अभियांत्रिकीमध्ये छिद्र महत्त्वपूर्ण भूमिका बजावतात आणि सीएनसी मशीनिंग , परंतु विविध प्रकार, चिन्हे आणि अनुप्रयोग समजून घेणे आव्हानात्मक असू शकते. काउंटरबोर होल म्हणजे काय किंवा अभियांत्रिकी रेखांकनांमधील भिन्न छिद्र कॉलआउट्स कसे ओळखावे याबद्दल आपण कधीही विचार केला आहे?
हा लेख अभियांत्रिकीमध्ये वापरल्या जाणार्या सर्वात सामान्य प्रकारच्या छिद्रांमध्ये, छिद्र, काउंटरबोर छिद्र, स्पॉट फेस होल आणि बरेच काही यासह सर्वात सामान्य प्रकारच्या छिद्रांमध्ये खोलवर डुबकी देईल. आम्ही त्यांची अद्वितीय वैशिष्ट्ये, अनुप्रयोग आणि प्रमाणित चिन्हे आणि कॉलआउट्सचा वापर करून अभियांत्रिकी रेखांकनात त्यांना कसे ओळखावे हे शोधून काढू.
अभियांत्रिकीमधील छिद्रांचे महत्त्व
विविध अभियांत्रिकी क्षेत्रात छिद्र महत्त्वपूर्ण भूमिका बजावतात. ते तारा आणि द्रवपदार्थाच्या जागी फास्टनर्सला सामावून घेण्यापासून ते एकाधिक उद्दीष्टे देतात. असंख्य अभियंता घटक आणि प्रणालींच्या असेंब्ली आणि कार्यक्षमतेसाठी छिद्र आवश्यक आहेत.
यांत्रिकी अभियांत्रिकीमध्ये, एकत्र भाग बांधण्यासाठी छिद्रांचा वापर केला जातो. थ्रेडेड छिद्र, ज्यात टॅपिंग किंवा थ्रेड मिलिंगद्वारे तयार केलेले अंतर्गत धागे वैशिष्ट्यीकृत आहेत, बोल्ट आणि स्क्रूला त्या ठिकाणी सुरक्षितपणे घटक ठेवण्याची परवानगी देते. दुसरीकडे, क्लीयरन्स होल, थ्रेड्सना गुंतवून न घेता फास्टनर्सना जाण्याची जागा प्रदान करतात.
इलेक्ट्रिकल आणि इलेक्ट्रॉनिक अभियांत्रिकीमध्ये छिद्र देखील महत्त्वपूर्ण आहेत. पीसीबी (मुद्रित सर्किट बोर्ड) इलेक्ट्रॉनिक घटक माउंट करण्यासाठी आणि कनेक्ट करण्यासाठी छिद्रांवर अवलंबून असतात. छिद्रांद्वारे (ø थ्रू) तारा आणि लीड्सचा रस्ता सक्षम करते, तर आंधळे छिद्र, ⌴ प्रतीकासह चिन्हांकित, घटक प्लेसमेंटसाठी विशिष्ट खोली प्रदान करतात.
होल वैशिष्ट्ये समजून घेणे
सामान्य व्याख्या आणि वैशिष्ट्ये
आकार, आकार आणि खोली
अभियांत्रिकी डिझाइनमध्ये छिद्र आवश्यक घटक आहेत. ते विविध आकार, आकार आणि खोलीत येतात. सर्वात मूलभूत छिद्र प्रकार म्हणजे परिपत्रक क्रॉस-सेक्शनसह एक सरळ उघडणे आहे, जे ø चिन्हाद्वारे दर्शविले जाते.
होल व्यास हा भोक डिझाइनचा एक महत्त्वपूर्ण पैलू आहे. हे फास्टनर्स किंवा घटकांचे आकार निर्धारित करते जे छिद्रातून जाऊ शकते किंवा फिट होऊ शकते. खोली हे आणखी एक महत्त्वाचे वैशिष्ट्य आहे, जे भोक सामग्रीमध्ये किती विस्तारित आहे हे निर्दिष्ट करते.
भोक स्थान आणि सहनशीलता
अभियांत्रिकी अनुप्रयोगांमध्ये होल स्थान गंभीर आहे. हे घटकांची योग्य संरेखन आणि कार्यक्षमता सुनिश्चित करते. सहिष्णुता छिद्र परिमाण आणि स्थितीत स्वीकार्य भिन्नता निर्दिष्ट करते.
असेंब्ली प्रक्रियेसाठी अचूक भोक स्थान आवश्यक आहे. चुकीच्या पद्धतीने छिद्रांमुळे फिटमेंटचे प्रश्न आणि तडजोड कामगिरी होऊ शकते. सहिष्णुता भागांची सुसंगतता आणि अदलाबदल राखण्यास मदत करते.
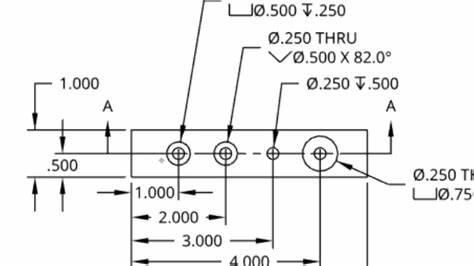
अभियांत्रिकी रेखांकनांवरील कॉलआउट चिन्हे छिद्रांचे वैशिष्ट्य दर्शवितात. यामध्ये व्यास, खोली आणि स्थान परिमाण समाविष्ट आहेत. अचूक मशीनिंग आणि छिद्र निर्मितीसाठी या प्रतीकांचे योग्य स्पष्टीकरण महत्त्वपूर्ण आहे.
भोक निर्मितीसाठी मशीनिंग तंत्र
ड्रिलिंग, कंटाळवाणे, रीमिंग आणि बरेच काही
अभियांत्रिकी घटकांमध्ये छिद्र तयार करण्यासाठी विविध मशीनिंग तंत्र कार्यरत आहेत. पद्धतीची निवड छिद्र आकार, खोली, अचूक आवश्यकता आणि भौतिक गुणधर्म यासारख्या घटकांवर अवलंबून असते. काही सामान्य छिद्र बनवण्याच्या प्रक्रियांमध्ये हे समाविष्ट आहे:
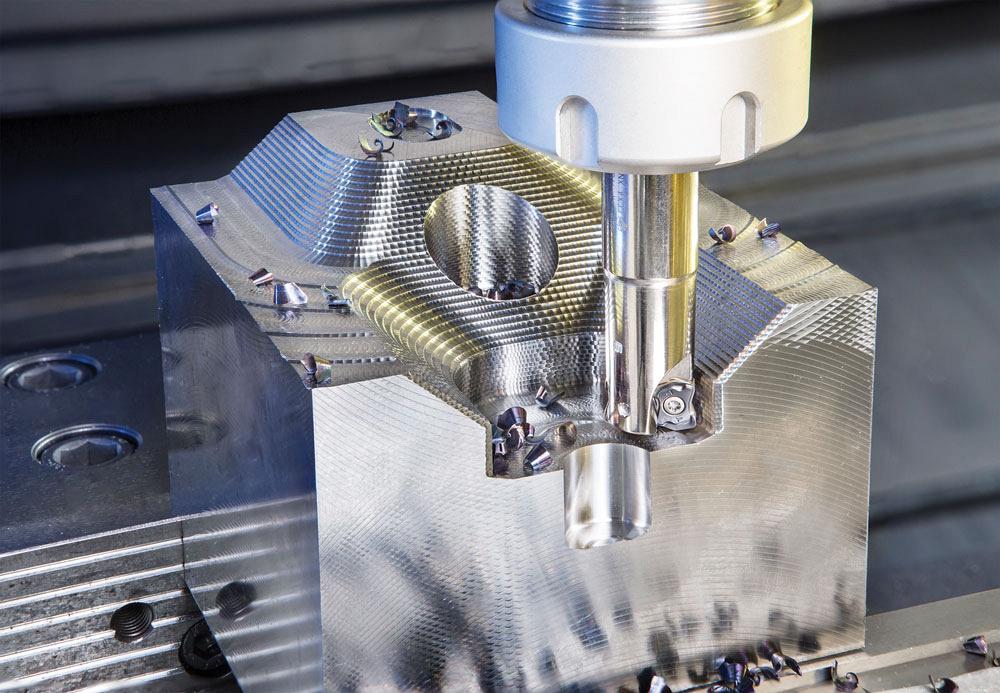
1. ड्रिलिंग: दंडगोलाकार छिद्र तयार करण्यासाठी ही सर्वात सामान्य पद्धत आहे. यात सामग्री काढण्यासाठी आणि इच्छित व्यास आणि खोलीचा छिद्र तयार करण्यासाठी फिरणार्या ड्रिल बिटचा वापर करणे समाविष्ट आहे.
२.बोरिंग: कंटाळवाणे पूर्वी अस्तित्त्वात असलेल्या छिद्रांची अचूकता वाढविण्यासाठी किंवा सुधारण्यासाठी वापरली जाते. यात छिद्रांच्या पृष्ठभागावरून सामग्री काढण्यासाठी एकल-बिंदू कटिंग साधन वापरणे, अचूक परिमाण आणि गुळगुळीत समाप्त साधणे समाविष्ट आहे.
Re. रीमिंग: रीमिंग हे एक अंतिम ऑपरेशन आहे जे ड्रिल किंवा कंटाळलेल्या छिद्रांच्या पृष्ठभागाची समाप्ती आणि मितीय अचूकता सुधारते. यात थोड्या प्रमाणात सामग्री काढण्यासाठी आणि अखंडित समाप्त करण्यासाठी रीमर नावाच्या मल्टी-एज्ड कटिंग टूलचा वापर करणे समाविष्ट आहे.
Th. थ्रेड मिलिंग: थ्रेड मिलिंग ही एक प्रक्रिया आहे जी छिद्रांमध्ये अंतर्गत धागे तयार करण्यासाठी वापरली जाते. यात छिद्रांच्या पृष्ठभागावर धागे कापण्यासाठी थ्रेड मिलिंग टूल वापरणे समाविष्ट आहे, ज्यामुळे थ्रेडेड फास्टनर्स असेंब्लीसाठी वापरले जाऊ शकतात.
इतर विशिष्ट भोक बनवण्याच्या तंत्रांमध्ये हे समाविष्ट आहे:
Tap टॅपिंग: टॅपिंग टूल वापरुन अंतर्गत धागे तयार करणे
● काउंटरबोरिंग: बोल्ट किंवा स्क्रू हेड्स सामावून घेण्यासाठी ड्रिल्ड होलच्या शीर्षस्थानी एक मोठा व्यासाची सुट्टी तयार करणे
Ters काउंटरसिंकिंग: फ्लॅट-हेड स्क्रूच्या फ्लश फिटिंगला अनुमती देण्यासाठी भोकच्या प्रवेशद्वारावर शंकूच्या आकाराची सुट्टी तयार करणे
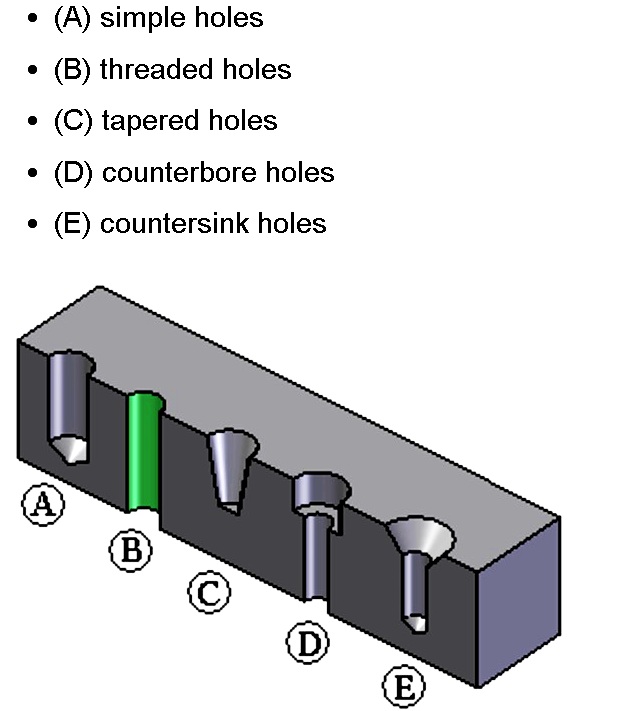
अभियांत्रिकीमध्ये सामान्य प्रकारचे छिद्र
साध्या छिद्र
एक साधा छिद्र म्हणजे काय?
एक साधा छिद्र अभियांत्रिकीमध्ये वापरला जाणारा सर्वात मूलभूत प्रकार आहे. हे संपूर्ण व्यासासह ऑब्जेक्टमध्ये एक परिपत्रक कट-आउट आहे. साध्या छिद्र तयार करणे सोपे आहे आणि विस्तृत अनुप्रयोग आहेत.
ड्रिलिंग, पंचिंग किंवा लेसर कटिंग यासारख्या विविध पद्धतींचा वापर करून या छिद्र केले जाऊ शकतात. पद्धतीची निवड सामग्री, आवश्यक सुस्पष्टता आणि उत्पादन खंड यावर अवलंबून असते.
साध्या छिद्र अष्टपैलू आहेत आणि विविध उद्योगांमधील बर्याच वेगवेगळ्या उत्पादने आणि घटकांमध्ये आढळू शकतात.
साध्या छिद्रांचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, व्यास चिन्ह (ø) वापरून साध्या छिद्रांचे प्रतिनिधित्व केले जाते. हे चिन्ह भोकच्या व्यासानंतर आहे.
उदाहरणार्थ, 10 मिमीच्या व्यासासह एक साधा छिद्र रेखांकनावर 'ø10 ' असे लेबल लावला जाईल. जर भोक संपूर्ण ऑब्जेक्टमधून गेला तर त्यास 'ø10 थ्रू. ' असे लेबल केले जाऊ शकते.
ऑब्जेक्टमधून जात नसल्यास एका साध्या छिद्रांची खोली देखील रेखांकनावर निर्दिष्ट केली जाते.
साध्या छिद्रांचा उपयोग
साध्या छिद्रांमध्ये अभियांत्रिकीमध्ये असंख्य अनुप्रयोग आहेत. ते विविध हेतूंची सेवा करतात, जसे की:
Fast फास्टनिंग किंवा असेंब्लीसाठी गुण प्रदान करणे, जसे की बोल्ट किंवा स्क्रू सामावून घेणे
Enctions इतर घटकांसाठी क्लीयरन्स किंवा प्रवेश तयार करणे
Fluid द्रव किंवा वायूंच्या जागी परवानगी देणे
Wathe वीण भागांसाठी शोधणे किंवा संरेखन वैशिष्ट्ये म्हणून काम करणे
असेंब्लीमध्ये, साध्या छिद्रांचा वापर अनेकदा एकाधिक घटकांमध्ये एकत्र करण्यासाठी केला जातो. ते सुरक्षित कनेक्शन तयार करण्यासाठी बोल्ट, स्क्रू किंवा रिवेट्स सारख्या फास्टनर्सच्या वापरास परवानगी देतात.
घटकांमध्ये वजन कमी करण्यासाठी साध्या छिद्रांचा देखील वापर केला जाऊ शकतो. अनावश्यक सामग्री काढून टाकून, डिझाइनर सामर्थ्य किंवा कार्यक्षमतेशी तडजोड न करता फिकट भाग तयार करू शकतात.
याव्यतिरिक्त, साध्या छिद्र द्रव किंवा वायूंसाठी नाली म्हणून काम करू शकतात. ते घटक किंवा असेंब्लीद्वारे पातळ पदार्थ, हवा किंवा इतर पदार्थांच्या उतारास परवानगी देतात.
आंधळे छिद्र
आंधळे भोक म्हणजे काय?
एक आंधळा छिद्र हा एक प्रकारचा छिद्र आहे जो सामग्रीद्वारे संपूर्ण मार्गाने जात नाही. हे एका खिशात किंवा पोकळीसारखे आहे ज्याची विशिष्ट खोली आहे. अंध छिद्र ड्रिलिंग, रीमिंग किंवा दुसर्या बाजूने न फोडता सामग्रीमध्ये गिरणीद्वारे बनवले जातात.
अनुप्रयोगानुसार आंधळ्या छिद्राची खोली बदलू शकते. काही आंधळे छिद्र उथळ आहेत, तर काही खोल खोल असू शकतात. आंधळ्या छिद्राचा तळाशी ते तयार करण्यासाठी वापरल्या जाणार्या कटिंग टूलच्या आकारानुसार सपाट, शंकूच्या आकाराचे किंवा वक्र असू शकते.
ब्लाइंड होल सामान्यत: बर्याच वेगवेगळ्या उत्पादने आणि घटकांमध्ये वापरल्या जातात. ते इंजिन ब्लॉक्सपासून ते इलेक्ट्रॉनिक उपकरणांपर्यंत प्रत्येक गोष्टीत आढळू शकतात.
आंधळे भोक यांचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, आंधळे छिद्र व्यासाचे प्रतीक (ø) आणि त्यानंतर छिद्रांच्या खोलीचा वापर करून दर्शविले जातात. खोली सामान्यत: ध्वजासारखे दिसते त्या खोलीच्या प्रतीकाचा वापर करून निर्दिष्ट केली जाते.
उदाहरणार्थ, 10 मिमीच्या व्यासासह आणि 20 मिमीच्या खोलीसह एक आंधळे छिद्र 'ø10 x 20 ' किंवा 'ø10 - 20 खोल. ' जर खोलीचे प्रतीक वापरले गेले तर ते असे दिसून येईल: 'ø10 ⚑ 20. '
हे लक्षात घेणे महत्वाचे आहे की आंधळ्या छिद्राची खोली सामग्रीच्या पृष्ठभागापासून छिद्राच्या तळाशी मोजली जाते. हे एक थ्रू टू होलपेक्षा भिन्न आहे, जे सामग्रीद्वारे संपूर्ण मार्गाने जाते.
आंधळे छिद्रांचे उपयोग
अभियांत्रिकीमध्ये आंधळे छिद्रांचे बरेच भिन्न उपयोग आहेत. काही सामान्य अनुप्रयोगांमध्ये हे समाविष्ट आहे:
Tap टॅपिंग: आंधळे छिद्र बर्याचदा टॅपिंगसाठी वापरले जातात, जे स्क्रू किंवा बोल्ट स्वीकारण्यासाठी छिद्रात धागे कापण्याची प्रक्रिया आहे.
● थ्रेडिंग: टॅपिंग प्रमाणेच, थ्रेडिंगमध्ये थ्रेड केलेले कनेक्शन तयार करण्यासाठी थ्रेड्स एका आंधळ्या छिद्रात कापणे समाविष्ट आहे.
● शोधणे: आंधळे छिद्र असेंब्ली दरम्यान घटक संरेखित करण्यासाठी किंवा स्थितीचे घटक म्हणून शोधण्यासाठी वैशिष्ट्ये म्हणून वापरले जाऊ शकतात.
● वजन कमी करणे: काही प्रकरणांमध्ये, ब्लाइंड होलचा वापर एखाद्या घटकाचे वजन कमी करण्यासाठी त्याच्या सामर्थ्य किंवा कार्यक्षमतेशी तडजोड न करता केला जाऊ शकतो.
आंधळे छिद्र देखील सामान्यत: घटक आरोहित किंवा संलग्न करण्यासाठी वापरले जातात. उदाहरणार्थ, एक आंधळा छिद्र प्रेस-फिट डोव्हल पिन किंवा थ्रेडेड घाला स्वीकारण्यासाठी वापरला जाऊ शकतो.
काही अनुप्रयोगांमध्ये, वंगण किंवा शीतलक वितरणासाठी अंध छिद्रांचा वापर केला जातो. ऑपरेशन दरम्यान एखाद्या घटकाच्या विशिष्ट क्षेत्रात वंगण किंवा शीतलक चॅनेल करण्यासाठी छिद्र वापरला जाऊ शकतो.
छिद्रातून
एक छिद्र म्हणजे काय?
ए थ्रू टू होल हा एक प्रकारचा छिद्र आहे जो सामग्री किंवा ऑब्जेक्टद्वारे पूर्णपणे जातो. एक विशिष्ट खोली असलेल्या आंधळ्या छिद्रापेक्षा विपरीत, एक थ्रू टू होल सामग्रीच्या दोन्ही बाजूंनी एक उद्घाटन तयार करते. याचा अर्थ असा की आपण एका बाजूने दुसर्या बाजूला छिद्रातून प्रकाश पाहू शकता.
ड्रिलिंग, पंचिंग किंवा लेसर कटिंग यासारख्या विविध पद्धतींचा वापर करून छिद्रांद्वारे केले जाऊ शकते. पद्धतीची निवड सामग्री, आवश्यक सुस्पष्टता आणि उत्पादन खंड यावर अवलंबून असते.
अभियांत्रिकीमध्ये छिद्रांद्वारे सामान्य आहे आणि बर्याच वेगवेगळ्या उत्पादने आणि घटकांमध्ये आढळू शकते. ते बर्याचदा फास्टनिंग, संरेखन किंवा द्रव किंवा वायूंसाठी रस्ता तयार करण्यासाठी वापरले जातात.
छिद्रांद्वारे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, छिद्रांद्वारे व्यास चिन्ह (ø) वापरून दर्शविले जाते त्यानंतर 'थ्रू ' किंवा 'माध्यमातून. '
उदाहरणार्थ, 10 मिमीच्या व्यासासह असलेल्या छिद्रात रेखांकनावरील 'ø10 थ्रू ' किंवा 'ø10' असे लेबल केले जाईल. हे सूचित करते की भोक सामग्रीद्वारे संपूर्ण मार्गाने जातो.
जर ए थ्रू टू होल असेंब्लीचा भाग असेल किंवा विशिष्ट आवश्यकता असेल, जसे की सहिष्णुता किंवा पृष्ठभाग समाप्त, हे रेखांकनावर देखील निर्दिष्ट केले जाईल.
छिद्रांद्वारे वापर
छिद्रांद्वारे अभियांत्रिकीमध्ये बरेच भिन्न उपयोग आहेत. काही सामान्य अनुप्रयोगांमध्ये हे समाविष्ट आहे:
● फास्टनिंग: छिद्रांद्वारे बर्याचदा बोल्ट, स्क्रू किंवा इतर फास्टनर्ससाठी घटकांमध्ये सामील होण्यासाठी वापरले जातात.
● संरेखन: छिद्रांद्वारे असेंब्ली दरम्यान घटक संरेखित करण्यासाठी किंवा स्थितीत घटक म्हणून मदत करण्यासाठी वैशिष्ट्ये म्हणून वापरल्या जाऊ शकतात.
● द्रव किंवा वायूचा प्रवाह: छिद्रांद्वारे घटक किंवा असेंब्लीमधून जाण्यासाठी द्रव किंवा वायूंसाठी एक रस्ता तयार होऊ शकतो.
● वजन कमी करणे: काही प्रकरणांमध्ये, छिद्रांद्वारे एखाद्या घटकाचे वजन कमी करण्यासाठी त्याच्या सामर्थ्य किंवा कार्यक्षमतेची तडजोड न करता वापरले जाऊ शकते.
छिद्रांद्वारे सामान्यत: इलेक्ट्रिकल आणि इलेक्ट्रॉनिक घटकांमध्ये देखील वापरले जाते. उदाहरणार्थ, मुद्रित सर्किट बोर्ड (पीसीबी) बर्याचदा आरोहित घटक किंवा विद्युत कनेक्शन तयार करण्यासाठी छिद्रांद्वारे असतात.
काही अनुप्रयोगांमध्ये, छिद्रांद्वारे वायुवीजन किंवा शीतकरणासाठी वापरले जाते. छिद्रांमुळे घटक किंवा असेंब्लीद्वारे हवा वाहू देते, उष्णता नष्ट करण्यास आणि ओव्हरहाटिंगला प्रतिबंधित करण्यास मदत करते.
व्यत्यय छिद्र
व्यत्यय आणलेला छिद्र म्हणजे काय?
व्यत्यय आणलेला छिद्र हा एक प्रकारचा छिद्र असतो जो सतत किंवा पूर्ण नसतो. हे एक छिद्र आहे जे स्लॉट, खोबणी किंवा दुसरे छिद्र यासारख्या दुसर्या वैशिष्ट्याने छेदलेले किंवा ओलांडलेले आहे. हे भोकच्या भूमितीमध्ये एक विसंगती किंवा व्यत्यय निर्माण करते.
ड्रिलिंग आणि मिलिंग ऑपरेशन्सच्या संयोजनाचा वापर करून व्यत्यय आणलेल्या छिद्र केले जातात. प्रक्रियेमध्ये आच्छादित छिद्रांची मालिका ड्रिल करणे आणि नंतर इच्छित आकार तयार करण्यासाठी उर्वरित सामग्री काढून टाकणे समाविष्ट आहे.
व्यत्ययलेल्या छिद्रांचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर व्यत्यय आणलेल्या छिद्रांसाठी कोणतेही विशिष्ट कॉलआउट प्रतीक नाही. त्याऐवजी, व्यत्यय आणलेल्या छिद्र बनविणार्या वैयक्तिक वैशिष्ट्यांना सामान्यत: स्वतंत्रपणे म्हटले जाते.
उदाहरणार्थ, जर एखाद्या व्यत्ययलेल्या छिद्रात ड्रिल होल आणि एक मिल्ड स्लॉटची मालिका असेल तर रेखांकन ड्रिल केलेल्या छिद्रांचा व्यास आणि खोली तसेच रुंदी, लांबी आणि मिल्ड स्लॉटची खोली निर्दिष्ट करेल.
काही प्रकरणांमध्ये, व्यत्यय आणलेल्या छिद्रात एकच वैशिष्ट्य म्हणून कॉल केला जाऊ शकतो, नोट्स किंवा सहनशीलतेमध्ये निर्दिष्ट केलेल्या वैयक्तिक घटकांसह. हे बर्याचदा स्पष्टतेसाठी किंवा साधेपणासाठी केले जाते, विशेषत: जर व्यत्यय आणलेला छिद्र भागाचे एक महत्त्वपूर्ण वैशिष्ट्य असेल तर.
व्यत्यय आणलेल्या छिद्रांचा उपयोग
व्यत्यय आणलेल्या छिद्रांचे अभियांत्रिकीमध्ये बरेच वेगवेगळे उपयोग आहेत. काही सामान्य अनुप्रयोगांमध्ये हे समाविष्ट आहे:
● संभोगाची वैशिष्ट्ये: व्यत्यय आणलेल्या छिद्रांचा वापर संभोग वैशिष्ट्ये तयार करण्यासाठी केला जाऊ शकतो ज्यामुळे दोन भाग एकत्र बसू शकतात किंवा एकमेकांशी संवाद साधू शकतात.
● क्लीयरन्स: व्यत्यय आणलेल्या छिद्र इतर वैशिष्ट्ये किंवा घटकांसाठी क्लीयरन्स प्रदान करू शकतात, जसे की तारा, केबल्स किंवा फास्टनर्स.
● वजन कमी करणे: काही प्रकरणांमध्ये, व्यत्यय आणलेल्या छिद्रांचा वापर एखाद्या भागाचे वजन कमी करण्यासाठी त्याच्या सामर्थ्य किंवा कार्यक्षमतेशी तडजोड न करता केला जाऊ शकतो.
● शीतलक किंवा वंगण परिच्छेद: व्यत्यय आणलेल्या छिद्रांमुळे शीतलक किंवा वंगण घालण्यासाठी भाग किंवा असेंब्लीमधून वाहू शकतात.
व्यत्यय आणलेल्या छिद्रांचा मुख्य फायदा म्हणजे ते जटिल भूमिती आणि वैशिष्ट्यांमधील परस्परसंवादास परवानगी देतात. ड्रिलिंग आणि मिलिंग ऑपरेशन्स एकत्र करून, डिझाइनर छिद्र तयार करू शकतात जे एकाच ऑपरेशनसह करणे अशक्य होईल.
तथापि, व्यत्यय आणलेल्या छिद्रांना साध्या छिद्रांपेक्षा उत्पादन करणे अधिक आव्हानात्मक असू शकते. वैयक्तिक वैशिष्ट्ये योग्यरित्या संरेखित आणि संवाद साधतात हे सुनिश्चित करण्यासाठी त्यांना काळजीपूर्वक नियोजन आणि अंमलबजावणी आवश्यक आहे. व्यत्यय आणलेल्या छिद्रांसाठी सहिष्णुता आणि पृष्ठभागाची समाप्ती देखील अधिक गंभीर असू शकते, कारण कोणतीही चुकीची किंवा उग्रपणा वीण वैशिष्ट्यांच्या कार्यावर परिणाम करू शकतो.
काउंटरबोर छिद्र
काउंटरबोर होल म्हणजे काय?
काउंटरबोर होल हा एक प्रकारचा छिद्र आहे ज्यामध्ये दोन भिन्न व्यास आहेत. यात मोठ्या व्यासाच्या छिद्रांचा समावेश आहे जो सामग्रीमध्ये भाग ड्रिल केला जातो, त्यानंतर एक लहान व्यासाचा छिद्र असतो जो संपूर्ण मार्गाने जातो. मोठ्या व्यासाच्या भागाला काउंटरबोर म्हणतात, आणि हे बोल्ट किंवा स्क्रूचे डोके सामावून घेण्यासाठी डिझाइन केलेले आहे.
काउंटरबोर छिद्र सामान्यत: काउंटरबोर टूल नावाच्या विशिष्ट ड्रिल बिटचा वापर करून तयार केले जातात. या साधनात एक पायलट टीप आहे जी लहान व्यासाच्या छिद्र ड्रिल करते आणि काउंटरबोर तयार करणार्या मोठ्या व्यासाची धार.
काउंटरबोर छिद्रांचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, काउंटरबोर छिद्रांचे प्रतिनिधित्व काउंटरबोर चिन्हाचा वापर करून केले जाते, जे त्याच्या आत लहान चौरस असलेल्या वर्तुळासारखे दिसते. काउंटरबोरचा व्यास प्रथम निर्दिष्ट केला जातो, त्यानंतर काउंटरबोरच्या खोलीनंतर. लहान छिद्राचा व्यास आणि खोली देखील निर्दिष्ट केली आहे.
उदाहरणार्थ, 10 मिमी व्यासाच्या काउंटरबोरसह काउंटरबोर होल जो 5 मिमी खोल आहे आणि भोकातून 6 मिमी व्यासाचा '⌴ 10 मिमी ⨯ 5 मिमी, ∅6 मिमी थ्रू ' असे संबोधले जाईल.
काउंटरबोर छिद्रांचा वापर
काउंटरबोर छिद्र सामान्यत: अभियांत्रिकीमध्ये अनेक वेगवेगळ्या अनुप्रयोगांसाठी वापरले जातात, यासह:
● फ्लश माउंटिंग: काउंटरबोर छिद्र बोल्ट किंवा स्क्रूला सामग्रीच्या पृष्ठभागासह फ्लश बसण्याची परवानगी देतात आणि एक गुळगुळीत आणि स्वच्छ देखावा तयार करतात.
● क्लीयरन्स: काउंटरबोर बोल्ट किंवा स्क्रूच्या डोक्यासाठी क्लीयरन्स प्रदान करते, ज्यामुळे हस्तक्षेपाशिवाय मुक्तपणे फिरता येते.
● लोड वितरण: काउंटरबोरचा मोठा व्यास बोल्टचा भार वितरीत करण्यास मदत करतो किंवा मोठ्या क्षेत्रावर स्क्रू वितरीत करण्यास मदत करते, तणाव एकाग्रता कमी करते.
काउंटरबोर छिद्र बर्याचदा अनुप्रयोगांमध्ये वापरले जातात जेथे बोल्ट कनेक्शन मजबूत आणि सुरक्षित असणे आवश्यक असते, परंतु त्यास स्वच्छ आणि तयार दिसणे देखील आवश्यक आहे. ते सामान्यत: ऑटोमोटिव्ह आणि एरोस्पेस घटक तसेच औद्योगिक यंत्रसामग्री आणि उपकरणांमध्ये आढळतात.
स्पॉटफेस होल
स्पॉटफेस होल म्हणजे काय?
स्पॉटफेस होल हा एक प्रकारचा छिद्र असतो ज्यामध्ये उथळ काउंटरबोर असतो, सामान्यत: छिद्रभोवती सपाट पृष्ठभाग तयार करण्यासाठी वापरला जातो. स्पॉटफेस सामान्यत: भोकभोवती कोणतीही अनियमितता किंवा उग्रपणा साफ करण्यासाठी पुरेसे खोल असते, बोल्ट किंवा स्क्रूच्या विरोधात बसण्यासाठी गुळगुळीत आणि अगदी पृष्ठभाग प्रदान करते.
स्पॉटफेस होल बर्याचदा कास्टिंग किंवा फोर्जिंग अनुप्रयोगांमध्ये वापरले जातात, जेथे सामग्रीची पृष्ठभाग उग्र किंवा असमान असू शकते. भोकभोवती स्पॉटफेस तयार करून, डिझाइनर हे सुनिश्चित करू शकतात की फास्टनरकडे स्थिर आणि सुरक्षित माउंटिंग पॉईंट असेल.
स्पॉटफेस होलचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, स्पॉटफेस होल स्पॉटफेस चिन्हाचा वापर करून दर्शविले जातात, जे आतल्या अक्षरे 'एसएफ ' असलेल्या एका वर्तुळासारखे दिसते. स्पॉटफेसचा व्यास प्रथम निर्दिष्ट केला जातो, त्यानंतर स्पॉटफेसच्या खोलीनंतर. मुख्य छिद्राचा व्यास आणि खोली देखील निर्दिष्ट केली आहे.
उदाहरणार्थ, 20 मिमी व्यासाच्या स्पॉटफेससह स्पॉटफेस होल 2 मिमी खोल आहे आणि भोकातून 10 मिमी व्यासाचा '⌴ एसएफ 20 मिमी ⨯ 2 मिमी, ∅10 मिमी थ्रू ' असे म्हटले जाईल.
स्पॉटफेस होलचा वापर
स्पॉटफेस होल सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरले जातात, यासह:
● पृष्ठभागाची तयारीः स्पॉटफेस होलचा वापर बोल्ट किंवा स्क्रू कनेक्शनसाठी सामग्रीची पृष्ठभाग तयार करण्यासाठी केला जातो, ज्यामुळे फास्टनरला सपाट आणि स्थिर माउंटिंग पॉईंट आहे याची खात्री करुन.
● तणाव वितरण: स्पॉटफेस मोठ्या क्षेत्रावर फास्टनरचा ताण वितरित करण्यास मदत करते, नुकसान किंवा अपयशाचा धोका कमी करते.
● सीलिंग: काही प्रकरणांमध्ये, गॅस्केट किंवा ओ-रिंगसाठी सीलिंग पृष्ठभाग तयार करण्यासाठी स्पॉटफेस होलचा वापर केला जाऊ शकतो, ज्यामुळे गळती किंवा दूषित होण्यापासून रोखण्यात मदत होते.
स्पॉटफेस छिद्रांचा वापर
स्पॉटफेस होल बर्याचदा अनुप्रयोगांमध्ये वापरल्या जातात जिथे सामग्रीची पृष्ठभाग उग्र किंवा असमान असते, जसे की कास्टिंग किंवा फोर्जिंगमध्ये. ते सामान्यत: ऑटोमोटिव्ह आणि एरोस्पेस घटक तसेच औद्योगिक यंत्रसामग्री आणि उपकरणांमध्ये आढळतात.
स्पॉटफेस होलच्या काही विशिष्ट अनुप्रयोगांमध्ये हे समाविष्ट आहे:
● इंजिन ब्लॉक्स आणि सिलेंडर हेड
● ट्रान्समिशन केसेस आणि हौसिंग्ज
● निलंबन घटक
● स्ट्रक्चरल फ्रेम आणि समर्थन
या अनुप्रयोगांमध्ये, स्पॉटफेस छिद्र गंभीर फास्टनर्समध्ये अगदी उग्र किंवा अनियमित पृष्ठभागावर सुरक्षित आणि स्थिर माउंटिंग पॉईंट आहेत हे सुनिश्चित करण्यात मदत होते. छिद्रभोवती एक गुळगुळीत आणि अगदी पृष्ठभाग तयार करून, स्पॉटफेस छिद्र अंतिम असेंब्लीची एकूण गुणवत्ता आणि विश्वासार्हता सुधारण्यास मदत करतात.
काउंटरसिंक होल
काउंटरसिंक होल म्हणजे काय?
अ काउंटरसिंक होल हा एक प्रकारचा छिद्र आहे ज्यामध्ये शीर्षस्थानी शंकूच्या आकाराचे ओपनिंग असते, जे सपाट-हेड स्क्रू सामग्रीच्या पृष्ठभागासह फ्लश बसू देते. काउंटरसिंक सामान्यत: स्क्रूच्या व्यासापेक्षा विस्तृत असतो आणि काउंटरसिंकचा कोन स्क्रू हेडच्या कोनात जुळतो.
एरोस्पेस किंवा ऑटोमोटिव्ह घटकांसारख्या फ्लश किंवा लो-प्रोफाइल देखावा इच्छित असलेल्या अनुप्रयोगांमध्ये काउंटरसिंक होल बर्याचदा वापरले जातात. त्यांचा वापर स्क्रू हेड्सपासून इजा किंवा नुकसान होण्याचा धोका कमी करण्यासाठी देखील केला जाऊ शकतो.
काउंटरसिंक होलचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, काउंटरसिंक छिद्रांचे प्रतिनिधित्व काउंटरसिंक चिन्हाचा वापर करून केले जाते, जे शीर्षस्थानी लहान वर्तुळासह त्रिकोणासारखे दिसते. काउंटरसिंकचा व्यास प्रथम निर्दिष्ट केला जातो, त्यानंतर काउंटरसिंकचा कोन. मुख्य छिद्राचा व्यास आणि खोली देखील निर्दिष्ट केली आहे.
उदाहरणार्थ, 10 मिमी व्यासाच्या काउंटरसिंकसह एक काउंटरसिंक भोक जो 90 अंश आहे आणि भोकातून 6 मिमी व्यासाचा '⌵ 10 मिमी ⨯ 90 °, ∅6 मिमी थ्रू ' असे म्हटले जाईल.
काउंटरसिंक होलचा वापर
काउंटरसिंक होल सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरल्या जातात, यासह:
● फ्लश माउंटिंग: काउंटरसिंक होल फ्लॅट-हेड स्क्रूला सामग्रीच्या पृष्ठभागासह फ्लश बसण्याची परवानगी देतात, ज्यामुळे एक गुळगुळीत आणि लो-प्रोफाइल देखावा तयार होतो.
Od एरोडायनामिक्स: एरोस्पेस अनुप्रयोगांमध्ये, काउंटरसिंक होल ड्रॅग कमी करण्यास आणि एरोडायनामिक कामगिरी सुधारण्यास मदत करू शकतात स्क्रू हेड्स काढून टाकून.
● सुरक्षा: काही प्रकरणांमध्ये, हँड्रेल्स किंवा उपकरणांच्या पॅनेलमध्ये जसे स्क्रू हेड्सपासून इजा किंवा नुकसान होण्याचा धोका कमी करण्यासाठी काउंटरसिंक होलचा वापर केला जाऊ शकतो.
काउंटरसिंक होलचा वापर
काउंटरसिंक होल बर्याचदा अनुप्रयोगांमध्ये वापरले जातात जेथे फ्लश किंवा लो-प्रोफाइल देखावा महत्त्वपूर्ण आहे, जसे की:
● एअरक्राफ्ट फ्यूजलेज आणि पंख
● ऑटोमोटिव्ह बॉडी पॅनेल आणि ट्रिम
● इलेक्ट्रॉनिक डिव्हाइस संलग्नक
● फर्निचर आणि कॅबिनेटरी
या अनुप्रयोगांमध्ये, काउंटरसिंक होल एक गुळगुळीत आणि सुव्यवस्थित देखावा तयार करण्यात मदत करतात, तर फ्लॅट-हेड स्क्रूसाठी एक सुरक्षित आणि स्थिर माउंटिंग पॉईंट देखील प्रदान करतात. काउंटरसिंकचे शंकूच्या आकाराचे आकार स्क्रूचे केंद्र आणि समान रीतीने वितरित करण्यास मदत करते, नुकसान किंवा अपयशाचा धोका कमी करते.
इतर प्रकारच्या छिद्रांपेक्षा काउंटरसिंक छिद्र तयार करणे अधिक आव्हानात्मक असू शकते, कारण त्यांना स्क्रू हेडशी जुळण्यासाठी अचूक कोन आणि खोली आवश्यक आहे. तथापि, योग्य साधने आणि तंत्रांसह, काउंटरसिंक होल कोणत्याही असेंब्लीला उच्च-गुणवत्तेची आणि व्यावसायिक दिसणारी फिनिश प्रदान करू शकतात.
काउंटरड्रिल होल
काउंटरड्रिल होल म्हणजे काय?
काउंटरड्रिल होल हा एक प्रकारचा छिद्र आहे ज्यामध्ये शीर्षस्थानी दंडगोलाकार काउंटरबोर असतो, त्यानंतर एक लहान व्यासाचा छिद्र असतो जो सामग्रीमधून सर्व मार्ग जाऊ शकतो किंवा नाही. काउंटरड्रिल सामान्यत: सॉकेट हेड कॅप स्क्रू किंवा इतर प्रकारच्या फास्टनर्सच्या डोक्यासाठी क्लिअरन्स प्रदान करण्यासाठी वापरला जातो.
काउंटरड्रिल होल काउंटरसिंक होलसारखेच आहेत, परंतु शंकूच्या आकाराच्या ऐवजी काउंटरड्रिलचा दंडगोलाकार आकार असतो. हे फास्टनर हेडला सामग्रीच्या पृष्ठभागासह फ्लश बसण्याची परवानगी देते, तसेच डोकेसाठी अतिरिक्त मंजुरी देखील प्रदान करते.
काउंटरड्रिल होलचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, काउंटरड्रिल होलचे प्रतिरोधक छिद्र म्हणून समान चिन्हाचा वापर करून प्रतिनिधित्व केले जाते, जे त्याच्या आत लहान चौरस असलेल्या वर्तुळासारखे दिसते. काउंटरड्रिलचा व्यास प्रथम निर्दिष्ट केला जातो, त्यानंतर काउंटरड्रिलच्या खोलीनंतर. मुख्य छिद्राचा व्यास आणि खोली देखील निर्दिष्ट केली आहे.
उदाहरणार्थ, 10 मिमी व्यासाच्या काउंटरड्रिलसह एक काउंटरड्रिल होल जो 5 मिमी खोल आहे, आणि 10 मिमी खोल असलेल्या 6 मिमी व्यासाचा आंधळा छिद्र '⌴ 10 मिमी ⨯ 5 मिमी, ∅6 मिमी ⨯ 10 मिमी ' असे म्हणतात.
काउंटरड्रिल होलचा वापर
काउंटरड्रिल होल सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरल्या जातात, यासह:
Fast फास्टनर हेड्ससाठी क्लिअरन्सः काउंटरड्रिल होल सॉकेट हेड कॅप स्क्रू आणि इतर प्रकारच्या फास्टनर्सच्या डोक्यांसाठी मंजुरी प्रदान करतात, ज्यामुळे ते सामग्रीच्या पृष्ठभागावर फ्लश बसू शकतात.
● तणाव वितरण: काउंटरड्रिलचा दंडगोलाकार आकार मोठ्या क्षेत्रावर फास्टनर हेडचा ताण वितरित करण्यास मदत करतो, ज्यामुळे नुकसान किंवा अपयशाचा धोका कमी होतो.
● संरेखन: काही प्रकरणांमध्ये, काउंटरड्रिल होलचा वापर वीण भागांसाठी संरेखन प्रदान करण्यासाठी किंवा घटकावरील इतर वैशिष्ट्ये शोधण्यासाठी केला जाऊ शकतो.
काउंटरड्रिल होलचा वापर
काउंटरड्रिल होल बर्याचदा अनुप्रयोगांमध्ये वापरल्या जातात जेथे फ्लश-माउंट फास्टनर आवश्यक असतो, परंतु डोक्यासाठी अतिरिक्त क्लीयरन्स आवश्यक आहे. काउंटरड्रिल होलच्या काही विशिष्ट अनुप्रयोगांमध्ये हे समाविष्ट आहे:
● यंत्रणा आणि उपकरणे घटक
● मोल्ड आणि डाय घटक
● ऑटोमोटिव्ह आणि एरोस्पेस घटक
या अनुप्रयोगांमध्ये, काउंटरड्रिल होल फास्टनर्ससाठी एक सुरक्षित आणि स्थिर माउंटिंग पॉईंट प्रदान करतात, तसेच सुलभ स्थापना आणि काढण्याची परवानगी देतात. काउंटरड्रिलचा दंडगोलाकार आकार तणाव एकाग्रता कमी करण्यास आणि असेंब्लीची एकूण शक्ती आणि टिकाऊपणा सुधारण्यास मदत करते.
ड्रिलिंग, कंटाळवाणे आणि मिलिंग यासह विविध पद्धतींचा वापर करून काउंटरड्रिल होल तयार केले जाऊ शकतात. पद्धतीची निवड भोकच्या आकार आणि खोलीवर तसेच मशीनिंग केलेल्या सामग्रीवर अवलंबून असते. योग्य साधने आणि तंत्रांसह, काउंटरड्रिल होल बर्याच वेगवेगळ्या अभियांत्रिकी अनुप्रयोगांसाठी उच्च-गुणवत्तेची आणि कार्यात्मक समाधान प्रदान करू शकतात.
टॅपर्ड छिद्र
टॅपर्ड होल म्हणजे काय?
एक टॅपर्ड होल हा एक प्रकारचा छिद्र आहे जिथे व्यास हळूहळू एका टोकापासून दुसर्या टोकापर्यंत बदलतो, शंकूच्या आकाराचे प्रोफाइल तयार करते. टेपर कोन सामान्यत: छिद्रांच्या लांबीच्या व्यासाच्या बदलाचे प्रमाण म्हणून निर्दिष्ट केले जाते.
टॅपर्ड छिद्र बर्याचदा अनुप्रयोगांमध्ये वापरले जातात जेथे वीण भागांमध्ये घट्ट, सुरक्षित फिट आवश्यक असते. टेपर्ड आकार सहजपणे गुंतवणूकी आणि काढून टाकण्यास अनुमती देते, तर पूर्णपणे व्यस्त असताना एक मजबूत आणि स्थिर कनेक्शन देखील प्रदान करते.
टॅपर्ड होलचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, टेपर चिन्हाचा वापर करून टेपर्ड छिद्रांचे प्रतिनिधित्व केले जाते, जे शिखरावर लहान वर्तुळासह त्रिकोणासारखे दिसते. व्यासातील बदलाचे प्रमाण छिद्रांच्या लांबीच्या प्रमाणात वापरून टेपर कोन निर्दिष्ट केले जाते. उदाहरणार्थ, 1:12 च्या टेपरचा अर्थ असा आहे की प्रत्येक 12 युनिट लांबीच्या व्यास 1 युनिटने बदलतो.
टॅपर्ड होलचा छोटा अंत व्यास आणि मोठा शेवटचा व्यास देखील रेखांकनावर निर्दिष्ट केला आहे. उदाहरणार्थ, 10 मिमीच्या लहान अंत व्यासासह एक टॅपर्ड होल, 12 मिमीचा मोठा व्यास आणि 1:12 चा टेपर कोन '∅10 मिमी - ∅12 मिमी ⨯ 1:12 टेपर ' असे म्हटले जाईल.
टॅपर्ड होलचा वापर
टॅपर्ड छिद्र सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरले जातात, यासह:
Mad संभोगाचे भाग: टॅपर्ड छिद्र शाफ्ट आणि हब किंवा वाल्व स्टेम्स आणि सीट यासारख्या वीण भागांमध्ये एक सुरक्षित आणि स्थिर कनेक्शन प्रदान करू शकतात.
● संरेखन: छिद्रांचे टॅपर्ड आकार असेंब्ली दरम्यान वीण भाग संरेखित करण्यास मदत करू शकते, ज्यामुळे चुकीचा वापर किंवा नुकसान होण्याचा धोका कमी होतो.
● सीलिंग: काही प्रकरणांमध्ये, हायड्रॉलिक किंवा वायवीय प्रणालींमध्ये वीण भागांमधील सील तयार करण्यासाठी टॅपर्ड होलचा वापर केला जाऊ शकतो.
टॅपर्ड छिद्रांचा वापर
टॅपर्ड छिद्र बर्याचदा अनुप्रयोगांमध्ये वापरले जातात जेथे वीण भागांमध्ये घट्ट, सुरक्षित फिट आवश्यक असते. टॅपर्ड होलच्या काही विशिष्ट अनुप्रयोगांमध्ये हे समाविष्ट आहे:
● मशीन टूल स्पिंडल्स आणि टूल धारक
● वाल्व स्टेम्स आणि सीट
● व्हील हब आणि les क्सल्स
● टेपर पिन आणि डोव्हल्स
या अनुप्रयोगांमध्ये, छिद्रांचे टॅपर्ड आकार सहजपणे असेंब्ली आणि विच्छेदन करण्यास अनुमती देते, तसेच संपूर्णपणे व्यस्त असताना एक मजबूत आणि स्थिर कनेक्शन देखील प्रदान करते. टॅपर्ड आकार वीण पृष्ठभागावर समान रीतीने वितरित करण्यास मदत करते, नुकसान किंवा अपयशाचा धोका कमी करते.
रीमिंग, कंटाळवाणे आणि ग्राइंडिंग यासह विविध पद्धतींचा वापर करून टेपर्ड छिद्र तयार केले जाऊ शकतात. पद्धतीची निवड टेपरच्या आकार आणि कोनात तसेच मशीनिंग केलेल्या सामग्रीवर अवलंबून असते. योग्य साधने आणि तंत्रांसह, टॅपर्ड छिद्र बर्याच अभियांत्रिकी अनुप्रयोगांसाठी उच्च-गुणवत्तेचे आणि कार्यात्मक समाधान प्रदान करू शकतात.
स्क्रू क्लीयरन्स होल
स्क्रू क्लीयरन्स होल म्हणजे काय?
स्क्रू क्लीयरन्स होल हा एक प्रकारचा छिद्र आहे जो स्क्रूच्या व्यासापेक्षा किंचित मोठा असतो जो त्यातून जाईल. अतिरिक्त जागा बंधनकारक किंवा अडकल्याशिवाय स्क्रू सहजपणे भोकातून जाण्याची परवानगी देते.
स्क्रू क्लीयरन्स होल सामान्यत: अनुप्रयोगांमध्ये वापरल्या जातात जिथे एका भागाला दुसर्यास घट्ट करणे आवश्यक असते, परंतु स्क्रूला घट्ट फिट तयार करण्याची आवश्यकता नसते. क्लीयरन्स होल भाग किंवा स्क्रू स्वतःच हानी न करता स्क्रू घातला आणि सहजपणे काढू देतो.
स्क्रू क्लीयरन्स होलचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, स्टँडर्ड होल चिन्हाचा वापर करून स्क्रू क्लीयरन्स होलचे प्रतिनिधित्व केले जाते, जे लीडर लाइन असलेल्या मंडळासारखे दिसते. वापरल्या जाणार्या स्क्रूचा प्रकार यासारख्या कोणत्याही अतिरिक्त माहितीसह, भोकाचा व्यास लीडर लाइनवर निर्दिष्ट केला जातो.
उदाहरणार्थ, 1/4 '-20 स्क्रूसाठी क्लिअरन्स होलला ' ∅0.266 थ्रू 'असे म्हटले जाईल, जे 0.266 इंच आणि छिद्रातून एक छिद्र व्यास दर्शवते.
स्क्रू क्लीयरन्स होलचा वापर
स्क्रू क्लीयरन्स होल सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरल्या जातात, यासह:
● फास्टनिंग: स्क्रू क्लीयरन्स होलचा वापर स्क्रू किंवा बोल्ट वापरुन दोन किंवा अधिक भाग एकत्रित करण्यासाठी केला जातो. क्लीयरन्स होल कडक फिट तयार न करता स्क्रू सहजतेने जाण्याची परवानगी देतो.
● समायोज्य: काही प्रकरणांमध्ये, भागांमधील समायोजनासाठी अनुमती देण्यासाठी काही प्रकरणांमध्ये स्क्रू क्लीयरन्स होलचा वापर केला जाऊ शकतो. क्लीयरन्स होल भागांना हानी न करता आवश्यकतेनुसार स्क्रू सैल आणि कडक करण्यास परवानगी देते.
● संरेखन: असेंब्ली दरम्यान भाग संरेखित करण्यात मदत करण्यासाठी स्क्रू क्लीयरन्स होल देखील वापरले जाऊ शकतात. छिद्राचा मोठा व्यास काही विग्ल रूमला अनुमती देतो, ज्यामुळे भाग योग्यरित्या तयार करणे सुलभ होते.
स्क्रू क्लीयरन्स होलचा वापर
स्क्रू क्लीयरन्स होल बर्याचदा अनुप्रयोगांमध्ये वापरले जातात जेथे कायमस्वरुपी, समायोज्य फास्टनिंग आवश्यक असते. स्क्रू क्लीयरन्स होलच्या काही विशिष्ट अनुप्रयोगांमध्ये हे समाविष्ट आहे:
● फर्निचर असेंब्ली
● मशीन गार्ड आणि कव्हर्स
● विद्युत संलग्नक आणि पॅनेल
● ऑटोमोटिव्ह आणि एरोस्पेस घटक
या अनुप्रयोगांमध्ये, स्क्रू क्लीयरन्स होल एकत्रितपणे भाग बांधण्याचा एक सोपा आणि प्रभावी मार्ग प्रदान करतात, तसेच सुलभ असेंब्ली आणि विच्छेदन करण्यास देखील परवानगी देतात. भोकाचा मोठा व्यास फास्टनरच्या सभोवतालच्या तणावाची एकाग्रता कमी करण्यास मदत करते, असेंब्लीची एकूण शक्ती आणि टिकाऊपणा सुधारते.
ड्रिलिंग, पंचिंग आणि लेसर कटिंगसह विविध पद्धतींचा वापर करून स्क्रू क्लीयरन्स होल तयार केले जाऊ शकतात. पद्धतीची निवड भोकच्या आकार आणि आकारावर तसेच मशीनिंग केलेल्या सामग्रीवर अवलंबून असते. योग्य साधने आणि तंत्रांसह, स्क्रू क्लीयरन्स होल बर्याच अभियांत्रिकी अनुप्रयोगांसाठी विश्वासार्ह आणि खर्च-प्रभावी समाधान प्रदान करू शकतात.
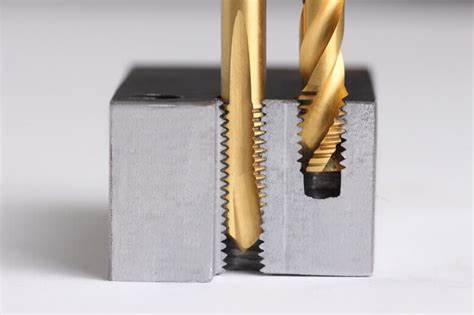
टॅप केलेले छिद्र
टॅप केलेले भोक म्हणजे काय?
टॅप केलेला छिद्र हा एक प्रकारचा छिद्र आहे ज्यामध्ये टॅप नावाच्या साधनाचा वापर करून धागे कापले जातात. थ्रेड्स एक स्क्रू किंवा बोल्टला भोक मध्ये स्क्रू करण्यास परवानगी देतात, एक मजबूत आणि सुरक्षित फास्टनिंग पॉईंट तयार करतात.
टॅप केलेले छिद्र सामान्यत: प्रथम सामग्रीमध्ये भोक ड्रिल करून, नंतर धागे छिद्रात कापण्यासाठी टॅप वापरुन तयार केले जातात. टॅप मूलत: तीक्ष्ण कटिंग कडा असलेले एक स्क्रू आहे जे भोकात फिरवल्यामुळे सामग्री काढून टाकते.
टॅप केलेल्या छिद्रांचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, टॅप केलेल्या छिद्रांचे प्रतिनिधित्व एक विशेष प्रतीक वापरुन केले जाते जे वापरल्या जाणार्या धाग्याचा आकार आणि प्रकार दर्शवते. टॅप केलेल्या छिद्रांचे सर्वात सामान्य मानक मेट्रिक मानक आहे, जे मिलिमीटरमधील छिद्रातील नाममात्र व्यास नंतर 'एम ' हे अक्षर वापरते.
उदाहरणार्थ, एम 8 थ्रेडसह एक टॅप केलेले छिद्र 'एम 8 एक्स 1.25 ' असे म्हटले जाईल, जेथे '1.25 ' थ्रेडची पिच (प्रत्येक धागा दरम्यानचे अंतर) दर्शवते.
टॅप केलेल्या छिद्रांचा उपयोग
टॅप केलेले छिद्र सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरले जातात, यासह:
● फास्टनिंग: स्क्रू आणि बोल्टसाठी मजबूत आणि सुरक्षित फास्टनिंग पॉईंट्स तयार करण्यासाठी टॅप केलेल्या छिद्रांचा वापर केला जातो. छिद्रातील धागे स्क्रू किंवा बोल्टवरील धागे पकडतात आणि त्यास घट्टपणे धरून ठेवतात.
● असेंब्ली: टॅप केलेल्या छिद्रांचा वापर अनेकदा एकाच युनिटमध्ये एकत्रित करण्यासाठी केला जातो. टॅप केलेल्या छिद्रांद्वारे भाग एकत्रित करण्यासाठी स्क्रू किंवा बोल्टचा वापर करून, एक मजबूत आणि स्थिर असेंब्ली तयार केली जाऊ शकते.
● समायोजन: काही प्रकरणांमध्ये, भागांच्या समायोजनासाठी किंवा संरेखन करण्यासाठी टॅप केलेल्या छिद्रांचा वापर केला जाऊ शकतो. टॅप केलेल्या छिद्रात स्क्रू किंवा बोल्ट सैल करून किंवा घट्ट करून, त्या भागाची स्थिती बारीक-ट्यून केली जाऊ शकते.
टॅप केलेल्या छिद्रांचा वापर
टॅप केलेल्या छिद्रांचा वापर बर्याच वेगवेगळ्या उद्योगांमध्ये विविध प्रकारच्या अनुप्रयोगांमध्ये केला जातो, यासह:
● ऑटोमोटिव्ह: टॅप केलेल्या छिद्रांचा वापर ऑटोमोटिव्ह मॅन्युफॅक्चरिंगमध्ये इंजिन, ट्रान्समिशन आणि इतर घटकांसाठी मोठ्या प्रमाणात केला जातो.
● एरोस्पेस: टॅप केलेल्या छिद्रांचा वापर एरोस्पेस अनुप्रयोगांमध्ये विमान रचना, इंजिन आणि इतर घटक एकत्रित करण्यासाठी केला जातो.
● औद्योगिक यंत्रणा: गीअर्स, बीयरिंग्ज आणि हौसिंग सारख्या घटकांना एकत्र करणे आणि फास्टनिंग करण्यासाठी औद्योगिक यंत्रणेत टॅप केलेल्या छिद्रांचा वापर केला जातो.
या अनुप्रयोगांमध्ये, टॅप केलेले छिद्र घटकांना बांधणे आणि एकत्रित करण्याचे एक मजबूत, सुरक्षित आणि विश्वासार्ह साधन प्रदान करतात. छिद्रातील धागे स्क्रू किंवा बोल्टसाठी पकडण्यासाठी एक मोठे पृष्ठभाग तयार करतात, समान रीतीने भार वितरीत करतात आणि अपयशाचा धोका कमी करतात.
धातू, प्लास्टिक आणि कंपोझिटसह विविध सामग्रीमध्ये टॅप केलेले छिद्र तयार केले जाऊ शकतात. सामग्री आणि थ्रेड आकाराची निवड विशिष्ट अनुप्रयोग आणि फास्टनिंग पॉईंटवर लागू केलेल्या भारांवर अवलंबून असते. योग्य साधने आणि तंत्रे सह, टॅप केलेल्या छिद्रांमध्ये बर्याच वेगवेगळ्या अभियांत्रिकी आव्हानांसाठी एक अष्टपैलू आणि प्रभावी उपाय प्रदान करू शकतात.
थ्रेडेड छिद्र
थ्रेडेड होल म्हणजे काय?
थ्रेडेड होल हा एक प्रकारचा छिद्र आहे ज्यामध्ये थ्रेड्स कापल्या जातात, ज्यामुळे स्क्रू किंवा बोल्ट छिद्रात थ्रेड होऊ शकतो. थ्रेडेड छिद्र टॅप केलेल्या छिद्रांसारखेच असतात, परंतु धागे कसे तयार केले गेले याची पर्वा न करता थ्रेड्ससह कोणत्याही छिद्रांचा संदर्भ घेण्यासाठी 'थ्रेडेड होल ' हा शब्द सहसा वापरला जातो.
टॅपिंग, थ्रेड मिलिंग आणि थ्रेड फॉर्मिंगसह विविध पद्धतींचा वापर करून थ्रेडेड छिद्र तयार केले जाऊ शकतात. पद्धतीची निवड थ्रेड केलेल्या सामग्रीवर, आकार आणि आवश्यक धाग्याचा आकार आणि प्रकार आणि उत्पादन खंड यावर अवलंबून असते.
थ्रेडेड छिद्रांचे कॉलआउट प्रतीक
अभियांत्रिकी रेखांकनांवर, थ्रेडेड छिद्र एक चिन्ह वापरुन दर्शविले जातात जे वापरल्या जाणार्या धाग्याचा आकार आणि प्रकार दर्शवते. चिन्हामध्ये थ्रेड पदनाम असते, जसे की मेट्रिक थ्रेड्ससाठी 'एम ' किंवा युनिफाइड थ्रेडसाठी 'अन ', त्यानंतर धाग्याचा नाममात्र व्यास आणि खेळपट्टी.
उदाहरणार्थ, एक एम 10 x 1.5 थ्रेडेड होलला 'एम 10 x 1.5 ' असे म्हटले जाईल, जेथे 'एम 10 ' 10 मिमीच्या नाममात्र व्यासासह मेट्रिक थ्रेड दर्शवते आणि '1.5 ' थ्रेडची पिच दर्शवते (प्रत्येक धागा दरम्यानचे अंतर).
थ्रेडेड छिद्रांचा उपयोग
थ्रेडेड छिद्र सामान्यत: अभियांत्रिकीमध्ये बर्याच वेगवेगळ्या अनुप्रयोगांसाठी वापरले जातात, यासह:
● फास्टनिंग: थ्रेडेड छिद्र स्क्रू आणि बोल्टसाठी मजबूत आणि सुरक्षित फास्टनिंग पॉईंट्स तयार करण्यासाठी वापरले जातात. छिद्रातील धागे स्क्रू किंवा बोल्टवरील धागे पकडतात आणि त्यास घट्टपणे धरून ठेवतात.
● समायोजन: थ्रेडेड छिद्रांचा उपयोग भागांच्या समायोजनासाठी किंवा संरेखन करण्यासाठी केला जाऊ शकतो. थ्रेडेड होलमध्ये स्क्रू किंवा बोल्ट फिरवून, त्या भागाची स्थिती बारीक ट्यून केली जाऊ शकते.
● असेंब्ली: थ्रेडेड छिद्र बर्याचदा एकाच युनिटमध्ये एकत्र करण्यासाठी अनेक भाग एकत्र करण्यासाठी वापरले जातात. थ्रेडेड छिद्रांद्वारे भाग एकत्रित करण्यासाठी स्क्रू किंवा बोल्टचा वापर करून, एक मजबूत आणि स्थिर असेंब्ली तयार केली जाऊ शकते.
थ्रेडेड छिद्रांचा वापर
थ्रेडेड छिद्र बर्याच वेगवेगळ्या उद्योगांमध्ये विविध प्रकारच्या अनुप्रयोगांमध्ये वापरले जातात, यासह:
● ऑटोमोटिव्ह: थ्रेडेड छिद्र ऑटोमोटिव्ह मॅन्युफॅक्चरिंगमध्ये इंजिन, ट्रान्समिशन आणि इतर घटकांसाठी मोठ्या प्रमाणात वापरले जातात.
● एरोस्पेस: एरोस्पेस अनुप्रयोगांमध्ये विमान रचना, इंजिन आणि इतर घटक एकत्रित करण्यासाठी थ्रेडेड छिद्र वापरले जातात.
● ग्राहक उत्पादने: थ्रेडेड छिद्र अनेक ग्राहक उत्पादनांमध्ये वापरले जातात, जसे की इलेक्ट्रॉनिक्स आणि उपकरणे, घटक एकत्रित करण्यासाठी आणि फास्टनिंगसाठी.
या अनुप्रयोगांमध्ये, थ्रेडेड छिद्र घटकांना बांधणे आणि एकत्रित करण्याचे एक मजबूत, सुरक्षित आणि विश्वासार्ह साधन प्रदान करतात. छिद्रातील धागे स्क्रू किंवा बोल्टसाठी पकडण्यासाठी एक मोठे पृष्ठभाग तयार करतात, समान रीतीने भार वितरीत करतात आणि अपयशाचा धोका कमी करतात.
धातू, प्लास्टिक आणि कंपोझिटसह विविध सामग्रीमध्ये थ्रेडेड छिद्र तयार केले जाऊ शकतात. सामग्री आणि थ्रेड आकाराची निवड विशिष्ट अनुप्रयोग आणि फास्टनिंग पॉईंटवर लागू केलेल्या भारांवर अवलंबून असते. योग्य साधने आणि तंत्रांसह, थ्रेडेड छिद्र बर्याच अभियांत्रिकी आव्हानांसाठी एक अष्टपैलू आणि प्रभावी समाधान प्रदान करू शकतात.
छिद्र तयार करताना विचार करण्याची वैशिष्ट्ये
अभियांत्रिकीमध्ये छिद्र तयार करताना, इच्छित परिणाम सुनिश्चित करण्यासाठी अनेक मुख्य वैशिष्ट्यांचा विचार केला पाहिजे. या वैशिष्ट्यांमध्ये खोली, व्यास, सहिष्णुता आणि कठीण-मशीन सामग्रीद्वारे उद्भवलेल्या आव्हानांचा समावेश आहे. चला या प्रत्येक पैलूंचा अधिक तपशीलवार एक्सप्लोर करूया.

खोली आणि त्याचा प्रभाव
छिद्राची खोली त्याच्या कार्यक्षमतेत आणि शेवटच्या उत्पादनाच्या एकूण कामगिरीमध्ये महत्त्वपूर्ण भूमिका बजावते. आंधळ्या छिद्रांमध्ये, खोली तळाशी उर्वरित सामग्रीचे प्रमाण निर्धारित करते, ज्यामुळे घटकाची शक्ती आणि स्थिरता यावर परिणाम होऊ शकतो. वर्कपीसच्या दुसर्या बाजूने नकळत तोडण्यापासून रोखण्यासाठी खोली अचूकपणे नियंत्रित करणे आवश्यक आहे.
छिद्रांची खोली कटिंग साधने आणि मशीनिंग पॅरामीटर्सच्या निवडीवर देखील परिणाम करते. सखोल छिद्रांना सरळपणा राखण्यासाठी आणि विक्षेप टाळण्यासाठी खोल छिद्र ड्रिल किंवा तोफा ड्रिलसारख्या विशेष साधनांची आवश्यकता असू शकते. वाढीव खोली सामावून घेण्यासाठी आणि योग्य चिप बाहेर काढण्यासाठी सुनिश्चित करण्यासाठी कटिंग वेग आणि फीड रेट समायोजित करण्याची आवश्यकता असू शकते.
शिवाय, छिद्रांची खोली पृष्ठभागाच्या समाप्तीवर आणि मितीय अचूकतेवर परिणाम करू शकते. खोली जसजशी वाढत जाते तसतसे सातत्यपूर्ण पृष्ठभागाची समाप्ती राखणे आणि छिद्रांचे आकार आणि आकार नियंत्रित करणे अधिक आव्हानात्मक होते. म्हणूनच, खोलीच्या आवश्यकतांचा काळजीपूर्वक विचार करणे आणि इच्छित परिणाम साध्य करण्यासाठी योग्य मशीनिंग प्रक्रिया आणि साधने निवडणे महत्त्वपूर्ण आहे.
व्यास निवड
अभियांत्रिकी अनुप्रयोगांमध्ये भोकसाठी योग्य व्यास निवडणे हे आणखी एक गंभीर घटक आहे. एखाद्या छिद्राचा व्यास इतर भागांसह घटकाची सामर्थ्य, कार्यक्षमता आणि सुसंगततेवर परिणाम करू शकतो. व्यास निवडताना, अभियंत्यांनी भोकच्या उद्देशाचा विचार केला पाहिजे, त्यातील भार आणि त्यातील संभोग घटकांशी संवाद साधला पाहिजे.
बर्याच प्रकरणांमध्ये, मानक ड्रिलचे आकार सामान्य व्यासांसह छिद्र तयार करण्यासाठी वापरले जातात. हे मानक आकार सहज उपलब्ध आहेत आणि उत्पादन प्रक्रिया सुलभ करू शकतात. तथापि, अशी उदाहरणे असू शकतात जिथे विशिष्ट डिझाइन आवश्यकता पूर्ण करण्यासाठी मानक नसलेल्या व्यासाचा व्यास आवश्यक आहे. अशा परिस्थितीत, सानुकूल साधने किंवा विशेष मशीनिंग तंत्र आवश्यक असू शकतात.
छिद्रांचा व्यास फास्टनर्स आणि इतर हार्डवेअरच्या निवडीवर देखील प्रभाव पाडतो जो छिद्रांच्या संयोगाने वापरला जाईल. उदाहरणार्थ, बोल्ट किंवा स्क्रूमध्ये हस्तक्षेपाशिवाय जाण्याची परवानगी देण्यासाठी क्लिअरन्स होल योग्य आकाराचे असणे आवश्यक आहे, तर थ्रेडेड होलमध्ये वीण फास्टनरसह सुरक्षितपणे व्यस्त ठेवण्यासाठी योग्य व्यास आणि थ्रेड पिच असणे आवश्यक आहे.
सहिष्णुता आवश्यकता
सहिष्णुता हा छिद्र बनविण्यामध्ये एक गंभीर विचार आहे, कारण ते भोकच्या आकार, आकार आणि स्थितीत भिन्नतेची स्वीकार्य श्रेणी निश्चित करते. आवश्यक सहिष्णुता विशिष्ट अनुप्रयोग आणि घटकाच्या कार्यक्षमतेवर अवलंबून असते. उच्च-संवर्धन असेंब्लीसाठी कठोर सहिष्णुता आवश्यक असू शकते, तर कमी गंभीर अनुप्रयोगांसाठी सैल सहिष्णुता स्वीकार्य असू शकते.
इच्छित सहनशीलता साध्य करण्यासाठी, अभियंत्यांनी योग्य मशीनिंग प्रक्रिया आणि साधने काळजीपूर्वक निवडली पाहिजेत. रीमिंग किंवा होनिंग यासारख्या काही प्रक्रिया अत्यंत घट्ट सहिष्णुतेसह छिद्र तयार करू शकतात, तर ड्रिलिंग किंवा पंचिंग यासारख्या इतरांमध्ये अधिक महत्त्वपूर्ण फरक असू शकतात. कटिंग साधने, मशीनिंग पॅरामीटर्स आणि वर्कहोल्डिंग पद्धतींची निवड देखील साध्य करण्यायोग्य सहिष्णुतेवर परिणाम करू शकते.
आकार आणि आकार सहिष्णुता व्यतिरिक्त, अभियंत्यांनी स्थितीत सहिष्णुतेचा देखील विचार केला पाहिजे, जो घटकावरील इतर वैशिष्ट्यांशी संबंधित भोकच्या स्थानाशी संबंधित आहे. योग्य संरेखन सुनिश्चित करण्यासाठी आणि वीण भागांमध्ये तंदुरुस्त सुनिश्चित करण्यासाठी स्थितीत सहिष्णुता गंभीर असू शकते. मशीनिंग प्रक्रियेदरम्यान स्थितीत अचूकता राखण्यासाठी जिग्स किंवा फिक्स्चर सारखी विशेष साधने वापरली जाऊ शकतात.
मशीनिंग कठीण सामग्री
जेव्हा भोक बनवण्याची वेळ येते तेव्हा काही सामग्री महत्त्वपूर्ण आव्हाने उभी करते. या कठीण-मशीन सामग्रीमध्ये हे समाविष्ट असू शकते:
● सुपरलॉयस: एरोस्पेस आणि उर्जा अनुप्रयोगांमध्ये उच्च-शक्ती, उष्णता-प्रतिरोधक मिश्र.
● टायटॅनियम: हलके, मजबूत आणि गंज-प्रतिरोधक, परंतु मशीनिंग दरम्यान कठोर आणि उष्णता निर्मितीसाठी काम करण्याची प्रवृत्ती.
● सिरेमिक्स: फ्रॅक्चर आणि चिपिंग टाळण्यासाठी कठोर, ठिसूळ सामग्री ज्यांना विशेष साधने आणि तंत्र आवश्यक आहेत.
● कंपोझिटः कार्बन फायबर-प्रबलित पॉलिमर सारख्या एकाधिक घटकांद्वारे बनविलेले साहित्य, जे मशीनिंग दरम्यान डिलीमेट किंवा रिंगण करू शकतात.
या आव्हानात्मक सामग्रीतील छिद्र मशीनिंग करताना, अभियंत्यांनी प्रत्येक सामग्रीशी संबंधित विशिष्ट अडचणींवर मात करण्यासाठी योग्य रणनीती वापरली पाहिजेत. उदाहरणार्थ:
Wear पोशाख-प्रतिरोधक कोटिंग्जसह तीक्ष्ण, उच्च-गुणवत्तेची कटिंग टूल्स वापरणे.
Mice उष्णता निर्मिती आणि साधन पोशाख कमी करण्यासाठी योग्य कटिंग वेग आणि फीड दर लागू करणे.
Froc घर्षण आणि उष्णता तयार करणे कमी करण्यासाठी शीतलक आणि वंगण नोकरी करणे.
Chips चिप्स तोडण्यासाठी आणि साधन ब्रेक टाळण्यासाठी पेकिंग सायकल किंवा इतर तंत्रांची अंमलबजावणी करणे.
Poly पॉलीक्रिस्टलिन डायमंड (पीसीडी) किंवा क्यूबिक बोरॉन नायट्राइड (सीबीएन) सारख्या विशेष साधन भूमिती किंवा सामग्रीचा वापर करणे.



















