.
Djupet på ett blint hål kan variera beroende på applikationen. Vissa blinda hål är grunt, medan andra kan vara ganska djupa. Botten på ett blint hål kan vara platt, konisk eller krökt, beroende på formen på skärverktyget som används för att göra det.
Blindhål används ofta i många olika produkter och komponenter. De finns i allt från motorblock till elektroniska enheter.
Callout -symbol för blinda hål
På tekniska ritningar representeras blinda hål med hjälp av diameter -symbolen (Ø) följt av hålets djup. Djupet specificeras vanligtvis med hjälp av en djupsymbol som ser ut som en flagga.
Till exempel skulle ett blint hål med en diameter på 10 mm och ett djup på 20 mm märkas som 'Ø10 x 20 ' eller 'Ø10 - 20 djup. ' Om djupsymbolen används, skulle det se ut så här: 'Ø10 ⚑ 20. '
Det är viktigt att notera att djupet på ett blint hål mäts från materialets yta till botten av hålet. Detta skiljer sig från ett genomhål, som går hela vägen genom materialet.
Användning av blinda hål
Blindhål har många olika användningsområden inom teknik. Några av de vanligaste applikationerna inkluderar:
● Tappning: Blindhål används ofta för att knacka, vilket är processen att klippa trådar i hålet för att acceptera en skruv eller bult.
● Trådning: I likhet med tappning innebär gängning att klippa trådar i ett blint hål för att skapa en gängad anslutning.
● Lokalisering: Blindhål kan användas som att lokalisera funktioner för att hjälpa till att anpassa eller placera komponenter under montering.
● Viktminskning: I vissa fall kan blinda hål användas för att minska vikten på en komponent utan att kompromissa med dess styrka eller funktionalitet.
Blindhål används också ofta för montering eller fästkomponenter. Till exempel kan ett blind hål användas för att acceptera en press-pittad pin eller en gängad insats.
I vissa applikationer används blinda hål för smörjning eller kylvätskeleverans. Hålet kan användas för att kanalisera smörjmedel eller kylvätska till ett specifikt område i en komponent under drift.
Genom hål
Vad är ett genomgående hål?
Ett genomhål är en typ av hål som går helt genom ett material eller föremål. Till skillnad från ett blint hål, som har ett specifikt djup, skapar ett genomhål en öppning på båda sidor av materialet. Detta betyder att du kan se ljus genom hålet från ena sidan till den andra.
Genom hål kan göras med olika metoder, såsom borrning, stansning eller laserskärning. Valet av metod beror på materialet, den erforderliga precisionen och produktionsvolymen.
Genom hål är mycket vanliga inom konstruktion och kan hittas i många olika produkter och komponenter. De används ofta för fästning, justering eller skapar en passage för vätskor eller gaser.
Callout -symbol för genom hål
På tekniska ritningar representeras genom hål med hjälp av diameter symbol (Ø) följt av ordet 'genom ' eller 'genom. '
Till exempel skulle ett genomhål med en diameter på 10 mm märkas som 'Ø10 genom' eller 'Ø10 genom ' på ritningen. Detta indikerar att hålet går hela vägen genom materialet.
Om ett genomgående hål är en del av en montering eller har specifika krav, såsom toleranser eller ytbehandlingar, kommer dessa också att specificeras på ritningen.
Användning av genom hål
Genom hål har många olika användningsområden inom teknik. Några av de vanligaste applikationerna inkluderar:
● Fästning: Genom hål används ofta för bultar, skruvar eller andra fästelement för att gå samman.
● Justering: Genom hål kan användas som att hitta funktioner för att hjälpa till att anpassa eller placera komponenter under montering.
● Fluid eller gasflöde: genom hål kan skapa en passage för vätskor eller gaser för att röra sig genom en komponent eller montering.
● Viktminskning: I vissa fall kan genom hål användas för att minska vikten på en komponent utan att kompromissa med dess styrka eller funktionalitet.
Genom hål används också ofta i elektriska och elektroniska komponenter. Till exempel har tryckta kretskort (PCB) ofta genom hål för monteringskomponenter eller skapa elektriska anslutningar.
I vissa applikationer används genom hål för ventilation eller kylning. Hålen tillåter luft att flyta genom en komponent eller montering, vilket hjälper till att sprida värme och förhindra överhettning.
Avbrutna hål
Vad är ett avbrutet hål?
Ett avbrutet hål är en typ av hål som inte är kontinuerlig eller komplett. Det är ett hål som korsas eller korsas av en annan funktion, till exempel ett spår, spår eller ett annat hål. Detta skapar en diskontinuitet eller avbrott i hålets geometri.
Avbrutna hål tillverkas vanligtvis med hjälp av en kombination av borr- och fräsoperationer. Processen involverar att borra en serie överlappande hål och sedan malning bort det återstående materialet för att skapa önskad form.
Utropssymbol för avbrutna hål
Det finns ingen specifik utropssymbol för avbrutna hål på tekniska ritningar. Istället kallas de enskilda egenskaperna som utgör det avbrutna hålet vanligtvis separat.
Till exempel, om ett avbrutet hål består av en serie borrade hål och en malad spår, skulle ritningen specificera diametern och djupet på de borrade hålen, såväl som bredden, längden och djupet på det malade spåret.
I vissa fall kan det avbrutna hålet kallas som en enda funktion, med de enskilda elementen som anges i anteckningarna eller toleranserna. Detta görs ofta för tydlighet eller enkelhet, särskilt om det avbrutna hålet är ett kritiskt drag i delen.
Användning av avbrutna hål
Avbrutna hål har flera olika användningsområden inom teknik. Några av de vanligaste applikationerna inkluderar:
● Parningsfunktioner: Avbrutna hål kan användas för att skapa parningsfunktioner som gör att två delar kan passa ihop eller interagera med varandra.
● Avstånd: Avbrutna hål kan ge avstånd för andra funktioner eller komponenter, såsom ledningar, kablar eller fästelement.
● Viktminskning: I vissa fall kan avbrutna hål användas för att minska vikten på en del utan att kompromissa med dess styrka eller funktionalitet.
● Kylvätska eller smörjmedelspassager: Avbrutna hål kan skapa passager för kylvätska eller smörjmedel att flyta genom en del eller montering.
En av de viktigaste fördelarna med avbrutna hål är att de möjliggör komplexa geometrier och interaktioner mellan funktioner. Genom att kombinera borr- och fräsoperationer kan designers skapa hål som skulle vara omöjliga att göra med en enda operation.
Avbrutna hål kan emellertid också vara mer utmanande att tillverka än enkla hål. De kräver noggrann planering och genomförande för att säkerställa att de enskilda funktionerna anpassar och interagerar korrekt. Toleranser och ytbehandlingar kan också vara mer kritiska för avbrutna hål, eftersom all felanpassning eller grovhet kan påverka parets funktioner.
Motborrhål
Vad är ett motborrhål?
Ett motborrhål är en typ av hål som har två olika diametrar. Den består av ett hål med större diameter som borras en del in i materialet, följt av ett hål med mindre diameter som går hela vägen. Den större diameterdelen kallas motborrningen, och den är utformad för att rymma huvudet på en bult eller skruv.
Motborrhål tillverkas vanligtvis med en specialiserad borrbit som kallas ett motborrverktyg. Det här verktyget har ett pilotspets som borrar hålet med mindre diameter och en skärkant med större diameter som skapar motborrningen.
Utropssymbol för motborrhål
På tekniska ritningar representeras motborrhål med hjälp av motborrsymbolen, som ser ut som en cirkel med en liten fyrkant inuti. Motborens diameter anges först, följt av motbore djup. Diametern och djupet på det mindre hålet anges också.
Till exempel skulle ett motborrhål med en 10 mm diameter motbor som är 5 mm djup, och en 6 mm diameter genom hålet skulle kallas ut som '⌴ 10mm ⨯ 5mm, ∅6mm genom '.
Användning av motborrhål
Motborrhål används ofta inom teknik för flera olika applikationer, inklusive:
● Flush -montering: Motborrhål gör det möjligt för bultar eller skruvar att sitta spolning med materialets yta, vilket skapar ett smidigt och rent utseende.
● Avstånd: Motborden ger avstånd för bultens huvud eller skruv, vilket gör att den kan rotera fritt utan störningar.
● Belastningsfördelning: Motborens större diameter hjälper till att fördela belastningen på bulten eller skruva över ett större område, vilket minskar spänningskoncentrationerna.
Motborrhål används ofta i applikationer där en bultad anslutning måste vara stark och säker, men också måste ha ett rent och färdigt utseende. De finns ofta i fordons- och flyg- och rymdkomponenter, liksom i industriella maskiner och utrustning.
Spotythål
Vad är ett spotface -hål?
Ett spotface -hål är en typ av hål som har en grunt motborr, som vanligtvis används för att skapa en plan yta runt hålet. Spotface är vanligtvis bara tillräckligt djup för att rensa upp eventuella oegentligheter eller grovhet runt hålet, vilket ger en jämn och jämn yta för en bult eller skruv att sitta mot.
Spotface -hål används ofta vid gjutning eller smidningstillämpningar, där materialets yta kan vara grov eller ojämn. Genom att skapa en spotface runt hålet kan designers se till att fästelementet kommer att ha en stabil och säker monteringspunkt.
Kallsymbol för spotface hål
På tekniska ritningar representeras spotface -hål med spotface -symbolen, som ser ut som en cirkel med bokstäverna 'sf ' inuti den. Spotface diameter specificeras först, följt av djupet på spotface. Diametern och djupet på huvudhålet anges också.
Till exempel skulle ett spotface -hål med en 20 mm diameter spotface som är 2 mm djup, och en 10 mm diameter genom hålet skulle kallas ut som '⌴ sf 20mm ⨯ 2mm, ∅10mm genom '.
Användning av spotface hål
Spotface -hål används ofta inom teknik för flera olika applikationer, inklusive:
● Ytberedning: Spotface -hål används för att framställa ytan på ett material för en bultad eller skruvad anslutning, vilket säkerställer att fästelementet har en platt och stabil monteringspunkt.
● Stressfördelning: Spotface hjälper till att distribuera stressen på fästelementet över ett större område, vilket minskar risken för skada eller misslyckande.
● Tätning: I vissa fall kan spotface-hål användas för att skapa en tätningsyta för en packning eller O-ring, vilket hjälper till att förhindra läckor eller förorening.
Applicering av spotface hål
Spotface -hål används ofta i applikationer där materialets yta är grov eller ojämn, till exempel i gjutningar eller förlåtelser. De finns ofta i fordons- och flyg- och rymdkomponenter, liksom i industriella maskiner och utrustning.
Vissa specifika tillämpningar av spotface -hål inkluderar:
● Motorblock och cylinderhuvuden
● Sändningsfall och höljen
● Suspensionskomponenter
● Strukturramar och stöd
I dessa applikationer hjälper spotface -hål för att säkerställa att kritiska fästelement har en säker och stabil monteringspunkt, även på grova eller oregelbundna ytor. Genom att skapa en smidig och jämn yta runt hålet hjälper spotface -hål för att förbättra den slutliga kvaliteten och tillförlitligheten hos den slutliga enheten.
Försänkningshål
Vad är ett försänkningshål?
En CounterSink Hole är en typ av hål som har en konisk formad öppning överst, vilket gör att en platt skruvskruv kan sitta i linje med materialets yta. Räknaren är vanligtvis bredare än skruvens diameter, och räknarens vinkel matchar skruvhuvudets vinkel.
Räknare hål används ofta i applikationer där ett flush eller lågprofilt utseende önskas, till exempel inom flyg- eller bilkomponenter. De kan också användas för att minska risken för skada eller skador från utskjutande skruvhuvuden.
Callout -symbol för försämringshål
På tekniska ritningar representeras försänkningshål med hjälp av countersinfor -symbolen, som ser ut som en triangel med en liten cirkel överst. Ledarnas diameter specificeras först, följt av räknarens vinkel. Diametern och djupet på huvudhålet anges också.
Till exempel skulle ett försänkningshål med en 10 mm diameter försänkare som är 90 grader, och en 6 mm diameter genom hålet skulle kallas ut som '⌵ 10mm ⨯ 90 °, ∅6mm genom '.
Användning av försänkningshål
Räknare hål används ofta i teknik för flera olika applikationer, inklusive:
● Flush-montering: Räknare hål gör det möjligt för platthuvudskruvar att sitta spolning med ytan på materialet, vilket skapar ett smidigt och lågprofilerat utseende.
● Aerodynamik: I flyg- och rymdapplikationer kan räknarehål hjälpa till att minska dra och förbättra aerodynamisk prestanda genom att eliminera utskjutande skruvhuvuden.
● Säkerhet: I vissa fall kan räknare hål användas för att minska risken för skada eller skador från utskjutande skruvhuvuden, såsom i ledstång eller utrustningspaneler.
Applicering av försänkningshål
Räknare hål används ofta i applikationer där ett flush eller lågt profil utseende är viktigt, till exempel i:
● Flygplanskroppar och vingar
● Bilkroppspaneler och trim
● Elektroniska enheter
● Möbler och skåp
I dessa applikationer hjälper räknarehålen att skapa ett smidigt och strömlinjeformat utseende, samtidigt som de ger en säker och stabil monteringspunkt för platthuvudskruvar. Den koniska formen på försänkningen hjälper till att centrera skruven och fördela belastningen jämnt, vilket minskar risken för skador eller misslyckande.
Räknare hål kan vara mer utmanande att skapa än andra typer av hål, eftersom de kräver exakta vinklar och djup för att matcha skruvhuvudet. Men med rätt verktyg och tekniker kan räknare hål ge en högkvalitativ och professionell finish till alla enheter.
Motrillhål
Vad är ett motbördshål?
Ett motdragningshål är en typ av hål som har en cylindrisk motborrning i toppen, följt av ett mindre diameterhål som kanske eller inte går hela vägen genom materialet. Motbågen används vanligtvis för att ge avstånd för huvudet på en sockelhuvudskruv eller andra typer av fästelement.
Motdillhål liknar räknare hål, men istället för en konisk form har motdraget en cylindrisk form. Detta gör att fästelementhuvudet kan sitta spolning med ytan på materialet, samtidigt som det ger ytterligare avstånd för huvudet.
Utropssymbol för kontrakthål
På tekniska ritningar representeras motrillhål med samma symbol som ett motborrhål, som ser ut som en cirkel med en liten fyrkant inuti. Motrillens diameter anges först, följt av djupet på motbonadet. Diametern och djupet på huvudhålet anges också.
Till exempel skulle ett motdragshål med en 10 mm diameter motdragning som är 5 mm djup och ett blindhål på 6 mm diameter som är 10 mm djup kallas ut som '⌴ 10mm ⨯ 5mm, ∅6mm ⨯ 10mm '.
Användning av kontrakthål
Motrillhål används ofta inom teknik för flera olika applikationer, inklusive:
● Avstånd för fästelementhuvuden: Hålhål ger avstånd för huvuden på sockelhuvudskruvarna och andra typer av fästelement, vilket gör att de kan sitta spolning med ytan på materialet.
● Stressfördelning: Den cylindriska formen på motdraget hjälper till att fördela stressen på fästelementhuvudet över ett större område, vilket minskar risken för skador eller misslyckande.
● Justering: I vissa fall kan hål i kontrakten användas för att ge justering för parningsdelar eller för att hitta andra funktioner på komponenten.
Applicering av hål
Motrillhål används ofta i applikationer där ett spolmonterat fästelement krävs, men ytterligare clearance behövs för huvudet. Vissa specifika tillämpningar av hål med kontrakt inkluderar:
● Maskiner och utrustningskomponenter
● Mögel- och dö komponenter
● Automotive- och flyg- och rymdkomponenter
I dessa applikationer tillhandahåller hål i kontrakten en säker och stabil monteringspunkt för fästelement, samtidigt som man möjliggör enkel installation och borttagning. Den cylindriska formen på motbonadet hjälper till att minska stresskoncentrationerna och förbättra monteringens totala styrka och hållbarhet.
Motrillhål kan skapas med hjälp av en mängd olika metoder, inklusive borrning, tråkig och fräsning. Valet av metod beror på hålets storlek och djup, liksom materialet som bearbetas. Med rätt verktyg och tekniker kan hål i kontrakten ge en högkvalitativ och funktionell lösning för många olika tekniska applikationer.
Avsmalnande hål
Vad är ett avsmalnande hål?
Ett avsmalnande hål är en typ av hål där diametern gradvis ändras från ena änden till den andra, vilket skapar en konformad profil. Den avsmalnande vinkeln specificeras vanligtvis som ett förhållande mellan förändringen i diameter och hålets längd.
Avsmalnande hål används ofta i applikationer där en tät, säker passform krävs mellan parningsdelar. Den avsmalnande formen möjliggör enkel infogning och borttagning, samtidigt som den ger en stark och stabil anslutning när den är helt engagerad.
Utropssymbol för avsmalnande hål
På tekniska ritningar representeras avsmalnande hål med hjälp av den avsmalnande symbolen, som ser ut som en triangel med en liten cirkel vid spetsen. Den avsmalnande vinkeln specificeras med hjälp av förhållandet mellan förändringen i diameter och hålets längd. Till exempel innebär en avsmalning på 1:12 att diametern ändras med 1 enhet för varje 12 enheter.
Den lilla änddiametern och det stora änddiametern på det avsmalnande hålet anges också på ritningen. Till exempel skulle ett avsmalnande hål med en liten änddiameter på 10 mm, en stor änddiameter på 12 mm och en avsmalnande vinkel på 1:12 kallas ut som '∅10mm - ∅12mm ⨯ 1:12 avsmalnande '.
Användning av avsmalnande hål
Avsmalnande hål används ofta inom konstruktion för flera olika applikationer, inklusive:
● Parningsdelar: avsmalnande hål kan ge en säker och stabil anslutning mellan parningsdelar, såsom axlar och nav eller ventilstammar och säten.
● Justering: Hålets avsmalnande form kan hjälpa till att justera parningsdelar under montering, vilket minskar risken för felinställning eller skador.
● Tätning: I vissa fall kan avsmalnande hål användas för att skapa en tätning mellan parningsdelar, såsom i hydrauliska eller pneumatiska system.
Applicering av avsmalnande hål
Avsmalnande hål används ofta i applikationer där en tät, säker passform krävs mellan parningsdelar. Vissa specifika tillämpningar av avsmalnande hål inkluderar:
● Maskinverktygsspindlar och verktygshållare
● Ventilstammar och säten
● Hjulnav och axlar
● Avsmalnande stift och dowels
I dessa tillämpningar möjliggör hålets avsmalnande form enkel montering och demontering, samtidigt som den ger en stark och stabil anslutning när den är helt engagerad. Den avsmalnande formen hjälper också till att fördela belastningen jämnt över parningsytorna, vilket minskar risken för skada eller misslyckande.
Avsmalnande hål kan skapas med hjälp av en mängd olika metoder, inklusive reaming, tråkigt och slipning. Valet av metod beror på avsmalningsstorleken och vinkeln såväl som materialet som bearbetas. Med rätt verktyg och tekniker kan avsmalnande hål ge en högkvalitativ och funktionell lösning för många olika tekniska tillämpningar.
Skruvhålshål
Vad är ett skruvhål?
Ett skruvhålshål är en typ av hål som är något större än diametern på skruven som kommer att passera genom den. Det extra utrymmet gör att skruven lätt kan passera genom hålet, utan att binda eller fastna.
Skruvhålshål används vanligtvis i applikationer där en del behöver fästas till en annan, men skruven krävs inte för att skapa en tät passform. Avståndshålet gör det möjligt att sättas in och tas bort enkelt utan att skada delarna eller själva skruven.
Utropssymbol för hål med skruvavstånd
På tekniska ritningar representeras skruvhålshål med hjälp av standardhålsymbolen, som ser ut som en cirkel med en ledarlinje som pekar på den. Hålets diameter anges på ledarlinjen, tillsammans med ytterligare information såsom den typ av skruv som kommer att användas.
Till exempel skulle ett clearance-hål för en 1/4 '-20 skruv kallas ut som ' ∅0.266 genom ', vilket indikerar en håldiameter på 0,266 tum och ett genom hål.
Användning av skruvhål
Skruvhålshål används ofta i konstruktion för flera olika applikationer, inklusive:
● Fästning: Skruvhålshål används för att fästa två eller flera delar tillsammans med skruvar eller bultar. Avståndshålet gör att skruven lätt kan passera utan att skapa en snäv passform.
● Justerbarhet: I vissa fall kan skruvhålshål användas för att möjliggöra justerbarhet mellan delar. Avståndshålet gör det möjligt att lossa och dra åt vid behov utan att skada delarna.
● Justering: Skruvhålshål kan också användas för att hjälpa till att justera delar under montering. Hålets större diameter möjliggör ett vridrum, vilket gör det lättare att ställa in delarna korrekt.
Applicering av skruvhål
Skruvhålshål används ofta i applikationer där en icke-permanent, justerbar fästning krävs. Vissa specifika applikationer av skruvhål inkluderar:
● Möbelmontering
● Maskinvakter och omslag
● Elektriska kapslingar och paneler
● Automotive- och flyg- och rymdkomponenter
I dessa applikationer ger skruvhål hål ett enkelt och effektivt sätt att fästa delar tillsammans, samtidigt som man möjliggör enkel montering och demontering. Hålets större diameter hjälper också till att minska spänningskoncentrationerna runt fästelementet, vilket förbättrar monteringens totala styrka och hållbarhet.
Skruvhålshål kan skapas med olika metoder, inklusive borrning, stansning och laserskärning. Valet av metod beror på hålets storlek och form såväl som materialet som bearbetas. Med rätt verktyg och tekniker kan hål med skruvhöjning ge en pålitlig och kostnadseffektiv lösning för många olika tekniska applikationer.
Tappa hål
Vad är ett tappat hål?
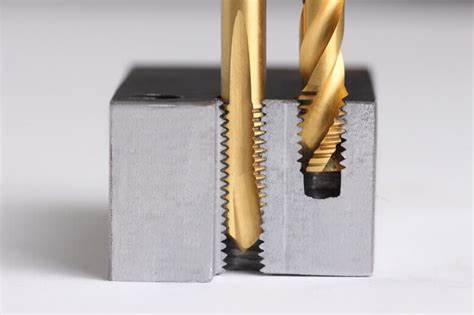
Ett tappat hål är en typ av hål som har trådar skärs i det med ett verktyg som kallas en kran. Trådarna tillåter en skruv eller bult att skruvas in i hålet, vilket skapar en stark och säker fästpunkt.
Tappade hål skapas vanligtvis genom att först borra ett hål i materialet och sedan använda en kran för att klippa trådarna i hålet. Kranen är i huvudsak en skruv med skarpa skärkanter som tar bort material när det roteras in i hålet.
Callout -symbol för tappade hål
På tekniska ritningar representeras tappade hål med en speciell symbol som indikerar storleken och typen av tråd som används. Den vanligaste standarden för tappade hål är den metriska standarden, som använder bokstaven 'm ' följt av den nominella diametern på hålet i millimeter.
Till exempel skulle ett tappat hål med en M8 -tråd kallas ut som 'M8 x 1,25 ', där '1.25 ' indikerar tonhöjden (avståndet mellan varje tråd).
Användning av tappade hål
Tappade hål används ofta inom teknik för flera olika applikationer, inklusive:
● Fästning: Tappade hål används för att skapa starka och säkra fästpunkter för skruvar och bultar. Trådarna i hålet greppar trådarna på skruven eller bulten och håller den tätt på plats.
● Montering: Tappade hål används ofta för att montera flera delar tillsammans i en enda enhet. Genom att använda skruvar eller bultar för att fästa delarna tillsammans genom tappade hål, kan en stark och stabil montering skapas.
● Justering: I vissa fall kan tappning av hål användas för att möjliggöra justering eller justering av delar. Genom att lossa eller dra åt skruven eller bulten i det tappade hålet kan delen av delen finjusteras.
Applicering av tappade hål
Tappade hål används i en mängd olika applikationer i många olika branscher, inklusive:
● Fordon: Tappade hål används i stor utsträckning i biltillverkning för montering av motorer, överföringar och andra komponenter.
● Aerospace: Tappade hål används i flyg- och rymdapplikationer för montering av flygplanstrukturer, motorer och andra komponenter.
● Industriella maskiner: Tappade hål används i industriella maskiner för montering och fästkomponenter som växlar, lager och höljen.
I dessa applikationer ger tappade hål ett starkt, säkra och pålitliga sätt att fästa och montera komponenter. Trådarna i hålet skapar en stor ytarea för skruven eller bulten för att greppa, fördela lasten jämnt och minska risken för fel.
Tappade hål kan skapas i en mängd olika material, inklusive metaller, plast och kompositer. Valet av material och trådstorlek beror på den specifika applikationen och de belastningar som kommer att appliceras på fästpunkten. Med rätt verktyg och tekniker kan tappade hål ge en mångsidig och effektiv lösning för många olika tekniska utmaningar.
Gängade hål
Vad är ett gängat hål?
Ett gängat hål är en typ av hål som har trådar skärs i det, vilket gör att en skruv eller bult kan gängas in i hålet. Trådade hål liknar tappade hål, men termen 'gängat hål ' används ofta mer allmänt för att hänvisa till alla hål med trådar, oavsett hur trådarna skapades.
Trådade hål kan skapas med hjälp av en mängd olika metoder, inklusive tappning, trådfräsning och trådformning. Valet av metod beror på materialet som gängas, storleken och typen av tråd som krävs och produktionsvolymen.
Utropssymbol för gängade hål
På tekniska ritningar representeras gängade hål med hjälp av en symbol som indikerar storleken och typen av tråd som används. Symbolen består av trådbeteckningen, såsom 'm ' för metriska trådar eller 'un ' för enhetliga trådar, följt av den nominella diametern och tonhöjden på tråden.
Till exempel skulle ett m10 x 1,5 gängat hål kallas ut som 'm10 x 1,5 ', där 'm10 ' indikerar en metrisk tråd med en nominell diameter på 10mm och '1,5 ' indikerar tonhöjden (avståndet mellan varje tråd).
Användning av gängade hål
Trådade hål används ofta inom konstruktion för flera olika applikationer, inklusive:
● Fästning: Gängade hål används för att skapa starka och säkra fästpunkter för skruvar och bultar. Trådarna i hålet greppar trådarna på skruven eller bulten och håller den tätt på plats.
● Justering: Gängade hål kan användas för att möjliggöra justering eller justering av delar. Genom att vrida skruven eller bulten i det gängade hålet kan delen av delen finjusteras.
● Montering: Gängade hål används ofta för att montera flera delar tillsammans i en enda enhet. Genom att använda skruvar eller bultar för att fästa delarna tillsammans genom gängade hål, kan en stark och stabil montering skapas.
Applicering av gängade hål
Trådade hål används i en mängd olika applikationer i många olika branscher, inklusive:
● Bilar: Gängade hål används i stor utsträckning i biltillverkning för montering av motorer, överföringar och andra komponenter.
● Aerospace: Gängade hål används i flyg- och rymdapplikationer för montering av flygplanstrukturer, motorer och andra komponenter.
● Konsumentprodukter: Gängade hål används i många konsumentprodukter, såsom elektronik och apparater, för montering och fästkomponenter.
I dessa applikationer ger gängade hål ett starkt, säkra och pålitliga sätt att fästa och montera komponenter. Trådarna i hålet skapar en stor ytarea för skruven eller bulten för att greppa, fördela lasten jämnt och minska risken för fel.
Trådade hål kan skapas i en mängd olika material, inklusive metaller, plast och kompositer. Valet av material och trådstorlek beror på den specifika applikationen och de belastningar som kommer att appliceras på fästpunkten. Med rätt verktyg och tekniker kan gängade hål ge en mångsidig och effektiv lösning för många olika tekniska utmaningar.
Funktioner att tänka på när du skapar hål
När man skapar hål i teknik måste flera viktiga funktioner beaktas för att säkerställa önskat resultat. Dessa funktioner inkluderar djup, diameter, tolerans och de utmaningar som utgör svåra att maskinmaterial. Låt oss utforska var och en av dessa aspekter mer detaljerat.

Djup och dess inverkan
Djupet på ett hål spelar en avgörande roll i dess funktionalitet och slutproduktens totala prestanda. I blinda hål bestämmer djupet mängden material som återstår i botten, vilket kan påverka komponentens styrka och stabilitet. Kontroll av djupet är viktigt för att förhindra att den andra sidan av arbetsstycket oavsiktligt bryter.
Djupet på ett hål påverkar också valet av skärverktyg och bearbetningsparametrar. Djupare hål kan kräva specialiserade verktyg, såsom djuphålsborrar eller pistolövningar, för att upprätthålla rakhet och undvika avböjning. Skärhastigheten och matningshastigheten kan behöva justeras för att rymma det ökade djupet och för att säkerställa korrekt chip -evakuering.
Dessutom kan djupet på ett hål påverka ytfinish och dimensionell noggrannhet. När djupet ökar blir det mer utmanande att upprätthålla en konsekvent ytfinish och att kontrollera hålets storlek och form. Därför är det avgörande att överväga djupkraven noggrant och att välja lämpliga bearbetningsprocesser och verktyg för att uppnå önskade resultat.
Val av diameter
Att välja rätt diameter för ett hål är en annan kritisk faktor i tekniska tillämpningar. Diametern på ett hål kan påverka komponentens styrka, funktionalitet och kompatibilitet med andra delar. När man väljer diametern måste ingenjörer beakta hålets syfte, de belastningar det kommer att bära och de parande komponenterna den kommer att interagera med.
I många fall används standardborrstorlekar för att skapa hål med vanliga diametrar. Dessa standardstorlekar är lätt tillgängliga och kan förenkla tillverkningsprocessen. Det kan emellertid finnas fall där en icke-standarddiameter krävs för att uppfylla specifika designkrav. I sådana fall kan anpassade verktyg eller specialiserade bearbetningstekniker vara nödvändiga.
Diametern på ett hål påverkar också valet av fästelement och annan hårdvara som kommer att användas i samband med hålet. Till exempel måste avståndshål vara dimensionerade på lämpligt sätt så att bultar eller skruvar tillåter att passera utan störningar, medan gängade hål måste ha rätt diameter och trådhöjd för att engagera sig i parningen fäster säkert.
Toleranskrav
Tolerans är ett kritiskt övervägande vid hålframställning, eftersom det bestämmer det acceptabla variationen i hålets storlek, form och position. Den erforderliga toleransen beror på den specifika tillämpningen och komponentens funktionalitet. Ständiga toleranser kan vara nödvändiga för enheter med hög precision, medan lösare toleranser kan vara acceptabla för mindre kritiska tillämpningar.
För att uppnå önskad tolerans måste ingenjörer noggrant välja lämpliga bearbetningsprocesser och verktyg. Vissa processer, såsom reaming eller honing, kan producera hål med mycket snäva toleranser, medan andra, såsom borrning eller stansning, kan ha mer betydande variationer. Valet av skärverktyg, bearbetningsparametrar och arbetshållningsmetoder kan också påverka den möjliga toleransen.
Förutom storlek och formtoleranser måste ingenjörer också överväga positionstoleranser, som hänför sig till platsen för hålet relativt andra funktioner på komponenten. Positionstoleranser kan vara kritiska för att säkerställa korrekt inriktning och passning mellan parningsdelar. Specialiserade verktyg, såsom jiggar eller fixturer, kan användas för att upprätthålla positionsnoggrannhet under bearbetningsprocessen.
Bearbetar svåra material
Vissa material utgör betydande utmaningar när det gäller hål. Dessa svåra att maskinmaterial kan inkludera:
● Superlegeringar: Högstyrka, värmebeständiga legeringar som används i flyg- och energitillämpningar.
● Titan: Lätt, stark och korrosionsbeständig, men benägen att arbeta härdning och värmeproduktion under bearbetning.
● Keramik: Hårda, spröda material som kräver specialiserade verktyg och tekniker för att undvika sprickor och flisning.
● Kompositer: Material gjorda av flera beståndsdelar, såsom kolfiberförstärkta polymerer, som kan delaminera eller strida under bearbetning.
När man bearbetar hål i dessa utmanande material måste ingenjörer använda lämpliga strategier för att övervinna de specifika svårigheterna som är förknippade med varje material. Till exempel:
● Använd skarpa, högkvalitativa skärverktyg med slitbeständiga beläggningar.
● Tillämpa lämpliga skärhastigheter och matningshastigheter för att minimera värmeproduktion och verktygsslitage.
● Anställa kylmedel och smörjmedel för att minska friktion och värmeuppbyggnad.
● Implementering av hackande cykler eller andra tekniker för att bryta chips och undvika verktygsbrott.
● Använda specialiserade verktygsgeometrier eller material, såsom polykristallin diamant (PCD) eller kubisk bornitrid (CBN).



















